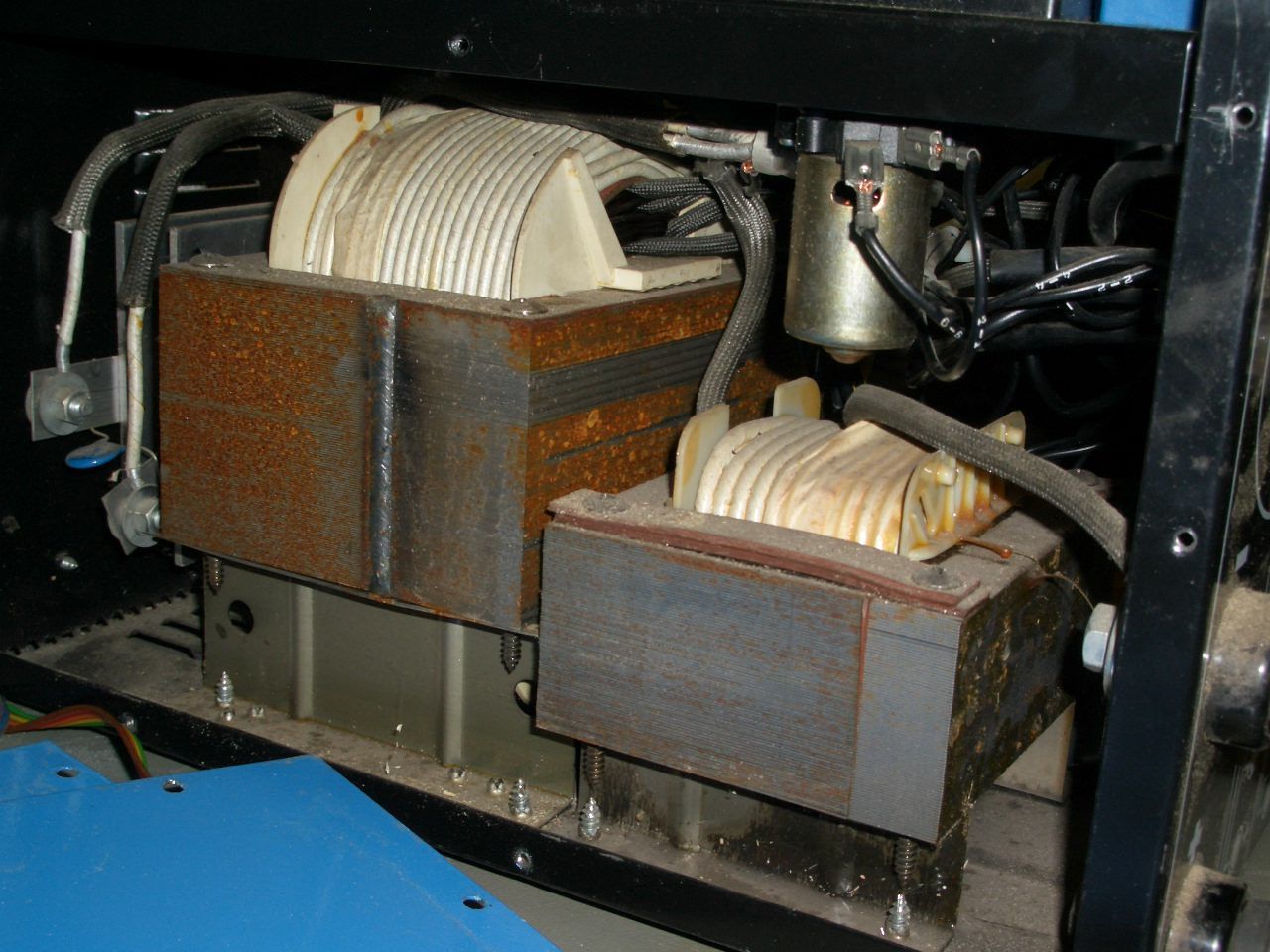
Abend, jemand hat mir eine Platine von einem MIG Schweißgerät zur Reparatur gebracht. Defekt war lediglich der Phototriac welcher den Haupttriac der zur Trafospule führt ansteuert. Da ich jedoch von der Schweißtechnik bzw. von Schweißgeräten null Ahnung habe wäre ich sehr dankbar wenn mir jedmand das Funktionsprinzip eines solchen MIG Schweißgerät erklärt. Was sind das für ALU Platten die im Bild ersichtlich sind und wofür der rechte kleine Trafo, der Große wird wohl für den hohe Strom sein. Wäre supa, wenn mir das jemand kurz erkären kann. Grüße, Fred
Angehängte Dateien:
-

image001.jpg
210 KB -

image002.jpg
210 KB
Die Aluplatten dienen zum Kühlen der darauf montierten Gleichrichterdioden und der kleinere Trafo dürfte eine Drossel sein um den pulsierenden Gleichstrom zu glätten. Das Glätten geht bei großen Strömen mit einer Drossel besser als mit Elkos und gleichzeitig wird der Stromflusswinkel erheblich größer. Aus diesem Grund liest man auch gelegentlich die Bezeichnung Saugdrossel.
