Hallo ! ich weiß, es ist vor kurzem bereits ein Thread zu diesem Thema durchgelaufen, aber ich möchte definitiv nicht (!) mehr bei Dritten bestücken lassen. Mir sind Flexibilität und Reaktionszeit wichtig und außerdem kann ich die Rüstkosten für Sonder- und Kleinserien nicht mehr sehen. Einen Pastendrucker haben wir, einen Ofen ebenfalls. 0603 ist die Regel, kleiner nicht erforderlich. Pitch 0.5 ist regelmäßig vorhanden, weniger ist ebenfalls nicht erforderlich. Geschwindigkeit ist absolut sekundär. Funktions- und Positioniersicherheit, mehr als eine handvoll Feeder (8er und 12er) und Zuverlässigkeit sind primäre Anforderungen; Dispenser ist ebenfalls willkommen. Bitte keine Postings von übereifrigen Außendienstmitarbeitern oder Handelsvertretern zu Neugeräten; diese halte ich alle, gemessen an der Wertschöpfung, für maßlos überzogen - kommt also nicht in Frage. Bitte ebenfalls keine Belehrungen bzgl. der Wirtschaftlichkeit, des Aufwands oder ähnlichem - das hatten wir bereits im anderen Thread ;) Stefan
http://www.hobbycnc.hu/CNC/Mech29/Mechanika29.htm Für den "simplen" und günstigen Aufbau recht flott, Zentrierung, Drehung und Kamerahilfe (im einfachsten Fall Webcam zur Passmarkenerkennung) fehlen. Denke aber mal Selbstbau kommt eh nicht in Frage, richtig ?
ja, die Site kenne ich, aber wenn mir das reichen würde, hätte ich den Philips genommen, der momentan bei eBay durchläuft - trotzdemm, vielen Dank ! So 'was in der Art, jedoch fertig, bereits mit Billigskameras und schneller im Ablauf findet man zuhauf bei eBay.com von Madell oder so ähnlich - für ~9 - 10k$. - Mobile
0,5 mm Pitch ohne Vision System, dass kannst du vergessen. Der Philips ist durch die mechanischen Zentrierungen nicht für Fine Pitch geeignet. Was noch günstig ist: http://www.mechatronika.com.pl Ich hatte mal einen Dispenser aus der Anfangszeit von denen. Das Ding war so eigentlich ganz in Ordnung, die neuen Sachen kenne ich nicht genauer. Ansonsten guck dir den mal an: http://www.mechatronic-systems.de/products/automaten/P40_D.html Fahr aber hin und lass ihn dir Vorführen! Der Typ hat damals die polnische Firma vertreten und meiner Ansicht keinen Plan von irgend etwas.
Vielen Dank Stephan, das nimmt mir die Illusion, dass es evtl. doch ohne Vision gehen würde ;) Mechatronika.pl hatte ich bereits gesehen. So etwas könnte mir schon gefallen; wird aber als Neugerät meinen Rahmen sprengen. Die Kisten von Mechatronics habe ich hestern abend gefunden. Es war eine Anzeige auf alibaba.com, bei der ich im ersten Moment dachte, die sei in der faschen Kategorie eingestellt. Ich hatte so um 1982 mal 'ne Stereoanlage mit Rauchglasabdeckung und auf dem kleinen Alibaba-Foto... Die Mechatronics sind prinzipiell nach dem gleichen Konzept wie die Madell-Geräte aufgebaut - sehen aber, trotz des Retro-Styles, doch deutlich hochwertiger aus. Weißt Du, was die Mechatronic kosten ?
Da habe ich momentan auch keine Vorstellungen, was die Teile kosten. Ich hatte direkt mal in Polen angefragt, der Preis war so um die 10-15k (glaube ich). Ist jetzt schon fast 2 Jahre her und ich habe die Mail auch nicht mehr. Bei den deutschen Mechatronik Maschinen, da musst du einfach mal anrufen und/oder vorbeifahren. In dem "Niedrigpreissegment" bei Bestückungsautomaten, da gibt es keine große Auswahl. Ich hatte mich lange mit dem Thema auseinandergesetzt und auch wieder Abstand genommen. Ich bin dann doch auf eine relativ neue gebrauchte Anlage gestoßen.
Wenn du nur wenige <0.8 Pitch hast, dann koennte so ein P&P doch interessant sein, und manuelle Bestueckung mit dem Tool von Madell http://www.ntscope.com/Merchant2/merchant.mvc?Screen=PROD&Return_Screen=CTGY&Store_Code=MTC&Category_Code=TAM&Product_Code=XYZ-TABLE-B, kauf es aber in Frankreich, da ist es guenstiger, wegen Einfuhr, Shipping usw.
Bei cncecke.de gibt es jemanden, der für seine Anwendungen einen für die verwendete Technik durchaus sehr schnellen und genauen Automaten gebaut hat. Es bestand von seiner Seite aus auch einmal die Überlegung, den Kopf als Bausatz zur Umrüstung ältere Geräte anzubieten, was wohl meistens die Schwachstelle dieser Geräte ist. Dort wurde auch eine einfach Webcam zur Passermarkenerkennung eingesetzt und wie man auf Videos und Bildern sehen kann, funktioniert das in Verbindung mit der mechanischen Zentrierung wirklich gut. Also in dem Forum mal anmalden und nach "Bestückungsautomat" suchen. Ich glaube der User hies "Benezan". Wenn von dem besagten Philips die Zentrierung selber gut arbeitet, wäre es vielleicht auch eine Überlegung wert, das Webcamkonzept zur Erkennung von Passermarken zu übernehmen und so größere Genauigkeiten zu erreichen.
den besagten Umbau aus der CNC-Ecke kenne ich - die Videos sahen gut aus. EinE Kamera nachzurüsten und auch die Software zur Positionserkennung, BGA-Überprüfung usw ist auch kein Problem für mich, aber wie sollte ich das einem Automaten beibringen, der auf ein proprietäres System aufsetzt ? - Mobile
Ueberhaupt nicht. Das Problem mit den mechanischen Automaten ist, dass sie nicht die notwendige Praezision haben. Welche Platinengroese brauchst du, sowie wieviel Feeder und Tray ?
>... aber wie sollte ich >das einem Automaten beibringen, der auf ein proprietäres System aufsetzt >? Das kann man wirklich nur mittels eigener Ansteuerung und Software lösen, was aber eigentlich das kleinere Problem sein sollte. Letztlich geht es ja nur darum ein paar Schrittmotoren oder Servos, villeicht Hubmagneten und / oder Magnetventile zu steuern. Das bedeutet Aufwand, klar, kann bei entsprechender Umsetzung aber genau den eigenen Bedürfnissen abgepasst werden, was das einrichten neuer zu bestückender Leiterplatten erleichtern könnte. Wem der Aufwand zu groß ist muss, wenn er nichts fertiges in seiner Preisklasse findet, dann eben mehr Geld investieren. Hat man ein eigenes Gewerbe, wofür sich der Aufwand lohnt, Zeit an den Wochenenden und fühlt sich auch zur Umsetzung in der Lage, kann man aber durchaus darüber nachdenken, den Aufwand auf sich zu nehmen. Erleichtet bei späteren Problem auch die Fehlerbehebung, wenn man das Gerät in- und auswenig kennt. Das kann Gold wert sein ...
Die ganze Diskussion bzgl. des Selbstbaus oder ggf. der Modifikation eines Automaten ist nichts für mich - dafür fehlt mir einfach die Zeit und das Vertrauen in die spätere Funktion. Also, mir wäre etwas in der Richtung, ML50 von www.mechatronika.com, in bezug auf die absoluten Abmessungen und Funktionalität am liebsten. 30-40 Feeder, 1-2 Trays, Platinengröße sehr ich recht entspannt.
Hallo, der Link http://www.hobbycnc.hu/CNC/Mech29/Mechanika29.htm ist nicht schlecht. Angenommen es tun sich ein paar zusammen, welche so eine bauen, so in dieser Art, inkl Drehung der Bauteils, sowie opt. Zentrierung. Dadurch koennten schwierige Teile auswaerts gefertigt werden. Die Frage ist, könnte es hier zu so einer unüblichen Sammelbestellung kommen ?
Naja, es bräuchte erstmal einen funktionierenden Prototypen, wer will das freiwillig übernehmen ? Im OT kam die Diskussion des Selbstbaus schon einmal auf, ist aber nie was draus geworden ... Sind eben doch mehr die Elektroniker hier.
Das Problem ist ja nicht der Bestückkopf allein. Habt ihr schonmal an die Feeder gedacht? Und wenn ich jedes Teil einzeln einlegen muss, da kann ich auch von Hand bestücken. Eine ältere gebrauchte Maschine ist wahrscheinlich eine bessere Alternative. @shyguy Um was für Stückzahlen handelt es sich bei dir?
> Stephan
Die Stückzahlen schwanken erheblich. Richtig große Menge wollen wir uns
nicht selbst aufbürden; Evaluierungsplatinen machen wir auf dem
Halbautomaten, das geht eigentlich ganz fix. Die Prototypen und 0-Serien
mit 8-20 Einheiten, sowie Sondergeschichten mit 100-200 PCBs.
Unsere Platinenfläche ist meist sehr klein, zwischen 5x25mm und bis zu
Ø32mm.
Kann der Halbautomat auch 0.5 Pitch ? Wenn ja, würde ich dir eine günstige mechanisch P&P empfehlen, gebraucht, sowie die fine pitch selbst zu machen.
@Chris >Sind eben doch mehr die Elektroniker hier Ja, deshalb auch mein Gedanke, das von einem Maschinenbauer machen zu lassen, oder zumindest wichtige Teile davon. Hätte einen Freund, welcher Maschinenbauer war, und bei der Projektierung helfen kann. @Stephan Watterott >Habt ihr schonmal an die Feeder gedacht? Ja einfach Fremdfeeder nehmen. Weiters, wenn ich alle 5-10 Platinen ein paar Lanes vorschieben muß, ist das auch kein Problem, für wenig gebrauchte Bauteile. Wenn ich 2K für 20-25 Feeder ausgebe, ist das aktzepabel, bzw auch nur 0.6k für eine minimale Grundausrüstung von 8 Feedern und manuelle Vorschübe nehme, entweder wie das von der Seite, wo der Feederkopf die Stripes vorschiebt, oder auch nur ca 13cm lange Lanes für den Bestückungskopf sind, wo der dann 32 Bauteile rausnehmen kann, bis weiter vorgeschoben werden muß. >Eine ältere gebrauchte Maschine ist wahrscheinlich eine bessere >Alternative. Da stimme ich dir für Pitch >0.8 sowie 0603 zu. Darunter leider nicht mehr.
Den Gedanken, etwas selbst bauen zu wollen, kann ich nachvollziehen. Grundsätzlich würde mich das auch reizen, aber ich muß mich auf das Wesentliche konzentrieren und da gehört ein Selbstbau leider nicht dazu. Die X_Y_Z-Mechanik ist ja, Geld vorausgesetzt, schnell zusammengekauft und auf eine Alu- oder HDF-PLatte geschraubt. Auch die Motorcontroller sollten nicht das Problem sein. Die rotierende Z-Achse und ein magnetischer oder pneumatischer Nozzelchanger sind da schon etwas anspruchsvoller, aber mit etwas Nachdenken, kommen da sicher gute Ideen raus. Es findet sich bestimmt auch jemand, der eine Drehbank hat und ein anderer, mit einer Fräse. Aber der Gedanke, dass zuerst ein funktionierendes Modell gefertigt werden müsste, ist schlüssig. Ich denke, dass es nur so geht, dass alle Interessierten einen Geld-Pool mit den Kosten aller Komponenten des Modells schaffen müssten. Anschließend kann man die den Entwurf zerlegen, Zeichnungen zusammenfassen bzw. von den Teilen ableiten und die Einzelteile in einer Sammenbestellung replizieren. Wenn's um die Bildverarbeitung geht, nimmt man USB oder Firewire Kameras, möglichst mit progressive Scan, und lizensiert die Match Library. Die sind sehr schnell und zuverlässig. http://www.svs-vistek.de/_products/software/openeVision/EasyMatch.php Das Feederproblem kann man notfalls so lösen, wir in dem Selfmade-Video gezeigt; wobei ich dafür wahrscheinlich eine Bank paralleler Zuführungen nehmen und eine separate Linearachse für den Gurtvorschub spendieren würde. Kostet kaum mehr, und bringt deutlich mehr Geschwindigkeit. Aber nicht vergessen: für 7000€ bekommt man bei Madell schon etwas, das mit Eigenmitteln zu erreichen, auch schon eine ähnliche Menge Geld verschling ;) >Chris Klar, setzen wir damit auch 0.5er Pitch auf. Muss man i.d.R. unter dem Mikroskop kontrollieren und ggf. korrigieren, aber das war bisher nie ein Problem - sind ja nur Prototypen.
Wenn interesse besteht, smt&mounter sowie gmail dot com , natürlich ohne kommerziellen und.
Ich bin jedenfalls der Meinung, für eine sehr kleine, "preiswert" nachbaubare Maschine sollten Schrittmoten und Linearführungen in Form von Stahlöwellen und Kugelumlaufbuchsen eingesetzt werden. Weiterhin, wie auf der ungarischen Seite gezeigt, erreicht man mit Zahnriemen hohe Geschwindigkeiten und je nach Typ auch hohe Genaugigkeiten (Stichwort HDT). Ein Standard-Shcrittmotor mit 200 Schritten im Vollschrittbetrieb reicht an Genauigkeit allerdings nicht aus. Also Microschritt oder zusätzlich untersetzen, weil: man nehme die vom Durchmesser kleinsten erhältlichen Zahnriemenräder und rechne eben mal mit 2*pi*r / 200 -> man merkt, es darf gerne noch etwas präziser sein. Zu den Feedern ... Entweder: mechnaische Realisierung auf Basis von teils preiswerten Verschleißteilesets (Hebelvorschubmechanik) Oder aber: an unbezahlbare moderne Feeder angelehnt mit eigenem Schrittmotor, was im Selbstbau gut bezahlbar bleiben dürfte. Schrittmotorvorschub könnte auch gleichzeitig das Abziehen und Aufrollen der Abdeckfolie mit übernehmen. Kurz darüber nachgedacht gar nicht so kompliziert.
Zu den Feedern habe ich auch ein paar Ideen, will sie hier aber nicht ausbreiten. Wenn reales interesse besteht, bitter offline per email. Preisvorstellung ist so ca 2k ohne Feeder bei 6k/h Durchsatz, oder weniger bei ca 2.5k/h, max PCB 25x30 cm, ev 35, sowie 30/35x40 ohne Tray oder 25x17 mit 2 Trays sowie 13cm weniger Feederbreite.
OT: Kennt vielleicht von euch jemand eine Bezugsquelle für die grünen Gummi-Transportbänder, welche ESD-Safe sind ?. Würde gerne die anstelle von Ketten einsetzen, hab aber keine Ahnung, woher die beziehen.
Ich sehe das ähnlich wie mein Namensvetter. Für ein preiswertes Modell ist die ungarische Vorlage schon sehr gut (die Lösung mit den Feedern finde ich genial: einfach und preiswert). - Rundführungen - Kugelbuchsen - Schrittmotoren - Zahnriemen Die Feeder würde ich ruhig "ungarisch" ausführen. Wenn der Gurt entsprechenden Widerstand hat, sollte man die Bauteile schon recht genau positionieren können. Mit Schrittmotoren etc. wird das schon wieder alles sehr kompliziert und teuer. Ich würde dann lieber den Aufnehmer mit Hilfe eines weiteren Steppers drehbar gestalten, so dass Bauteile gedreht werden können. Die Geschwindigkeit des ungarischen Modells fand ich schon erfreulich flott (gibt es auf der Seite auch als Filmchen). Geschwindigkeit wäre für mich ziemlich egal, da ich eh nur spezielle Lösungen mit geringer Stückzahl entwickele - zur Not läuft das Ding eben nachts durch ;-) Zur Genauigkeit: muss die wirklich so hoch sein? Ich komme hier mit üblichen 200er-Steppern und meinen Zahnrädern auf knapp 1/10mm, was ich vollkommen ausreichend finde. Ich bin kein Bestücker, daher die Frage :-) Chris
Die Genauigkeit passt, z.B. 1cm Rolle, 200 stepper = 31,4/200=0.16 mm (ca) mit 8fachen uStepping, (darunter macht es eh keinen Sinn) sind es dann 0,02mm oder ein bisschen weniger als 1mil, sowie ca 3mil Widerholgenauigkeit, das reicht. Die Sensoren, um diese Wiederholgenauigkeit zu erreichen, kosten ca 80 Euro. Das Ungarische Modell, kann nur lose Stripes betätigen, da sonst die Vorspannung auf dem Riemen gleich im Arsch wäre und mit dem die Genauigkeit. Kann man Nachspannen, aber das dauert. Was nicht so passt sind die 0.2mt/sec, deshalb werde ich, auch wenn es teuerer ist, einen 400 Stepper nehmen. Die Geschwindigkeitsverdoppelung von 1500 auf 3000 cph ist es mir Wert. Man kann auch ohne Sensoren arbeiten, und nur mit Kontakten, aber wenn da aus irgendeinem Grund ein Schrittverlust eintritt, gibt es Probleme.
Ich klinke mich hier aus der Diskussino aus, glaube der Thread ist schon genug mit diesem OT Thema gestresst worden. Wenn reales Interresse besteht, die Diskussion kann per Email weitergeführt werden.
>Die Feeder würde ich ruhig "ungarisch" ausführen. Wenn der Gurt >entsprechenden Widerstand hat, sollte man die Bauteile schon recht genau >positionieren können. Mit Schrittmotoren etc. wird das schon wieder >alles sehr kompliziert und teuer. Du hast irgendwo recht. Nachdem ich im Nachhinein noch einmal über Schrittmotoren nachgedacht habe, ist mit auch klar geworden, dass so ein Bauweise die Feedergröße schtark verbreitern würde -> größerer Weg zu den "hinteren Feedern". Was mir beim "ungarischen System" noch nicht ganz klar ist, ist, wie die Abdeckfolie zuverlässig abgestriffen wird. Einfach durch eine fest anliegende, spitz zugeschliffene Acrylglasabdeckung ? Ich glaube auf eine zusätzliche, mechanische Zentrierung, auch wenn es die Sache komplizierter macht, sollte man nicht verzichten. Am einfachsten (dafür auch langsam) natürlich mittels eines augefrästen Rechtecks, dessen Kanten als Anschlag zu Bauteileverschiebung verwendet werden, besser dierekt am Bestückungskopf. Oder ist es realistisch, das Ganze mit beszahlbaren USB-Kameras sowie schnellen Algorithmen zu lösen? Das wäre natürlich Topp. @ Bedeckt haltender (Gast) Löse doch bitte im Rahmen der Möglichkeiten mal auf, was du uns mit deinen Postings sagen willst. Ich persönlich werde jedenfalls aus deinen ersten 2 Postings hier nicht schlau, um was es dir geht.
>Ich klinke mich hier aus der Diskussino aus, glaube der Thread ist >schon genug mit diesem OT Thema gestresst worden. >Wenn reales Interresse besteht, die Diskussion kann per Email >weitergeführt werden. Ja, langsam komme ich mir auch schon wie ein Pirat vor :) Entschuldigung, wollte des Thread eigentlich nicht vom ursprünglichen Thema abbringen. Zumindest besteht reales Interesse am Ideenaustausch, die Umsetzung ist dann eher eine Zeit-, Equipment- und Geldabhängigse Sache. Vielleicht sollte man die Diskussion unter Beitrag "Kleiner Bestückungsautomat als Projekt" weiterführen. Das Wunsch von "Bedeckt haltender" nach E-Mail-Diskussion verstehe ich nur begrenzt. Es mag seine Berechtigung haben, dass nicht jede Idee vor jedem beliebigen Internetuser breitgetreten werden muss, schränkt allerdings auch die Anzahl der "rauchenden Köpfe" ein. Beim E-Mail-Verkehr sind es aber nur zwei Personen, die jeweils etwas davon haben, ist das Sinn der Sache ? Wenn jedoch ein ausdrücklicher Wunsch mehrere Diskussionsteilnehmer besteht kann ich auf meinem Webspace gerne ein geschlossenes Forum einrichten. Nur wie man unter all den anonymen Menschen hier entscheiden will, wer mitreden darf und wer nicht ist mir wiederum schleierhaft. Sagt eben mal was zu dem Thema, am Besten im erwähnten Thread ...
Nur mit mechanischer Zentrierung ein 0,5mm Pitch bestücken? Das ganze per Kamera machen ist denke ich auch nicht ganz so einfach, da das Bauteil in 3 Achsen (X, Y, Drehung) verschoben aufgenommen werden kann. Und dann noch on the fly mit 3000-6000 Bauteilen pro Stunde!
@Stephan Watterott 3.2K ist die Obergrenze für so ein System. Wenn man es schneller braucht, dann kommen BLDC Motoren mit Kugelgeweindestangen sowie Geschwindigkeiten von 10mt/sec zum Einsatz, und damit die Konstruktion das Aushältet, geht nichts mehr unter 150-200Kg. Ich habe so eine Diskussion in anderen Foren schon länger gemacht, SW steht auch, HW da sind noch Optimierungsmöglichkeiten. Werde Demnächst eine 0-Serie machen, zu Materialkosten + 20% Aufpreis, wobei die Benutzer sich dann als Betatester zur Verfügung stellen, zwecks SW/HW Verbesserung sowie ev. Fehlerbeseitigung. Ich halte mich bedeckt, da ich derzeit erwäge, eine Patentschrift anzufechten (Einspruch), wo ich eine Veröffentlichung der Idee beweisen kann, deswegen bin ich da Vorsichtig geworden. Verfüge nicht über große Geldmittel.
Stephan Watterott wrote: > Nur mit mechanischer Zentrierung ein 0,5mm Pitch bestücken? Ich bin blutiger Anfänger, daher erstmal zum Verständnis: Die Bauteile liegen in einer Mulde im Gurt, haben dort aber etwas Spiel in X,Y und Winkel. Nun wird das Bauteil durch eine Art Unterdruckpipette aufgenommen und dann entsprehend gedreht auf der Platine abgesetzt. Wann und wie erfolgt bei diesem Vorgang üblicherweise "mechanische Zentrierung"? Wo liegen da Deine Bedenken bei 0,5mm "Auflösung"? > Das ganze per Kamera machen ist denke ich auch nicht ganz so einfach, da > das Bauteil in 3 Achsen (X, Y, Drehung) verschoben aufgenommen werden > kann. Wird bei einem Kamerasystem die Lage des Bauteils bereits in der Mulde registriert und der Aufnehmer dann entsprehend angesteuert? (wie gut, dass ich damals "Optische Mustererkennung" belegt habe :-) > Und dann noch on the fly mit 3000-6000 Bauteilen pro Stunde! Es ging dem OP und mir nicht um Schnelligkeit. Meinethalben kann er 10 Sekunden pro Bauteil benötigen - dann läuft er halt zehn Mal so lang. Das stört wohl 95% der Leute, die so etwas selbst bauen möchten, nicht :-) @Chris: Ein eigener Thread ist sicher nicht schlecht :-) Christoph
Mechanische Zentrierung geht runter bis 0.8mm Pitch. Darunter funktioniert nur mehr optische Zentrierung, was auch die Laserzentrierung sowie die Kamerazentrierung von unten einschließt. Mechanische Zentrierung funktioniert da so, daß das Bauteil auf eine quadratische Fläche aufgesetzt wird, und mittels dem Bestückungskopf wird dann diese Fläche dann so oft angestoßen, bis sich das Bauteil mechanisch in die Ecke dieses Klotzes bewegt hat, bzw geschubst wurde. Trotzdem, 0603 ist für mechanische Zentrierung kein Problem, darunter ist dann Schluß, abgesehen von einer Ausnahme. Mechanische Zentrierung ist laut, langsam und hat seine Tücken.
