Hallöchen! Wir haben mangels vernünftiger Angebote für großformatige Filamentdrucker beschlossen, einen eigenen 3D-Drucker zu bauen. Die Rahmenkonstruktion wird ähnlich wie der BigRap werden, allerdings nur für 500x500x500mm Baugröße und mit der Änderung, dass die Z-Achse den Tisch bewegt. Geführt wird dieser mit vier Rundführungen/Bronzebuchsen, angetrieben von vier Trapezgewindespindeln (jeweils in den Ecken der Grundplatte). Da wir für den Antrieb der Z-Achse nur einen Motor verwenden möchten, benötigen wir einen umlaufenden Zahnriemen entsprechender Länge: 4x500mm plus Zugabe, also vermutlich um die 2400mm. Den PU-Riemen (HTD 3M, 9mm) haben wir als 50m-Rolle hier, da wir den eh öfter für nicht umlaufende Riemen benötigen, ebenso sind die Zahnräder schon vorhanden. Dieser müsste also irgendwie verklebt/verschweisst werden. Mädler bietet das Verschweißen leider erst ab 10mm Riemenbreite an (schon angefragt). Kennt jemand eine Firma, die so etwas übernehmen würde oder geschlossene Riemen in größeren Längen anbietet? Ansonsten müssten wir das wohl selbst machen. Mädler hat dafür diese Lösung gefunden: http://www.maedler.de/product/1643/1616/verschweissen-von-zahnriemen Im RepRap-Forum fand ich jemanden, der offenbar mit Erfolg die diagonal abgeschnittenen Riemenenden verklebt: http://forums.reprap.org/read.php?246,295027 Verschweissen erscheint mir allerdings sicherer. Eventuell könnte man auch einfach auf Stoß arbeiten und etwas über den Rücken kleben aber ich wollte den Riemen in der Nähe der Zahnräder gerne über Umlenkrollen führen, um mehr Zähne im Eingriff zu haben (sonst ist es ja nur ein Viertel). Hat das schonmal jemand hier mit PU selbst durchgeführt und kann dazu Tipps geben (geeigneter Kleber)? Oder gibt es jemanden mit einer anderen genialen Idee? :-)
http://www.klappenbach.de/P_Kstoff_schw.pdf Lies das mal, vielleicht hilft es dir weiter. Heißluftlötstation hast du doch sicher. Zugfestigkeit kann man mittels einer entsprechenden Federwage und Schraubstock prüfen. Oder einfach nach Gefühl. Da du keine Kilometer schweißen willst, wird das sicher von Hand gehen. Noch ein Tipp. Du brauchst nicht extra Schweißmaterial kaufen, ein Stück von dem Riemen tut es auch.
:
Bearbeitet durch User
Danke für den Link. Ja, wir haben sogar eine entsprechende Heissluftpistole mit Aufsätzen für 4mm-Kunststoffschweißdraht. Meine Befürchtung wäre dabei nur, dass die Zähne mit aufschmelzen und die Zahngeometrie dann beim "Deuwel" ist. Ob man vielleicht in einen kleinen Alublock eine flache 9mm-Nut fräst und als Gegenstück eine HTD-3M-Platte so wie diese hier http://www.maedler.de/product/1643/1616/950/klemmplatten-profil-htd nimmt? Wenn man das dann verschraubt und den ganzen Block erhitzt, würde die Geometrie erhalten bleiben. Aber gemacht haben wir das noch nie, daher meine Frage hier bzgl. Erfahrungen.
:
Bearbeitet durch Moderator
Ich würde das sogar eher über einem Zahnrad machen. Dann hast du schon ein bisschen Biegung drin. Aber Chris, was hast du zu verlieren, wenn du das mal probierst? Am besten mit einem alten Stück testen. Auch industriell hergestellte Zahnriemen können reißen. Bei den neueren VW Motoren kann das ganz schnell passieren. Die erreichen manchmal nicht den vorgeschriebenen Wechselintervall. Wie hoch sind die maximalen Kräfte? Ungefähr.
Wichtig ist nicht zu heiß zu schweißen. Zu kalt natürlich auch nicht. Schön fließen soll es, aber nicht verkochen.