Hallo Dieter, achhh du schei..., das sind tatsächlich gleichrichterdioden da drauf montiert, naja ok, hätt ich selber drauf kommen müssen, wenn schon vier solche kleine dinger drauf sind. dachte anfangs das MIG ding arbeitet mit wechselspannung, da ich gehört habe, damit könne man auch alu schweißen(wechselspannung vonnöten). Der Motor muss ja mittels einstellbarer Konstantstromquelle angesteuert werden, da die Gleichspannung beim Schweißvorgang ja ziemlich in die Knie geht und ansonsten ja keine gleichmäßige Vorschubgeschw. möglich wäre, richtig? Am Wählschalter kann man noch versch. Leistungsstufen einschalten, da werden dann wohl verschiedene Trafoanzapfungen (Wicklungsverhältnis und daraus resultierender Strom) ausgewählt oder? Gruß,Fred
Mit dem Stufenschalter schaltet man die entsprechenden Wicklungen des Trafos Haupttrafos. Dazu gehört noch ein primärseitiges Schütz welches bei Betätigung des Tasters am Brenner anzieht. Drossel und Gleichrichter wurden ja schon identifiziert. Bei dickeren Geräten hat man dann durchaus auch mal einen Drehstromtrafo mit entsprechendem Gleichrichter drin. Und Geräte mittlerer Leistungsklasse lassen sich gerne sowohl an 230V wie auch an 400V einphasig (zwischen 2 Außenleitern einer Drehstromdose) benutzen. Bei höherweritgen Geräten werden normalerweise auch Kupferwicklungen auf dem Trafo und der Drossel verwendet - Leitfähigkeit ist da wichtiger als Geld ;-) Üblicherweise ist neben dem Haupttrafo für die Steuerung noch ein Nebentrafo vorhanden - dieser kann je nach Gerät auch die Versorgungsspannung für den Motor liefern. Eine andere Variante wäre eine Hilfswicklung auf dem Haupttrafo. Zur Einstellung der Vorschubgeschwindigkeit reicht normalerweise eine simple PWM - zumindest wenn man nen Gleichströmer als Motor nimmt ;-) Das Gasventil kann sowohl von der Steuerelektronik mit Kleinspannung oder über das Hauptschütz angeschlossen sein. Ersteres bietet die Möglichkeit so Kleinigkeiten wie Gasnachströmzeit besser regulieren zu können. Je nach Geräteausführung gibts dann noch nen Haufen Einstellmöglichkeiten, Vorrichtungen zur Schweißstrommessung, zur Beeinflussung der Drossel, und mehr. Bei den ganz fetten Kloppern z.b. noch eine Wasserkühlung für den Brenner. Dann hat das Schlauchpaket noch Wasserleitungen zusätzlich drin. Die Funktion ist vergleichsweise einfach: Wenn der Benutzer die Taste am Brenner drückt zieht das Hauptschütz an und über Trafo, Gleichrichter und Drossel wird der Schweißstrom zugeschaltet. Der Vorschubmotor für den Schweißdraht wird eingeschaltet und der Draht durch das Schlauchpaket geschoben, möglichst vorher oder zumindest gleichzeitig wird das Gasventil geöffnet und Schutzgas durch das Schlauchpaket geleitet. Ohne Schutzgas verbrennt die Schweißstelle einfach im Luftsauerstoff. Die ist dann tierisch porös, schwarz und hält nicht. Das kann auch bei Wind passieren wenn der einem das Schutzgas weg bläst. Der Schweißstrom wird nicht im Gerät auf den Draht aufgebracht sondern im Schlauchpaket sitzt eine Leitung mit ernsthaftem Querschnitt neben Steuer- und Gasleitung sowie der Seele mit dem Draht. Im Brennerhals wird dann eine Gasdüse eingeschraubt, das