Solltes du nur kleine Platinen brauchen, und dir die Geschwindigkeit egal ist, dann nimm eine Proxxon MF70, baue sie auf CNC um, (pollin 2Euro motoren) und lass es die Proxxon machen, kostet nicht mal 300 Euro. Eventuell auch eine größere CNC, kostet dich dann max 800 Euro.
@Chris Die Bauteile haben im Gurt Spiel und bei der Aufnahme durch die Pipette können Sie sich verschieben oder sich drehen. Es geht hier nicht um 0,5mm Auflösung. Bei 0,5mm Pitch hast du noch etwa 0,2mm Platz zwischen zwei Pads und da sollte das Bauteil schon sehr genau aufgestzt werden. Das mit der mechanischen Zentrierung kann auch anderst erfolgen z.B. durch eine Zangenzentrierung. Dabei kommen zwei Zangen zum Einsatz die das Bauteil gleichzeitig von vier Seiten in der Mitte zentrieren. Dies geschieht während der Fahrt zur Bestückpostion. Zur optischen Zentrierung: Es gibt grundsätzlich zwei Arten zur Erfassung des Bauteils. 1. Die Kamera hängt mit am Bestückkopf, über ein Prisma kann die Kamera unter das Bauteil sehen. Der Rest sollte eigentlich klar sein. 2. Die Kamera befindet sich am Tisch. Der Bestückkopf fährt mit Bauteil über die Kamera ... @Bedeckt haltender Hast du schon einmal einen Automaten live gesehen? Meine Anlage wiegt etwa 600 - 700kg und macht ca. 3k/h und die Vibrationen sind nicht zu vernachlässigen.
*Könnten wir das einrichten, dass es zunächst hier weitergeht:* Beitrag "Kleiner Bestückungsautomat als Projekt"
Ja, habe ich. Aber es gibt auch leichtere Konstruktionen, z.B. Quadra von TWS, 180kg inkl Support, 52kg der reine P&P ohne Computer, ohne Unterstell-Tisch, ohne Monitor. Zum Transport kann man den Separieren. Schafft auch 3k oder 2.4k die Mechanische.
Ihr könnt den Thread ruhig übernehmen. Ich mag das abgeleitete Thema ebenfalls und wenn sich für mich etwas ergibt, gibt's ja noch Mail ;) Ich würde bei einem Selbstbau auf Vision nicht verzichten. Wenn Ihr Euch mal die Libraries von Vistek anschaut, dann werdet Ihr sehen, dass die sowohl den X- und Y-Offset, als auch die Rotation auflösen. Die Auswertung ist blitzschnell; man kann also, wenn man blitzt und eine progressive Kamera benutzt, einfach an der Kamera vorbeifliegen kann. VGA reicht hier völlig aus und die Kosten sind doch, im Vergleich zum Nutzen, sehr überschaubar.
>Ihr könnt den Thread ruhig übernehmen. Ich mag das abgeleitete Thema >ebenfalls und wenn sich für mich etwas ergibt, gibt's ja noch Mail ;) Super, die Initiative zum Wechsel in den anderen Thread hat eh nicht funktioniert :) @ Bedeckt haltender Verstehe ich das richtig, dass du Ideen veröffentlicht hast und andere haben diese zum Patent angemeldet. Das wäre schon eine böde Dreistigkeit und ich bin einfach der Meinung, dass das Wissen aus öffentlichen Diskussion jetzt nutzen dürfen sollte ... Du wärst also im nicht so öffentlichen Rahmen bereit, anderen zu erlauben, die von die ausgedachten Konstruktionen weiterzuverwenden (ohne sich solche Dreistigkeiten, die dir selber die Verwendung verwähren, zu leisten)? @ Chris D. (myfairtux) >Ich bin blutiger Anfänger, daher erstmal zum Verständnis: >Die Bauteile liegen in einer Mulde im Gurt, haben dort aber etwas Spiel >in X,Y und Winkel. Nun wird das Bauteil durch eine Art Unterdruckpipette >aufgenommen und dann entsprehend gedreht auf der Platine abgesetzt. Ich muss dazusagen ich bin selber "nur" Student auf Grundstudiumsniveau und habe so eine Maschine in Groß erst einmal Live gesehen. Beeindruckend, wie unglaublich schnell die großen Siemens-Automaten sind. Deine niedergeschriebenen Ansichten teile ich so ... Bezüglich der mechanischen und optischen Zentrierung wurde ja schon alles soweit beschrieben. Ergänzend sei erwähnt, dass es auch mit einer Zange (2 Backen) und einer Drehung des Bauteils geht. Diese Methode ist bei der beeinduckenden Maschine von Benezan aus der cncecke (http://5128.rapidforum.com/topic=108973456411) realisiert. Er schreibt, die Zentriergenauigkeit sei besser als 0,1mm, und das bei einer prinzibiell wirklich einfachen Methode. So wie ich das sehe, sind die Zentrierbacken nicht einmal geführt sondern lediglich an den Zahnriemen geklemmt. Schön finde ich auch seine Lösung des Drehens in Kombination mit Senken der Aufnahmedüse. Für Hobbyzecke und langsamere Maschinen denke ich doch, ist es einfacher, die komplette Drehmechanik mit zu senken. Motor und Zahnräder müssten aber höher angesetzt werden, um mit den Zentrierbacken nicht in Konflikt zu kommen. >Solltes du nur kleine Platinen brauchen, und dir die Geschwindigkeit >egal ist, dann nimm eine Proxxon MF70, baue sie auf CNC um, (pollin >2Euro motoren) und lass es die Proxxon machen, kostet nicht mal 300 >Euro. >Eventuell auch eine größere CNC, kostet dich dann max 800 Euro. Auf youtube gibt es ein Video mit einer CNC-Fräse. Das ist wirklich saulangsam, so dass der Reiz des Selbstbaus dann doch schon verschwindend gering wird. 10 sek. / Teil ist da, denke ich, schon die absolute Obergrenze erreicht. Glaube in dem Video dauerte es über 40 Sekunden. Zumindest das Hühnerfutter (z.B. eben 0603) sollte deutlich schneller gehen.
Kann mal bitte jemand erlären wie sich das mit den Gurten verhält? Dass es verschiedene Breiten gibt, ist klar. Ist der Lochabstand immer einheitlich und wie verhält sich die Verteilung der Bauteile im Gurt dazu ?
Lochabstand (4mm) ist immer gleich, die Buateile liegen immer im bzw. bei größeren Bauteilen im vielfachen des Rasters. (Ich lasse jetzt mal 0402 und 0201 Bauteile außen vor)
>Lochabstand (4mm) ist immer gleich, die Buateile liegen immer im bzw. >bei größeren Bauteilen im vielfachen des Rasters. Im ganzzahligen Vielfachen ? >(Ich lasse jetzt mal 0402 und 0201 Bauteile außen vor) Das ist es anders ? --- Danke für die Info
Es gibt auch Bauteile im 2mm Raster, da sind die Löcher auch im 4mm Raster. Sonst immer im 4mm Raster.
So wie ich das sehe, gibt es folgende Baustellen: 1. X-Y Einheit 2. Z-Achse 3. Feeder 4. Software zu 1: Das sollte lösbar sein. Je nach Budget und Bedarf mit Schrittmotor- oder Servoantrieb als komplette Baugruppe erhältlich. zu 2: Das ist meiner Meinung nach, die komplexeste Baugruppe. Die Kombination aus auf | ab mit Rampen für's sanfte Aufnehmen und Absetzen, gleichzeitig mit fein auflösender, definierter Rotation und Unterdruck an der Spitze ist aus meiner Sicht am anspruchsvollsten. zu 3: Hier wird's entweder total trivial, in dem man den Vorschub mit der X-Y-Z und einem zusätzlichen Dorn macht; dann müssen die Gurte nur gut geklemmt werden - kostet aber Zeit. Richtige Feeder mit eigenem Vorschub sind ja grundsätzlich nur zwei Platten mit Stehbolzen dazwischen und einem -zugegebenermaßen- schlanken Antrieb. Entweder findet man einen kompakten, kraftvollen Motor, der mit einem entsprechenden Stirnrad den Gurt in Position dreht, oder man versucht es mit einem Hubmagneten, der im 45° Winkel und einem Federdraht den Gurt vorschiebt. Beides sollte lösbar sein. zu 4: Ist aus meiner Sicht mehr eine Fleißarbeit, denn dazu gehören ja nicht nur die Bilderfassung und Ansteuerung der Achsen, sondern auch die Feederzuordnung, ggf. Teach-In, ggf. CAD-Übernahme, u.s.w. Punkt 2 ist für mich eben schon mal einen ganzen Schritt einfacher geworden, denn ich habe folgendes gefunden: http://www.smac-mca.com/assembly.php Diese smarte Z-Achse kann ich mit einem weiteren (Schrittmotor-) Antrieb komplett frei drehen und ein Sauger lässt sich auch anschließen. Aber (!) so lange wir niemanden haben, der sich dem Thema Software mit der notwendigen Hingabe widmet, brauchen wir uns über die Hardware keine Gedanken mehr machen !
>http://www.smac-mca.com/assembly.php Hübsch :) >1. X-Y Einheit >Das sollte lösbar sein. Je nach Budget und Bedarf mit Schrittmotor- oder >Servoantrieb als komplette Baugruppe erhältlich. Aber nicht zu vergessen ist dabei, dass eine schnelle Maschine mit dicken Servos auch mehr Masse + eventuell stärkere Riemen und eine andere Ansteuerung braucht (z.B. UHU) braucht. Dies Konstruktion der XY-Mechanik dürfte je nach Budget also grundverschieden ausfallen. Außerdem sind bei größerem Budget wohl Linearschienen drin, bei kleinem muss es dann wohl doch bei Rundführungen bleiben. Aber wer sich an ein solche Maschine wagt, soll an einer eigenen xy-Einheit nicht scheitern. >2. Z-Achse >Das ist meiner Meinung nach, die komplexeste Baugruppe. Die Kombination >aus auf | ab mit Rampen für's sanfte Aufnehmen und Absetzen, >gleichzeitig mit fein auflösender, definierter Rotation und Unterdruck >an der Spitze ist aus meiner Sicht am anspruchsvollsten. Komplex bestimmt aber wirklich so viel komplizierter? Vielleicht erscheinen einem die selbstgebauten CNC-Fräsen auch nur so simpel, weil es massenhaft Erfahrungsberichte dazu gibt. Gäbe es alo hunderte von Menschen, die schon so eine Einheit gebaut haben, würde es einem bestimmt einfacher vorkommen. >3. Feeder >Hier wird's entweder total trivial, in dem man den Vorschub mit der >X-Y-Z und einem zusätzlichen Dorn macht; dann müssen die Gurte nur gut >geklemmt werden - kostet aber Zeit. >Richtige Feeder mit eigenem Vorschub sind ja grundsätzlich nur zwei >Platten mit Stehbolzen dazwischen und einem -zugegebenermaßen- schlanken >Antrieb. Entweder findet man einen kompakten, kraftvollen Motor, der mit >einem entsprechenden Stirnrad den Gurt in Position dreht, oder man >versucht es mit einem Hubmagneten, der im 45° Winkel und einem >Federdraht den Gurt vorschiebt. Beides sollte lösbar sein. Eine recht einfache Lösung wäre vielleicht, sich einen Feeder zu besorgen, für den es die mechanische Vorschubeinheit günstig als Ersatzteil gibt (wie in der cncecke angedeutet etwas über 10 Euro) und den Rest gnadenlos zu kopieren. Betätigung dann per Hubmagnet ... >4. Software >Ist aus meiner Sicht mehr eine Fleißarbeit, denn dazu gehören ja nicht >nur die Bilderfassung und Ansteuerung der Achsen, sondern auch die >Feederzuordnung, ggf. Teach-In, ggf. CAD-Übernahme, u.s.w. Da hätte ich die meiste Angst davor, alles Andere klingt, richtiges Werkzeug vorrausgesetzt, nach Bastelspaß mit ein paar vorprogrammierten Misserfolgen :) Nur soviel habe ich mir schonmal angeschaut: selbst günstige aktuelle Wecams schaffen im Videomodus (meist VGA, es gibt auch SVGA) 30Bilder/sec. Das ist doch schon mal ganz ordentlich und sehr, sehr preiswert ... >Aber (!) so lange wir niemanden haben, der sich dem Thema Software mit >der notwendigen Hingabe widmet, brauchen wir uns über die Hardware keine >Gedanken mehr machen ! Wie wahr :/
Also in bezug auf die Feeder habe ich eine wirklich feine, schnelle und beeindruckend preiswerte Lösung im Kopf ;) Mit der Software ist das so eine Sache; wenn ich jetzt mal meine Ansprüche ganz zurückschraube, dann könnte ich mir vorstellen, dass mir eine Software reicht, die die Positions- und Rotationsdaten aus dem CAD-System und dazu passend eine Textdatei, ggf. eine Excel-Tabelle, mit den Bauteil- Feederzuordnungen und Feedervorschüben verwendet. Der Rest ist dann das Auswerten der Kamera und das Ansteuern der Achsen; wobei ich Servo absolut bevorzuge, denn da muss man nicht wir ein Irrer am Takt ruckeln, sondern teilt dem Controller die Position, Rampe und Geschwindigkeit mit und bekommt ein ACK nach Vollzug.
Default User wrote: > Also in bezug auf die Feeder habe ich eine wirklich feine, schnelle und > beeindruckend preiswerte Lösung im Kopf ;) Das ist schön, wenn die Leute tolle Ideen im Kopf haben - bloß bringt das uns hier gar nichts. Warum skizzierst Du sie uns nicht einfach? > Mit der Software ist das so eine Sache; wenn ich jetzt mal meine > Ansprüche ganz zurückschraube, dann könnte ich mir vorstellen, dass mir > eine Software reicht, die die Positions- und Rotationsdaten aus dem > CAD-System und dazu passend eine Textdatei, ggf. eine Excel-Tabelle, mit > den Bauteil- Feederzuordnungen und Feedervorschüben verwendet. Naja, die Software ist meiner Meinung nach geschenkt. Zur Not nimmt man EMC. > Der Rest ist dann das Auswerten der Kamera und das Ansteuern der Achsen; > wobei ich Servo absolut bevorzuge, denn da muss man nicht wir ein Irrer > am Takt ruckeln, sondern teilt dem Controller die Position, Rampe und > Geschwindigkeit mit und bekommt ein ACK nach Vollzug. Naja, das kann heutzutage auch jeder bessere Steppercontroller. Wenn ich die Leute hier richtig einschätze, geht es nicht um Geschwindigkeit sondern um preiswerte Umsetzung. Für mich ist die ungarische Feeder-Lösung immer noch unerreicht einfach und preiswert und vom Film her würde ich etwa 3s/Bauteil schätzen (das wären 1200 Bauteile pro Stunde - für mich vollkommen ausreichend). Das Erzeugen eines neuen Feeders besteht dabei darin, eine neue Bahn in eine Kunststoffplatte zu fräsen: fertig! Ich lasse mich aber gerne von besseren, preiswerten Lösungen überzeugen. Chris
Ich muss mal sehen, ob ich es morgen schaffe, mal eine Zeichnung bzgl. der Feeder zu machen. Müssten dann so auf ~50 Euro pro Stück kommen. Oder etwas ganz anderes, preiswerteres - mal sehen ob die Zeit für eine zweite Zeichnung reicht. Was genau ist EMC ?
65 Euro kostet ein neuer Feeder, wenn mit Selbstbau 50 Euro, dann ist der zu teuer.
Na bei 65,- würde ich auch keine selbst bauen. Uns wurden immer welche zwischen 270 und 340 Euro zu den Maschinen angeboten. Wo bekomme ich die denn für den Preis und für welche Maschine ? EMC habe ich mir angesehen. Maschinensteuerung mit Achscontrollers ist ja schön und gut, aber da hat man immer noch kein Vision implementiert - also keine Lagekorrektur, keine Gerber-Dateien umgesetzt, keine Feeder zugeordnet, usw. usw. usw.
Chris (Gast), der nun schon zweimal geschrieben hat (20.01.09, 16:00, 23:17): könntest du bitte den Namen leicht abändern damit es nicht zu Missverständnissen kommen kann :) ? Ansonsten: 50,- Euro in der günstigen Variante pro Feeder wollte ich auch ungerne einplanen. Vielleicht ist für die "Hobbyvariante" die Lösung aus Ungarn wirklich das Beste, vielleicht kann man aber auch eine gemeinsame, gute Lösung finden, um Teile, sollte es zu einem fertiggestellten Projekt kommen, möglichst preiswert fertigen zu lassen. Ich denke da jetzt speziell an lasergeschnittene Feedergehäuse, was sich selbst jemand mit einer konventionellen Fräse bestimmt nur ungerne in Stückzahlen antun will. Positiv klingt jedenfalls schon einmal, dass es wirklich Interesse zu geben scheint in der Hoffnung, dass dieses nicht irgendwann abreißt. Am praktischen Part könnte ich mich selber derzeit leider nicht beteiligen, werde aber irgendwann zwischen Ende Februar und Sommersemesterferien mit Hochdruck daran arbeiten, meine letzen Monat erstandene Drehmaschine unterzubringen und das Drehen zu erlernen. Aber mal eine CAD-Skizze zwischendurch wird schon gehen ... Servo oder Stepper: Um die direkte Elektronik zur Ansteuerung muss man sich nicht mehr kümmern, dass haben schon diverse andere Leute erledigt (auch wenn die Karte zu Schrittotorstuerung wohl nicht kompliziert wäre). UHU (siehe cncecke.de) sollte dem ersten Anschein nach eine durchaus vernünftige Servoansteuerung sein. Software: Ja, etwas Eigenes wird zwecks Pattern Matching und entsprechender Lagekorrektur wohl notwenig sein. Wer nimmt die Bürde auf sich ? :) Mag sein, dass so etwas mit etwas mehr Knowhow auch eine Freude ist ... Erst Software, dann Mechanik? Wenn nun, bei wem auch immer, die Mechanik als erstes entstehen würde, schadet das auch nicht. Kein Mensch lässt etwas so aufwändiges für immer ruhen, wenn "nur" noch die Software fehlt. Nochmal zu den Feedern: Hat jemand eine konkrete Vorstellung, wie eine rein mechnische Vorschubeinheit mit Hebelbetätigung aussehen könnte ?
Default User wrote: > EMC habe ich mir angesehen. Maschinensteuerung mit Achscontrollers ist > ja schön und gut, aber da hat man immer noch kein Vision implementiert - > also keine Lagekorrektur, keine Gerber-Dateien umgesetzt, keine Feeder > zugeordnet, usw. usw. usw. Das ist klar, aber sehe ich nicht als großes Problem. EMC erschlägt aber zumindest schonmal die Ansteuerung, das heisst, man braucht als Ausgabe nur noch G-Code. Das Vision-System könnte man da problemlos einbauen. Es muss dann einfach die Korrekturen in G-Code weitergeben. Und den PC hätte man dafür auch schon :-) Gleiches gilt für die Feeder. EMC ist sozusagen nur die Schnittstelle nach draußen - und hätte den Vorteil, dass man auch in Echtzeit arbeiten könnte. Und: Koscht nix! :-) Chris
Hoi Chris, Chris wrote: > Ansonsten: 50,- Euro in der günstigen Variante pro Feeder wollte ich > auch ungerne einplanen. Vielleicht ist für die "Hobbyvariante" die > Lösung aus Ungarn wirklich das Beste. Ja, absolut. 50 Euro sind mir viel zu teuer - denn ich gehe bei mir von 20-30 Feedern aus. Dann kann ich mir auch einen gebrauchten Automaten holen ... Wenn man die Ungarnvariante noch etwas verfeinert (also: direkt von der Rolle, Schutzfolienabstreifer, eine Art Bremse - Schaumstoff, Gummi, was auch immer - damit der Gurt auch dort bleibt, wo ihn die Maschine hingezogen hat), dann gebe ich für meine 30 Feeder vielleicht 50 Euro an Material aus, um dann vielleicht eine Sekunde bei der Bestückung zu verlieren. Ich halte das für fast nicht mehr unterbietbar. Bin immer noch ganz begeistert von der Einfachheit der Lösung. Wie sagte schon Koroljow: "Kompliziert bauen kann jeder. Die Genialität einer Lösung liegt in ihrer Einfachheit." > vielleicht kann man aber auch eine > gemeinsame, gute Lösung finden, um Teile, sollte es zu einem > fertiggestellten Projekt kommen, möglichst preiswert fertigen zu lassen. > Ich denke da jetzt speziell an lasergeschnittene Feedergehäuse, was sich > selbst jemand mit einer konventionellen Fräse bestimmt nur ungerne in > Stückzahlen antun will. Klingt alles nicht wirklich preiswert. > Servo oder Stepper: > Um die direkte Elektronik zur Ansteuerung muss man sich nicht mehr > kümmern, dass haben schon diverse andere Leute erledigt (auch wenn die > Karte zu Schrittotorstuerung wohl nicht kompliziert wäre). UHU (siehe > cncecke.de) sollte dem ersten Anschein nach eine durchaus vernünftige > Servoansteuerung sein. Ja, das kann jeder machen, wie er möchte - ich werde Stepper nehmen, da hier noch drei Stück und eine L297/L6203-Ansteuerung rumfliegen. Dazu 9er-HTD-Riemen und Rundführungen (immerhin in einer Achse unterstützt) mit Kugelbuchsen. Kleine Pneumatikzylinder hab ich auch noch, Luftdruck sowieso. Die Führungen sind schon bestellt. Im Prinzip muss ich mir jetzt nur noch Gedanken um den Bestückungskopf machen (Drehbarkeit ist nicht schwer, Z-Achsenantrieb will ich eh haben, da meine Maschine später auch als Dispenser und Bohrautomat arbeiten soll). So wie es bisher aussieht, komme ich mit Material auf ca. 300 Euro Investitionen. Und selbst, wenn alles nix wird: einen X/Y/Z-Antrieb kann ich sicher nochmal gebrauchen. Außerdem: sind ja Betriebsausgaben ;-) > Software: > Ja, etwas Eigenes wird zwecks Pattern Matching und entsprechender > Lagekorrektur wohl notwenig sein. Wer nimmt die Bürde auf sich ? :) > Mag sein, dass so etwas mit etwas mehr Knowhow auch eine Freude ist ... Ja, die Mustererkennung ist sicher nicht ganz trivial, aber machbar, zumal man ja weiß, wie das gerade aufgenommene Bauteil aussieht. Wir hatten damals im Studium die Erkennung der Lage von Schraubenmuttern. Ist ja eigentlich dasselbe Problem, und war nicht soooo schwer. Auf jeden Fall sollte es einfach bleiben. Wenn das Ding dann funktioniert, kann man ja selbst an allen Ecken und Enden verbessern. Es ist bei solchen Diskussionen nämlich meist so, dass immer mehr Wünsche und immer höhere Anforderungen eingebracht werden und das Projekt dann im Sand verläuft. Ich bin für eine ganz einfache Maschine, die wir schnell ans Laufen bringen. Und wenn die funktioniert, dann kann man die verbessern. Für die meisten hier dürfte es keine Rolle spielen, ob das Ding nun 20 Minuten oder eine Stunde für die Bestückung benötigt - dann lässt man es eben solange laufen. Das Schöne ist doch, dass wir den Zeitdruck nicht haben :-) Chris
Angehängte Dateien:
-

Zeichnung3.png
82 KB
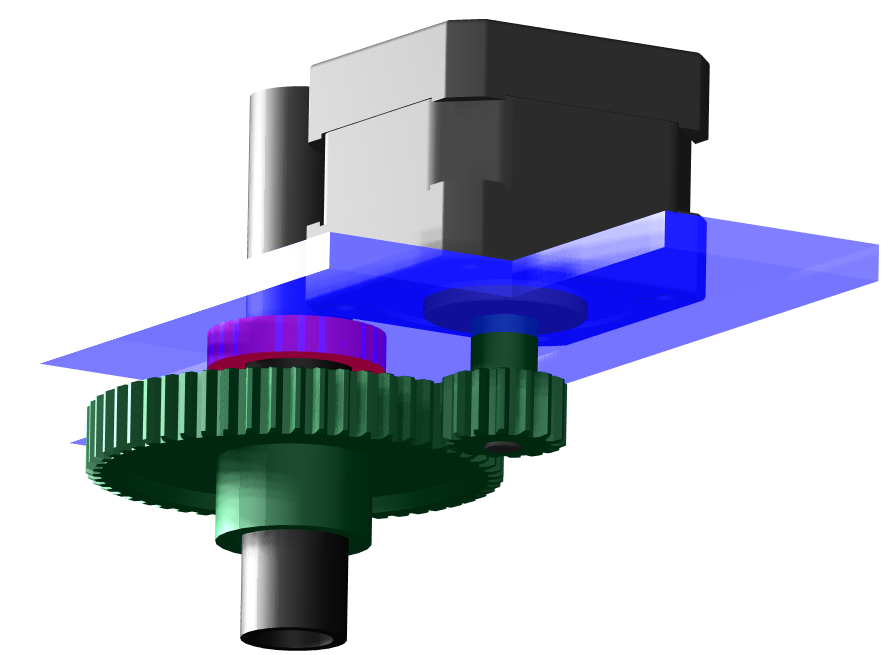
Also ich persönlich würe die Drehung so realisieren (Hohlachse eventuell ein weiteres mal gelagert) und diese ganze Einheit heb/senkbar machen. Für diesen Kurzen Weg eventuell auch mit Trapezgewindespindel ... Was meint ihr ?
