Hallo ´Zusammen Wir haben beim Bleifrei Wellenlöten immer wieder Zinnschlüsse trotz Lotfängern. Kann mir jemand Tipps zum Paddesign geben um dieses Problem zu beheben? Gruß Sepp
Lassen sich nicht komplett vermeiden, Lotfänger bringen nur an den letzten Pins was, sofern längs gefahren wird. Bei Querfahrt haste Pech. Was empfiehlt der Bauteilhersteller? Wie gross ist der Pinüberstand?
Die Pads haben 1.47mm Durchmesser - sobleibt ein halber mm zwischen den Pads.. Gruß Sepp
Wenn Ihr bei 2mm Raster Brücken habt, ist euer Prozess falsch eingestellt. Wir schaffen hier problemlos SO08 mit RM 1,27mm ohne Spezialpads und ohne Lotfänger. Wie oft ist "immer wieder"? Ansonsten: Wie sieht der Lotfänger aus (Größe& Abstand)? Wenn Du das Design ändern kannst: Seite für die SMDs wechseln und Reflow-Löten. Brücken bei Welle sind nie zu 100% zu vermeiden, nur extrem zu minimieren.
> Die Pads haben 1.47mm Durchmesser Das sagt nicht viel. Bohrdurchmesser, Pindurchmesser, Pinüberstand? > Wir schaffen hier problemlos SO08 mit RM 1,27mm Kann man nicht direkt vergleichen, weil die Pads flach aufliegen im Gegensatz zu Pins.
Wir haben eine relativ schmalbrüstige Lötanlage von ATF, unsere Produktion hat schon einiges herumexperimentiert (Chipwelle off.. etc) nun bin ich aus der HW wieder am Ball... lg Sepp
> Auch das verwendete Flußmittel kann eine Rolle spielen.
Ja, und Temperatur, Geschwindigkeit, Vorheizung, Geometrie der Welle,
und, und......
> Wir haben eine relativ schmalbrüstige Lötanlage von ATF, unsere
Produktion hat schon einiges herumexperimentiert (Chipwelle off..
Haben wir auch- die Chipwelle wurde als erstes totgelegt.
Auch wenn einige das nicht wahrhaben wollen, Löten -ob verbleit oder
bleifrei- ist alles andere als trivial.
Hab grad erst das Photo gesehen- sooo schlimm ist das ja auch nicht. 1. Die Lotfänger rechts nutzen so nichts. 2. Die Platte hängt vermutlich sehr stark durch, da stimmt der Abstand zur Welle nicht mehr. Besser wäre Querfahrt. Parameter der Maschine (Temperaturen, Lot, Geschwindigkeit usw.)?
@Bensch warum genau nutzen die Lotfänger nichts? mittlerweile wurde die Lötrichtung geändert... Die anderen Details werd ich noch ermitteln... lg Sepp
Die Lotfänger sind bezüglich der Durchlaufrichtung schon richtig positioniert, aber zu klein, falscher Abstand. Faustregel: Selber abstnd wie die Pads davor, selbe bis doppelte Größe. Man kann gut sehen wie an vielen Lotfängern gar nichts hängen bleibt. aber bei größer machen und wegrücken scheints da auch Platzprobleme zu geben wenn du die Stecker nicht verschieben kannst. Ansonsten: mehr/anderer Fluxer, andere Welle, andere Geschwindigkeit
Hatten das selbe Problem. Stimme meinem Vorredner zu Lötfänger bringen in diesem Fall nichts. Bei uns war das Problem das das Flußmittel nicht aussreichend war!! Mfg Mathias
Ja, ausreichend Flussmittel ist schon nötig- ABER.... 1. zuviel davon und die Platinen sehen aus wie Sau. 2. Harj hat vermutlich eine ATF 13/25- wie wir auch. Dabei ist das Problem die kurze Trockenstrecke, ist halt immer ein Kompromiss, wenn kein Platz da ist. Bei zuviel Flussmittel trocknet das Zeug evtl. nicht komplett, das gibt dann auf der Welle eine ordentliche Schweinerei und Stinkerei.
was ich noch sagen muss die Testpunkte werden teilweise auch nicht gelötet.... lt. LP Hersteller muß bei jedem Testpad eine DK Bohrung ergänzt werden.. lg Sepp
Jetzt wo du's sagst, seh ich's auch. Aber DKs halt ich für Unsinn, die Welle ist nicht hoch genug oder die Oberfläche (chemisch Zinn?) nicht kein Lot an. Zur Kontrolle gibt's eine hitzebeständige Glasplatte, die man einfach durchlaufen lässt. Da lässt sich die Benetzung sehr gut erkennen und und die Lötbreite messen.