ist eine Kupferdüse mit Öffnungen durch die das Schutzgas ausströmen kann. Dort hinein wird wiederum die Stromdüse geschraubt (ebenfalls Kupfer) und erst diese bringt den Schweißstrom auf den Schweißdraht (normalerweise Stahldraht, verkupfert). Sobald der Draht Kontakt mit dem Werkstück bekommt entsteht an der Stelle durch die Leerlaufspannung und den hohen Strom ein Lichtbogen der Draht und Werkstück (hoffentlich) aufschmilzt. Daß die Spannung danach einbricht ist nicht so wichtig da mit Zündung des Lichtbogens der Spalt zwischen Schweißdraht und Werkstück ja ionisiert wird. Wird der Draht nun zu langsam nachgeführt gibt es Aussetzer weil der Lichtbogen immer neu gezündet wird. Wird zu viel Draht nachgeführt wird er nicht richtig aufgeschmolzen - logisch, oder? ;-) Übrigens ist der Lichtbogen nicht konstant sondern von der Stromstärke abhängig - vom unterbrogenen Lichtbogen geht das bin hin zum sogenannten Sprühlichtbogen. In der Praxis braucht es allerdings bei 0,8mm Draht schon gute 200A Schweißstrom um zum Sprühlichtbogen zu kommen. Bei dickerem Draht entsprechend mehr. Die kleinen 1-phasigen Geräte kommen da also gar nicht erst hin. Industriegeräte gibt es aber durchaus für 500-600A und mehr. So bis 250A kommt man mit einer 16A-CEE Steckdose hin. Grundsätzlich benutzen die verschiedenen Schweißverfahren auch variierende Gleich- oder Wechselspannungen: - MMA, auch Elektrohandschweißen oder kurz "Elektrode" genannt arbeitet bei einfachen Trafos mit AC, bei besseren Trafos, den steinalten Umformern oder modernen Invertern mit DC. Man braucht dazu jeweils die passende Elektrode, nicht alles lässt sich mit jeder Spannungsform verschweißen. - MIG/MAG oder auch "Schutzgasschweißen" - eigentlich identische Verfahren, der Unterschied liegt im genutzten Schutzgas. Üblich für normalen Stahl ist MAG - Metall Aktiv Gas mit einem Schutzgasgemisch aus Argon und CO2 (Z.b. Corgon - 82% Argon, 18% CO2). Für Edelstähle und Aluminium wird Argon 4.6 (99,999% Argon) verwendet und das Verfahren dann MIG (Metall-Inert-Gas) genannt. Andere Gemische gibt es für Spezialanwendungen. Üblicherweise wird Gleichstrom genutzt mit Elektrode (also dem Schweißdraht) am Plus-Pol. Für Manche Anwendungen kann das aber auch vertauscht werden. - WIG - Wolfram-Inert-Gas, (Wolfram = engl. Tungsten -> TIG) nutzt eine nicht abschmelzende Wolfram-Elektrode um einen Lichtbogen zu erzeugen. Der Zusatzwerkstoff wird aber von Hand zugeführt. Auch hier wird Schutzgas verwendet um die Schweißstelle vor dem Verbrennen zu schützen. Je nach Anwendung wird AC oder DC verwendet. Je nach Gerät kann der Schweißstom und der Spannungsverlauf mehr oder weniger frei eingestellt werden (Puls, Frequenz, High- und Low-Zeiten). Das sind dann die Geräte mit den subjetiv geschätzten 5000 Knöpfen vorne dran ;-) Die Schweißverfahren haben alle Vor- und Nachteile für verschiedene Anwendungen, und bislang ist noch keines davon überflüssig geworden. Stromlaufpläne für sowas findet man übrigens in der Anleitung ;-)
@Deneriel: Danke für die Ausführliche Erklärung! So hat man einen kleinen Einblick in die Technik, ohne gleich 50 Seiten Wikipedia lesen zu müssen. Gefällt mir gut.