Ja, das sieht schon ganz nett aus. Eventuell wäre ein Zahnriemen besser, da man den leichter spielfrei gestalten kann. Anstatt die gesamte Apparatur zu heben und zu senken (= viel Masse), würde ich nur die Hohlachse senken. Dazu müsste man der Achse nur eine Nut einfräsen und in die Nabe des großen Zahnrades entsprechend eine Nutfeder (oder oben und unten einen Stift) einsetzen. Dann noch eine Feder oberhalb der Platte, die die Hohlachse nach oben hin spannt und oben auf der Achse den Luftdruckzylinder. Hmm, andererseits hat nicht jeder die Möglichkeit, Nuten zu fräsen. Und die Absenktiefe könnte man so auch noch nicht justieren ... Irgendwie widerstrebt es mir halt, das ganze Teil zu bewegen - das macht die Z-Achse schon recht fett. Naja, ich werfe das einfach mal so ein - sozusagen als Brainstorming - müssen wir halt noch weiterspinnen ;-) Chris
Ja, du beschreibst teilweise das Prinzip der Fräse aus der CNCecke. Prinzipiell hast du aucht recht, nur, wie du selber schon angemerkt hast, ist es eben schwerer herzustellen. Man könnte das ganze auch umdrehen, d.h. zunächst die Z-Verschiebung konstruieren und diesen Teil dann drehbar lagern. Das würde in etwa der Idee mit den Teilen von http://www.smac-mca.com/assembly.php entsprechen.
Das würde mich auch mal interessieren. Mit Sicherheit aber etwas im dreistelligen Bereich, und da ist wahrscheinlich auch keine allzu niedrige Zahl mehr davor :) Zwei Fragen hätte ich noch: 1) Habe null Ahnung von Pneumatikgeschichten. Gehe ich recht in der Annahme, dass es bei den kleinen Pneumatikzylindern nur 2 Zustände gibt ? 2) Habe ich das falsch im Hinterkopf oder gab es nicht solche "Motoren", welche statt mit einer Achse mit einer Mutter ausgestattet sind, d.h. die bei Drehung eine Gewindespindel linear verschieben ? Wie heißen diese und gibt es die auch in Schrittmotorausfühung ?
>1) Habe null Ahnung von Pneumatikgeschichten. Gehe ich recht in der >Annahme, dass es bei den kleinen Pneumatikzylindern nur 2 Zustände gibt Jain, im Prinzip ja, es kann aber auch mit progressiven oder inversen Druckregler / Ausgleichsbehältern gearbeitet werden, und mit Timing, sodaß es ev. auch mehr geben kann. >2) Habe ich das falsch im Hinterkopf oder gab es nicht solche "Motoren", >welche statt mit einer Achse mit einer Mutter ausgestattet sind, d.h. >die bei Drehung eine Gewindespindel linear verschieben ? Wie heißen >diese und gibt es die auch in Schrittmotorausfühung ? Ja, die gibt es als Synchronmotoren oder Schrittmotoren. Farnell usw haben sie im Angebot.
Angehängte Dateien:
-

Zeichnung4.png
76 KB

Noch mal kurz ein Entwurf über die Kombination aus Zahnrad und z-beweglichem Hohlrohr. Den angesprochenen Stift zwischen 2 Nuten wollte ich wegen Verschleiß oder eventuellem Klemmen nicht übernehmen. Stattdessen eine Idee mit Kugeln (hier r=1mm), die einzeln erhältlich sein müssten. Das Zahnrad muss ja in dem Fall in Z-Richtung unbeweglich bleiben, um dem Motor mit dem kleinem Zahnrad nicht "davonzulufen". Hier könnte man die Nabe in ein Kugellager einpressen, welches wiederum in einer Trägerplatte sitzt.
Angehängte Dateien:
-

drehbarer-aufnehmer.png
50 KB
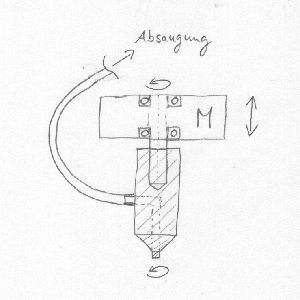
Hi Chris! Toll, dass Du Dir die Mühe mit den Zeichnungen machst :-) Mir sind jetzt allerdings Bedenken gekommen, ob das jemand so genau hinbekommt, dass es seitlich wirklich spielfrei ist. Für Kugeln sollte man optimalerweise auch eine halbkugelförmige Nut haben. Und ins Zahnrad muss die Nut ja auch noch ... und dann muss das spielfrei gleiten, da sich bereits kleines Spiel durch die lange Düse unten vervielfacht. Daher noch eine Idee: Ich hab nochmal in meiner Schrittmotorkiste gewühlt und schöne flache Exemplare gefunden, die ähnlich aussehen wie Deiner in der ersten Grafik , die aber nur etwa die Hälfte der Bauhöhe der Motoren haben und schön leicht sind. Trotzdem ist die (5mm)-Achse sauber kugelgelagert. Netterweise haben die auch noch 0,9°-Schritte im Vollschrittmodus :-) (ich meine, ich hätte die vor ein paar Jahren mal entweder aus 5,25"-Floppys oder MFM-Festplatten ausgebaut.) Wäre es nicht am einfachsten, nur eine Düse zu drehen und diese direkt auf die Motorachse zu stecken? Die Luftabsaugung würde ich in dem Fall mit einem flexiblen Silikonschlauch mit seitlichem Stutzen bewerkstelligen. Je eine halbe Umdrehung nach rechts und nach links sollte ein entsprechend langer Schlauch problemlos mitmachen. Damit wäre dann das Lagerungsproblem und das Drehproblem auf einmal gelöst und jemand muss im Prinzip nur die Düse herstellen. Der Motor lässt sich auch einfach befestigen. Eine Skizze hab ich mal angehängt - ich hoffe, es wird klar, was ich meine ;-) Jetzt müssen wir nur noch den Motor "einfach" in Z-Richtung bewegen (mit Druckluftzylinder wären wir hier sogar schon praktisch fertig: Motor an den Zylinder schrauben und fertig ist unsere drehbare Bauteilaufnahme ;-) Wenn die Z-Achse exakt in der Höhe einstellbar sein muss: In Floppylaufwerken gab es immer Spindeln für den Kopfantrieb - die wurden per Schrittmotor angesteuert und hatten vor allem eine ordentliche Steigung. Das wäre vielleicht einen Versuch wert - allerdings müssen wir die Masse ja vertikal bewegen - aber mit einer Federunterstützung sollte sich auch da die Kraft minimieren lassen. Naja, ist mal wieder Brainstorming ... Chris
Zur Machbarkeit der Sache mit den Kugeln: Es kommt eben wirklich darauf an, ob man zum Kugeldurchmesser passende Fräser bekommt, das kann man ja so einrichten, dass es zusammen passt. Eine Nut im Zahnrad, auch wenn schwer erkennbar, ist auch in der Zeichnung vorgesehen, nur geht diese nicht bis an die Enden durch. Das ist evenetuell etwas schwer zu realisieren, stattdessen könnte man eine durchgehende Nut fräsen, dann oben und unten mit einer Tundscheibe abdecken, damit die Kugeln nicht "abhauen" können. Der Gedanke war, ein Zahnrad aus POM zu nehmen und das Hohlrohr aus Messing zu fertigen (+polieren). Das sollte bzgl. möglichst geringer Gleitreibung sehr gut harmonieren ... Zu deinem Motor: Gut, du hast so einen Motor, wenn ich nun vom Dachboden einen alten Rechner zerlege, würde ich mit etwas Glück auch einen solchen finden. Aber 100% reproduzierbar für jedermann ist das nicht. Kann aber ja gut sein, dass man solche Motoren auch neu bekommt. Hohlrohr direkt am Motor: Schwer zu sagen, ob 400 Schritte ausreichen, müsste man mal anhand eines großen Bauteils ausrechnen, was ein Schritt (360/400°) an außen liegenden Pins ausmacht. Die gezeigte Zahnradkonstruktion ist so ausgelegt (15/54 Zähne), dass 720 Schritte eines 1,8°-Steppers für eine volle Umdrehung benötigt werden, d.h. 0,5° Genauigkeit. Weiterhin könnten eventuell benötigte 180°-Drehungen mit dem Schlauch ein Problem darstellen. Könnte man aber dadurch kompensieren, das man das Bauteil bereits 90° in Gegenrichtung gedreht aufnimmt. Die Düse, so wie du sie jetzt gezeichnet hast, wäre leider nicht automatisch wechselbar, aber das kann man ja noch leich abändern. Dann ist eben noch darauf zu achten, dass der Stepper kräftig genug ist, um durch den Schlauch keine Schrittverluste zu erfahren. Ob deiner nun ausreichen würde kann nur die Praxis zeigen, ein größerer Stepper würde eben wieder mehr Masse bedeuten. Mal so als eventuelle Alternative: wie genau arbeiten eigentlich gute Modellbauservos ? Hubmechanismus: Ich selber vermute, Pneumatikzylinder sind für hohe Genauigkeiten der falsche Ansatz, auch wenn sie schön leicht und schnell sein mögen. Eine Gewindespindel mit großer Steigung, im Optimalfall vielleicht sogar eine Kugelgewindespindel (leider teuer) wäre wohl die schönste Lösung. Reproduzierbar sollte das ganze ja aber auch noch bleiben (soviel zum Thema ausgeschlachteter Geräte). Für Pick and Place scheint aber eigentlich sogar ein Zahnstangenantrieb genauigkeitstechnisch auszureichen, wenn die Bauteile mit Überdruck "abgeworfen" werden Anderes Thema - Feeder: Nochmal nachgedacht bin ich noch zu keiner wirklich günstigen Lösung gekommen, die so ganz sicher auch funktionieren wird. Das Prinzip der ungarischen Fräse ist ja soweit sehr einfach und effektiv und wer es schneller braucht könnte das auch über eine weitere Achse realisieren. Ein eventuelles (vielleicht unberechtigt?) Problem sehe ich immer noch im abstreifen der Schutzfolie. Kann man diese einfach durch ein aufliegendes Messer (Teppichmesser- oder Rasierklinge z.B.) abstreifen oder benötigt es schon eine Einzugsmechanik (beipielsweis geklemmt zwischen 2 Zahnräder in ein "Müllkammer"). @ Default User (shyguy) Nur weil wir der Meinung sind, 50,- Euro pro Feeder wären zu teuer, wäre es nicht uninteressant, sich die Idee mal anzusehen. Wo bleibt die Zeichnung ? ;)
Chris wrote: > Der Gedanke war, ein Zahnrad aus POM zu nehmen und das Hohlrohr aus > Messing zu fertigen (+polieren). Das sollte bzgl. möglichst geringer > Gleitreibung sehr gut harmonieren ... Ja, man wird wohl einfach mal beide Varianten testen müssen :-) > Zu deinem Motor: > Gut, du hast so einen Motor, wenn ich nun vom Dachboden einen alten > Rechner zerlege, würde ich mit etwas Glück auch einen solchen finden. > Aber 100% reproduzierbar für jedermann ist das nicht. Kann aber ja gut > sein, dass man solche Motoren auch neu bekommt. Das stimmt, das Problem sehe ich auch. Allerdings habe ich dann in einem anderen Faden den L6219 gefunden. Damit kann man einen preiswerten (EUR 3,10 bei Reichelt) Microschritt-Antrieb bauen, zumal der bis 750mA Strangstrom verträgt. Und kleine Motoren findet man viele - nur haben die meist größere Schrittwinkel. > Hohlrohr direkt am Motor: > Schwer zu sagen, ob 400 Schritte ausreichen, müsste man mal anhand eines > großen Bauteils ausrechnen, was ein Schritt (360/400°) an außen > liegenden Pins ausmacht. 400 VOLLschritte :-) Da ich die mit L297 ansteuern möchte, wären es 800. oder mit dem L6219 noch mehr. > Die gezeigte Zahnradkonstruktion ist so ausgelegt (15/54 Zähne), dass > 720 Schritte eines 1,8°-Steppers für eine volle Umdrehung benötigt > werden, d.h. 0,5° Genauigkeit. Diese Genauigkeit hat man aber nur, wenn die Mechanik absolut spielfrei arbeitet und die Zahnräder exakt sind. Man müsste sie also auf jeden Fall verspannen. > Weiterhin könnten eventuell benötigte 180°-Drehungen mit dem Schlauch > ein Problem darstellen. Könnte man aber dadurch kompensieren, das man > das Bauteil bereits 90° in Gegenrichtung gedreht aufnimmt. Patsch Klar. Manchmal kommt man nicht auf die einfachsten Sachen :-) Das mit dem Schlauch scheint mir kein Problem zu sein. Ich habe eben mal mit einem kleinen Stückchen Silikonschlauch die Bewegung vollführt. Da lacht der drüber ;-) > Die Düse, so wie du sie jetzt gezeichnet hast, wäre leider nicht > automatisch wechselbar, aber das kann man ja noch leich abändern. Ja, das sollte nur das Prinzip veranschaulichen. Eine entsprechende Aufnahme ließe sich wohl realisieren. > Dann ist eben noch darauf zu achten, dass der Stepper kräftig genug ist, > um durch den Schlauch keine Schrittverluste zu erfahren. Ob deiner nun > ausreichen würde kann nur die Praxis zeigen, ein größerer Stepper würde > eben wieder mehr Masse bedeuten. Wie oben geschrieben habe ich das mal per Hand getestet - da treten praktisch keine Kräfte auf. Sollte jeder Stepper locker packen :-) > Mal so als eventuelle Alternative: wie genau arbeiten eigentlich gute > Modellbauservos ? Hmm, interessante Frage - auf die ich (noch) keine Antwort habe. Ich werd mich da mal schlau machen. > Hubmechanismus: > > Ich selber vermute, Pneumatikzylinder sind für hohe Genauigkeiten der > falsche Ansatz, auch wenn sie schön leicht und schnell sein mögen. Eine > Gewindespindel mit großer Steigung, im Optimalfall vielleicht sogar eine > Kugelgewindespindel (leider teuer) wäre wohl die schönste Lösung. > Reproduzierbar sollte das ganze ja aber auch noch bleiben (soviel zum > Thema ausgeschlachteter Geräte). > Für Pick and Place scheint aber eigentlich sogar ein Zahnstangenantrieb > genauigkeitstechnisch auszureichen, wenn die Bauteile mit Überdruck > "abgeworfen" werden Ja, an eine Zahnstange hatte ich auch schon gedacht. Oder man nimmt die Technik wie bei den Aktuatoren Deines Links: Mit Spule und Magnet, federunterstützt. Das hängt aber vom Verfahrweg ab, was mich zur nächsten Frage bringt: Über welchen Verfahrweg sprechen wir eigentlich? :-) > Ein eventuelles (vielleicht unberechtigt?) Problem sehe ich immer noch > im abstreifen der Schutzfolie. Kann man diese einfach durch ein > aufliegendes Messer (Teppichmesser- oder Rasierklinge z.B.) abstreifen > oder benötigt es schon eine Einzugsmechanik (beipielsweis geklemmt > zwischen 2 Zahnräder in ein "Müllkammer"). Ja, daran knobel ich auch schon - ich denke, ich werde einfach eine Bahn in Kunststoff fräsen und dann mal testen - denn grau ist alle Theorie :-) > @ Default User (shyguy) > Nur weil wir der Meinung sind, 50,- Euro pro Feeder wären zu teuer, wäre > es nicht uninteressant, sich die Idee mal anzusehen. Wo bleibt die > Zeichnung ? ;) Ja, genau - wir warten! :-) Christoph
Hi nochmal, fand deine einfache Idee immer reizvoller und habe es deshalb nicht lassen können, mal schnell ein Beispiel auszurechnen. Man nehme ein zugegebenermaßen großes Bauteil quadratischer Bauform mit einer Kantenlänge von 20mm an. Weiterhin soll mit dem weitestmöglich voneinander entfernten Pins gerechnet werden, was in etwa der Diagonale entspricht. Diese beträgt nach Pythagoras ~28,284mm. Nehmen wir weiterhin an, dass das Quadrat um 45° gedreht ist, so das sich die Ecken auf 3, 6, 9 und 12 Uhr befinden. Die Annahme ist insofern interessant, da sich bei 0 und 180° (3 und 9 Uhr) bei Drehung die größte y-Verschiebung, bei 90 und 270° die größet x-Verschiebung ergibt. Wir wollen mit 0 und 180° sowie der y-Verschiebung weiterrechnen. Der größte mögliche Fehler beträgt bei der Idee mit dem 400-Schritte-Stepper 360°/400/2 = 0,45° Nun ergibt sich nach 28,284mm*sin(0,45°)ein y-Unterschied der beiden angenommenen Pins von ~0,222mm MEINER MEINUNG NACH EINFACH ZUVIEL Besser: nach selbiger Rechnung und einem solchen Schrittmotor am vorgestellten Getriebe ergibt sich eine y-Abweichung von "nur" noch ~ 0,062mm Mechanische Toleranzen natürlich nicht einberechnet ... Schade :/
Jetzt hat sich das etwas überschnitten, haben wohl gleichzeitig geschrieben, nun gut ... >Das stimmt, das Problem sehe ich auch. Allerdings habe ich dann in einem >anderen Faden den L6219 gefunden. Damit kann man einen preiswerten (EUR >3,10 bei Reichelt) Microschritt-Antrieb bauen, zumal der bis 750mA >Strangstrom verträgt. >Und kleine Motoren findet man viele - nur haben die meist größere >Schrittwinkel. Schrittmotoren mit 120g Masse und 400 Schritten gibt es, wie ich jetzt gesehen habem bei Farnell für etwa 30,- Euro >400 VOLLschritte :-) Da ich die mit L297 ansteuern möchte, wären es 800. >oder mit dem L6219 noch mehr. Damit steigt das Risko von Schrittverlusten. Müsste wohl die Praxis zeigen. >> Die gezeigte Zahnradkonstruktion ist so ausgelegt (15/54 Zähne), dass >> 720 Schritte eines 1,8°-Steppers für eine volle Umdrehung benötigt >> werden, d.h. 0,5° Genauigkeit. >Diese Genauigkeit hat man aber nur, wenn die Mechanik absolut spielfrei >arbeitet und die Zahnräder exakt sind. Man müsste sie also auf jeden >Fall verspannen. Da hast du wohl recht :/ Mit HDT Zahnriemen dürfte es wohl besser gehen. >Hmm, interessante Frage - auf die ich (noch) keine Antwort habe. Ich >werd mich da mal schlau machen. Hatte mal beim Klaus :) geschaut aber leider keine brauchbaren Angaben gefunden. Die Winkel scheinen aber auch nicht groß genug zu sein ? Oder dient diese Angabe nur zur Veranschauliung der Geschwindigkeit und es sind größere Winkel möglich ? >Über welchen Verfahrweg sprechen wir eigentlich? :-) Nun ja, recht klein wird als Definition erst einmal aureichen müssen :) >Ja, daran knobel ich auch schon - ich denke, ich werde einfach eine Bahn >in Kunststoff fräsen und dann mal testen - denn grau ist alle Theorie >:-) Mach das, mir fehlt leider (noch) die Möglichkeit dazu.
