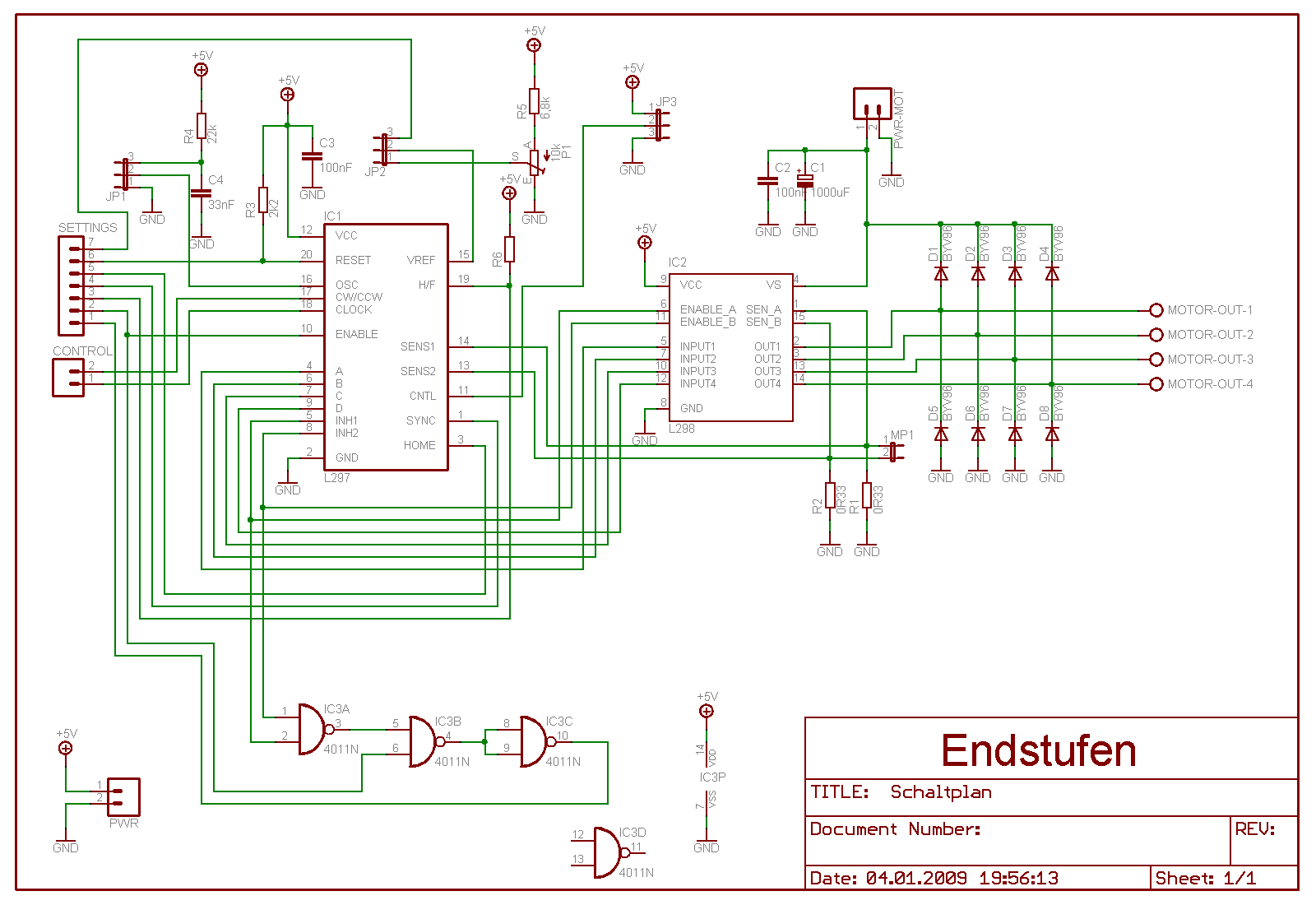
Hallo, ich bin dabei mir eine CNC-Fräse zu bauen. Ich habe nun als erste Schaltung nach einigen Tests und Recherchen mal die Treiberplatine mit Endstufen (L297 und L298) für die Schrittmotoren entworfen. Die Schaltung ist denke ich weitestgehend selbsterklärend. Der Stecker Settings kann angeschlossen werden, muss aber nicht und soll sozusagen weiter Steuerungmöglichkeiten geben. Der IC3 (HCF4011N) hat die Funktion mir anzuzeigen, wenn die Strombegrenzung greift. Dazu "beobachtet" der IC3 die INH-Ausgänge. Werden diese auf Null gezogen und sind die Motoren nicht ausgeschaltet (Enable), so greift die Stromberenzung. Könnt ihr mal über die Schaltung drüber gucken? Für Kritik uns Verbesserungsvorschläge bin ich offen. Im Voraus schonmal vielen Dank für Eure Bemühungen.