Alu mit MIG geht übrigens auch mit DC. Bessere Geräte pulsen aber den DC. Das AC für Alu (bei WIG) braucht man nur, um die Oxydhaut aufzubrechen. Da das MIG/MAG aber ein sehr unruhiges Schweißbad hat und der Draht tw. direkten Werkstückkontakt hat, gehts bei Alu-MIG ohne AC. Gruß, Nick
Deneriel schrieb: > Bei höherweritgen Geräten > werden normalerweise auch Kupferwicklungen auf dem Trafo und der Drossel > verwendet Wie ist denn das zu verstehen? Sind die Wicklungen nicht üblicherweise aus Kupfer? > Man braucht dazu jeweils die passende Elektrode, nicht alles lässt sich > mit jeder Spannungsform verschweißen. Ich habe vor Urzeiten mal einen Schweißkurs in der Schule gemacht. Der Lehrer hatte noch alte, unummantelte Schweißelektroden der Bundesbahn. Ich hab eine ausprobiert: mit dem Lumpenzeug bekam ich nichtmal einen ordentlich stehenden Lichtbogen hin - der rotierte schnell um die Schweißstelle und verteilte die Metalltropfen rundherum.
> Wie ist denn das zu verstehen? Sind die Wicklungen nicht üblicherweise > aus Kupfer? Findet man auch aus Alu. Kupfer ist teuer, da sind schon einige kg in einem klassischen Trafo. Gruß, Nick
Hallo Forumgemeinde, vielen Dank für die ausführlichen Erklärungen zur Funktionsweiße eines MIG/MAG Schweißgerätes. Grüße, Fred
>Ich habe vor Urzeiten mal einen Schweißkurs in der Schule gemacht. Der >Lehrer hatte noch alte, unummantelte Schweißelektroden der Bundesbahn. >Ich hab eine ausprobiert: mit dem Lumpenzeug bekam ich nichtmal einen >ordentlich stehenden Lichtbogen hin - der rotierte schnell um die >Schweißstelle und verteilte die Metalltropfen rundherum. Könnte das WIG gewesen sein?
WIG? Nein. Die Elektroden stammten aus den 1960ern oder gar noch früher und waren trotz fehlenden Mantels relativ dick. Die wurden ohne Schutzgas verbrutzelt und der Strom wurde von dicken, mechanischen Umformern geliefert.
Nochmal zu den Trafos: Werden überhaupt noch nennenswert Trafos mit Aluwicklungen gebaut?