Ja, 0,22mm sind definitiv zu viel. Aber wir haben ja noch den L6219 :-) Wenn wir diesen Mikroschritt-Treiber einsetzen sollte es keine großen Probleme geben. Der L6219 gefällt mir immer besser - wirklich ein feines Teil für einen interessanten Preis - vor allem, wenn man bedenkt, dass der L297 bei Reichelt 3,10 Euro kostet :-O Und dann hat man noch keine Endstufe ... Anderes Thema: das Kamera-System -------------------------------- Mir ist noch nicht ganz klar, wie die Kamera das Bild des gerade aufgenommenen Bauteils schießt. Guckt die von unten drunter oder arbeitet die schräg von der Seite und das Bild wird umgerechnet ... oder von unten? Einfach wäre es natürlich wenn die kamera von unten durch den Tisch gucken würde und der Kopf kurz dorthin fährt, um das Bild zu schießen - aber das kostet natürlich viel Zeit :-/ Vielleicht kann dazu ja mal jemand etwas sagen, der öfter mit Bestückungsautomaten zu tun hat. Chris
... und wieder überschnitten ;-) Chris wrote: > Schrittmotoren mit 120g Masse und 400 Schritten gibt es, wie ich jetzt > gesehen habem bei Farnell für etwa 30,- Euro Na immerhin :-) >>400 VOLLschritte :-) Da ich die mit L297 ansteuern möchte, wären es 800. >>oder mit dem L6219 noch mehr. > > Damit steigt das Risko von Schrittverlusten. Müsste wohl die Praxis > zeigen. Ich denke nicht, dass man dort Schrittverluste erleidet. Du musst bedenken, dass wir für die maximal 180° (=400 Schritte) den gesamten Zeitraum von der Aufnahme bis zum Absetzen Zeit haben. Die Beschleunigung liegt also nahe Null oder auf Deutsch: das Ding kann ruhig saulangsam sein :-) > Hatte mal beim Klaus :) geschaut aber leider keine brauchbaren Angaben > gefunden. Die Winkel scheinen aber auch nicht groß genug zu sein ? Oder > dient diese Angabe nur zur Veranschauliung der Geschwindigkeit und es > sind größere Winkel möglich ? In der Materie kenne ich mich leider noch gar nicht aus - die Frage ist auch, ob die wirklich so fein auflösen, wie es ein Stepper kann. >>Über welchen Verfahrweg sprechen wir eigentlich? :-) > > Nun ja, recht klein wird als Definition erst einmal aureichen müssen :) Wenn wir z.B. nur über 10mm reden, dann wäre z.B. die Hubmagnet-Variante wirklich eine Überlegung wert. Christoph
>Vielleicht kann dazu ja mal jemand etwas sagen, der öfter mit >Bestückungsautomaten zu tun hat. Ich sage mal trotzdem was :D Stephan Watterott wrote: >Zur optischen Zentrierung: Es gibt grundsätzlich zwei Arten zur >Erfassung des Bauteils. >1. Die Kamera hängt mit am Bestückkopf, über ein Prisma kann die Kamera >unter das Bauteil sehen. Der Rest sollte eigentlich klar sein. >2. Die Kamera befindet sich am Tisch. Der Bestückkopf fährt mit Bauteil >über die Kamera ... Mit einer beweglichen Kamera hat man zudem die Option, dass man die genaue Lage der Platine erfassen kann. Ist aber wiederum schwieriger zu realisieren. Immer diese Tendenz, an professionelle Systeme ranzukommen ... :)
Hallo, deine Rechnung mit dem Abstand ist falsch, nimm die Diagonale, berechne den Umfang und teile dann den durch die Schrittanzahl. Aber zur Klärung, ich arbeite mit einem Steppermotor (Pollin, 100 Steps) und erreiche einen Fehler von 2.5 mils bei 20mm Kantenbreite (QFN). Für 0.5/0.4 Pitch völlig Ausreichend, für 0.3 an der Grenze, aber machbar. Die Motorwelle ist durchgebohrt, aber man bekommt auch Stepper mit Hohlwellen zu kaufen. Es ist Amüsant, wes ihr euch da zusammendenkt, im Nachhinein, muß man sagen. Viel Erfolg.
Chris wrote: > Mit einer beweglichen Kamera hat man zudem die Option, dass man die > genaue Lage der Platine erfassen kann. Das geht auch nicht so einfach, bei einer richtigen Maschine werden hier zwei Kameras benutzt. Eine fürs Bauteil und die andere für die Referenzmarken.
>Hallo, deine Rechnung mit dem Abstand ist falsch, nimm die Diagonale, >berechne den Umfang und teile dann den durch die Schrittanzahl. Damit hast du die Länge das Bogens auf einen Winkel von 0,9° gesehen, welcher nach dem Beispiel ebenfalls ~0,222° beträgt. Und warum das jetzt so ist - ich glaube ich will´s gar nicht wissen :) Oder doch ?
lese schon eine ganze weile mit. zumindest für die positionierung der platine sollte ein handelsübliche webcam ausreichen. siehe cnc-ecke, dort wurde dafür eine webcam benutzt. passmarken erkennung und korrektur sollte kein problem sein, dafür kann ich gerne ein einfaches programm schreiben. habe momentan leider klausuren, aber dannach werde ich mal ein par tests bezüglich zentrierung von bauteilen machen und schauen was da so realisierbar ist.
>Die Motorwelle ist durchgebohrt, aber man bekommt auch Stepper mit >Hohlwellen zu kaufen. Hätte ich doch beinahe überlesen ... Sowas ist natürlich genial und würde eine Menge Aufwand sparen. Welchen Innendurchmesser hat denn deine aufgebohrte Welle ? >zumindest für die positionierung der >platine sollte ein handelsübliche webcam ausreichen Ich weiss nicht, wie sich das mit der Kantenschärfe üblicher Webcams bei sehr nahen Aufnahmen verhält aber bei einer Aufgenommenen Fläche von angenommen 30 x 40 mm und SVGA-Auflösung käme man auch schon Auf eine Genauigkeit von 0,05mm, was für die Bauteileausrichtung doch ausreichen sollte !? >siehe cnc-ecke Sage ich ja die ganze Zeit, das Maschinchen ist einfach genial auch wenn, wie sich hier ganz langsam herauskristallisiert, der Bestückungskopf auch einfacher zu lösen gewesen wäre.
Chris wrote: >>Die Motorwelle ist durchgebohrt, aber man bekommt auch Stepper mit >>Hohlwellen zu kaufen. > > Hätte ich doch beinahe überlesen ... > > Sowas ist natürlich genial und würde eine Menge Aufwand sparen. Welchen > Innendurchmesser hat denn deine aufgebohrte Welle ? Ja, das wäre natürlich perfekt - vielleicht kann Ralf ja mal ein Foto seines Kopfes einstellen, das würde mich auf jeden Fall interessieren. Uns fehlt also nur ein kleiner, leichter, hochauflösender, kugelgelagerter Stepper mit Hohlwelle. Das kann doch nicht so schwierig sein ;-) >>zumindest für die positionierung der >>platine sollte ein handelsübliche webcam ausreichen > > Ich weiss nicht, wie sich das mit der Kantenschärfe üblicher Webcams bei > sehr nahen Aufnahmen verhält aber bei einer Aufgenommenen Fläche von > angenommen 30 x 40 mm und SVGA-Auflösung käme man auch schon Auf eine > Genauigkeit von 0,05mm, was für die Bauteileausrichtung doch ausreichen > sollte !? Warum willst Du ein so großes Fenster für die Passmarkenerkennung haben? Die Abweichungen dürften sich doch maximal im mm-Bereich bewegen. Lustig wäre natürlich auch: "Ich werfe die Platine einfach auf den Tisch und nun bestück mal" ;-) >>siehe cnc-ecke > Sage ich ja die ganze Zeit, das Maschinchen ist einfach genial auch > wenn, wie sich hier ganz langsam herauskristallisiert, der > Bestückungskopf auch einfacher zu lösen gewesen wäre. Wir wollen es hoffen :-) Ich habe mich gerade mal bzgl. Z-Achsenführungen informiert. Die Kosten für 2 gehärtete 6mm-Präzisionswellen (100mm, wenn wir sie überhaupt so lang benötigen) und vier Bronzebuchsen liegen unter 10 Euro. Mit zwei Alustäben (z.B. 12x12mm) und ein paar einfachen Bohrungen sollten die Führungen dann kein Problem darstellen, zumal man das ja alles ausrichten kann. Chris
>Uns fehlt also nur ein kleiner, leichter, hochauflösender, >kugelgelagerter Stepper mit Hohlwelle. Das kann doch nicht so schwierig >sein ;-) Ist es nicht: http://de.nanotec.com/hohlwellenschrittmotoren.html?control=anschluss_bipolar_seriell Vielleicht Typ ST4218M1404-LC-NEU ? >Ich habe mich gerade mal bzgl. Z-Achsenführungen informiert. Die Kosten >für 2 gehärtete 6mm-Präzisionswellen (100mm, wenn wir sie überhaupt so >lang benötigen) und vier Bronzebuchsen liegen unter 10 Euro. Mit zwei >Alustäben (z.B. 12x12mm) und ein paar einfachen Bohrungen sollten die >Führungen dann kein Problem darstellen, zumal man das ja alles >ausrichten kann. Die Kosten dafür sind wirklich mehr als "überschaubar". Man tut bestimmt auch noch nicht schlecht daran, zu Linearkugellagern zu greifen (etwa 10,- Euro / Stk) Nach besser sind kleine Linearführungen mit Laufwagen welche ich ausnahmsweise noch da habe. Zumindest die Kleinen sind bei ebay sehr günstig zu bekommen, aber das ist eben wieder nicht 100% reproduzierbar.
Z-Motor: Schrittmotor HOWARD Ind. 1-19-4203, 227 Gramm, Nema17 37mm Hoch + 10mm Welle. Also ich habe eine 2mm Bohrung gemacht, sowie eine 3mm Bohrung zur Aufnahme das Kugellagers sowie des somit Verwindugsfreien Schlauches. Mein Bestückungskopf wiegt ca 1.7Kg, hat 4 Schrittmotoren, eine Kamera sowie Dispenser, div Led-Beleuchtung.
Chris wrote: > Ist es nicht: > > http://de.nanotec.com/hohlwellenschrittmotoren.html?control=anschluss_bipolar_seriell > > Vielleicht Typ ST4218M1404-LC-NEU ? Hmm, das ist natürlich schon ein ganz schöner Trümmer. Und der muss ständig rauf und runter (und vor allem schnell)-> das heisst, der Z-Achsenantrieb muss auch ein Trümmer sein -> schwer. Und 54 Euro sind natürlich auch ein Wort. Aber Nanotec hat schöne andere Sachen: insbesondere auch Linearaktuatoren auf Stepperbasis. Da sind ganz ähnliche Dinger wie die Lesekopfantriebe. 25 Euro scheint dafür ok. Bleibt bei Gewindetrieben das Problem der Schnelligkeit ... Zahnstangenantrieb mit Stepper ist zumindest eine Option - mit "Hochdrückfeder hätte man auch die Spielfreiheit gewährleistet. >>Ich habe mich gerade mal bzgl. Z-Achsenführungen informiert. Die Kosten >>für 2 gehärtete 6mm-Präzisionswellen (100mm, wenn wir sie überhaupt so >>lang benötigen) und vier Bronzebuchsen liegen unter 10 Euro. Mit zwei >>Alustäben (z.B. 12x12mm) und ein paar einfachen Bohrungen sollten die >>Führungen dann kein Problem darstellen, zumal man das ja alles >>ausrichten kann. > > Die Kosten dafür sind wirklich mehr als "überschaubar". Man tut bestimmt > auch noch nicht schlecht daran, zu Linearkugellagern zu greifen (etwa > 10,- Euro / Stk) Das wären aber auch wieder 40 Euro ... die vier Bronzebuchsen kämen auf 4 :-) Die Buchsen benötigen weniger Platz und sind leicht. (Schön wären Gleitlager auch als Dämpfungselemente bei einem Aktuator auf Spulen/Magnet-Basis). > Nach besser sind kleine Linearführungen mit Laufwagen welche ich > ausnahmsweise noch da habe. Zumindest die Kleinen sind bei ebay sehr > günstig zu bekommen, aber das ist eben wieder nicht 100% reproduzierbar. Ja, das leidige Beschaffungsproblem :-) Wobei ich nicht weiss, wie schwer die Wagen sind und wie leichtgängig (es gibt ja verschiedene Typen). Da kaum Kräfte wirken, sind die vielleicht auch etwas "oversized". Chris P.S.: an die Mitleser: los, Vorschläge machen! Wir sammeln ja noch :-)
Chris wrote: > Z-Motor: > Schrittmotor HOWARD Ind. 1-19-4203, 227 Gramm, Nema17 37mm Hoch + 10mm > Welle. > Also ich habe eine 2mm Bohrung gemacht, sowie eine 3mm Bohrung zur > Aufnahme das Kugellagers sowie des somit Verwindugsfreien > Schlauches. > Mein Bestückungskopf wiegt ca 1.7Kg, hat 4 Schrittmotoren, eine Kamera > sowie Dispenser, div Led-Beleuchtung. Jetzt bin ich aber wirklich neugierig geworden - insbesondere auch auf den Dispenser :-) Gibt es davon keine Fotos? Chris
>Z-Motor: >Schrittmotor HOWARD Ind. 1-19-4203, 227 Gramm, Nema17 37mm Hoch + 10mm >Welle. >Also ich habe eine 2mm Bohrung gemacht, sowie eine 3mm Bohrung zur >Aufnahme das Kugellagers sowie des somit Verwindugsfreien >Schlauches. >Mein Bestückungskopf wiegt ca 1.7Kg, hat 4 Schrittmotoren, eine Kamera >sowie Dispenser, div Led-Beleuchtung. Oh ja, ich bin auch neugierig. Versanden, wie du das mit dem Kugellager und dem Schlauch realisiert hast, habe ich allerdings nicht. >Hmm, das ist natürlich schon ein ganz schöner Trümmer. Und der muss >ständig rauf und runter (und vor allem schnell)-> das heisst, der >Z-Achsenantrieb muss auch ein Trümmer sein -> schwer. >Und 54 Euro sind natürlich auch ein Wort. Der angesprochene Pollinstepper ist auch nicht viel leichter. Ob man nun einen leichten Stepper hat mit eigenem Hohlrohr hat, was bestenfalls noch einmal zusätzlich gelagert wird, wozu widerum eine Trägerplatte benötigt wird, oder eben Diesen, dürfte sich nicht viel nehmen. Weiterhin, denke ich, ist der gesparte Aufwand, das Geld wert. Modifiziert man natürlich einen solchen Restpostenschrittmotor, kommt man finanziell deutlich besser dabei weg. Verglichen mit den normalen Preisen für gute Stepper allerdings (z.B. der für etwas über 30,- Euro bei Farnell) lohnt sich die Modifikation kaum und man kann auch gleich das fertige Teil nehmen. >Das wären aber auch wieder 40 Euro ... die vier Bronzebuchsen kämen auf >4 :-) Die Buchsen benötigen weniger Platz und sind leicht. >(Schön wären Gleitlager auch als Dämpfungselemente bei einem Aktuator >auf Spulen/Magnet-Basis). Unbestreitbar, das Linearkugellager hier deutlich teuer sind. Setzt man schlussendlich doch auf sehr geringe Reibung sind sie eben im Vorteil. >Ja, das leidige Beschaffungsproblem :-) >Wobei ich nicht weiss, wie schwer die Wagen sind und wie leichtgängig >(es gibt ja verschiedene Typen). Da kaum Kräfte wirken, sind die >vielleicht auch etwas "oversized". Diese kleinen Linearschienen (THK RSR9WVUU+110L) sind sowas von genau und leichtgängig, dass man sie, wenn man so etwas zum ersten mal in der Hand hält, gar nicht mehr weglegen will :) Oversized mag auch stimmen, wenn man da jedoch 2 Schienen mit jeweils einem Wagen für 15 Euro bekommen hat, interessiert einen das weniger :) Google sagt mir eben, Ende letzen Jahres seien 7 dieser Einheiten über Ebay für zusammen 30 Euro rausgegangen. Einen kleinen Schreck bekam ich eben, als ich mal eine Schiene mit Wagen auf die Waage legte: 150g Dazu muss man aber auch sagen, dass ich einem einzelnen Wagen ohne jegliche Bedenken zutraue, die Dreh/Hohlwellenkomponente sauber zu führen. Das einzige für mich nur schwer einzuschätzende ist die Relevanz der 4 doch sehr kleinen Gewinde im Laufwagen für, geschätzt, M2,5-Schrauben. --- Letztendlich ist die Auslegung der Führung an der Stelle aber zur Zeit noch eins der kleinsten Probleme. Klärungsbedarf besteht z.B. bezüglich der Art des Z-Antriebs, des Düsenwechselsystems sowie der Feeder.
Zwecks Kamera: für die Bauteileausrichtung wäre eine Kamera von unten am besten. Hab ich an einen Die-Bonder gesehen. Ansonsten vielleicht eine Spiegelkonstruktion, damit könnte eine "verfahrbare" Kamera auch für den Blick von unten genutzt werden. Vielleicht gibt es ja auch "Digitalkameras" die sich über USB Steuern lassen... Die hätten auch eine (rel.) standarditiserte Aufnahme (Stativschraube, falls man die so nennt) und sehr verbreitet Fernauslöseranschlüße....
Chris wrote: > Klärungsbedarf besteht z.B. bezüglich der Art des Z-Antriebs, des > Düsenwechselsystems sowie der Feeder. Ich habe nochmal bei Maedler geguckt. Die Zahnstangen dort sind wirklich bezahlbar. 10x10x1000mm kosten um die 25 Euro, es gibt auch schon Stangen ab 250mm für etwa 10 Euro. Ein passendes kleines Zahnrad liegt bei 5 Euro (alles Stahl!). Da man nur etwa 100mm (eher weniger) Zahnstange benötigen wird, sollten die Kosten bei einer Sammelbestellung unter 10 Euro liegen. Wenn man dann die Z-Achse federunterstützt gestaltet, dürfte das System kein Spiel mehr haben. Die Auflösung und Geschwindigkeit dürfte wohl ausreichen. Christoph
>Oh ja, ich bin auch neugierig. Versanden, wie du das mit dem Kugellager >und dem Schlauch realisiert hast, habe ich allerdings nicht. Das Kugellager wurde in die Motorwelle versenkt, auf der Seite, wo die Welle nicht herausrägt. Es gibt da so 3mm oder waren es 3.2mm günstige Wasserdichte Kleinkugellager. Dann wurde da der PU Schlauch reingetan, und auch wenn sich der Motor dreht, der Schlauch dreht sich nicht mehr, dank des Kugellagers. Muß jedoch nicht sein, eine SW könnte das eventuell auch limitieren, aber da es fast nichts kostet, war es mir Wert. Sprich man könnte den Schlauch auch in die gebohrte Welle reinstecken, und verkleben, nur muß man dann halt aufpassen, daß man nicht zuviel Dreht, bzw auch immer wieder auf 0-pos zurückdrehen. Mein Kopf hat zwei Tips. Einer ist fix für Kleinzeug, da ist das Teil von einer Spritze einfach auf die Achse raufgeklebt, sowie eine entsprechende Düse verwendet. Beim Wechselmechanismus werden diese Magnete verwendet, http://www.powermagnetshop.de/pd118307424.htm?categoryId=17 um die verschiedenen Düsen auszuwechseln. Auf dem Motor ist eine kleine Platte ähnlich dem hier gezeigten Magneten vorhanden, das dem Magneten als Gegenstück dient. Auf dem Steppermotor mit Wechselmechanismus befindet sich eine kleine Platte, wo der Dispenser aufgesetzte werden kann. Wenn der Dispenser verwendet wird, dann wenn keine Wechseldüse aufgenommen wurde, kann der Dispenser runtergefahren werden, um solder paste Aufzutragen. Ansonsten reicht der Abstand bei verwendeter Düse nicht aus, um was Aufzutragen. So erspare ich mir einen Actor. Es gibt leichtere Motoren, aber die haben generell weniger Schritte je Umdrehung. Wenn ihr wirklich auf jedes Gramm aus seit, nehmt doch einen Nema8 Motor, wie diesen hier, http://en.nanotec.com/steppermotor_st2018.html 60 Gramm und 200 Steps/rev . Das sind dann 0.225 Grad je Step mit einem Trinamic I2C SteuerIC. Wie Ihr aber auf jedes Gramm aus seit, da kommt einen vor, als ob Ihr einen Bestücker mit >6k cph bauen wollt. Ob ein KG mehr oder weniger verwendet wird, auf das kommt es eigentlich nicht an. Steppermotoren müssen sowieso neu Gekauft werden, und da soll es nicht auf 15 Euro ankommen. Ihr seit doch keine Druckerhersteller mit Massenproduktion ? Solltet ihr ev. DC-Motoren verwenden wollen, ich wüsste, wo man günstig lineare Encoderstripes herbekommt, mit ca 42uM Auflösung. Das sind keine 5uM Auflösung wie die teuren Glasenkoder, aber mit 1.6 mil Auflösung lässt es sich auch Leben, sollte nur pitch 0.5 gefragt sein.
>Das Kugellager wurde in die Motorwelle versenkt, auf der Seite, wo die >Welle nicht herausrägt. Es gibt da so 3mm oder waren es 3.2mm günstige >Wasserdichte Kleinkugellager. Dann wurde da der PU Schlauch reingetan, >und auch wenn sich der Motor dreht, der Schlauch dreht sich nicht mehr, >dank des Kugellagers. Ah, OK, das hatte ich mir prinzipiell deiner Beschreibung nach schon so vorgestellt, nur hat mich ein 3mm (!) Kugellager etwas stutzig gemacht. Mit dem Rest beschäftige ich mich morgen oder das Wochenende - gute Nacht :)
Ja, habe meine beim C* gekauft, wobei ich jetzt eher 4mm nehmen würde, sind aber teuer, die jetzigen 3mm Kugellager haben nur ein 1mm Loch, aber ich habe nicht richtig nachgeschaut. Wie gesagt, einfach einkleben geht auch, nur muß man dann halt in SW aufpassen.
So, habe mir das restliche Geschriebene jetzt auch mal angeschaut. Schön zu lesen, dass das mit Magneten so einfach funktioniert, hätte jetzt Probleme wegen eventueller ferromagnetischer Eigenschaften von Bauteilen vermutet. Wie funktioniert der Dispenser genau. Ist dieser einfach mit mechanisch angesteuerter Spritze zu realisieren oder sind andere Möglichkeiten vorzuziehen ?
