Hallo, ich suche die Funktion in Mach3 um eine Refernzfahrt zu machen. Könnte mir jemand sagen wo ich diese Funktion finde und welche Einstellungen ich zuvor machen muss ?
Angehängte Dateien:
-

Unbenannt.jpg
370 KB
:
Verschoben durch User
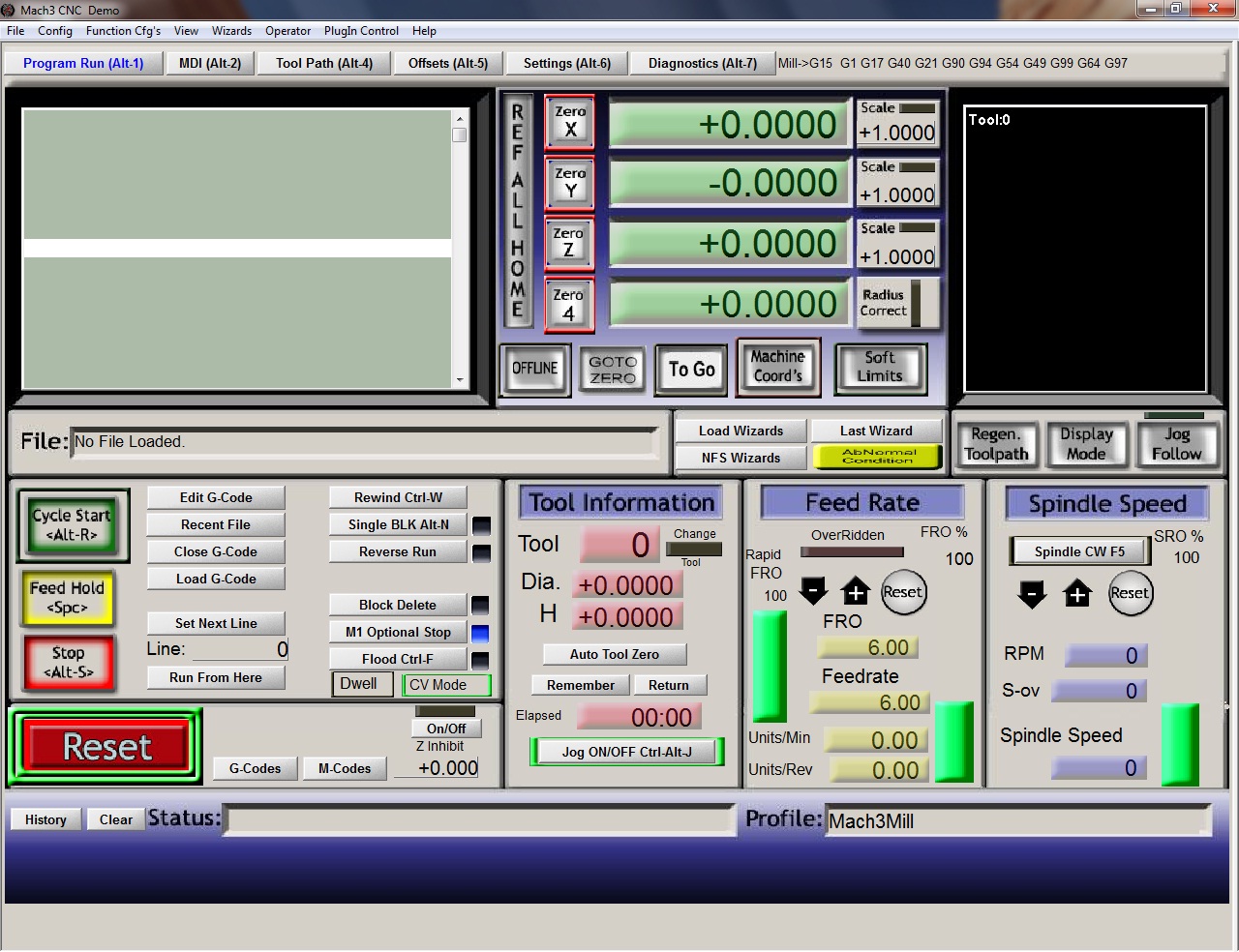
Hi, schau mal ober das seltsame vertikale Ding mit der Aufschrift 'REF ALL HOME' ein Button ist. Da könnte die gesuchte Funktion sein. Grüße Flo
Marcel schrieb: > Könnte mir jemand sagen wo ich diese Funktion finde Ohne Referenz kann eine CNC-Steuerung keine sinnvollen Koordinaten anzeigen, die, die ich kenne, starten daher von selbst mit der Funktion "Referenz fahren", wenn man sie einschaltet. Georg
Ergänzung: bei meinen eigenen Steuerungen (Messmaschinen) erscheint nach dem Einschalten anstatt der Koordinatenanzeige der Text -Ref?- an allen Achsen, bis man mit dem Steuerknüppel den Referenzpunkt der Achse überfahren hat. Georg
Ich kann mich täuschen, aber sind da nicht mehrere Referenzfahrten möglich? "Goto Zero", "Go to" (zu Koordinaten die man halt angeben muss) und vor allem "Ref all Home"(über "offline").