bezgl. Trafos: Ja klar werden heute auch noch Trafos mit Aluwicklungen gebaut. Insbesondere bei den Low-Budget-Geräten sind die sehr verbreitet. Für den 60€ Elektroden-Bräter aus dem Baumarkt wird ja keine Kupferwicklung eingesetzt. Wie schon geschrieben: Das sind dicke Trafos, da gehen einige kg Kupfer rein und Kupfer ist teuer. Da kann man am einfachsten ein bisschen mehr Alu nehmen oder was beliebt ist: Einfach die Spezifikationen etwas runtersetzen. Der Trafo wirkt sich unmittelbar auf die mögliche Einschaltdauer (ED) aus. Diese wird üblicherweise in % bezogen auf 5 (oder waren es 10?) Minuten angegeben. Hier im Baumarkt bieten die tatsächlich ernsthaft ein Gerät an das bei 160/170A Maximalstrom eine ED < 10% hat. Und das kostet immer noch 600-700 Tacken. 100%ED gibts dann irgendwo weit unter 100A. Vergleichbare Geräte von Markenherstellern kosten mal eben das Doppelte, schaffen aber eben auch etwas mehr. Also ED30% bei Maximalstrom und um die 100A als Dauerstrom. Überhaupt betreiben praktisch alle Hersteller ihre Anlagen bei Maximalstrom im Überlastbereich. Irgendwann wird die Temperaturüberwachung dann schon sagen "Bis hierhin und nicht weiter!". Nicht nur bei der Stromversorgung sondern auch beim Brenner ist gespect welche Einschaltdauer bei wieviel Strom zulässig ist. Es gibt auch keine Unterscheidung in den Brenneranschlüssen. Konkret kann man einen MB15 (der kleine Standardbrenner schlechthin) laut Spezifikation bei 60%ED und Mischgas bis 150A belasten. Praktisch kann ich den an der 300A-Kiste genauso anschließen. Nur wären 300A auf Dauer nicht besonders Gesund für das Dingen. Da muß der Benutzer tatsächlich den Ballförmigen Halsverschluss bemühen. @Max M.: Nein, WIG nutzt eine Wolfram-Elektrode unter Schutzgas. Das ist hochmoderne Technik. Es war ja explizit von Elektroden die Rede. Nur normalerweise werden ummantelte Elektroden verwendet die eine Schlacke bilden die ihrerseits das Schweißbad vor dem Luftsauerstoff abschirmt. Das gehtvon kleinen 1,6mm-Stäbchen bis hin zu 3/4" Stangen. Nicht ummantelte Elektroden kenne ich eigentlich nur vom Autogenschweißen (Acetylen + Sauerstoff) oder eben als Zusatzwerkstoff für WIG. (Praktisch das Gleiche nur mit Schutzgas und Lichtbogen), aber keine Ahnung wie man das in der Frühzeit des letzten Jahrhunderts gemacht hat. Elektroden verbraten ist insofern komplizierter als MIG/MAG weil da die Elektrode nicht ständig nachgeführt wird. Muß man also von Hand machen oder der Lichtbogen reißt ab. Außerdem haben Elektroden einen tieferen Einbrand - dünnes Material lässt sich damit nur sehr schlecht verarbeiten. @Nick Müller: Alu mit MIG möchte ich beizeiten nochmal versuchen - bislang hat sich allerdings weder die Notwendigkeit noch die Möglichkeit ergeben zumal ich nur Mischgas hier habe. Zum "nur mal probieren" sind mir 150€ Erstkaufpreis für ne 2. Flasche Gas zu teuer.
Deneriel schrieb: > Nicht ummantelte Elektroden kenne ich eigentlich nur vom > Autogenschweißen (Acetylen + Sauerstoff) Dann redet man aber nicht von Elektrode, sondern von Schweißdraht. Die Jungs von der alten DB, die diese Drahtstäbe elektrisch verschweißt haben, müssen jedenfalls echte Könner gewesen sein.
> Alu mit MIG möchte ich beizeiten nochmal versuchen
Das geht mit einem normalen MIG und ...
* Anderem Schlauchpaket (Teflon-Seele)
* Al-Draht >= 1mm (0,8er treibt dich in den Wahn!)
* bei mir mit geänderter Drahtzuführung ins Schlauchpaket
(freie Länge des Drahtes muss minimal sein)
* 4-Rollenantrieb (mit vorzugsweise speziellen Rollen)
* Vorwärmen (100 .. 150°C) des Werkstücks machts leichter
* Ab etwa 3mm Blech
* Mehr Drahtvorschub (bei mir ca. 40% mehr als bei Stahl)
Mit der Option: gleich einem Push-Pull-Brenner (teuer, hab ich nicht)
Die Nähte sehen eher Kagge aus, halten aber.