> Schön zu lesen, dass das mit Magneten so einfach funktioniert, hätte >jetzt Probleme wegen eventueller ferromagnetischer Eigenschaften von >Bauteilen vermutet. Naja, der Aufnehmer ist ca 6cm Lang, an dem die Tips aufgesteckt werden, das sind dann 8cm Abstand zum Bauteil. Weiters gibt es noch eine magnetische Abschirmung ca 2cm unter dem Magneten. Deshalb gibt es da keine Probleme diesbezüglich. Sind eigens nach Zeichnung bei einem Prüfspitzenlieferanten gefertigt worden, hat mich inkl Spedition 200 Euro gekostet, 8 Stück. Die verschiedenen Tips haben dann nochmals dasselbe gekostet. Könnte man auch billiger und selbst machen, man muß sich dann halt in SW mit der Excentrizität usw rumschlagen sowie das ausmessen, sowie Anstatt professioneller Tips einfach nur Dispensernadel benutzen. Ich nehme die nur für 0603 sowei 0804, ansonten verwende ich die des Wechselmechanismus. Wenn ich von 0603 runtergehen würde, und auf 0402 ausweiche würde, dann würde ich ein Tip von Assembleon (Philips) verwenden, habe sogar einen hier, könnte auch die Part-NR liefern. Sonst verwende ich die Nozzle von Fuji. >Wie funktioniert der Dispenser genau. Ist dieser einfach mit mechanisch >angesteuerter Spritze zu realisieren oder sind andere Möglichkeiten >vorzuziehen ? Nein, ein pneumatischer Dispenser, wo die Impulse per Fussteuerungeingang zugeführt werden. Ein eigenener uC ist für das genaue Timing zuständig. Auch die Dewell Höhe sowie die Dewell-time ist wichtig. Hab mir einen um ca 110 Euro inkl Spedition von Hong-Kong geholt. Der wird wie beschrieben an dem Schrittmotor mit Wechselmechanismus befestigt, mit eigener Halterung inkl 40 Grad Heizung für die Spitze. Dieser Schrittmotor hat eine eigene Z-Achse, und wenn kein Wechseltip geladen wird, kann der Dispenser verwendet werden. So spare ich mir halt eine eigene Z-Achse. Mir genügt eine pneumatischer Dispenser, wenn man aber 0201 machen will, braucht man entweder einen volumetrischen Dispenser (mit Archimedesschraube) oder einen jet Dispenser (mit Solenoid). Beide Typen verwenden einen pneumatischen Dispenser, um die Vorratskammer mit der Archimedesschraube oder dem Solenoiden zu befüllen. Auch bei 03 pitch braucht man so einen, 0.5 sowie 0.4 gehen noch mit dem pneumatischen, darunter geht auch, man muß dann halt mit dummy-Bauteilen experimentieren, und nicht mehr punktförmig auftragen, sondern eine durchgehende Linie auch zwischen den Pins, welche dann im Ofen durch die Kohesionskräfte usw getrennt werden. Da spielt auch das verwendete Reflow-Profil eine große Rolle.
Chris wrote:
> ...mit Solenoid
Auf Deutsch auch gern ,Elektromagnet' genannt. ;-) (bzw. als Abkürzung
für "solenoid valve" dann ein Magnetventil)
>Das Kugellager wurde in die Motorwelle versenkt, auf der Seite, wo die >Welle nicht herausrägt. Es gibt da so 3mm oder waren es 3.2mm günstige >Wasserdichte Kleinkugellager. Dann wurde da der PU Schlauch reingetan, >und auch wenn sich der Motor dreht, der Schlauch dreht sich nicht mehr, >dank des Kugellagers. Der Schlauch muss nicht in die drehende Hohlwelle hineingesteckt werden. Man könnte auch eine Kappe luftdicht dicht auf das obere Motorende kleben und den Saugschlauch in ein Loch in der Kappe stecken. Dann entsteht auch ein Unterdruck in der Hohlwelle. Vorteile: der Schlauch muss sich nicht mitdrehen bzw. man spart das Mini-Kugellager. Gruß, Martin
>Der Schlauch muss nicht in die drehende Hohlwelle hineingesteckt werden. >Man könnte auch eine Kappe luftdicht dicht auf das obere Motorende >kleben und den Saugschlauch in ein Loch in der Kappe stecken. Dann >entsteht auch ein Unterdruck in der Hohlwelle. >Vorteile: der Schlauch muss sich nicht mitdrehen bzw. man spart das >Mini-Kugellager. Das war auch erst mein Gedanke, allerdings setzt das vorraus, dass der Motor durch das Gehäuse absolut dicht ist. Bei den angesprochenen Nanotec-Steppern mit Encoder-Option eher unwahrscheinlich ... Eventuell würde es aber eichen, einen POM-Block so zu bearbeiten, dass die Welle (hintere Teil) darin gleitend läuft und daüber eben der Schlauchanschluss. Das ist genauso wie die Kugellagerlösung bestimmt nicht zu 100% dicht, ist aber alles eine Frage der Pumpe ...
Leute, macht Euch keinen Kopf um den "armen" Schlauch! Silikonschlauch gibt es hinterhergeschmissen und der verträgt als Bogen locker 180° Verdrehung (gestern selbst probiert). Die Aufnahme mit Magnethalter ist eine feine Sache. Das erspart mechanische Arretierungen. Das Magazin und der Wechsel der Aufnahmen ist damit viel einfacher als ich es mir gedacht hatte :-) Chris
>Silikonschlauch gibt es hinterhergeschmissen und der verträgt als Bogen >locker 180° Verdrehung (gestern selbst probiert). Wie Chris gesagt hat, muss man dann eben in der SW entsprechend aufpassen, dass man nicht "überdreht" >Das Magazin und der Wechsel der Aufnahmen ist damit viel einfacher als ich >es mir gedacht hatte :-) Na komm schon, ich höre selber immer wieder gerne die zu komplizierte Denkweise, die mich auch manchmal heimsucht. Schraubgewinde für die Spitze wäre noch eine Alternative >Hab mir einen um ca 110 Euro inkl Spedition von Hong-Kong geholt. >Der wird wie beschrieben an dem Schrittmotor mit Wechselmechanismus >befestigt, mit eigener Halterung inkl 40 Grad Heizung für die Spitze. Klingt gut. Ab und zu eine Spitze wechseln und das war die ganze Kunst ?
Angehängte Dateien:
-

JET_Detail.jpg
5 KB
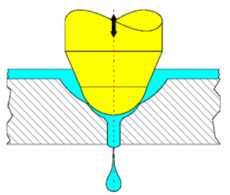
>Chris wrote: >> ...mit Solenoid >Auf Deutsch auch gern ,Elektromagnet' genannt. ;-) (bzw. als Abkürzung >für "solenoid valve" dann ein Magnetventil) Die sogenannten Jet-Dispenser sind wie Nadeldruckköpfe aufgebaut. Es gibt da so Solenoide, welche eine solche Stange haben, die passt, sowie ca 1000 Betätigungen je Sekunde aushalten. Das hat wenig mit normalem Elektromagneten oder Magnetventil zu tun. Der Vorratsraum wird mit einem normalen peneumatischen Dispenser aufgefüllt. Und, das Kugellager in der Motorwelle und dem Schlauch dient nur um den Motor mehr als 180 Grad drehen zu können und damit man keinen absoluten Encoder braucht. Der wäre zwar leicht herstellbar, kostet aber im Endeffekt mehr als das Kugellager. Ok, man könnte auch nur mechanische Endschalter nehmen, sowie vielleicht eine Nockenscheibe, aber das müsste dann unterhalb des Motors passieren, oder man nimmt einen Motor mit doppeltem Schaft, sowie die extra Halterung kostet auch. Der Schlauch wird entweder direkt oder auf das Kugellager geklebt, er wird nicht durch die Motorwelle durchgeführt. Encoder braucht man für den Motor nicht, natürlich darf man keine Richtungsumkehr machen, aber das ist reine SW, außer man zentriert mit Kamera von unten bei größeren Bauteilen oder feinem Pitch. Sonst macht man ja nur ein Bild von dem Bauteil, und währen der Hinfahrt zur Zielposizion wird die Drehung und der Offset der Zielposition errechnet.
Angehängte Dateien:
-

Zeichnung5.png
75 KB
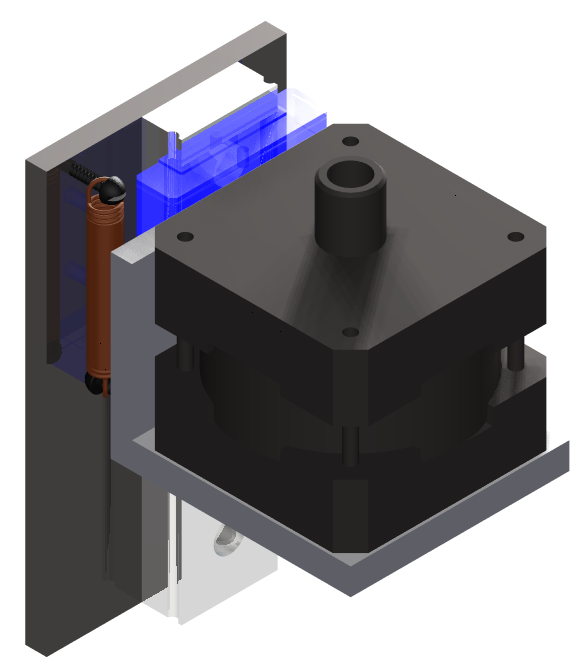
Was hält man so davon ? Wie stellt man sich das vor, wo jetzt der Z-Antrieb hinsollte ?
Ich würde den Winkel etwas dicker wählen und dann an der Seite eine Zahnstange so anschrauben, dass deren Zähne vom Motor seitlich wegschauen. Dann kann man sehr leicht den Antriebsmotor von hinten durch die Platte anflanschen, die die Linearschiene hält. Chris P.S.: An alle Chris': Ergänzt wenigstens einen Buchstaben Eures Nachnamens. Man weiss nicht, wie man das sonst auseinander halten soll :-)
>P.S.: An alle Chris': Ergänzt wenigstens einen Buchstaben Eures >Nachnamens. Man weiss nicht, wie man das sonst auseinander halten soll >:-) Ich weiss, das ist schrecklich. aber ich bin mir recht sicher, so ein Maschinchen noch nicht gebaut zu haben, dehalb kann ich das noch auseinanderhalten :) >Ich würde den Winkel etwas dicker wählen und dann an der Seite eine >Zahnstange so anschrauben, dass deren Zähne vom Motor seitlich >wegschauen. >Dann kann man sehr leicht den Antriebsmotor von hinten durch die Platte >anflanschen, die die Linearschiene hält. Das war auch mein erster Gedanke, aber: Die Achse muss ausreichend lang sein und der Motor würde auf der Rückseite Platz für Lagerböcke (Gleitbuchsen/Linearlager). Vielleicht haut es dennoch hin, das hängt natürlich vom Motor ab. Mal eine andere Frage: Wenn der Kopf ohne Feder gerechnet am Motor ein Drehmoment von 10 Ncm benötigt, um den Kopf zu halten, wieviel größer sollte er dann dimensioniert sein, um den Kopf zügig zu bewegen und keine Schritte zu verlieren ?
Nettes Bild, leider fehlt der Kontext und es ist somit wertlos. Ich kenne keine einzige P&P, welche <6k cph ist und die Z-Achse auf Zahnräder basiert. Bei mir habe ich zwei Schienen je Motor genommen. Habe keinen Zugang zu gebogenen Alu. Der Aufbau ist folgender, von Links nach Rechts: - Motor, Gehäuse invertiert. - Spiegel, Dispenser, Leds, Laser - Motor mit Nozzle-Changer sowie Dispenser-Halterung. Hatte es schonmal geschrieben, ich benutze zwei Köpfe. Das erhöht die Geschwindigkeit auf das 1.7 Fache, die Kosten hingegen nur um 4%.
>Nettes Bild, leider fehlt der Kontext und es ist somit wertlos. Ist zur Zeit noch mehr Spielerei, bin im Umgang mit einem CAD-Programm noch verdammt langsam ... >Ich kenne keine einzige P&P, welche <6k cph ist und die Z-Achse >auf Zahnräder basiert. Ich schon: cnc-ecke.de :D >Bei mir habe ich zwei Schienen je Motor genommen. >Habe keinen Zugang zu gebogenen Alu. Kommt hier nicht gut raus, das sind 2 Platten, die aufeinander stehen. Willst du damit sagen, du hast alles ohne Fräse und sonstiges Spezialwerkzeug gebaut ? Habe noch einmal nachgedacht bzgl. Werkstoffe. Wie sieht´s denn mit POM / Delrin aus. Ist auch sehr stabil, gut zu zerspannen und hat eine unschlagbare Dichte von glaube ich 1,7g/cm³ >Der Aufbau ist folgender, von Links nach Rechts: > - Motor, Gehäuse invertiert. > - Spiegel, Dispenser, Leds, Laser > - Motor mit Nozzle-Changer sowie Dispenser-Halterung. Wir wollen Fotos sehen ... :D Ganz ehrlich, du hast auf die Nachfrage nach Bildern noch nicht reagiert - wenn du nicht willst dann sag es doch einfach bitte. >Hatte es schonmal geschrieben, ich benutze zwei Köpfe. Das erhöht die >Geschwindigkeit auf das 1.7 Fache, die Kosten hingegen nur um 4%. Zunächst einmal ist die Geschwindigkeit einer Hobbymaschine erstmal zweitrangig, über Sinn und Zweck wollen wir gar nicht reden, solange man nichts gewerblich betreibt. Grundsätzlich ist das aber schon ein guter Einwand. Es spricht letztendlich ja auch nichts dagegen, bei der Mechanik drumherum zu bedenken, dass man eventuell später mal einen größeren Kopf draufsetzen will.
>Ich schon: cnc-ecke.de :D Die hat aber einige Designfehler, oder aber die Sachen sind nicht Eingezeichnet. >Willst du damit sagen, du hast alles ohne Fräse und sonstiges >Spezialwerkzeug gebaut ? Habe mir eine MF70 Angeschafft, hauptsächlich für die Feeder, Ansonsten Ja, aber hab mir auch Teile Drehen lassen. Gewindeschneien kann ich aber schon. Muß auch dazu sagen, daß ich Erfahrung im Zusammenbau von parallelen Präzisionsführungen habe (von früher, Arbeit), und deshalb auch keine dementsprechende Meßgeräte gebraucht habe. >Grundsätzlich ist das aber schon ein guter Einwand. Hauptsächlich, da die Kamera für beide Köpfe verwendbar ist.
Ja, die Plastikteile sind nicht schlecht, aber ehrlich, wenn man 7cm Linearführungen für 4 Euro bekommt, dann denkt man nicht lange über irgendwelche Plastikteile nach, die man selbst bearbeiten muß, um was annäherndes zu machen. Wegen Lieferkosten, das stimmt, aber bei dem Shop muß man sowieso Bestellen, wegen der anderen Teile. Sonst sind die Delrin-Teile nicht schlecht.
Chris wrote: > Ja, die Plastikteile sind nicht schlecht, aber ehrlich, wenn man > 7cm Linearführungen für 4 Euro bekommt, dann denkt man nicht lange über > irgendwelche Plastikteile nach, die man selbst bearbeiten muß, um was > annäherndes zu machen. Ja, das sehe ich auch so. Aber: welchen Shop meinst Du? Noch etwas bzgl. Hobby/Gewerbe und Geschwindigkeit: Für mich ist das beides: einerseits interessiert es mich - andererseits möchte ich später durchaus damit meine Platinen bestücken. Allerdings habe ich eh nicht die Platzprobleme, kann also mit 1206 gut leben. Da ich aber kein Bestücker bin, ist die Zeitfrage bei mir vollkommen nebensächlich (wie bei den Hobbyleuten). Ich bin mehr als zufrieden, wenn ich nachher bei 3-5 Sekunden pro Bauteil liege. Dann benötigt mein Maschinchen eben beispielsweise 30 Minuten (=360 Bauteile) anstatt 5 Minuten (ca. 5000/h) - es läuft ja dann (hoffentlich ;-) von alleine. Und für meine Kleinserien von vielleicht 100 Stück wäre das vollkommen ausreichend. Ebenso für die Leute, die Prototypen bestücken möchten. Eine langsamere Maschine ist halt auch preiswerter aufzubauen. Mir ist es wichtiger, dass es Bauteile sind, die man auch sicher bekommt (Rundwellen, Buchsen, Motoren etc.) und die die Leute hier ohne Drehbank und Fräse bauen können. Bisher habe ich meine Ideen immer danach ausgerichtet, dass man nur eine Ständerbohrmaschine, eine Flex und eine gute Metallhandsäge benötigt. Ich hoffe, das lässt sich durchhalten :-) Chris
http://www.madelltech.com/SX1000.html Nettes Video; und habt ihr den "patentierten" Feedervorschub gesehen - und wiedererkannt ? Ganz nett, wie der Tisch wackelt ;) Beim jetzigen, schlechten Dollarkurs für ~7500,- fertig, einschließlich Software und Vision.
Hi, ich habe von POM / Delrin als Trägermaterial z.B. für den Motor gesprochen. Für Gleitführungen odere als Trapezgewindespindelmutter ist es natürlich auch gut zu gebrauchen, da hast du recht. Aber (@Chris), wie Chris D. schon sagte: von welchem Shop sprichst du eigentlich ? >Noch etwas bzgl. Hobby/Gewerbe und Geschwindigkeit: >Für mich ist das beides: einerseits interessiert es mich - andererseits >möchte ich später durchaus damit meine Platinen bestücken. Ganz ausschließen würde ich das jetzt auch nicht. Zur Zeit wäre es eben ein reines Hobbyprojekt, dass man einmal mehr damit anfangen will, wäre schon gut möglich. Die kleine Schwierigkeit zusätzlicher Aufnahmen am Kopf sehe ich darin, dass pro Aufnahme noch einmal ein extra Hub benötigt wird, damit die Aufnahmedüsen beim Bestücken keine Bauteile herunterreißen. Das wäre dann wohl der Punkt, wo sich kleine Pneumatikzylinder wirlich anbieten würden. Wenn man wirklich das Optimale herausholen wollte nimmt man echte Linearschienen, dicke Servos, ein anderes Feederprinzip sowie eine Portion Gewichtsoptimierung (60g Nema 8 - Motoren zum Drehen z.B.) und baut gleich einen 4-fach-Bestückungskopf oder größer. Selbstverständlich mit mitfahrender Kamera sowie mitfahrenden Feedern, um die Wege kurz zu halten :) Das lässt sich beliebig weiterspinnen :D (nicht so ernst nehmen bitte)
ChrisS wrote: > Die kleine Schwierigkeit zusätzlicher Aufnahmen am Kopf sehe ich darin, > dass pro Aufnahme noch einmal ein extra Hub benötigt wird, damit die > Aufnahmedüsen beim Bestücken keine Bauteile herunterreißen. Das wäre > dann wohl der Punkt, wo sich kleine Pneumatikzylinder wirlich anbieten > würden. > > Wenn man wirklich das Optimale herausholen wollte nimmt man echte > Linearschienen, dicke Servos, ein anderes Feederprinzip sowie eine > Portion Gewichtsoptimierung (60g Nema 8 - Motoren zum Drehen z.B.) und > baut gleich einen 4-fach-Bestückungskopf oder größer. Selbstverständlich > mit mitfahrender Kamera sowie mitfahrenden Feedern, um die Wege kurz zu > halten :) Das lässt sich beliebig weiterspinnen :D (nicht so ernst > nehmen bitte) Genau das ist das Problem - welches hier im Forum und auch sonst auftritt: bei der anfänglichen Begeisterung spinnt man das immer weiter und weiter und hat nachher so viele Baustellen, dass man gar nicht mehr weiß, wo man anfangen soll. Das sind die Nachteile der Technikbegeisterung :-) Ich kenne das von mir selbst: z.B. ging es mal um eine Plattensäge mit der Möglichkeit, Nuten zu ziehen und automatischem Plattenvorschub. Ach, was sollte da alles rein: grafisches Display, Tastatur, voll programmierbar, mit Boot-Loader, automatische Updates, Netzwerkanbindung, Datenbank der Materialien usw. Letztlich wurde es dann die einfache Lösung mit zwei Potis für Vorschub, Sägeblattdrehzahl, einem Rastschalter für die Plattenlänge und 2x16-Display ;-) Lasst uns das Ding erstmal ganz einfach bauen: EIN Kopf, mit einfachen Schrittmotoren, einfachen Rundführungen, einfacher Z-Achse, mit nur einer Bestückungsnase für Kleinkrams, mit einfachen Bauteilen und von mir aus auch erstmal mit der ungarischen Feeder-Lösung, bei der man noch selbst die Folie abzieht. Wenn für diese Maschine die Ansteuerung funktioniert - dann kann man weitermachen. Wir müssen auch bedenken, dass es mit der Software und Weiterentwicklungen umso einfacher wird, je mehr mitmachen (können!) = preiswerte Bauteile, die man nicht erst bei ebay per Glückstreffer schießen muss. Auch darf man das Erfolgserlebnis, das eine einfache Maschine in überschaubarem Zeitrahmen bringt, nicht unterschätzen. Chris D.
>http://www.madelltech.com/SX1000.html >Nettes Video; >Beim jetzigen, schlechten Dollarkurs für ~7500,- fertig, einschließlich >Software und Vision. Hehe, interessant, dass es sich doch zu lohnen scheint, so ein Maschinchen für den Preis anzubieten. >und habt ihr den "patentierten" Feedervorschub gesehen - >und wiedererkannt ? Die Amis patentieren aber auch alles ... Trotzdem ist es nur ähnlich, denn der Kopf scheint nicht direkt in die Löcher des Gurtes zu greifen sondern eine Mechanik, um gleichzeitig über die mitfahrende Kamera die Position genau zu erfassen. Somit entällt auch die Vorspannung des Gurtes. Es scheint ja wunderbar zu funktionieren, dass die Schutzfolie einfach nur abgestriffen wird. >Ganz nett, wie der Tisch wackelt ;) Naja, man schaue isch mal das Ding an, was Ikea & Co als Tisch bezeichnen würden :) Eine dicke Span- oder MDF-Plattenkostruktion würde das alles stabil halten. Interessant ist auch das Führungs- und Antriebskonzept. Einseitig hochwertig mit Linearschiene und Gewindespindel (ich denke Kugelgewindespindel, denn bei Trapez wäre der Verschleiß zu hoch), auf der anderen Seite nur über Kugellager auf eine plane Schiene gestützt, wenn ich das richtig sehe. Motoren scheinen Servos zu sein (zumindest x und y). Ist die Frage, ob man mit leichter konstruiertem Kopf und HDT-Zahnriemen nicht auf vergleichbare Geschwindigkeiten kommen kann. 1000 Teile / h ist beachtlich, wenn man sieht wieviel Zeit alleine beim Feeder draufgeht. Mit vernünftigen selbst positionierenden Feeden könnte man bestimmt fast die doppelte Bestückungsrate erreichen.
Ja, es ist rausgekommen, daß es sich nicht Auszahlt, in USA zu Prozessieren, habe das Kapital nicht, und meine Rechtschutzvers. ist nicht für USA ausgelegt, da mindestens 2 Instanzen benötigt werden, und warscheinlich auch noch Seitenangriffe wegen Patentverletzungen usw gemacht werden können. Der Shop, der aus Hong-Kong. Da bekommt man THK Führungen für 1/3 des Preises als hier in D, wo sie hergestellt werden. Ist mir auch mit GPS Modulen so gegangen, von Ublox 74 Euro bei mindestens 1K Abnahme, und die gleichen Module, von Ublox hergestellt, von Taiwan 54$ bei einer Mindestabnahme von 50 Stück. Fotos stelle ich hier keine rein. Habe Angeboten, über Email, aber keiner wollte. Es sind auch Fotos dabei von anderen Herstellern, darunter auch Detailfotos, welche ev. problematisch sind, hier Reinzustellen, und die Vor/Nachteile von div. Low-Cost Systemen vergleichen, die Schweineteuer verkauft werden.