In "Diagnostics" kannst Du die Referenzfahrten für alle Achseln einzeln durchführen - was ich für die ersten Tests auch machen würde. Die Einstellungen zur Referenzfahrt finden sich in "Homing/Limits". Und, wie schon meine Vorschreiber vorschrieben: Der große Knopf "Ref all home" macht automatische eine Referenzfahrt für alle drei Achsen in der Reihenfolge Z-Y-X. Georg schrieb: > Ohne Referenz kann eine CNC-Steuerung keine sinnvollen Koordinaten > anzeigen, die, die ich kenne, starten daher von selbst mit der Funktion > "Referenz fahren", wenn man sie einschaltet. Macht Mach3 alles nicht. Das hat den Vorteil, daß man beim Start selbst im Notfall einen sicheren Zustand herstellen kann, falls aus dem gegenwärtigen Zustand keine automatische Referenzfahrt sicher ist (z.B. wenn ein Sägeblatt noch seitlich im Werkstück steckt, wenn der Strom ausfällt). Natürlich kann man die automatische Referenzfahrt am Anfang als Startup-Script hinterlegen, wenn man das wirklich möchte. Georg schrieb: > Ergänzung: > > bei meinen eigenen Steuerungen (Messmaschinen) erscheint nach dem > Einschalten anstatt der Koordinatenanzeige der Text -Ref?- an allen > Achsen, bis man mit dem Steuerknüppel den Referenzpunkt der Achse > überfahren hat. > Naja, es gibt ja durchaus die Möglichkeit, den PC neuzustarten, während die Steuerung noch ihre Position hält. Dann stimmt die Anzeige ja durchgehend. Und es gibt Geräte, die mit Mach3 betrieben werden, die gar keine Referenzschalter besitzen. Deswegen finde ich den Standard-Kompromiß (Ref-Fahrt von Hand starten und Anzeige ohne Ref-Fahrt) eigentlich ganz gut gewählt. Viele Grüße W.T.
Ich habe auch noch eine Frage dazu. Ich habe bei einen runden Bauteil den Nullpunkt in die Mitte gelegt. Es soll der Außendurchmesser gefräst werden. Das Programm taucht senkrecht ein und fährt dann einmal im Kreis. Leider ist es mir mehrfach passiert das beim Start die Fräse quer durch mein Werkstück gefahren ist. Wie kann ich das verhindern? Die Maschine fährt beim Start auf irgendeinen Nullpunkt außerhalb den ich nicht weiß wie ich ihn bestimmen kann
Tonio schrieb: > Wie > kann ich das verhindern? An den Start des Maschinenprogramms eine Fahrt an einen Punkt machen, der keinen Ärger macht. Wenn der G-Code nicht von Hand geschrieben wird, ist das eine Einstellungssache im CAM. Tonio schrieb: > den ich nicht weiß wie ich ihn bestimmen kann Schau in den G-Code.