F. Fo schrieb: > Ich würde das sogar eher über einem Zahnrad machen. Dann hast du schon > ein bisschen Biegung drin. > > Aber Chris, was hast du zu verlieren, wenn du das mal probierst? Nicht viel :-) Ich möchte nur nicht ein Ergebnis haben, das zwar auf den ersten Blick funktioniert, mir aber nach zwei Monaten bei einem größeren Teil mit vielleicht 60 Stunden Druckzeit reisst ;-) > Wie hoch sind die maximalen Kräfte? Ungefähr. Wenn ich mich nicht verrechnet habe, werden es keine 20N sein. Laut Mädler hat ein HTD-5M mit 10mm Breite eine zulässige Maximalzugkraft von 780N, unser also etwa 700N - wenn das Verschweißen funktioniert und man danach nur noch mit der Hälfte belasten darf, sollte das also locker im grünen Bereich liegen. Es darf halt nur keine Brüche aufgrund der Alterung geben. Testen werden ich den verschweissten Riemen auf jeden Fall durch ein paar Gewichte. Mal sehen, wann die Verbindungsstelle aufgibt. Ja, bei der Erwärmung werde ich die Temperatur am Klotz messen müssen - aber wir haben ja 50m Material zum testen ;-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > Ich möchte nur nicht ein Ergebnis haben, das zwar auf den ersten Blick > funktioniert, mir aber nach zwei Monaten bei einem größeren Teil mit > vielleicht 60 Stunden Druckzeit reisst ;-) Das verstehe ich. Kannst du nicht einen Testaufbau machen? Dabei lässt du das über eine Bremse laufen.
Ich habe sowas nur mal für sehr breite Riemen gemacht, die Ausrüstung hat uns ein Servicetechniker geliehen. Es war ein Stahlklotz mit passender Nut und eingefrästem Zahnmuster. Der Riemen wurde diagonal zugeschnitten, abgeschliffen, so dass an der Stoßstelle die Dicke etwa dem Original entspricht, entfettet und in der Halterung mit Druck auf ein Deckblech kaltverschweißt. Mit deinen Mitteln (Neid!) sollte das machbar sein, nur das Lösungsmittel müsste man noch ergurgeln.
Das mag ja sein, dass das Schweissen hält, aber eigentlich überträgt die Stahleinlage die Kraft. Es gibt Zahnriemenschlösser http://www.whm.net/content/de/news/news-16 So was ähnliches wie im Link von Mädler hab ich schon selbst gebaut, das läuft seit Jahren. Du könntest vielleicht die Konstruktion ändern Beide Seiten des Zahmriemens werden eingespannt, das bewegte/angetriebene Riemenrad wird etwa 180 Grad umschlungen. Ich such mal ein Bild
Chris D. schrieb: > Dieser müsste also irgendwie verklebt/verschweisst werden. Mädler bietet > das Verschweißen leider erst ab 10mm Riemenbreite an (schon angefragt). heinz schrieb: > Es gibt Zahnriemenschlösser > http://www.whm.net/content/de/news/news-16 Geht nicht.