Hallo Chris, mir war nicht klar, dass du "Bedeckt haltender (Gast)" bist, jetzt verstehe ich ... Also wenn das Angebot über das Zuschicken von Fotos gilt, damit man sich da ein paar Anregungen holen kann bitte an folgende E-Mail-Adresse: Mein Vorname, wie hier geschrieben (ohne S) dann der Klammeraffe cylabs Pünktchen org So kann man seine Daten auch preisgeben :)
Übrigens: wärst du bereit, uns die Bezugsquelle in Hongkong zu nennen ? Habe hier in einem normlen CNC-Shop kleine Linearschienen mit Wagen von THK für 33,- Euro gefunden, was schonmal als Alternative zu den dünnen Stahlwellen nicht schlecht wäre. Noch einmal entsprechend günstiger und die Frage, was man verwendet, wäre wahrscheinlich geklärt :)
Hier die wichtigsten Shops: DE www.pollin.de www.pearl.de US www.goldmine-elec-products.com HK http://stores.ebay.it/toolssales
Ah, der Chris ist also der "Bedeckt haltender". Konnte ja niemand wissen. An den Fotos bin ich natürlich auch sehr interessiert! Bitte auch an meine Adresse "chris-d (at) gmx.net" senden. Vielen Dank! @ChrisS: 33 Euro wären ja wirklich ok - welchen Shop meinst Du denn? Ich hab meine Linearführungen bei "cnc-laden" bei ebay ersteigert. Vier Wagen + Kugelbuchsen + 2 16mm-Wellen (auf der gesamten Länge unterstützt!) 600mm knapp über 70 Euro. Für die zweite Achse sind es dann freitragende 16mm-Achsen. Linearschienen sind natürlich besser, aber auch die muss man unterstützen - und deutlich teurer. Zwei 16er 30cm-Wellen (geschliffen) gibt es z.B. für 13 Euro. Und die muss man nur rechts und links klemmen und fertig ist die Achse. Ich werde nächste Woche mal bei Mädler die HTD-Zahnriemen und Zahnstangen/Zahnräder bestellen. Oder kennt jemand für solche Sachen einen günstigeren Vertrieb? Chris D. P.S.: dumme Frage: Warum registriert Ihr Euch eigentlich nicht? :-)
>@ChrisS: 33 Euro wären ja wirklich ok - welchen Shop meinst Du denn? http://www.cnc-modellbau.net/shop/start.htm?linearfuehrungen.htm Das ist letztendlich die Variante, die ich auch da habe, mit einer schmaleren , etwas längeren Schiene. Diese lassen sich natürlich auch kürzen. 1 Wagen sollte für eine so kleine und leichte Einheit gut ausreichen. Alternativ fände ich von Igus die Drylin N-Serie dafür interessant. Mal bei Gelegenheit die Kosten dafür anfragen, wobei diese Komponenten im Vergleich zu diesen Führungen, wie gezeigt, günstig sein sollen. Zudem schmierfrei und extrem leicht. --- Apropos Mädler: wieso erreiche ich die Internetseite schon wieder nicht mehr ? Das war letztes Wochenende schon so - schalten die Freitag um xx Uhr etwa den Server ab ? :D
ChrisS wrote: > Apropos Mädler: wieso erreiche ich die Internetseite schon wieder nicht > mehr ? Das war letztes Wochenende schon so - schalten die Freitag um xx > Uhr etwa den Server ab ? :D Da steht schon die ganze letzte Woche jemand auf der Leitung. Am WE ging/geht gar nichts, während der Woche ist es sehr zäh - Seiten fehlen oder werden nicht geliefert. Als Linuxer würde ich sagen: Klar, die verwenden ja auch ASP ;-) Glücklicherweise hab ich hier den Papierkatalog ...
Passt aber bei der Mechanik auf. Entweder ihr verwendet absolute Encoder, hochaufloesende relative Encoder oder aber, ihr habt beim Feeder Home-Sensoren, damit eine eventueller Positionsverlust erkannt werden kann. Fuer Home-Sensoren sind induktive Sensoren bestens geeignet. Kosten so 12 Euro das Stueck.
>Passt aber bei der Mechanik auf. Entweder ihr verwendet absolute >Encoder, >hochaufloesende relative Encoder oder aber, ihr habt beim Feeder >Home-Sensoren, damit eine eventueller Positionsverlust erkannt werden >kann. >Fuer Home-Sensoren sind induktive Sensoren bestens geeignet. Kosten so >12 Euro das Stueck. Von welchem Teil der Mechanik sprichst du, wenn du eventuelle Schrittverluste erwartest ? --- Noch mal zu den Igus-Geschichten: die Systeme sind ja spottbillig, man hat auf igus.de ja gleich eine Art Shopping-System integriert. Bei den CNC-Leuten haben dies Drylin Lineargleiter jedoch böse Kritik geerntet, da das Spiel bei Belastung zu groß wird. Hat vielleicht wer Erfahrung, ob sich die Drylin N - Systeme für eine vertikale (Z) Bewegung mit relativ kleiner Last (auf jeden Fall < 1kg) eignen, ohne dabei horizontal (X,Y) nennenswertes Spiel zu haben ?
Hallo, die Igus N Serie habe ich mir vorführen lassen, die kannst du vergessen. Igus S sollte besser sein.
Eigentlichh wollte ich vom Thema mal ein klein wenig Abstand gewinnen, um mich wieder etwas mehr mit momentan wichtigeren Dingen zu beschäftigen - fällt gar nicht so leicht :) Feederidee: Rollen in gefrästen Bahnen geführt, die Schutzfolie wird einfach abgestriffen. Darunter eine Querstange, die wenige mm in X verfahren kann. Unter jedem Bauteilegurt soll sich ein Zugmagnet befinden, dessen Anker in die Transportlöcher passen. Soll nun ein Gurt um ein Loch transportiert werden, wird der Anker des Zugmagneten aus dem Loch gezogen, die ganze Schiene 4 mm nach hinten gefahren, Anker in das nächste Loch wieder eingerastet, die Schiene wieder 4mm vorgefahren. So werden immer alle Gurte bewegt, aber nur jene, deren zugehöriger Anker in das nächste Loch eingeführt wurde, werden letztendlich weitergeschoben. So könnte man auch ohne Gurtspannung eine stabile Position erreichen, um auf Kameraeinsatz bei Bauteileaufnahme eventuell verzichten zu können. Gute Idee oder wo werden die Probleme liegen ?
Ich verstehe Euch nicht. Natürlich kann man alles mögliche konstruieren und es ist grundsätzlich sinnvoll, sich im Vorfeld Gedanken zu machen... aber was nützt das alles, wenn keine Software existiert die das alles steuert !? So wie ich das verstanden habe, interpretiert EMC allenfalls G-Code; aber was hilft mir das, wenn ich zwischendurch immer wieder eine Korrektur aufgrund der Bilddaten durchführen muss. Wie sollen die Feeder- oder Tray-Positionen verwaltet werden ?
Hallo ChrisS, das mit den Feedern gibt es bereits so realisiert, inkl Animation, Patenten usw. Default_User Habe eine SW. Auf der HW Seite basiert sie auf einen BL233 sowie einem TMC222 für C und Z Achse, weiters einen Pic welcher die X/Y Achse mittels TA8435 (Nanotec IMT901) über den üblichen Dir/Step steuert. Also auch ein Uhu möglich, oder auch andere Treiber. Noch ein paar Port-Expandert, sowie Led Driver wie CAT9552 und anderer Kleinkram, wie auch ULN2003 als Beispiel. Es wäre auch möglich, den X/Y Steuerchip statt der TMC222 zu verwenden, die SW-Änderungen wären minimal. Extern für die Feeder wird das I2C sowie 1-Wire Protokoll zur Verfügung gestellt, sowie zwei I/O je Feeder-port. PC steuert alles.
Jetzt wird's ja doch noch interessant :) Die Anbindung an die Hardware gestaltet sich also recht flexibel; aber welche Funktionalität stellt deine Soft denn auf dem PC zur Verfügung ? Deinen Anmerkungen in bezug auf die Anbindung der Hardware nach vermute ich, dass Du sie selbst geschrieben hast, oder zumindest Zugriff auf die Sources hast und dich darin zurechtfindest !?
Default User wrote: > Ich verstehe Euch nicht. Natürlich kann man alles mögliche konstruieren > und es ist grundsätzlich sinnvoll, sich im Vorfeld Gedanken zu machen... > aber was nützt das alles, wenn keine Software existiert die das alles > steuert !? Viel, wenn man die Software schreibt :-) > So wie ich das verstanden habe, interpretiert EMC allenfalls G-Code; "allenfalls" ist gut ;-) > aber was hilft mir das, wenn ich zwischendurch immer wieder eine > Korrektur aufgrund der Bilddaten durchführen muss. Wie sollen die > Feeder- oder Tray-Positionen verwaltet werden ? Ist doch ganz einfach. EMC läuft im Hintergrund und erledigt die Ansteuerung der Schrittmotoren und Achsen. Das eigentliche Steuerprogramm läuft parallel und dieses übernimmt auch die Videoauswertung. Korrekturen usw. werden eingerechnet und dann natürlich auch als G-Code an EMC weitergegeben. Mit dem HAL von EMC lassen sich sehr einfach weitere Schalter und Aktionen einbauen - wahlweise kann da aber auch unser "Bestückungsprogramm" übernehmen. Chris P.S.: Ich werde wohl die Variante mit fester Kamera im Tisch nehmen - das ist mechanisch viel einfacher umzusetzen und eine zweite Kamera für Passmarkenerkennung kostet heutzutage ja fast nix mehr.
>Hallo ChrisS, das mit den Feedern gibt es bereits so realisiert, inkl >Animation, Patenten usw. Wirklich? Das ist blöd, aber braucht uns das im Selbstbau zu interessieren? Hast du eine Quelle, wer das so realisiert hat ? Bei so Sachen stelle ich mir immer die Frage, ob der schöpferische Wert wirklich sooo hoch ist. Dass jeder, entschuldigung, SCHEIß patentiert wird ist doch Wahnsinn ...
@ Chris D. (myfairtux) Wegen Kamera, für Passermarken benötigt man, wenn man es günstig und gute Qualität haben will, ja sowieso eine USB-Kamera. Ansonsten braucht man externe Optik, welche auch was kostet, oder man muß die Kamera absenken. Auch gerne werden Spiegel genommen, um die Bausteine von unten zu erkennen, mit der Kamera von oben. Geeignete Oberflächenspiegel sind bei elec-goldmine erhältlich. @Default-user Wegen SW, abzüglich der Pattern-processing kann ich die Sourcen rausgeben. Das OCR/OPR/OMR ist mit Lizenzen verbunden, da müsste ich dir eine Run-time Lizenz verkaufen, ev. ist eine Demo möglich. Programmiersprache, C, uLisp, ev. Lua möglich. USB basiert auf Libusb und die Webcam/Kamera muß in Linux unterstützt werden. Die Kamera sollte eine Macrostellung mit Fixfocus haben und der Webcam-Modus muß in Linux unterstützt sein. Emc2 mit Soft-SPS geht auch, nur die Bauteilausrichtung kann nicht während der Fahrt korrigiert werden, oder man setzt einen Fake-Point, zu dem man steuert, und dann sobald die Daten vorhanden sind, generiert man den die Zielposition. Jedenfalls muß man mit Soft-SPS arbeiten, Kamera-OK Signale usw generieren. Der Aufwand ist größer, als wenn man was eigenes programmiert.
Chris wrote: > > Emc2 mit Soft-SPS geht auch, nur die Bauteilausrichtung kann nicht > während > der Fahrt korrigiert werden, Warum sollte sie auch? Das Bauteil wird fotografiert und während der Hochfahrt der Z-Achse wird die Korrektur berechnet. Dann fährt man von dort aus direkt die korrigierte Position an. Die Drehung erfolgt direkt synchron dazu. > oder man setzt einen Fake-Point, zu dem man > steuert, und dann sobald die Daten vorhanden sind, generiert man den die > Zielposition. Jedenfalls muß man mit Soft-SPS arbeiten, Kamera-OK > Signale > usw generieren. Der Aufwand ist größer, als wenn man was eigenes > programmiert. Sehe ich anders. Der Aufwand ist sogar deutlich kleiner. Mit EMC hat man schon die gesamte Ansteuerung in der Tasche. Man schreibt praktisch "nur" noch die Videoauswertung und die Ablaufsteuerung des Bestückens selbst - also im Endeffekt G-Code-Programme, die auf bestimmte Eingangszustände hin aufgerufen werden. Mit dem ganzen Krams um Takt/Richtung, Rampen, Rückmeldung der Servoencoder usw. muss man sich gar nicht mehr beschäftigen. Dank Echtzeitfähigkeiten kann dann da auch nichts haken. Christoph
>Warum sollte sie auch? Das Bauteil wird fotografiert und während der >Hochfahrt der Z-Achse wird die Korrektur berechnet. Dann fährt man von >dort aus direkt die korrigierte Position an. Die Drehung erfolgt direkt >synchron dazu. Weil nicht nur die Drehung Korrigiert werden muss, sondern auch der Offset des Bauteiles bei X/Y. Wenn man das erst im Nachhinein macht, dann hat man einen Backlash drin, welcher bei 0.3mm Pitch nicht mehr aktzeptabel ist. Die Wiederholgenauigkeit ist dann im Eimer. Ansonsten, Fake-Coord. Beispiel, 0.5mt/sek, 10cm Weg, dann sind das dann 200ms Zeit, die man hat. 110ms gehen für den Datentransfer drauf, 30 für Task-Switch (User-Code), 5ms-30ms gehe für die USB-Übertragung der RS232 drauf, 8ms für die Berechnung.
Chris wrote: > Weil nicht nur die Drehung Korrigiert werden muss, sondern auch der > Offset > des Bauteiles bei X/Y. Wenn man das erst im Nachhinein macht, dann hat > man > einen Backlash drin, welcher bei 0.3mm Pitch nicht mehr aktzeptabel ist. > Die Wiederholgenauigkeit ist dann im Eimer. Ansonsten, Fake-Coord. > Beispiel, 0.5mt/sek, 10cm Weg, dann sind das dann 200ms Zeit, die man > hat. Dann haben wir uns missverstanden (oder ich mich unklar ausgedrückt) :-) So in etwa soll das ablaufen. > 110ms gehen für den Datentransfer drauf, 30 für Task-Switch (User-Code), > 5ms-30ms gehe für die USB-Übertragung der RS232 drauf, 8ms für die > Berechnung. Welche USB-Übertragung der RS-232? Chris P.S.: Maedler geht immer noch nicht - echt eine Zumutung. Ich rufe da morgen mal an.
Worst Case, es ist schon länger her, daß PC`s keine RS232 mehr haben. Auch PC-Serielle haben Buffer drin, und übertragen nur Blockweise, bzw wird vom OS nur Blockweise abgeholt, speziell wenn high priority tasks ablaufen.
-> Chris (Gast) bitte nehmt es mir nicht übel, wenn ich mich die ganze Zeit raus gehalten habe und jetzt penetrant nachfrage :-\ Wie ich schon angedeutet habe, macht die Hardware für mich keinen Sinn, wenn die Software fehlt, bzw. so rudimentär ist, dass das Einrichten zur Qual wird... Was genau kann die Software denn bis heute bereits - einschließlich Lizenz ? - Passermarken erkennen und die Lage, auch rotationssymmetrisch ausgleichen ? - Feederpositionen flexibel zuordnen ? - Trays handhaben ? - CAD-Datein einlesen ? - ggf. Teach-In mit der Kamera ? Bzgl. der Feeder könnte ich mir folgendes vorstellen: Ein Feeder besteht aus zwei gefrästen 1-2mm Blechen, die mit Buchsen miteinander verbunden sind; oben eine gefräste Gurtführung aus Kunststoff mit Abstreifer. Kostet so weit nur das Platten-Material und sollte nicht der Rede wert sein. Um das Innere zu erklären, lege ich den Feeder jetzt mal imaginär auf die Seite, so dass die Bauteilentnahme oben-links ist. Seitlich im Feeder, hinter der Entnahme, ist eine kleine Platine mit einem Fototranssistor und einem µC, der darüber die Löcher des Vorschubs (zählt Hell- Dunkelphasen) zählt; den Vorschub kann man ggf. über einen Kodierschalter direkt am Feeder einstellbar machen. Als Gegenstück zum Phototransistor hängt über der Feederbank eine billige LED-Leiste mit DC-Licht. Als Vorschub kommt ein Zahnrad (oben-links) zum Einsatz, das über einen Zahnriemen mit einem weiteren Zahnrad_2 (unten-rechts) verbunden ist. Ebenfalls unten rechts sitzt ein kleiner Hubmagnet, der das hintere Ende des -vorn leicht drehbar gelagerten- Feeders um 2-3 mm anheben kann. Hinten, unterhalb der Feederbank und damit unter Zahnrad_2 läuft eine geriffelte Stange, die das Zahnrad_2 mit einem zentralen Getriebemotor antreibt, sobald der Hubmagnet den Feeder absenkt und damit "einkuppelt". Die Genauigkeit des Vorschubs ist an dieser Stelle sekundär, da der absolute Vorschub via Sensor überwacht wird. Wurde die eingestellte Anzahl der Tastlöcher vorgeschoben, hebt der Hubmagnet an und koppelt den Feeder damit aus. Damit hat man nur einen einzigen -preiswerten- Zentralantrieb und im Feeder lediglich eine -billige- Mini-Platine (keine 3 Euro), einen 1-2 Euro Hubmagnet und die erforderlichen Zahnräder mit Riemen für die Kraftkopplung. Muss jetzt noch dringend meine Layouts fertig machen und die blöden Nutzen für die Protos setzen. Morgen um 07:00 müssen die Daten überspielt sein.
Hallo Default User (shyguy), wozu der Aufwand mit den 2 Zahnrädern + Riemen. Genauso gut könnte man das von oben aus mit nur einem Rad machen. Ich wage jetzt mal anzuzweifeln, dass ein Transport mittels normalem Zahnrad funktioniert. Bräuchte man nicht etwas, dass in die Löcher greift ?
Ich muss morgen mal sehen, ob ich die Zeit finde, eine nette 3D-Zeichnung zu machen - dann wird's sicher transparenter. Natürlich sollte der Vorschub des Gurtes durch dessen Lochstreifen erfolgen. Nur würde ich gern dieses Gurtantriebs-Zahnrad über einen Riemen an einen zentralen Antrieb anbinden.
Die Idee ist mir soweit schon klar, hatte ja auch mal in eine ähnliche Richtung gedacht. Meinte nur, dass es schön wäre, einen Zahnriemen vermeiden zu können, weil diese und passende Räder in Mengen in´s Geld gehen. Also z.B. Zahnrad + Antriebsrad nebeneinanderhängend auch einer Achse, ein zentral drehbare Stahlwelle mit Zahnrädern im Feederabstand darunter. Die zentral gedrehten Zahnäder können dann über einen offenen Teil am Feedergehäuse in das Feederzahnrad greifen, welches mit seiner Achse wiederum das Antriebsrad mitbewegt. Mechanische Kontaktierung wie beschrieben über Hub / Zugmagneten. Somit wären Zahnriemen und Zahnriemenräder wegoptimiert, was einiges an Geld spart. Letztendlich hat mir die Idee von weiter oben, über die mich Chris dann aufklärte, dass diese patentiert sei, besser gefallen, da, wenn überhaupt nötig, eine zentrale optische Kontrolle hätte ausreichen können. Mechanik im Feedergehäuse wäre beinahe komplett entfallen (abgesehen von Rollenlagerung, seitlicher Gurtführung und Abstreifer) Bei der Gelegenheit noch einmal *@Chris* Hast du einen Link zu dem Patent, das würde mich mal interessieren, ob die Version wirklich mit meiner übereinstimmt.
Müssten erst mal sehen, woher man Zahnräder mit dem entsprechenden Spacing bekommt...
> Passermarken erkennen und die Lage, auch rotationssymmetrisch > ausgleichen ? Ja, derzeit sind Quadrat, Dreieck, Kreis, Kreuz, und Doppelquadrat unterstützt. Größe, 1-3mm. Es werden Panel, Board sowie Component Marks unterstützt, wie auch Bad-Marks, Positionsgebunden, oder eine Bad-Mark, Farbgebunden, z.B. Roter Stift auf Grünem Lötstopplack oder Auto. Hierbei kann eine Region angegeben werden. Component-Marks sind nicht Ausgetestet, aber Implementiert. >- Feederpositionen flexibel zuordnen ? Nein, Feeder haben per Definition ein EEprom. Es gibt spezielle Feeder, welches keines haben, dafür aber das internes EEprom nutzen. Es gibt programmierte Feederpositionen, auf denen man einen Feeder absetzen kann, und im EEprom steht dann, wo man die Bauteile abnehmen kann, relativ zur programmierten Feederposition. Diese Feederpositionen sind im internen EEprom gespeichert. Nicht alle Feeder müssen aktiv sein. Diese Angaben können im Engeenermodus mittels Lisp geändtert werden. Zu den Modi, es gibt User/Enable/Engeener Modus, wie bei Cisco routern. User ist der Default-Modus, Enable, da können Einstellungen geändert werden. Dazu bedarf es eines Passwords. Engeener ist ein zusätzlicher Modus, der von Enable aus einschaltbar ist, und der gibt weitere (Lisp) Befehle frei. Wenn der Feeder geladen wird, dann wird auch das EEprom eingelsen. Feeder werden Modulweise angesehen. Im Modul können mehrere Feeder vorhanden sein. Ein EEprom ist für jedes Modul nötig. Weiters gibt es Feeder-Module, welche nur an bestimmten Feederpositionen erlaubt sind. Im Programm kann man Feeder ohne EEprom Aktiv und Inaktiv schalten. Wenn man ein Modul Aktiv schaltet, dann muß man ihm auch die Bauteile laden. Bei Trays kann man z.B. auch Barcode verwenden, um die Bauteile automatisch zu laden. Dazu muß man das Feeder-Modul aber auch mit Auto-Barcode sowie der Position des Barcodes zu laden. Dann werden die Bauteile des Tray automatisch aus einer Datenbank geladen. Wenn man einzelne Feeder laden kann/sollte, dann braucht man ein Modul zwischen den einzelnen Feedern und dem Feeder-Port. Ein Feeder-Port hat einen 9Pin Stecker. 2x 19/12V Kurzschlußfest 2x 5V Kurzschlußfest 2x I2C Optocouptler (3x), auch 1Wire auf SDA 2x ID, 4 Adressen, mit I2C Bausteinen verbunden, fix Verdrahtet 1x I/O t.b.d. Je Platine sind 4 solcher Feeder-Port realisiert. Auch kann die Spannung-/Stromstärke ausgelesen werden, sowie die 19/12V über Relais geschaltet werden. Es gibt 2 Feeder-Busse. Sonst, wenn mehr als 8 gebraucht werden, dann einfach einen i2c Bus-Multiplexer nehmen. Das ist ein zentraler Bestandteil der derzeitigen Sw. >- Trays handhaben ? Ja, inkl Tray-Xchanger >- CAD-Datein einlesen ? Ich verwende SMT-Maestro. Freeware. Um die Daten zu Importieren. Centeroid, BOM, ... Die Panel/Fiducial usw, wenn nicht im BOM/Centeroid File enthalten, müssen manuell erstellt werden. Das kann in Lisp gemacht werden, sowie das Maestro File importiert werden. Daraus wird dann ein Propietäres Textfile generiert. - ggf. Teach-In mit der Kamera ? Nein, da ich keine Verwendung dafür habe, und ohne reale Benutzung ist das Unsinn. Kann implementiert werden, wenn das jemand benutzt, und Testet. Bzgl. der Feeder könnte ich mir folgendes vorstellen:
Wenn ich das mit den Feedern so lese, gefällt mir die ungarische Lösung immer besser: null Elektronik, sehr einfach, sehr preiswert :-) Ich werde das auf jeden Fall als erstes testen, denn ich möchte nach Möglichkeit ohne jeglichen Feederwechsel auskommen. Das hieße bei mir, dass ich um die 60-70 Feeder benötige - mit der Ungarnlösung ist das kein größeres Problem - die sollte man sogar treppenartig hintereinander kaskadieren können. Die Gurtspannung übernimmt bei mir einfach ein stück Filz, das mit einer Feder und einer Einstellschraube auf den noch geschlossenen Gurt (also mit Folie) drücken soll. Fertig ist mein Feeder :-) Zur Software: SMT-Maestro sieht schon nett aus. Und selbst, wenn es einige Features dort nicht gibt: Ich sehe aber wirklich kein Problem darin, eine Software zu schreiben, die die Ansteuerung übernimmt. Ich sehe das genau umgekehrt: wenn die Hardware da ist, ist die Software (zumindest für mich) kein Problem mehr. (Endlich kann ich mal mein Wissen über optische Mustererkennung und neuronale Netze einbringen - wofür hat man denn die Studienarbeiten sonst gemacht ;-) Christoph
Weiter oben war ja von einer kostenpflichtigen Bibliothek die Rede. Aber was hält man von http://www.inf-cv.uni-jena.de/ice/ice.html oder OpenCV ? Oder doch selber schreiben ?