:
Bearbeitet durch User
Ich erstelle das Fräsprogramm mit HSM von Autodesk das ist der große Bruder von Fusion Würde das mit dem Punt definieren wirklich funktionieren. Es könnte ja sein das zwischen dem neuen Punkt und da wo die Maschine erstmal hinfährt auch mein Werkstück steht anbei das Programm (1001) (T13 D=8. CR=0. - ZMIN=0. - SCHAFTFRSER) N10 G90 G94 G91.1 G40 G49 G17 N15 G21 (2D-KONTUR1) N20 M5 N25 M0 (CHANGE TOOL) N30 T13 N35 S7958 M3 N40 G54 N45 M8 N50 G0 X-34.9 Y-0.8 N55 G43 Z4.821 H13 N60 Z2.821 N65 G1 Z0.8 F200. N70 G18 G2 X-34.1 Z0. I0.8 K0. N75 G1 X-33.3 N80 G17 G3 X-32.5 Y0. I0. J0.8 N85 G2 X32.5 I32.5 J0. N90 X-32.5 I-32.5 J0. N95 G3 X-33.3 Y0.8 I-0.8 J0. N100 G1 X-34.1 N105 G18 G3 X-34.9 Z0.8 I0. K0.8 N110 G0 Z4.821 N115 G17 N120 M9 N125 M30
Tonio schrieb: > Es könnte ja > sein das zwischen dem neuen Punkt und da wo die Maschine erstmal > hinfährt auch mein Werkstück steht Dann startest Du von der falschen Position. Das Einrichten endet erst, wenn das Werkzeug nach dem Antasten wieder den Sicherheitsabstand vom Werkstück hat. Beim Fräsen bedeutet das, in Z-Richtung aus dem Werkstück herausgefahren ist, beim Drehen entsprechend in X-Richtung.
:
Bearbeitet durch User
Das ist Richtig aber meine Maschine hat nicht so viel weg im Z und der Fräser ist so lang das ich schon unter der Werkstückoberkante bin.
Dann wird es wohl darauf hinauslaufen, die Feedrate (FRO) auf wenige Prozent zu begrenzen und/oder das Werkstück auszuspannen, bis Du den Bogen heraushast. Ansonsten wird es teuer. Alternativ anstelle des teuren Werkzeugs irgendetwas billiges Einspannen. Schaschlikspießchen gehen gut. Ansonsten beherrscht Mach 3 auch einen "Z-inhibit"-Modus zum herumtesten.
:
Bearbeitet durch User
Tonio schrieb: > Das ist Richtig aber meine Maschine hat nicht so viel weg im Z und der > Fräser ist so lang das ich schon unter der Werkstückoberkante bin. Und du wunderst dich jetzt ernsthaft das es knallt?
so habe ich es auch gemacht aber die Maschine startet manchmal an unterschiedlichen Stellen und ruck zuck habe ich nicht aufgepasst und schon steht sie wieder im Werkstück
Tonio schrieb: > so habe ich es auch gemacht aber die Maschine startet manchmal an > unterschiedlichen Stellen und ruck zuck habe ich nicht aufgepasst und > schon steht sie wieder im Werkstück Eine Computergesteuerte Maschine entbindet nicht vom eigenen Denken. Musste auch schon etliche Male teures Lehrgeld bezahlen weil ich Brain 1.0 deaktiviert hatte.
Marcel schrieb: > Hallo, ich suche die Funktion in Mach3 um eine Refernzfahrt zu machen. Mach 3 ? Das ist ja ganz schön flink. Ungefähr 3670 km/h. Da liegen aber die Haare...
Tonio schrieb: > aber die Maschine startet manchmal an unterschiedlichen Stellen Die Maschine startet dort, wo Du sie vor dem Start hingekurbelt hast. Wie tastest Du überhaupt den Werkstücknullpunkt an?
ich lasse den Fräser laufen und fahre mit dem Handrad langsam an das Werkstück bis der Fräser ganz leicht abnimmt. Dann wird genullt und ich fahre auf die Gegenüberliegende Seite. Das Maß Teile ich durch 2 dann habe ich die Mitte.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.