Angehängte Dateien:
-

endstufen.jpg
620 KB
Nur so als Anregung: Warum denn immer L297/L298? Es gibt soviele andere, bessere Loesungen, von Trinamic ueber Allegro ueber Toshiba...
Angehängte Dateien:
-

endstufen1.jpg
630 KB
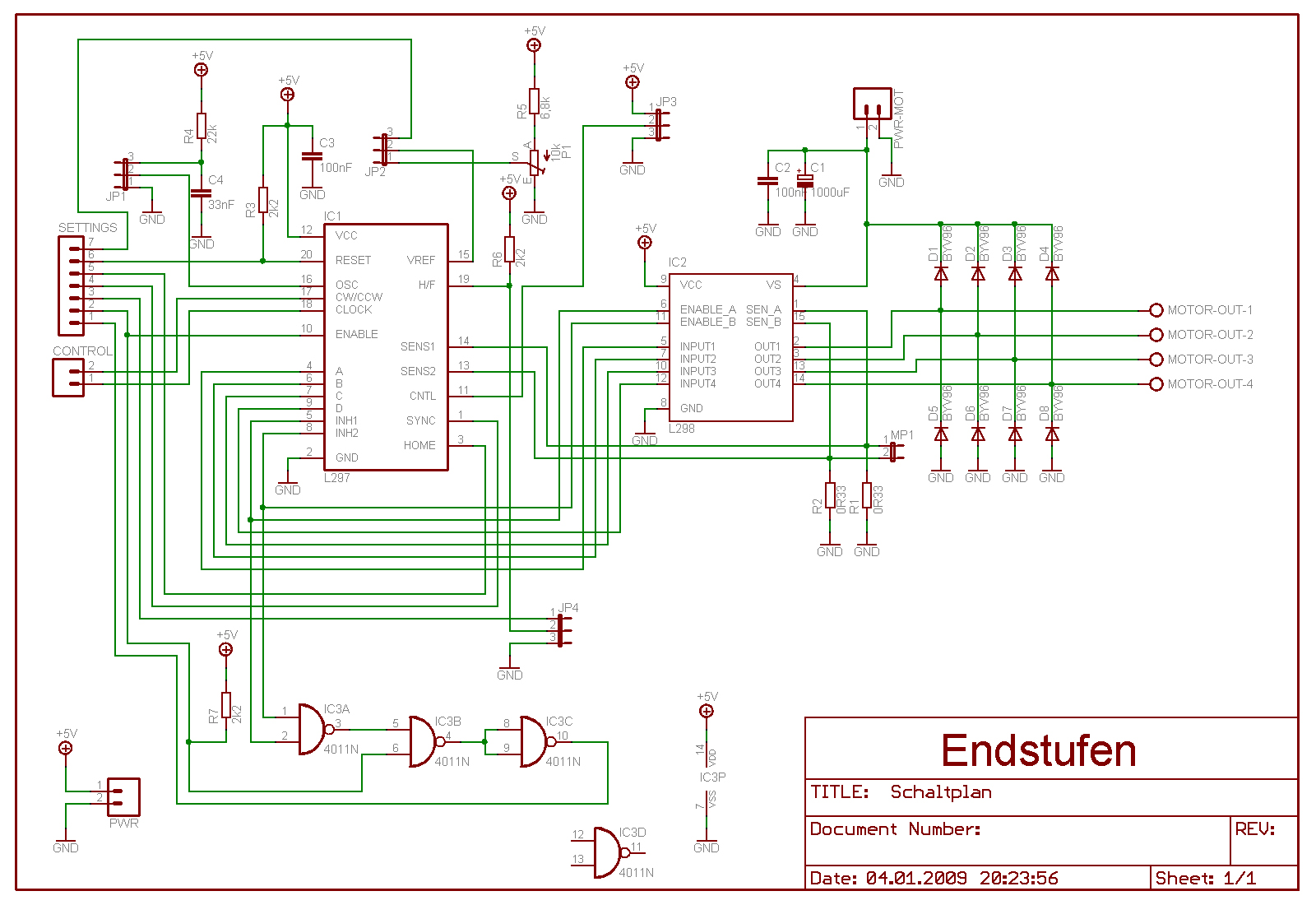
Danke für deine Antwort. Die Variante mit L297/L298 erschien mir persönlich am einfachsten, aber danke für die Anregung. Ich hab noch was an dem Schaltplan geändert. Ich hatte beim Enable-Signal den Pull-up Widerstand vergessen und ich hab noch einen Halbschritt-/Vollschritt-Jumper ergänzt.