Bestimmt eine gute Grundlage oder zum Schlachten, mir leider zu schwer, da ich sie ebenerdig nicht unterbringen könnte. Habe den Verkäufer bereits angeschrieben, Untergestell ist außer gewaltsam leider nicht zerlegbar. Ich will eine Garage :/ http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&item=140296853813&ssPageName=ADME:B:WNA:DE:1123 Also Beeilung ... :)
ChrisS wrote: > Bestimmt eine gute Grundlage oder zum Schlachten, mir leider zu schwer, > da ich sie ebenerdig nicht unterbringen könnte. Habe den Verkäufer > bereits angeschrieben, Untergestell ist außer gewaltsam leider nicht > zerlegbar. Ich will eine Garage :/ > > http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&item=140296853813&ssPageName=ADME:B:WNA:DE:1123 > > Also Beeilung ... :) Psssssst! Weck die anderen doch nicht auf! ;-)
Bietet einer mit? Die Feeder sowie deren Mechanismus und auch die Pneumatik wäre von Interesse, der Rest könnte zu einem Schrotthändler gefürht werden, wenn der Verkäufer die Maschine bei sich Ausschlachten lässt und auch, wie er angeboten hat, die Wegfährt. Wenn sie abzüglich des Geldes des Eisenhändlers 1500 Euro kostet, wäre es die Sache Wert.
>Bietet einer mit?
Ich zumindset nicht. Zumal der Mindestpreis ja noch nicht erreicht ist
und abzuwarten bleibt wo dieser liegt bzw. ob der Verkäufer darunter
überhaupt verkauft.
Das Geld, dass es von Schrotthändler gibt, wird zu vernachlässigen sein.
Es wird sich bestimmt um Stahl handeln und nicht so etwas "wertvolles"
wie Alu oder Kupfer.
Video dazu auf www.durotron.de
>Psssssst! >Weck die anderen doch nicht auf! >;-) Gleiches Recht für alle ;) 1500,- Euro, wie Chris bereit wäre auszugeben, hätte ich eh nicht zahlen wollen. In der CNC-Ecke hat mal jemand einen alten Bestücker VERSCHENKT. Aber Ebay halt ... Hätte ich sie jetzt ersteigern wollen, hätte ich hier natürlich nichts gesagt :P
Ich denke mal, dass wir die nochmal sehen ;-) Für 800 hätte ich sie wohl genommen, aber eigentlich war sie mir zu groß. Chris
Angehängte Dateien:
-

dscf1702.jpg
1,3 MB
So, das Material für die X/Y-Einheit ist komplett :-) Jetzt ist die Frage, woraus ich die Grundplatte anfertige. Meine Idee wäre eine MDF-Platte (gibt es hier bis 32mm Stärke, 1m² für 20,00 Euro) und auf diese vielleicht ein Alublech von 4-5mm geklebt, in das man dann z.B. passende Gewinde schneiden könnte. Alternativ müsste man die Platte durchbohren und dann jeweils unten eine Unterlegscheibe mit Gegenverschraubung anbringen. Wobei mir die Alulösung besser gefällt. Da die verschraubbaren Führungen auf voller Länge unterstützt sind, kann ich die Zuführung der Gurte nur von "oben" und "unten" bewerkstelligen. Um die leeren Gurte unter den Tisch zu führen, wollte ich die Platte entsprechend durchbohren (viele Löcher nebeneinander ...), am besten im passenden Winkel. Die Abdeckfolie wollte ich seitlich neben jedem Gurt durch den Tisch nach unten führen (vielleicht einfach mit angeklemmten Tischdeckengewichten ;-) Das Bild zeigt die Führungen samt Wagen. Die Achsaufnahmen auf den Laufwagen werde ich wohl durch flachere mit deutlich breiterer Aufnahme ersetzen, das sollte die Sache erheblich versteifen. Länge der unterstützten Achsen ist 600mm, Länge der nicht unterstützten Achsen 800mm. Ich muss natürlich sehen, in wieweit sich die Stangen durchbiegen und eventuell kürzen, aber für die Tests bleiben Sie erstmal so lang. Vielleicht lasse ich die Stangen auch einfach überstehen und befestige auf diesen den Schrittmotor für den Schlittenantrieb :-) Ich bitte um weitere Ideen :-) Chris Edit: oh shit - sorry für das Monsterbild, habe die Verkleinerung vergessen :-/
Ein Tipp, vergiß Holz, und verwende Eisen. Forex, 10mm, kann man dann auch mit 5mm oder geringer austauschen, wenn man mehr Tiefe braucht, und darauf eine Eisenplatte von den magnetischen Tafeln, die Weißen. So kannst du Magnethalter verwenden, was dir das Leben sehr erleichtert.
Ah, jetzt wird´s interessant und ich habe keine Zeit - nachher Matheklausur :) Zum Halten per Magnet ist ferromagnetisches Material eine gute Idee, einfach nur mal so für Tests Spanplatte, MDF, Multiplex oder sonstwas. Zur Befestigung im "Holz", auch mit darüber gelegter Eisenplatte, wenn nicht dick genug, würde ich Einschlagmuttern vorschlagen.
So, ein weiterer Statusbericht: MDF-Platte mit 32mm Stärke und 800x1000mm Fläche ist gekauft (€15,99 brutto bei Obi, wen es interessiert). Ich muss sagen, dass mich MDF schon begeistert. Die Platte ist wirklich sehr plan (nicht zu vergleichen mit Spanplatten) und fast ein homogenes Material. Sie ist nicht leicht, aber lässt sich auch mit draufgelegten Führungen/Motoren etc. noch transportieren ;-) Für die Führungsbefestigung werde ich Gewindebuchsen verwenden, die ich mit Epoxydharz in größere, vorgebohrte Löcher vergießen werde. (Danke übrigens für den Tipp mit dem Harz per E-Mail :-) Um die Bohrungen der Führung genau zu treffen, werde ich die Buchsen zuerst an die Führungen schrauben, dann die Löcher mit etwas Harz befüllen und dann die Buchsen quasi an der Schiene "hängend" eintauchen lassen. Damit man nachher auch fest anziehen kann, kommen zwischen Führung und Gewindebuchsen noch Unterlegscheiben, die ich dann nachher entferne. Ich habe die Platte jetzt in beiden Achsen mit je 10cm Übermaß genommen - irgendwo müssen ja die Antriebsmotoren noch hin und vielleicht kommt später noch ein Schallschutz außen rum, da das gute Stück ja später im Labor seine Arbeit verrichten soll. Wo bekommt man denn günstig Gießharz? Ich wollte mir da eh mal etwas zulegen - gibt es besonderes zu beachten? Halten sich das Harz und der Härter unbegrenzt? Wenn es gewünscht ist, kann ich einen eigenen Thread aufmachen (oder auch diesen kapern ;-) und hier meine Fortschritte, Probleme, Photos, Fragen dokumentieren. Dann wärt "Ihr" quasi beim Bau dabei, könntet Ideen geben und (hoffentlich) sehen, dass es machbar ist ;-) Chris (D.)
>Wo bekommt man denn günstig Gießharz? Hängt von der Menge ab. Kleine Mengen gibt`s bei Obi im Kfz-Zubehör. Größere Mengen würde ich mal in der Bucht versuchen. Da hab ich schon mal was preiswert gesehen. >Ich wollte mir da eh mal etwas zulegen - gibt es besonderes zu beachten? >Halten sich das Harz und der Härter unbegrenzt? Das Harz hält ewig wenn es luftdicht und kühl gelagert wird(Keller). (Habe vor kurzen ein 30 Jahre alte Dose gefunden und ist immer noch gut). Härter zerfällt leider, aber das dauert ein paar Jahre. So eine Tube ist glücklicherweise nicht so teuer und ist auch separat käuflich. MDF ist ein feines Zeug aber wie willste Material für die Bearbeitung darauf befestigen?
Mach nur weiter hier. Jaja, MDF ist was feines :) Leider sehr saugfähige Kanten, somit nur umständlich sauber zu lackieren. Ist aber ein anderes Thema. Eingiessen ist auch keine schlechte Idee, vergiss die Handschuhe nicht, das Zeug ist tückisch. Da du ja keine riesen Mengen brauchst, macht es wohl wenig Sinn, hier von 5l-Gebinden zu reden. Die 2K Harze gibt´s im KFZ-Fachhandel, aber auch in vielen Baumärkten. Über die Haltbarkeit würde ich mir keine Sorgen machen. Beim Härter bin ich mir da jetzt nicht ganz so sicher, aber da hat man in der Regel ja eh nur kleine Mengen davon, die man auch einzeln nachkaufen kann.
Der Laden www.breddermann-kunstharze.de scheint reichlich Auswahl und faire Preise zu haben. Da werde ich morgen mal anrufen und mich beraten lassen. > MDF ist ein feines Zeug aber wie willste Material für die > Bearbeitung darauf befestigen? Darauf wird ein beschichtetes Blech (Magnettafel?) geklebt und dann kann man mit entsprechenden Magnetschienen/Winkeln Platinen und IC-Behälter fixieren. Vielleicht sollte ich dort auch noch z.B. in 100mm-Abständen Gewindebuchsen eingießen, die ich dann bei Gelegenheit benutzen kann (aber natürlich nicht muss :-) Chris
Also ich klinke mich hier endgültig aus. Mir wurde ein extrem gut erhaltener, mittelgroßer Automat, geeignet für 0402 und 0.5er FinePitch mit Platinen- und Bauteilekamera, sowie Dispenser für 5k angeboten - den werde ich nehmen. Viel Erfolg allen, die sich am Selbstbau versuchen wollen ;)
Default User wrote: > Also ich klinke mich hier endgültig aus. SO! schämt der sich denn gar nicht > Mir wurde ein extrem gut erhaltener, mittelgroßer Automat, geeignet für > 0402 und 0.5er FinePitch mit Platinen- und Bauteilekamera, sowie > Dispenser für 5k angeboten - den werde ich nehmen. Meinen Glückwunsch! :-) Für mich wäre das aber zu viel - das bekäme ich wohl nicht so schnell wieder rein (oder anders gesagt: mein Geld bringt an anderer Stelle im Unternehmen mehr Gewinn ;-) > Viel Erfolg allen, die sich am Selbstbau versuchen wollen ;) Da Du jetzt zum erlauchten Kreis der BestAu-Besitzer gehörst, erwarten wir hier von Dir aber Hinweise/Fotos zu Deinem Automaten :-) Es wäre sicherlich eine große Hilfe, wenn Du uns ab und zu beschreiben würdest, wie bei Deinem Automat Probleme gelöst wurden - falls wir uns wieder mal verrennen ;-) Insofern würde ich mich freuen, wenn Du hier weiter mitliest. Einen schönen Sonntag noch :-) Christoph (gerade Buddenbrooks im Kino geguckt: empfehlenswert)
>Also ich klinke mich hier endgültig aus. >Mir wurde ein extrem gut erhaltener, mittelgroßer Automat, geeignet für >0402 und 0.5er FinePitch mit Platinen- und Bauteilekamera, sowie >Dispenser für 5k angeboten - den werde ich nehmen. Auch meinen Glückwunsch. Wir wissen ja, dass du eigentlich eh nicht geplant hast, selbst einen Automaten zu bauen, vielmehr ist das hier der Threadpiraterie zum Opfer gefallen :) >> Viel Erfolg allen, die sich am Selbstbau versuchen wollen ;) >Da Du jetzt zum erlauchten Kreis der BestAu-Besitzer gehörst, erwarten >wir hier von Dir aber Hinweise/Fotos zu Deinem Automaten :-) >Es wäre sicherlich eine große Hilfe, wenn Du uns ab und zu beschreiben >würdest, wie bei Deinem Automat Probleme gelöst wurden - falls wir uns >wieder mal verrennen ;-) So sehe ich das auch. Verrätst du uns die genaue Bezeichnung ?
So, kurzes Statement und Frage: Die Arbeiten schreiten (trotz Zeitmangels) ganz gut voran - die X/Y-Einheit nähert sich der Fertigstellung. Als nächstes geht es an die Konstruktion der Z-Achse. Parallel dazu bin ich mit der Passmarkenerkennung beschäftigt. Passende USB-Kameras laufen bereits unter Linux :-) Nun die Frage: Welche Formate haben übliche Bestückungsdateien? Vielleicht hat einer passende Links oder kann hier Ausschnitte posten. Eine genaue Beschreibung wäre schön, da ich schon passende Importfilter schreiben möchte. Was benötige ich für die interne Darstellung? - Bauteilname - X-Koordinate - Y-Koordinate - Drehwinkel Der Bauteilname wird dann dem entsprechenden Feeder zugeordnet. Weitere Vorschläge sind immer willkommen. Chris P.S.: Es gibt bald Bilder, vielleicht auch ein Video zumindest von der X/Y-Einheit :-)
Nimm das native Format von SMT-Maestro, wobei du dann noch eine DB mit Bauteilen sowie Höhe, größe, Feederplatz, Anzahl, Nozzle haben musst, die du dann verbindest. Damit kannst du dann dank SMT-Maestro alle Formate von Layout-SW einführen.
Hallo Chris D,
interresantes Projekt was du da vorhast. Sehr mutig, sich da ranzuwagen.
Respekt.
> Welche Formate haben übliche Bestückungsdateien?
mir fallen spontan folgende ein:
Dynpert Promann
Siemens HS 180
Quad100
Daum SMF
ZevaTech PPM-9
Phillips CSM
und es gibt wahrscheinlich viele mehr ....
Im Anhang findest du eine Beispieldatei für Dynpert Promann ( ist das
bei mir am meisten verwendete Format).
DYNPROST.318 = SMD Bestückungsdaten für TOP
DYNPROTT.318 = THT Bestückungsdaten für TOP
kurzer Auszug aus Beispieldatei (DYNPROST.318):
Part ? X Y Rotation
U2 Missing 5.400 19.000 180
Q1 Missing 23.500 20.300 0
usw.
(alles metrisch)
Das Beispiel ist fast selbsterklärend. Die Bedeutung von "Missing" kann
ich dir leider auch nicht wirklich erklären, soweit ich weiß, handelt es
sich hierbei um Maschinenspezifische Parameter und wird so von meiner
CAD Software ausgespuckt. Bis jetzt hat deshalb noch kein einziger
Bestücker gemeckert.
Ich denke aber, das man diese Sache vorläufig ignorieren kann.
Kurzer Hinweis zum File "camplus.rep":
Damit erfolgt die Zuordnung der Gehäuseformen (z.B. SOT23) zu den
einzelnen Referenzbezeichnern (z.B. Q1). Die erste Zeile im Abschnitt
"Converting part shapes info..." bezieht sich auf die erste Zeile im
Abschnitt "Converting placement info...".
Also:
Gehäuse Referenzbezeichner
SOT23 = Q1
DPAK_7X12/2.3 = U2 usw..
Ich hoffe, ich konnte mich verständlich ausdrücken ....
Grüsse Uwe
Habe eine SW, welche, ausgehend vom Defaultformat von Maestro, sowie einer DB mit Bauform, Bauteil, Bild von Oben, Bild von Unten, Pad-Centers und mithilfe der Gerber2tiff SW ein Bild der Bestückung liefert, inkl. dem Überprüfen der Richtigkeit der Kontakte von Flash-Pads sowie Bauteil-Pads. Dafür braucht es aber kalibrierte Bilder von Oben und Unten des Bauteils.
Erst einmal Danke für die obigen Rückmeldungen!
Soooo - weiter geht es:
X/Y-Einheit ist fertig, sanfte Ansteuerung mit quadratischer
Beschleunigung läuft schon zum Teil.
Ich hatte ja erst vor, EMC zu verwenden. Allerdings hätte das wohl viele
Windows-Benutzer ("Es muss auch solche Käuze geben" ;-) verschreckt.
Ich tendiere deswegen nun dazu, die komplette Ansteuerung durch einen
ATMEGA32 vorzunehmen. Dieser soll seine Befehle per RS232 oder besser
per USB (mit FT232) erhalten, vielleicht über einen rudimentären
G-Code-Satz, es könnte aber auch etwas anderes sein. Die Ansteuerung der
vier Achsen würde dann interruptgesteuert über einen Port (jeweils
Takt/Richtung) erfolgen.
Die weiteren Ports wären dann für Endschalter, Feed-Befehle etc.
gedacht. Der AVR würde dann diese Ports "ganz dumm" an den PC
weiterleiten bzw. umgekehrt (dabei muss es ja keine Echtzeit sein) und
der kann dann die Bits auswerten.
Insgesamt benötigt meine Lösung also drei USB-Ports (zwei Kameras, eine
Steuerung). Sie hätte aber den Vorteil, dass man ein normales Linux bzw.
Windows laufen lassen könnte, dass sich dann nur um die Bildverarbeitung
der Kameras und die Ausgabe der Befehle über die (simulierte) serielle
Schnittstelle kümmern muss.
Oder benötige ich noch irgendwo Echtzeit, die ich übersehen hätte?
Ich bitte um Meinungen dazu :-)
Viele Grüße,
Chris D.
Interessanter Thread ist das hier geworden, der wir direkt mal abonniert. Chris D. wrote: > Insgesamt benötigt meine Lösung also drei USB-Ports (zwei Kameras, eine > Steuerung). Sie hätte aber den Vorteil, dass man ein normales Linux bzw. > Windows laufen lassen könnte, dass sich dann nur um die Bildverarbeitung > der Kameras und die Ausgabe der Befehle über die (simulierte) serielle > Schnittstelle kümmern muss. Fände ich gar nicht schlimm. Normalerweise haben ja solche Maschinen eh eigene Computer, die nur dafür da sind. Und da USB ein Bus ist, und gewissermaßen genau für sowas da ist: Top! Notfalls nen Hub reinhängen. Ich bin mal auf Bilder und Videos gespannt. Der Feinmechanische Teil (Feeder usw) ist sicher nicht ohne.
Schön zu hören, dass du die Zeit findest und sich etwas tut. Finde die Lösung so wie du sie vorgeschlagen hast so in Ordnung. Es braucht eben noch eine "Compilierung" am PC von Stücklistendatei etc, wo auch Feederplätze mit eingebunden werden. Ist ja soweit per Java etc. kein Problem das plattformübergreifend zu gestalten, jedoch bleibt die Frage mit der Bildverarbeitung offen. Da müsste man sich schon irgendwie auf ein BS festlegen, um auf Performance optimieren zu können - oder nicht ? Fände es aber auch nicht schlimm, wenn du doch mit EMC arbeiten willst, auch wenn ich selber kein Linuxer bin. Jede Spezialanwendung benötigt ihre Einarbeitung und wenn man sich deshalb nun unter Anderem auch in Linux einarbeiten muss - was solls ...
ChrisS wrote: > Schön zu hören, dass du die Zeit findest und sich etwas tut. Ja, finde ich auch - vor allem beginnt es jetzt, Spaß zu machen, weil sich da etwas zu bewegen beginnt :-) > Finde die Lösung so wie du sie vorgeschlagen hast so in Ordnung. Es > braucht eben noch eine "Compilierung" am PC von Stücklistendatei etc, wo > auch Feederplätze mit eingebunden werden. Ist ja soweit per Java etc. > kein Problem das plattformübergreifend zu gestalten, Da ich ausgewiesener Tcl/Tk-Freund bin, werde ich die Oberfläche etc. dazu in Tcl schreiben. Das macht auch die Erstellung von Import/Export-Filtern sehr einfach. Mit Java habe ich mich nie wirklich beschäftigt, ich fand das Aussehen der Oberflächen auch immer - sagen wir - suboptimal. Tk hat jeweils das native Look & Feel. Die Bildverarbeitung werde ich als Tcl-Bibliothek in C implementieren - das und das holen des Bildes wäre dann das einzige, was man unter Windows compilieren müsste. Aber auch dort gibt es ja Passendes. Danach kann man die ganze Tcl-Applikation zusammen mit Tcl/Tk in eine ausführbare exe-Datei packen, so dass man ausschließlich diese Datei benötigt. Das geht sogar cross-platform :-) > Da müsste man sich schon irgendwie auf ein BS festlegen, um auf > Performance optimieren zu können - oder nicht ? Hmmm, glaube ich weniger. In allen Fällen hast Du ein Array mit Bildpunkten, auf dem Du dann die passenden Operationen durchführst. Das sollte betriebssystemunabhängig gut funktionieren. Und man darf nicht vergessen: der PC hat einiges an Zeit, da es ja doch dauert, bis der Bestückungskopf über der vorläufigen Endposition ist (das ist dann die Position, die ein optimal aufgenommenes Bauteil hätte). Erst ab dann würde in einem letzten Schritt die Winkel- und Positionskorrektur anhand des ausgewerteten Bildes erfolgen. Also etwa so: 1.) PC sagt dem AVR: "Fahre mit Bauteil zur vorläufigen Position" 2.) Bis der AVR sich mit "Bin feddich" meldet, werkelt der PC am Bild 3.) PC sagt AVR: "Korrigiere Winkel und Position" 4.) AVR sagt: "Habbsch gemacht" 5.) PC sagt: "Und runner damit" 6.) AVR sagt: "Ok, sitzt, passt und hat Luft" > Fände es aber auch nicht schlimm, wenn du doch mit EMC arbeiten willst, > auch wenn ich selber kein Linuxer bin. Jede Spezialanwendung benötigt > ihre Einarbeitung und wenn man sich deshalb nun unter Anderem auch in > Linux einarbeiten muss - was solls ... Wie gesagt: EMC würde ja auch nur die Ansteuerung der Motoren übernehmen. Nach meinen Tests mit einem Mega32 bin ich mit der Geschwindigkeit sehr zufrieden. Die Implementierung der USB-Anbindung sollte relativ flott gehen, zumal das ja schon oft mit Erfolg gemacht wurde (hat jemand eine kleine Bibliothek dafür?). Chris D.