Gruß,
Nick
Die Voraussetzungen sind mir bekannt. Man sagt auch etwas mehr Strom (Empfehlung war so 40A pro mm Material statt 30A bei Stahl). 4-Rollen-Antrieb ist vorhanden - ob ich die Rollen tauschen muß müsste ich mal nachschauen. Nen Push-Pull-Brenner leg ich mir zu wenn ich irgendwann mal Aluminiumaufbauten für LKWs in Heimarbeit schweiße - also nie ;-)
> ob ich die Rollen tauschen muß müsste ich mal nachschauen.
Die Rollen für Stahl haben eine V-förmige Nut, die für Alu eine
U-förmige mit dem Drahtdrm. Der Draht staht natürlich etwas über.
Kann man sich auch selber machen.
Gruß,
Nick
Ich repariere meine Schweißgeräte selbst. ( Metallbau ) Bei konventioneller Bauweise gilt. Der Trafo ( Bei Drehstrom 3 Stück ) ist äußerst robust. Dann kommt ein Gleichrichter ( Aluplatten mit eingepreßten Leistungsdioden ) da gibt es schon mal Aussetzer. Um die defekten Dioden zu finden, muss man dieses Teil zerlegen ( Plan machen ! ) und jede Diode einzeln messen. Die Ersatzteile sind preiswert. ( Die Erfahrung sagt, daß es Sinn macht Alle zu wechseln !) Die nachfolgende Drossel ist auch robust. Anders sieht es bei modernen Invertern aus, da braucht's schon einen Schaltplan, sonst kannst du da einiges an Zeit investieren, um einen Defekt zu finden. Und wenn das Gerät funktioniert, liegt der Rest am Schweißer. ( Üben, Üben, Üben..... )
Und verteufelt nicht die älteren Schweißverfahren. Gerade beim Elektrodenschweißen muß man die Sache können. ( Da kann man nicht pfuschen, das sieht man ). Und wer Autogen-Schweißen kann, für den ist auch WIG- Schweißen ein Kinderspiel. Gerade beim Mig- Mag- Schweißen lassen sich auch Schweißnähte produzieren, die zwar gut aussehen aber nichts aushalten. ( Das geht mit der Elektrode nicht )
Ich glaube, hier hat niemand die älteren Verfahren verteufelt. Nicht umsonst hat nach wie vor jedes Verfahren seine Existenzberechtigung in spezifischen Einsatzgebieten.
Noch eine Anmerkung: Der Drahtvorschubmotor braucht keinen Konstantstrom, der wird sogar sehr oft direkt von der Schweißspannung gespeist. Das hat den Vorteil, das der Drahtvorschub umgekehrt proportional zur Lichtbogenlänge geregelt wird. Steigt die Schweißspannung läuft der Vorschub schneller und der Lichtbogen wird kleiner gemacht, fällt die Spannung wird der Lichtbogen größer. Das gibt einen relativ konstanten Lichtbogen auch bei zittrigen Händen :-) Gruß, Holm
> der wird sogar sehr oft direkt von der Schweißspannung gespeist.
Das möcht ich stark bezweifeln!
Üblich sind sogenannte "Synergic"-Geräte, bei denen die
Vorschubgeschwindigkeit im Zusammenhang mit dem eingestellten Strom
steht. Also mehr Strom -> mehr Draht. Und zwar so, dass man am
Vorschubpoti nichts verstellen muss, wenn man den Strom verändert.
Wäre der Vorschub von der Brennspannung abhängig, hätte man Probleme die
freie Drahtlänge zu verändern ohne andere Parameter (eben den Vorschub)
unpassend mit zu verändern.
Es gibt aber gepulste MIG/MAG, bei denen auch der Vorschub gepulst wird.
Das wird aber vom Gerät gesteuert und in irgendwelchen (schwer
erarbeiteten) Tabellen hinterlegt.