Guido B. schrieb: > Mit deinen Mitteln (Neid!) (Ich bin aber noch nicht am Ende ;-) Dazu kam jetzt vor Weihnachten noch eine gebrauchte Tafelschere für bis zu 2,5mm Blech und 1000m Breite. Deren Guss (750kg) sollte auch gut abgelagert sein - Baujahr 1958 ;-) Sah aus wie Sau (deswegen wollte sie wohl auch keiner) - aber die Probeschnitte waren einwandfrei. Gebaut für die Ewigkeit - und Lappen+Farbe kosten nicht viel. Es gibt von RAS - übrigens sind die da sehr nett und hilfsbereit - sogar noch alle Ersatzteile :-) Der meinte auch: die sind unzerstörbar.) > sollte das machbar sein, nur das > Lösungsmittel müsste man noch ergurgeln. Sehr interessant - stimmt: Kaltverschweißung geht ja auch bei PVC. Der Aufbau wäre also derselbe wie ich ihn angedacht hatte - nur ohne Erhitzen. Meinst Du, Du könntest noch in Erfahrung bringen, welches Lösungsmittel das war? heinz schrieb: > Das mag ja sein, dass das Schweissen hält, aber eigentlich überträgt die > Stahleinlage die Kraft. Ja, das ist mir bewusst - aber die bei uns auftretenden Kräfte sollten auch ohne durchgehende Einlage handhabbar sein. Mädler erwähnt etwa 50% der ursprünglichen maximalen Zugfestigkeit. Das wäre für uns mehr als ausreichend. Die Idee mit dem feststehenden Riemen ist hier leider nicht brauchbar, da der Riemen mehrfach komplett umlaufen muss, um die Trapezgewindespindeln anzutreiben und eine entsprechende Hubhöhe zu erreichen: Die Spindeln sind TR12x3, also 3mm Steigung pro Umdrehung. Bei 20 Zähnen am HTD-Zahnrad und 3M wären das 60mm Riemenweg für 3mm Hub - bei 500mm Verfahrweg also 167*60mm = 10,02 Meter - der Riemen muss also etwa viermal komplett umlaufen, um die Grundplatte den gesamten Hubweg anheben zu können. Für die X- und Y-Achse ist das Verschweißen natürlich kein Thema, da die Schlitten ja keinen Umlauf benötigen, der Riemen also länger als der zurückgelegte Weg ist. Und passende Spannschlösser gibt es für diese kleinen Riemen leider nicht.
:
Bearbeitet durch Moderator
Chris D. schrieb: > Dieser müsste also irgendwie verklebt/verschweisst werden. Mädler bietet > das Verschweißen leider erst ab 10mm Riemenbreite an (schon angefragt). und warum nicht die 10 anstatt der 9mm nehmen? Ist mit Sicherheit billiger ein paar neue Zahnräder kaufen als einen Aufwand zu treiben der dann vielleicht nicht funktioniert
Chris D. schrieb: > Meinst Du, Du könntest noch in Erfahrung bringen, welches Lösungsmittel > das war? Das hatte uns auch der Techniker gegeben. Bei PU wird das sicher schwierig, da ist Hitze sicher einfacher. Die Festigkeit ist dabei jedenfalls kein Thema, durch den Überlapp wird auch die Verseilung sehr stabil verbunden.
Walter schrieb: > Chris D. schrieb: >> Dieser müsste also irgendwie verklebt/verschweisst werden. Mädler bietet >> das Verschweißen leider erst ab 10mm Riemenbreite an (schon angefragt). > > und warum nicht die 10 anstatt der 9mm nehmen? > Ist mit Sicherheit billiger ein paar neue Zahnräder kaufen als einen > Aufwand zu treiben der dann vielleicht nicht funktioniert Das ist ein Argument. Leider (oder glücklicherweise - wie man es nimmt ;-) sind die Zahnräder/Spindeln von einem früheren Projekt schon fertig bearbeitet und müssten nur noch eingebaut werden. Und den 9er-Riemen haben wir hier als Massenware. Wenn das mit dem Verschweißen so funktioniert wie ich mir das gedacht habe, wäre das keine so große Sache - so ein Verpressblock ist schnell gebaut. Was man auch nicht vergessen darf, ist die Zukunft: wenn wir das beherrschen, brauchen wir uns in der Zukunft nur noch die Rolle Riemen hinzulegen und können jede gewünschte Riemenlänge schnell selbst herstellen. Bisher mussten die bestellt werden (sofern verfügbar). Außerdem reizt mich die Herausforderung - einfach mal gucken, ob das nicht auch mit "Hausmitteln" geht - Mädler verdient schon genug an uns ;-) Nenn es einfach Spieltrieb :-)
Guido B. schrieb: > Die Festigkeit ist dabei jedenfalls kein Thema, durch den Überlapp > wird auch die Verseilung sehr stabil verbunden. Ich habe eben wohl nicht ganz genau gelesen. Also nochmal, um Klarheit zu haben: Dein Stahlblock hatte das Zahnmuster eingefräst, darüber eine Nut in genau der Dicke des Riemenrückens. Nun wurden die Enden je diagonal abgeschnitten und auf Passung eingelegt, so dass sich die Schnittkanten jeweils berühren. Aber woher kommt jetzt Deine Überlappung?