>1.) PC sagt dem AVR: "Fahre mit Bauteil zur vorläufigen Position" >2.) Bis der AVR sich mit "Bin feddich" meldet, werkelt der PC am Bild >3.) PC sagt AVR: "Korrigiere Winkel und Position" >4.) AVR sagt: "Habbsch gemacht" >5.) PC sagt: "Und runner damit" >6.) AVR sagt: "Ok, sitzt, passt und hat Luft" Zu Punkt 2/3: Chris hat diesbezüglich mal angemerkt, wenn ich mich recht erinnere, dass man sich dadurch die Genauigkeit kaputt macht, falls das Teil "zurückkorrigiert" werden muss. Hätte diesen Verdacht auf ein mögliches Umkehrspiel geschoben, wie man es z.B. bei Trapezgewindespindeln mit nur einer Mutter deutlich hat. Wie das allerdings bei (HDT?)-Zahnriemen aussieht kannst du ja testen. >Die Implementierung der USB-Anbindung >sollte relativ flott gehen, zumal das ja schon oft mit Erfolg gemacht >wurde (hat jemand eine kleine Bibliothek dafür?). Selber noch nicht gemacht aber ich dachte der FTDI wird in entsprechender Konfiguartion als serielle Schnittstelle erkannt - wozu eine extra Lib ?
ChrisS wrote: > Zu Punkt 2/3: > Chris hat diesbezüglich mal angemerkt, wenn ich mich recht erinnere, > dass man sich dadurch die Genauigkeit kaputt macht, falls das Teil > "zurückkorrigiert" werden muss. Hätte diesen Verdacht auf ein mögliches > Umkehrspiel geschoben, wie man es z.B. bei Trapezgewindespindeln mit nur > einer Mutter deutlich hat. Wie das allerdings bei (HDT?)-Zahnriemen > aussieht kannst du ja testen. Bisher sieht es sehr gut - selbst bei meinem ersten Testaufbau (weder vermessen, Riemenspannung Pi mal Daumen) habe ich per Messuhr nicht mehr als 2/100mm Versatz gehabt. Aber man könnte zur Not ja den ersten Endpunkt auch so wählen, dass auf keinen Fall in X und Y die Richtung geändert werden muss . >>Die Implementierung der USB-Anbindung >>sollte relativ flott gehen, zumal das ja schon oft mit Erfolg gemacht >>wurde (hat jemand eine kleine Bibliothek dafür?). > > Selber noch nicht gemacht aber ich dachte der FTDI wird in > entsprechender Konfiguartion als serielle Schnittstelle erkannt - wozu > eine extra Lib ? Ich dachte eher an die Anbindung/Programmierung des FT232 vom AVR aus. Ist aber jetzt auch egal, weil ich bei Reichelt passende USB->RS232-Konverter gefunden habe: http://www.reichelt.de/?;ARTICLE=78847 (7,95 EUR) Ich werde also einfach klassisch mit MAX232 am AVR arbeiten - wer USB möchte, kann so für wenig Geld wechseln. So, heute werden die Endschalter montiert und die ersten Befehle per RS232 implementiert. Dann hätte ich schonmal eine X/Y-Einheit, die ich innerhalb einer Sekunde (ist alles noch optimierungsfähig) mit 0,05mm Genauigkeit überall auf 600x480mm positionieren kann. Immerhin ein Anfang :-) Ich bin schon sehr gespannt auf die "Ungarnlösung" und die Probleme, die mich dort erwarten :-) Muss nur noch einen kleinen Elektromagnet in der Bastelkiste finden, um den Mitnehmer ansteuern zu können. Chris D. P.S.: Was mir gerade noch einfiel: Gibt es bei den SMD-Bauteilrollen eigentlich irgendeine Markierung z.B. auf dem Gurt, der mir das Ende desselben anzeigt? Oder macht man das irgendwie seitlich über die Größe der Restspule? Oder zählt man einfach mit, wieviele Bauteile schon entnommen wurden?
Mach auf jeden Falle eine galvanische Isolierung der RS232, kostet wenig und bringt dir Sicherheit.
So, nach längerer Zeit wieder eine Rückmeldung (im Moment rennen mir die Kunden die Bude ein - nicht dass mich das stören würde, aber darunter leidet natürlich das "Nicht-ganz-so-Wichtige"): Als Anhang habe ich mal eine Beschreibung aller bisher implementierten Befehle der Bestückungssteuerung per AVR über RS-232 angehängt - quasi als Diskussionsgrundlage. Natürlich funktioniert noch nicht alles per Hardware (Z-Achse ist noch im Bau, Feeder auch), aber grundsätzlich "steht" die Steuerung und lässt sich recht intuitiv sogar per Terminal ansteuern :-) Wenn dazu also noch Anmerkungen für neue Befehle und Verbesserungsvorschläge vorhanden sind: nur zu :-) Galvanische Trennung ist auf jeden Fall interessant, aber ich hab keine Lust und Zeit, das selbst zu stricken. Gibt es da einen passenden Baustein - insbesondere für eine einfache Spannungsversorgung? Hmm, eigentlich könnte man das sehr einfach lösen, indem man nur USB anbietet - da bekommt man die Spannung auf PC-Seite geschenkt. Dann nur noch zwei Optokoppler und fertig ist die Trennung. Dazu müsste man aber so einen dieser USB<->RS-232-Umsetzer öffnen usw. - nicht schön für ein späteres Layout. Ich glaube, ich schwenke direkt komplett auf USB um - 5m Kabel sollten ja reichen. Hat jemand eine Lösung mit FTDI-IC parat, die ich dann einpflegen könnte? Chris D.
Gefallen mir nicht so, aber ich glaube, wir hatten schon darüber gesprochen. Was du noch brauchst, sind relative Befehle. Du kannst sie implementieren, indem du X als absolute und x als relative ansiehst, als Beispiel. Weiters, implementiere ein Statusregister sowie ein generelles Bitmap. Statusregister, wobei du die den Status von FTP, das Vacuum, den Vacuumsensor, den Bauteilsensor, die Home-Sensoren usw abfrägst, wie auch ob ein HW-Notstop ausgelöst wurde. Weiter ist ein byte sinnvoll, das du lesen und schreiben kannst, das dann als 8bit input sowie 8bit output mittels uln2803 verwendest. Das ist sinnvoll, solltest du optische Statussignalisierungen verwenden, oder wenn du das SNEMA Interface ansprechen willst, usw.
Chris wrote: > Was du noch brauchst, sind relative Befehle. Du kannst sie > implementieren, indem du X als absolute und x als relative ansiehst, als > Beispiel. Ja, das hatte ich auch überlegt. Andererseits kann solche Berechnungen ja der PC übernehmen können. Der muss ja eh die Koordinaten komplett auf die Passmarken umrechnen. > Weiters, implementiere ein Statusregister sowie ein generelles Bitmap. > Statusregister, wobei du die den Status von FTP, das Vacuum, den > Vacuumsensor, den Bauteilsensor, die Home-Sensoren usw abfrägst, wie > auch ob ein HW-Notstop ausgelöst wurde. Ja, das ist eine gute Idee. Bisher muss man die einzeln mit STATE abfragen. > Weiter ist ein byte sinnvoll, das du lesen und schreiben kannst, das > dann > als 8bit input sowie 8bit output mittels uln2803 verwendest. > Das ist sinnvoll, solltest du optische Statussignalisierungen verwenden, > oder wenn du das SNEMA Interface ansprechen willst, usw. Gute Idee - ist ja auch kein großes Problem ... und macht es erweiterbar. Chris D.
>Ja, das hatte ich auch überlegt. Andererseits kann solche Berechnungen >ja der PC übernehmen können. Der muss ja eh die Koordinaten komplett auf >die Passmarken umrechnen. Du brauchst sowas, wenn du die Kamera mittels Handsteuerung bedienst, um z.B. zu kontrollieren, ob die Platine halbwegs parallel ausgerichtet ist, wie auch der Offset der Kamera zur Pick/Place steuerung usw, aber wenn du es kompliziert haben willst, geht das auch mit absoluten Koordinaten.
Was anderes: Ich weiß zwar, dass es irgendwie Standard ist, aber warum muss man einen Befehl in 4 oder mehr ASCII Zeichen kodieren? Das ist meiner Meinung nach Bandbreitenverschwendung vom UART und außerdem ist sowas schwieriger in der Software zu implementieren, als wenn man einfach den Befehl in ein Byte kodiert und ggf. die Parameter in ein paar weitere Bytes.
Wenn er es so schon implementiert hat, wieso nicht. Bandbreite ist genügend vorhanden. Ich würde es auch binär machen, aber was solls.
@Simon: Ja, dessen war ich mir bewusst. Ich wollte die Syntax aber gut lesbar lassen, damit man entsprechende Programme leicht überprüfen kann. Außerdem kann man zu Testzwecken dann direkt vom Terminal aus arbeiten und Befehle eingeben. Bei z.B. Koordinaten in Byteform wäre das nicht möglich. Die Geschwindigkeit (da hatte ich natürlich auch Bedenken :-) ist kein Problem, da die Ausführung der Befehle immer deutlich länger als deren Übertragung dauert. Mechanik ist langsam :-) Außerdem werden eingehende Befehle in einem Eingangspuffer gespeichert, so dass Übertragung während einer Befehlsausführung stattfinden und der nächste Befehl sofort ausgeführt werden kann. Zum Programmieraufwand: zu spät ;-) das Programm steht ja schon - es fehlt nur noch etwas Hardware. @Chris: Hmm, das sehe ich nicht so als Problem, da eine eventuelle Handsteuerung ja auch über den PC laufen würde. Vielleicht habe ich das etwas missverständlich beschrieben: die Bestückungssteuerung mit dem AVR soll wirklich nur die grundlegenden Dinge tun: hauptsächlich dient sie der Echtzeitansteuerung der (Schritt)motoren. Alles andere: Bilderkennung, Koodinatensystemumrechnung usw. soll der PC übernehmen. Insofern ist die Steuerung gewollt recht "dumm". Zur Einrichtung der Platinen: idealerweise soll es später sogar so sein, dass man die Platine quasi nur draufwerfen muss und egal, wie sie zu liegen kommt, nach erfolgter Passmarkenerkennung das Koordinatensystem entsprechend verschoben und gedreht wird (aber eben nur PC-intern, der AVR kriegt nur die neu berechneten Koordinaten). Chris D.
ok, habe mich vielleicht falsch ausgedrückt. Platinen, schon klar, aber Trays, sowie Feeder usw sollte man parallel zum Koordinatensystem drauflegen, so daß es keine aufwändige Drehung braucht.
Vielleicht sollte man im Hinterkopf behalten, dass es möglich sein sollte, mehrere Bestückungsköpfe anzusteuern, d.h. "Z" und "NOZZLE" sollten noch IDs bei den Parametern berücksichtigen.
Da er keine relativen Koordinaten berücksichtigt, kann man zwei köpfe einfach durch Groß oder Kleinschreibung unterscheiden.
Chris wrote: > Da er keine relativen Koordinaten berücksichtigt, kann man zwei köpfe > einfach durch Groß oder Kleinschreibung unterscheiden. Ist das ein Scherz? Ein sauberes Protokoll ist aber was anderes.
Nein, das ist kein Scherz. seufz aaaalso nochmal ... ChrisS wrote: > Vielleicht sollte man im Hinterkopf behalten, dass es möglich sein > sollte, mehrere Bestückungsköpfe anzusteuern, d.h. "Z" und "NOZZLE" > sollten noch IDs bei den Parametern berücksichtigen. Wie schon gesagt: die Bestückungssteuerung in Form des Mikrocontrollers muss davon nichts wissen. Der angeschlossene PC verwaltet die Koordinaten der verschiedenen Düsen und fährt diese dann durch Übertragung der entsprechenden Befehle an die Steuerung selbst an. D.h. er schickt bei Düsenwechsel etwas in der folgenden Form zum AVR: Fahre vor den Platz der aktuellen Düse X Senke Z-Achse ab Fahre in die Haltelasche Hebe Z-Achse an (dabei klinkt die Düse aus) Fahre zur nächsten Düse Y Fahre Z-Achse runter (Düse zieht sich magnetisch auf den Kopf) usw. Deswegen benötigt das Protokoll auch keine Befehle für die Auswahl der Düsen etc. Der PC verwaltet ebenso alle wichtigen Offsets der Feeder/Trays, die Handsteuerung, merkt sich die Anzahl der restlichen Bauteile pro Gurtrolle/Trays usw. Ich sehe keinen Grund, diese gesamte Funktionalität mühsam in einen Controller zu zwängen, wenn ich dafür einen kompletten PC mit Rechenleistung satt zur Verfügung habe. Chris D.
Hi, gemeint waren nicht unterschiedliche Düsen sondern tatsächlich Bestückungseinheiten, jede mit eigenem Z sowie Magnetventil (?). Wurde hier irgendwann schon man angemerkt, dass an so die Geschwindigkeit bei Bedarf noch einmal erheblich erhöhen kann.
War klar, das kann man aber wirklich mit klein und Großbuchstaben unterscheiden, dürfte die kleinste änderung sein.
ChrisS wrote: > Hi, > > gemeint waren nicht unterschiedliche Düsen sondern tatsächlich > Bestückungseinheiten, jede mit eigenem Z sowie Magnetventil (?). Ah ok, das stimmt. Dafür wäre ein Z0 Z1 usw. ja kein Problem. > Wurde hier irgendwann schon man angemerkt, dass an so die > Geschwindigkeit bei Bedarf noch einmal erheblich erhöhen kann. Ja, wenn die Motoren in X und Y die Massen auch entsprechend beschleunigen können. Man merkt am Kopf jedes Gramm - das sehe ich schon jetzt bei meinen simplen Steppern. Aber ganz ehrlich: ich werde sicher keine Mehrkopfmaschine bauen. Das überlasse ich den Profis. Ich möchte einen Bestückungsautomat für unter 1000 Euro bauen, der mir etwa 1000 Teile/h bestückt und mit dem ich noch andere Dinge (vielleicht auch bohren) erledigen kann. Im Moment habe ich nicht einmal einen funktionierenden Kopf ;-) Wie schon gesagt: man neigt dazu, in Featuritis zu verfallen und das ursprüngliche Ziel dann nicht mehr zu erreichen. Das wird mir nicht passieren, weil ich den Automaten bis Ende des Jahres einsatzfähig haben will/muss. Der soll schließlich Geld bringen :-) Chris D.
@Chris D. >> Weiter ist ein byte sinnvoll, das du lesen und schreiben kannst, das >> dann >> als 8bit input sowie 8bit output mittels uln2803 verwendest. >> Das ist sinnvoll, solltest du optische Statussignalisierungen verwenden, >> oder wenn du das SNEMA Interface ansprechen willst, usw. >Gute Idee - ist ja auch kein großes Problem ... und macht es >erweiterbar. Du brauchst es ja schon für die Beleuchtung der Kamera, da brauchst du schon mindestens 4x Output. Bei einem externen Dispenser sowie externen minimalem SNEMA gehen dir die Pins dann schon aus. Weiters wenn du einen Bauteilsensor, Vacuumsensor, Home Sensoren, ein oder zwei Tasten dranmachst, wirst du sehen, daß dir auch di Inputs knapp werden, 8bit input sowie output sind gerade soviel, wie du warscheinlich brauchen wirst, wenn du es ordentlich machen willst. Zum Thema 2ten Kopf, wenn man ihn gleich zu beginn einplant, sind die Mehrkosten, gering, ca 30 Euro für 2x stärkere Motoren bei realisierung mit nur einem Kopf. Danach kann man später den zweiten kopf nachrüsten, welcher einen großen Geschwindigkeitsvorteil bringt.
Chris wrote: > Du brauchst es ja schon für die Beleuchtung der Kamera, da brauchst du > schon mindestens 4x Output. Hmm, ich wollte die Beleuchtung die gesamte Zeit eingeschaltet lassen. Wofür benötige ich denn vier Pins? > Bei einem externen Dispenser sowie externen > minimalem SNEMA gehen dir die Pins dann schon aus. > Weiters wenn du einen Bauteilsensor, Vacuumsensor, Home Sensoren, ein > oder zwei Tasten dranmachst, wirst du sehen, daß dir auch di Inputs > knapp werden, 8bit input sowie output sind gerade soviel, wie du > warscheinlich brauchen wirst, wenn du es ordentlich machen willst. Ja, das dachte ich mir gestern auch. Ich habe nun einfach einen Befehl OUTPORT implementiert, der prinzipiell beliebig viele Ports ansprechen kann: "OUTPORT 0 0xFF" setzt also bspw. alle acht Bits des Ports 0. Ebenso gibt es nun INPORT 0, INPORT 1 etc., die mir Eingänge zurückliefern. Da die Geschwindigkeit ja nicht wichtig ist, würde ich das gerne über kaskadierte Schieberegister (z.B. 74HCT595) durchführen, da man so beliebig viele Digitalausgänge mit drei Leitungen ansteuern kann. An einer gewissen Anzahl hängen dann nachgeschaltete ULNs. > Zum Thema 2ten Kopf, wenn man ihn gleich zu beginn einplant, sind die > Mehrkosten, gering, ca 30 Euro für 2x stärkere Motoren bei realisierung > mit nur einem Kopf. > Danach kann man später den zweiten kopf nachrüsten, welcher einen großen > Geschwindigkeitsvorteil bringt. Ja, ich habe das jetzt ebenfalls im Befehlssatz verankert: "Z0" bezieht sich also auf die Z-Achse für Kopf/Dispenser/Wasauchimmer 0 "Z1" .... usw. Ebenso A0, A1 ... für die Drehachsen Das war kein größeres Problem und Ihr seid auch zufrieden ;-) Um weitere Vorschläge, Tipps etc. wird dringend gebeten! Chris D.
Die Beleuchtung mußt du von direkter zu indirekter ändern, je nach Bauteil, oder auch beide. Es ist ein Unterschied, ob du ein BGA von unten, oder ein Wiederstand mit der Kamera aufnimmst. Das gleiche gilt für oben. Was ich dir wärmstens empfehlen würde, wäre die Geschwindigkeit im uC zu realisieren, sonst bist du dauern dabei, die Geschwindigkeit aufgrund der gefahrenen Winkel zu ändern.
Chris wrote: > Die Beleuchtung mußt du von direkter zu indirekter ändern, je nach > Bauteil, > oder auch beide. Es ist ein Unterschied, ob du ein BGA von unten, oder > ein Wiederstand mit der Kamera aufnimmst. Ok, das konnte ich noch nicht testen. Ich dachte bisher , es reicht, wenn ich alle Formen z.B. gegen einen weissen Hintergrund (könnte man ja hinter die entsprechende Düse klemmen) fotografiere und den aus Richtung der Kamera diffus anstrahle. > Was ich dir wärmstens empfehlen würde, wäre die Geschwindigkeit im uC zu > realisieren, sonst bist du dauernd dabei, die Geschwindigkeit aufgrund > der gefahrenen Winkel zu ändern. Hmm, da stehe ich jetzt auf der Leitung. Die Rampen etc. werden natürlich vom uC direkt generiert, ebenso achtet dieser darauf, dass die Maximalgeschwindigkeit bzw. Beschleunigung (gesetzt mit SPEED) nicht überschritten wird, damit es keine Schrittverluste gibt. Wenn zwei Achsen gleichzeitig fahren, so wird immer so gefahren, dass der kleinere der Maximalwerte für die Geschwindigkeit der Achsen nicht überschritten wird. Einen Grund, langsamer als dieser Wert zu sein, gibt es ja bei der Bestückung nicht wirklich. Oder habe ich Dich missverstanden? Chris D.
Hätte auch noch einen kleinen Änderungsvorschlag und hoffe, dafür nicht gesteinigt zu werden :) Wie wäre es, wenn man einen Befehl für den Vorschub eines Feeders einer bestimmten ID implementiert und dann Rest den µC machen lässt. Hätte den nicht ganz unwesentlichen Vorteil, dass man das Feedersystem jederzeit ändern und des Verhalten im Controller anpassen kann. z.B. eben für ein Feedersystem wie ich schon mal beschrieben habe: Zugmagnet pro Feeder, alle an einer linear geführten Stange montiert: > Zugmagnet der Plätze, wo ein Vorschub erfolgen soll, wird angehoben > Stange fährt einen Bauteileplatz nach hinten und zieht die Feeder, an denen nichts geändert werden soll, mit zurück. > Angezogene Magnete wieder in die Löcher "einrasten" lassen > Stange einen Bauteileplatz nach vorne Schnelle, einfache und preiswerte Lösung auch für den parallelen Vorschub mehrere Gurte. Einzig störend ist, dass die billigen Pollin Zugmagnete zu viel Platz wegnehmen und zwischen den Gurten dann etwas Abstand wäre. Und dass das angeblich irgendwo patentiert sein soll, soll den Selbstbauer auch nicht stören ...
Die Geschwindigkeit richtet sich ja nicht nur nach der schnellsten HW-Moeglichkeit, sondern auch auf das Bauteil, wie genau das aufgesetzt werden muss, z.B. ein 25 gr schweres Macrobauteil, wie GPS, GPRS oder auch DC/DC wird anders behandelt, als ein 0603 Wiederstand, welcher sich selbst zentrieren kann. Weiters, wenn du schnell sein willst, hast du eine Maximalgeschwindigkeit, deren Geschwindigkeitsvektoren sich auf zwei Richtungswektoren beziehen, die nicht immer gleich sind, und somit je gefahrenen Winkel auf jeder Axe bei gleicher Verfahrensgeschwindigkeit unterschiedliche Geschwindigkeiten je Axe haben.
Die verschiedenen P&P werkeln vor sich hin, kenne 6 funktionierende Implementazionen, darunter auch ne Uni inkl Tesi di laurea. 2 sind mit 20mm Rundachsen aufgebaut, eine benutzt THK Linearführung, eine L Winkel mit Skateboardkugellagern (ist aber relativ laut) und die restlichen zwei basieren auf Igus Linearsystemen. Einige benutzen Kugelumlauf/Trapezspindeln, andere Zahnriemen. Eine ist auf Servomotoren umgerüstet (AC Motoren aus Ebay) die anderen benutzen alle Schrittmotoren und schaffen max 1200 Bauteile/Stunde Der Geschwindigkeitsunterschied zum Servosystem ist ca 6-7x schneller als der Schrittmotor. Steuerung ist mittlerweile auf EMC2 umgestellt worden.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.