Baumarktgeräte mögen das anders machen. ;-)
Gruß,
Nick
Den Informationen die im Netz verfügbar sind zur Folge ist das durchaus eine Möglichkeit den Vorschubmotor über die Schweißspannung oder eine Hilfswicklung auf dem Schweißtrafo zu steuern. Bremsen kann man dann immer noch mit einer stinknormalen PWM. "Synergic"-Steuerung ist ja nichts anderes als ein Prozessor mit hinterlegten Tabellen (die vermutlich gehütet werden wie Augäpfel) aber früher wurden die Dinger nahezu komplett diskret und ohne Prozessorschnickschnack gebaut.
> "Synergic"-Steuerung ist ja nichts anderes als ein Prozessor mit > hinterlegten Tabellen (die vermutlich gehütet werden wie Augäpfel) So unglaublich wertvoll sind die Tabellen nicht. Wird halt ausprobiert für St, Al und VA, verschiedene DrahtDrm und Spannungen und einer sagt, "jetzt ist es ungefähr gleich". Dazu brauchts nicht mal einen Prozessor, das geht per Spannungsteiler sicherlich gut genug. > ist das durchaus eine Möglichkeit den Vorschubmotor über die > Schweißspannung oder eine Hilfswicklung auf dem Schweißtrafo zu steuern Hilfswicklung ist aber wieder was anderes ... Und trotz Drosselspule wirds direkt hinter dem Trafo beim Kurzschluß-Lichtbogen lustig zugehen. Damit wird man eher keinen Vorschubmotor laufen lassen wollen. Dass das manche machen. Ja bitte, wenn er meint. Und dann noch PMW. Was ist dann damit gespart? 24V oder 12V fürs Gasventil braucht man ja auch noch. Gruß, Nick
Uhu Uhuhu schrieb: > Autor: Uhu Uhuhu (uhu) > > Datum: 16.01.2010 13:22 > WIG? Nein. Die Elektroden stammten aus den 1960ern oder gar noch früher > > und waren trotz fehlenden Mantels relativ dick. Die wurden ohne > > Schutzgas verbrutzelt und der Strom wurde von dicken, mechanischen > > Umformern geliefert. Hallo. Mein Name ist Luka. Ich komme aus Kroatien, wo ich im Februar 1968 in der Fa; "Janko Gredelj" mit solchen "Nackten" Elektroden geschweißt habe. Die dinger wahren ca; 1.M lang und es wahr schon Kunst damit zu schweißen. Sie Klebten nähmlich sehr gern...Ich habe damit seitlichebn Zilynder (ca; 800mml lang) von der Kolbenwelle vom Damflok nachgeschweißt...(Das ist der teil wo die lange Kolbenwelle "Hängt" und sich vor und zurück bewegt...) Den Forum finde ich supper...Mann kann imer noch dazu Lernen... Grus Luka.
Ein geübter Schweißer stellt alle Parameter nach. Stromstärke, Drahtvorschub und Gasmenge sind auch von persönlichen Vorgaben, wie Schweißgeschwindigkeit, Pendel- bewegungwen und natürlich auch von den Materialeigenschaften abhängig. Allein das Einstellen der optimalen Gasmenge ist schon schwierig genug. Da gibt es spezielle Messgeräte, die den ausströmenden Gasdruck am Schweißbrenner messen. Alles Andere ist schon sehr ungenau, besonders die Druckminderer. ( Gas ist teuer ! ) Ein geübter Schweißer kann einige Fehler des Schweißgerätes kompensieren, aber gerade das sollte ja nicht sein, das was rauskommt, sollte das Optimum sein. Das Schweißgerät kann also nicht gut genug sein.