Laut LP Hersteller liegt das mit den Testpunkten an: Lt. Auskunft dieser ist dieses Fehlerbild ein typisch Problem der Bestückung mittels Wellenlöten. Dabei entsteht eine Flussmittelhaube, die eine Dampfblase partiell über einzelnen Pads bildet, welche die Benetzung verhindern. Dies ist daran erkennbar, dass die Oberfläche der Pads keine Verfärbungen , partiellen Benetzungen ect. aufweist.
Wenn das eine wörtliche Wiedergabe des Statements ist, ist das schon mal ziemlicher Unsinn. Dampfblasen können im übrigen nur entstehen, wenn das Flussmittel nicht ausreichend getrocknet ist. Das kann man aber hören und riechen.
Angehängte Dateien:
-

Clipboard01.jpg
53 KB
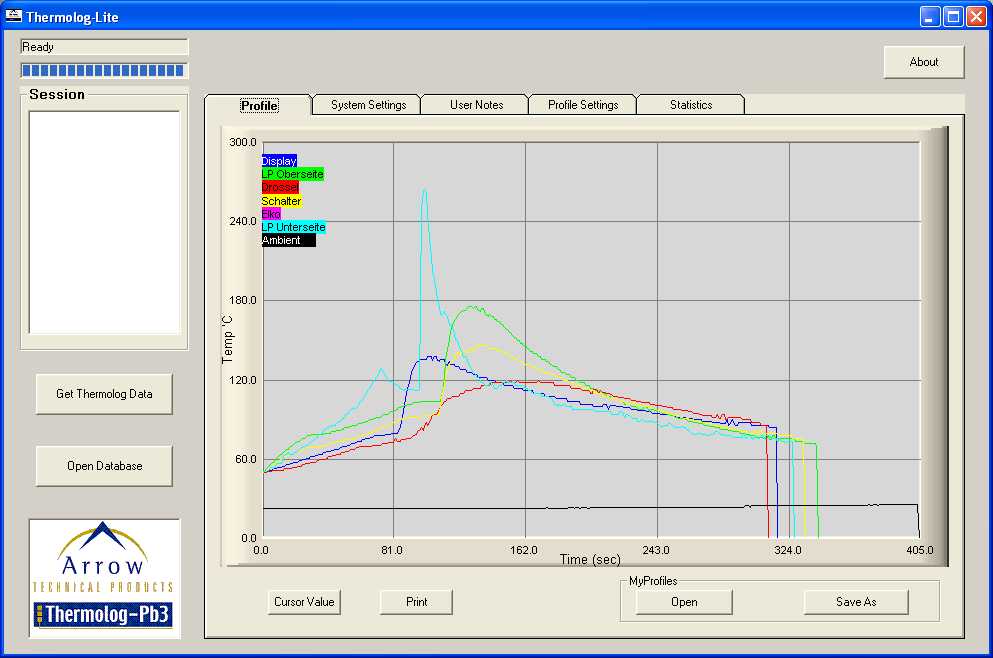
Laut Spezialisten passt das Flussmittel, Morgen wird aber ein Wasserbasierendes getestet.... Daten zum Löten Maschine ATF 33/40 Flussmittel Alpha EF6000 Zinn SACX0307 Sn99Ag0.3Cu0.7 zum Nachfüllen SACX0300 Lötprofil anbei... Welle min.3cm an der Glasplatte lg. Sepp
Ich kenn euer Lot nicht, aber scheint mir für silberhaltiges etwas zu hoch, 250° müsste da reichen. Wir haben SN100C mit 258°, Vorheizung 130°, 5 sec Kontaktzeit, wasserbasiertes Flussmittel.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.