> Nur so als Anregung: Warum denn immer L297/L298?
weil die sicherlich preiswert,
und überall zu haben sind ???
astroscout wrote: > Danke für deine Antwort. > Die Variante mit L297/L298 erschien mir persönlich am einfachsten, aber > danke für die Anregung. Du koenntest dir zB den L6208 mal ansehen :) Erhaeltlich btw bei www.tme.eu
Danke für Eure Antworten. @Sachich Nich: Den IC kannte ich bisher noch nicht, er sieht aber interessant aus. Ich hatte mir den L297/L298 bereits besorgt gehabt und will die deswegen für dieses Projekt noch verwenden. Ich denke aber den L6208 werde ich für meine nächsten Projekte mal verwenden. @gast: Das Board habe ich auch. Zu Testzwecken hat es mir sehr gute Dienst erwiesen,aber für den Einsatz in der Fräse scheint mir das Board eher weniger geeignet zu sein. Auch wenn mir die Beiträge bisher auch weitergeholfen haben, ging mein Fragestellung eher in die Richtung, ob meine Schaltung so wie ich sie aufgebaut habe zuverlässigt arbeitet und ihr die für die Anwendung in eine CNC-Fräse für geeignet haltet.
das sieht ähnlich deiner platine aus, http://www.robotikhardware.de/download/rnstepp297.pdf http://www.shop.robotikhardware.de/shop/catalog/product_info.php?cPath=65&products_id=177
moin moin, Du fängst am falschen Ende an. Erstmal muss die Mechanik stehen, mit Spindel, Linearführung und allem drum herrum. Dann kennt man die Massen die bewegt werden müssen und die notwendigen Schrittweiten/Schrittgeschwindigkeiten. Danach besorgt man die notwendigen Schrittmotore und dann die Ansteuerung. Die gibt es wie "Sand am Meer", ich nutze z.B. TB6560 mit einer 8051-RS274-Steuerung. So wird es bei der Idee "Bau einer CNC-Fräse" bleiben. mfg Pieter
Hier ein kleiner Beitrag von mir: Ich baute mir um 1997 herum meine eigene CNC Platinenfräsmaschine. Obwohl die Maschine einwandfrei funktioniert und ich damit eine grosse Anzahl von Platinen damit hergestellt habe, ist meine Meinung über den Wert solch einer Anlage nicht unbedingt ekstatisch. Hier einige Technische Daten dazu: Spindel: 2000-60000 Upm mittels 3-Phasen BLDC Motor (3x50V, 10A) Aveaux Schrittweite: 6.35um oder 0.00025 in, oder 4000 Schritte per Inch Gemessene Absolut Genauigkeit: 0.003 in auf 30cm Gemessene Wiederkehrgenauigkeit: 0.00025in Bohrrate: 80 Löcher pro Minute Kleinster Bohrer ohne Bruch: 10mil Kleinste praktische Leiterbreite und Abstand: 5mil (2-3 Leiter zwischen 2 IC Pins ist möglich) Gemessene Spindel runout: 0.0002 in Spindel Exzentrität: 0.0001 in Interface: LPT mittels MSDOS DRIVER-Programm Isolationssoftware: ISOLATOR von T-TECH Vorbild der Maschine: IBC912 Boardmaker von Jürgen Sebald Pluspunkte: Tolles Projekt für den innerlichen Feinmechaniker in uns;-) Sehr brauchbar fuer gedruckte Schaltungsherstellung, Frontplatten, Schilder, usw. Sehr präzise. Vorher hergestellte Platinen leicht wieder herzustellen wegen vorhandener CAM Daten Minuspunkte: Erheblicher Zeitaufwand (2 Jahre Bauzeit) Zugang auf entsprechende Maschinen wie Drehbank, Vertical mill, usw. ist notwendig. Grosse Kosten für Werkzeuge (Fräser, Riemer, etz.) Teure Spezialteile wie Keramiklager für die Spindel, Linear