@Chris: Kennst du das "Repair Gel" von Pattex? http://www.pattex.de/do-it-yourself-mit-pattex-klebstoffe-produkte-new/pattex-klebstoffe/reparaturkleber/100percent-repair-gel.html Habe damit bisher recht gute Erfahrungen gesammelt (Zahnriemen zu kleben habe ich bisher allerdings noch nicht versucht). Alternative: Fahrradflickzeug...?
:
Bearbeitet durch User
Chris D. schrieb: > Dein Stahlblock hatte das Zahnmuster eingefräst, darüber eine Nut in > genau der Dicke des Riemenrückens. > Die Nut war in Riemenbreite, damit nichts rutscht. Das Zahnmuster in die Nut gefräst, damit nach dem Schweißen der Zahnabstand stimmt. Dann noch die Deckplatte auf Riemenbreite zugefräst, damit alles zusammenpasst. > Nun wurden die Enden je diagonal abgeschnitten und auf Passung > eingelegt, so dass sich die Schnittkanten jeweils berühren. Nicht auf Stoß: Diagonal geschnitten, damit keine senkrechte Kante entsteht. Ein Ende von oben, das andere von unten schräg abgeschliffen, damit beim Überlapp die Dicke halbwegs stimmt. Man kann das in der Form sehr schön kontrollieren. Der Überlapp selbst war sicher mehr als die Riemenbreite (ich meine das waren 60-mm-Riemen). Bei dem professionellen Spannklotz waren für alle Arbeiten Lehren vorgesehen.
Magnus M. schrieb: > @Chris: > > Kennst du das "Repair Gel" von Pattex? > > http://www.pattex.de/do-it-yourself-mit-pattex-klebstoffe-produkte-new/pattex-klebstoffe/reparaturkleber/100percent-repair-gel.html > > Habe damit bisher recht gute Erfahrungen gesammelt (Zahnriemen zu kleben > habe ich bisher allerdings noch nicht versucht). > > Alternative: Fahrradflickzeug...? Ob das auch PU anlöst? Mal schauen. Guido B. schrieb: > Nicht auf Stoß: Diagonal geschnitten, damit keine senkrechte Kante > entsteht. Ein Ende von oben, das andere von unten schräg abgeschliffen, > damit beim Überlapp die Dicke halbwegs stimmt. Man kann das in der > Form sehr schön kontrollieren. Der Überlapp selbst war sicher mehr als > die Riemenbreite (ich meine das waren 60-mm-Riemen). Bei dem > professionellen Spannklotz waren für alle Arbeiten Lehren vorgesehen. Ahhh, danke :-) Jetzt ist mir das klar. Ok, das erzeugt natürlich eine deutlich größere Verbindungsfläche und damit noch mehr Zugfestigkeit. Ich werde das im neuen Jahr mal testen und dann hier unsere Erfahrungen berichten :-) Jetzt muss ich nur noch ein gutes Lösungsmittel finden - oder warm schweißen. Ich bin jetzt mal weg - einen guten Rutsch und so :-)
Chris D. schrieb: > Ob das auch PU anlöst? Frag doch mal den Hersteller. Kommt halt drauf an, ob es vernetztes PU ist oder nicht. Bei vernetzten Materialen werden Kleber nicht halten, schon gar nicht bei der geforderten Elastizität. Bei elastischen Verbindungen wird wohl nur die Heißverschweißung mittels Schweißspiegel klappen. Formsteine mit Nuten helfen bei der exakten Zusammenführung (quer zur Laufrichtung) der auf Gehrung geschnittenen Hälften. Vermutlich müssen die Stoßhälften mit ein Zehntel Zuschlag geschnitten werden, so das bei der Verschweißung das Material eine Wulst auf dem Riemenrücken bildet. Auch muss man darauf achten, dass es keine Lufteinschlüsse gibt. Sicher gibts dafür auch Werkzeuge/Automaten, aber die müssen sich da auch erst mal amortisieren.