2 fundamentale Regeln beim Schweißen: -Jeder Punkt hält eine Tonne -Gott gebe, daß es klebe ;-) MfG Paul
Paul Baumann schrieb: > 2 fundamentale Regeln beim Schweißen: > -Jeder Punkt hält eine Tonne > -Gott gebe, daß es klebe > > ;-) > MfG Paul Genau! Aber was macht man, wenn trotz Allem die Schweißnähte nicht so sind, wie sie sein könnten? Suchen. Die möglichen Fehlerquellen sind enorm. Stromzuführung, Gas, Drahtvorschub sind die Hauptverdächtigen. Irgendwann zerlegt man den Gleichrichter ( 3 Phasen ) und stellt fest, das sich die Leistungsdioden eine Phase verabschiedet haben. ( Warum auch immer ) Neue Dioden reinpressen und die Sache läuft wieder. ( Eine Woche später verdampft allerdings die nächste Phase. ) Als geübter Schweißer merkt man einen Gerätedefekt durchaus. Der Hobbybastler wird aber eher an seinen Fähigkeiten zweifeln.
Moin , Ich benötige fachliche Hilfe , bei der Reperatur eines Schweißgerätes. Beim einschalten , des Schweißgerätes , fangen Lüfter und Drahtvorschubmotor sofort an zu drehen ohne zu stoppen. Am Pluspol und Minuspol , kann kein Strommasse gemessen werden, da am Ventilmagnet , kein Strom durchläuft, obwohl der Ventilmagnet funktionsfähig ist. Woran könnte es liegen ? und wo sollte man ab besten anfangen zu messen?. Vielen Dank,
> wo sollte man ab besten anfangen zu messen?
Wer misst misst Mist. Und wer alte Freds kapert wird zum
Leichenfledderer. Bitte einen eigenen Faden aufmachen.
Wenn man bedenkt, dass die Reaktorkessel vom KKW Gundremmingen mit jeweils 80.000 Elektroden verschweisst wurden... Die eine Elektrode ging zu Ende, und ein zweiter Schweisser setzte dann gleich ununterbrochen die zweite an, da bin ich immer noch fasziniert, habe einen popeligen AC-Trafo mit bis zu 140 A, was mir so reicht. Meine Kenntnisse beschränken sich eher auf das Kleben. Schöne raupige Nähte habe ich nur bei meiner Berufsausbildung hinbekommen, das war 1991 in den sechs Wochen Metallausbildung, welche im Rahmen der selben zum Energieelektroniker üblich war. Habe darauf bestanden, auch mal nen Crashkurs im Schweissen zu bekommen, so im Namen aller Elektriker-AZUBIS Hängt aber auch von der Elektrodenumhüllung ab, so von wegen rutilsauer oder -basisch Etwas OT aber eine Motivation an E-AZUBIs, deren Grundausbildung erstmal Metallbearbeitung ist, bei mir waren es sechs Wochen, neben dem U-Stahlfeilen auch mal auf einen Schweisskurs zu bestehen. Klar feilt man nicht nur einen U-Stahl, man bekommt auch Bohrerschleifen, Gewindebohrerschleifen und andere Metallbearbeitungen gelehrt, da sich beim Schaltschrankbau die Löcher und Ausstanzungen nicht selber bohren. Aber auf nen Schweisscrashkurs habe ich bestanden, und da wurde ein Tag bewilligt.
:
Bearbeitet durch User
Wenn der Drahtvorschubmotor sofort anläuft ist meist etwas auf der Steuerplatine faul! Es kann aber auch ein Schluß am Brennertaster vorliegen. Da Du dich über Gerät und Marke ausschweigst schau mal da nach: http://www.werkzeug-news.de/forum/viewforum.php?f=19 Vielleicht haben die Dein Gerät schon einmal repariert.
Noch was zu den Bahnelektroden: Das werden wohl Basische Elektroden
gewesen sein. Die verschweißt man mit DC und + an der Elektrode. Ganz
wichtig ist aber, dass die vor dem Verschweißen mehrere Stunden bei
>200° rückgetrocknet sein sollten. Auch dann ist das Zünden noch sehr
problematisch und mit einem billigen Wechselspannungsgerät kaum sinnvoll
zu schaffen. Für eine hochqualitative Schweißnaht an Bahnschienen MÜSSEN
sie rückgetrocknet sein!
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.