Bearings, Teure Isolations Software Grosser Zeitaufwand für die CAM Nacharbeit um die notwendigen CNC Steuerdateien zu erzeugen Teure PCB Fräser, Bohrer und milling tools - brechen sehr leicht, kurze Lebensdauer oder Standzeit ist normal Nacher hat es sich rausgestellt dass mich alles um die USD$4000 gekostet hat. Man könnte noch etliches hinzufügen. Meine persönliche Meinung ist, dass es sich nicht wirklich lohnt sich so einen Maschine zu bauen. War zwar ein tolles Projekt, aber man sollte wissen in was man sich hier einlässt. Die Broschüren der Hersteller (will hier keine Namen nennen) von diesen Maschinen malen alles immer im Besten Licht aus - Die Wirklichkeit ist leider nicht so Rosa farbig. Wenn die Mechanik nicht absolut spielfrei und präzise funktioniert wird man in der Praxis nicht sehr glücklich damit. Hierzutage verwende ich die Maschine nur mehr zum Bohren und Fräsen der Platine. Vorher ätze ich lieber die Platine - geht viel schneller. Wenn es Euch interessiert, im Anhang sind ein paar Bilder von meiner alten Maschine. Ach, ja, die Steppermotor treiber ICs sind von Allegro (3977) Bevor hier jetzt jemand aufbringt, dass man mittels Mikrostepping die Auflösung erhohnen kann - FORGET IT! Die Positionshaltemoment der Schrittmotoren ohne Rueckmeldung ist nicht ausreichend um akkumulative Fehler im Mikrostep Modus zu verhindern. Ohne Closed Loop Feedback ist hier nichts zu machen. mfg, Gerhard P.S. Bitte jetzt keine Steine werfen - das tut weh;-)
C4 an osc Eingang ist 10 mal groesser als ueblich.... 3,3nF reichen.
Danke für Eure Antworten! @Pieter: Die Mechanik habe ich bereits weitesgehend. Die Basis bilden der Proxxon Kreuztisch KT150 und die Frässäule BFB2000. Ich baue die Fräse quasi zu einer CNC-Fräse um. Die Schrittmotoren habe ich auch bereits hier (zumindestens einen davon, die anderen werden nachgeliefert). Es bestehen auch schon konkrete Pläne für die Montage der Motoren. @Mensch_Z: Da hab ich wohl ein Komma im Datenblatt übersehen. Danke für den Hinweis!
ich habe die rechnung so gemacht wer nicht um die 20 platinen im monat fertigt ist mit ätzen besser dran als mit dem platinenfräsen und unter 150 Bohrungen rentiert sich der programmier und einrichtungsaufwand für eine platine sowieso nicht.
Also ich will ja nicht die negative Stimmung so mancher hier zunichte
machen, aber wer sich eine CNC Fräse selber bauen will (und dies auch
macht), dürfte schon halbwegs wissen, wodrauf er sich einlässt.
Es ist schon klar, daß man mal realistische Daten nennen kann, wonach
sich für einen Privatanwender eine CNC vom Verhältnis Preis/Leistung
meistens nicht wirklich lohnt.
Aber für einen richtigen Bastler steht das dabei ja auch nicht im
Vordergrund.
Ich baue mir auch schon seit über einem Jahr eine CNC Fräse und bin aus
Zeitmangel erst zu ~2/3 fertig damit. Deshalb kann ich die Beweggründe
nur zu gut verstehen, sich eine Fräse selber zu bauen. :)
Ciao,
Rainer
> .... aber wer sich eine CNC Fräse selber bauen will (und dies auch > macht), dürfte schon halbwegs wissen, wodrauf er sich einlässt. ;-) getreu der Bastler Devise, . . . DER WEG IST DAS ZIEL.