Hätte direkt so einen Lötkolben mit Teflon-Schweißspiegel. Beruht auf der Basis Multi-TC (Ersa). Entsprechende Führung müsste auch irgendwo herumliegen, aber glaube die war für Rundriemen. Geht aber easy auch von Hand...
Angehängte Dateien:
-

Riemen.png
14 KB
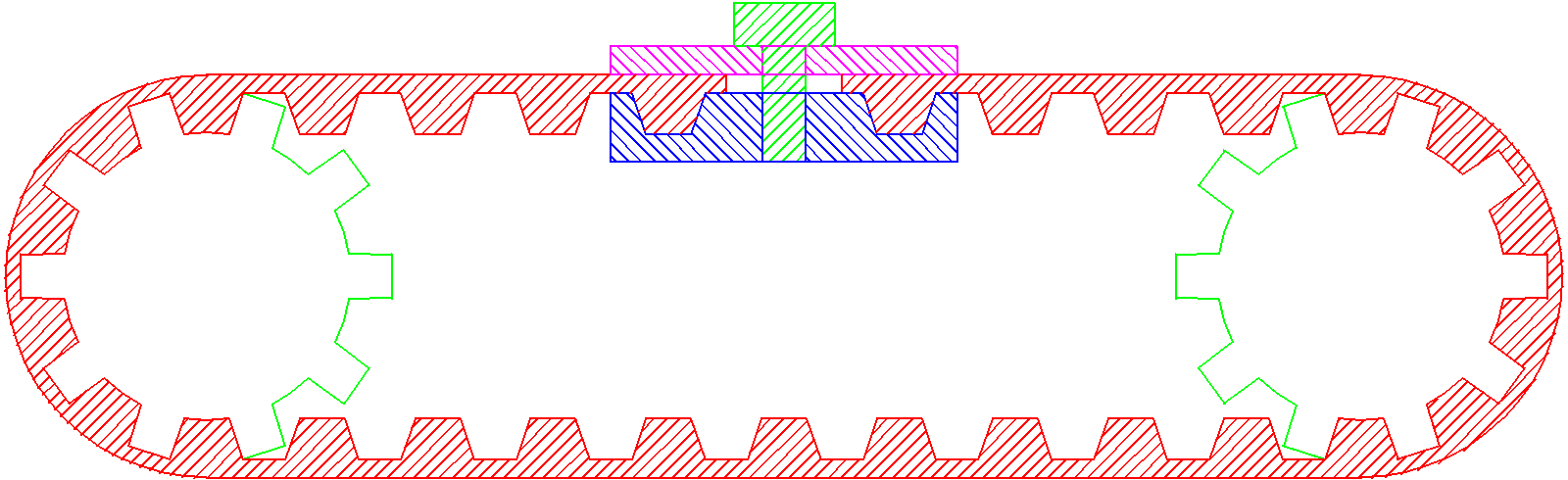
Muss das sein? Siehe Bildchen: a) Der rote Riemen bleibt geschnitten. b) Blau ist die bewegliche Einheit mit einer (zwei) Kante(n) hinter der der Riemen eingehängt wird. c) Von oben drückt eine mittels Schraube angepresste Platte den Riemen in die Vertiefungen. Oben und unten können auch vertauscht werden. Natürlich geht das Ganze nur, wenn die Einheit nur zwischen den zwei Endpunkten hin und her fährt und Du nicht versuchst "um" die Zahnräder zu fahren. Mit ein wenig Geschick und einer zweiteiligen Aufnahme kannst Du die Befestigung auch als Spannvorrichtung für den Riemen ausführen.
Amateur schrieb: > Natürlich geht das Ganze nur, wenn die Einheit nur zwischen den zwei > Endpunkten hin und her fährt und Du nicht versuchst "um" die Zahnräder > zu fahren. Er will die die Z-Achse bewegen. Die Verbindungsstrecke wird hunderte Male über Zahnräder fahren müssen...