@astroscout: Der KT150 hat ein recht grosses "Spiel" an den Wellen (hatte zumindest meiner), das bedeutet, daß von positiver zu negativer Richtung eine viertel Umdrehung "nichts" passiert ist. Das kann man zwar programmtechnisch abfangen, macht die Sache dann im Detail (z.B. Kurvenfräsen) seeeeehr aufwändig. Daher hatte ich die Idee mit dem Selbstbau damals auch wieder verworfen. Zudem standen die Kosten (trotz e*ay) in keinem Verhältnis zum Mehraufwand und letztendlich Risiko das ich dabei hatte. Von den Werkzeugen die ich mir dafür zulegen müsste ganz zu schweigen. Ich habe mich letztendlich dazu entschlossen, eine "fertige" zu kaufen, kostete damals 1200 EUR bei e*ay und verrichtet seither hervorragende Arbeit (Dauereinsatz wegen Modellbau). Trotzdem ich sie fertig gekauft habe hatte ich erstaunlicherweise genug damit zu tun sie zu optimieren (Genauigkeit, Vibrationen des Spindelhalters etc). Jetzt da ich mich mit der Materie auskenne reizt mich wieder der Gedanke eine eigene Maschine zu bauen, aus den "guten" Teilen der gekauften und optimierten, selbst gefrästen Teilen. Mein Tip: Kauf dir eine Fertige und optimier diese, damit hat man genug zu tun und spart zudem noch Geld. Denn meine bekomm' ich wegen Markennamen in e*ay auch für's gleiche Geld wieder los... ;-)
>ich habe die rechnung so gemacht wer nicht um die 20 platinen im monat >fertigt >ist mit ätzen besser dran als mit dem platinenfräsen >und unter 150 Bohrungen rentiert sich der programmier und >einrichtungsaufwand für eine platine sowieso nicht. Wenn es rein um´s Platinenbohren geht möchte ich da widersprechen. Eine CNC-Platinenbohrmaschine kann so schön preiswert sein, an Wiederholgenauigkeit (für THT, nicht SMD Durchkontaktierungen) reicht 0,1 ... 0,05mm Genauigkeit eigentlich schon aus. Die auftretenden Kräfte sind ebenfalls im Vergleich zum Fräsen kaum nennenswert, und zum Thema Einrichtungsaufwand: einmal mit sehr übersichtlichem Programmieraufwand eine passende Software geschrieben, die Bohrdaten umsetzt (z.B. aus einem Eagle ULP) und es steckt kaum noch Arbeit dahinter. Für den Aufbau genügen 30x30er oder 40x40er Aluprofile, ungestützte Rundwellen (zumindest beim stehenden Portal), Gleitlager (besser Linearkugellager) und Trapezgewindespindelantriebe oder Zahnriemenantriebe. Viele der Komponenten für richtige CNC-Fräsen (Linearschienen, Kugelumlaufspindeln, Schrägkugellager zur Spindellagerung) wären einfach oversized. Hat man Zugriff auf Drehe und Fräse spart man noch einmal: Versteifungswinkel für die Aluprofile, Lagerböcke u.s.w. hat man sich dann schnell (OK, schnell ist übertrieben aber ein Hobby darf ja ein wenig Zeit kosten) selber gekurbelt. Somit kann sich eine CNC-Platinenbohrmaschine ohne besondere Ansprüche an Arbeitsgeschwindigkeit im unteren dreistelligen Bereich bewegen ...
>> .... aber wer sich eine CNC Fräse selber bauen will (und dies auch >> macht), dürfte schon halbwegs wissen, wodrauf er sich einlässt. >;-) >getreu der Bastler Devise, . . . >DER WEG IST DAS ZIEL. Da muss ich dir recht geben :-) Die meisten Antworten beziehen sich zwar nicht direkt auf meine Frage, aber trotzdem Danke!
Hallo, solltest du half Step gebrauchen, dann gibt es von ST eine AN, welche mit einem Nand sowie Transistor auf die INH die Performance der Steuerung um 47% an Geschwindigkeit sowie Haltemoment steigert.
chris wrote: > Hallo, solltest du half Step gebrauchen, dann gibt es von ST eine AN, > welche mit einem Nand sowie Transistor auf die INH die Performance der > Steuerung um 47% an Geschwindigkeit sowie Haltemoment steigert. Das klingt ja sehr interessant. Aber leider finde ich diese AN nicht auf der ST Homepage. Ich habe diverse Suchbegriffe benutzt, aber bisher ohne Erfolg. Kannst du bitte mal einen Link zu der AN posten? :) Ciao, Rainer
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.