Angehängte Dateien:
-

zahnriemen_einspannen01.JPG
100 KB -

zahnriemen_einspannen02.JPG
100 KB


Amateur schrieb: > Muss das sein? bildbeispiel
@klausro Drei Probleme (xyz) minus zwei Probleme (xy) macht nur noch ein Problem (z). Bei der letzten ähnlichen Konstruktion kamen, aus zeitlichen Gründen, nur Spindeln mit starker Steigung zum Einsatz. Die brauchten nur sehr wenige Umdrehungen für die gesamte Hebung. Bei einem Abstand von 500 mm also reichlich Riemenlänge.
Er will ja auch in der z-Achse 500mm fahren. Zeig mit die (vernünftig dicke) Spindel, die z.B. bei einer Umdrehung einen cm Hub macht. Und um bei einem cm Riemenlänge eine Umdrehung zu bekommen, hätte die Spindel noch einen Durchmesser von 3,2 mm. Der ganze Tisch soll dann noch in 1/10 mm Schritten präzise gefahren werden? Vergiss es!
So, ich bin wieder unter den Lebenden <:-) @amateur, c.m.: Diese Lösung habe ich für die X/Y-Achsen vorgesehen. Wie ich oben schon ausgerechnet hatte, muss der Riemen etwa vier Mal komplett um alle vier Zahnräder herumlaufen, damit ich den erforderlichen Hub habe. Jede Stelle des Riemens muss also etwa 16 Mal über die Zahnräder - Spannrollen nicht mitgerechnet. Das soll so ähnlich sein wie hier, mit dem Unterschied, dass in diesem Bild nur drei Zahnräder/Trapezgewindespindel benutzt werden: http://wiki.germanreprap.com/_detail/handbuch/module/x400_zahnriemen_z-achse_abschluss.jpg?id=x400%3Ax400ce_3d-drucker_handbuch @klaro: Ja, das muss schon präzise sein. Ich werde aber mal den Hersteller kontaktieren - der wir ja öfter mit dem Problem konfrontiert werden und hat vielleicht sogar ein genau passendes Lösungsmittel im Angebot.
Wenn die schon eine Firma 10mm Riemen anbietet warunt reilst du den Riemen nicht 4 mm mit Dremmel oder ähnlichem an trennen dürfte doch nicht das Problem sein oder
Angehängte Dateien:
-

IMG_0218.JPG
99 KB
Chris D. schrieb: > Wie ich oben schon ausgerechnet hatte, muss der Riemen etwa vier Mal > komplett um alle vier Zahnräder herumlaufen, halt dir die option offen mehr motoren für die z-achse zu verwenden. ich baue grade an was ähnlichem rum, kleiner und mit kugelumlaufspindeln, weiß also nicht wie der lager/mutterwiederstand von trapezgewinden ist. eventuell ist ein antrieb nicht genug - nicht von der motorleistung her, aber von der kraft die auf den riemen wirkt. ich benutze zwei spindeln und zwei motoren mit der option die unten per zahnriemen zu synchronisieren falls das nötig sein sollte.
Wenige Momente bei Bing ergaben: http://www.automatisierungstreff.de/herstellernews407193.html Natürlich gibt's Präzisionsspindeln nicht für ‘n Appel und ein Ei – und auch nicht für zwei...
Könntest du nicht an jede Spindel 2 Riemenräder montieren und nur jeweils einen kurzen Riemen zwischen 2 Riemenrädern einbauen ? Kürzere Riemen kann man sicher kaufen.
c.m. schrieb: > halt dir die option offen mehr motoren für die z-achse zu verwenden. ich > baue grade an was ähnlichem rum, kleiner und mit kugelumlaufspindeln, > weiß also nicht wie der lager/mutterwiederstand von trapezgewinden ist. > eventuell ist ein antrieb nicht genug - nicht von der motorleistung > her, aber von der kraft die auf den riemen wirkt. Wenn ich mich nicht verrechnet habe, sollten die Riemen das (auch geschweisst) locker aushalten. > ich benutze zwei spindeln und zwei motoren mit der option die unten per > zahnriemen zu synchronisieren falls das nötig sein sollte. Ja, ich spiele auch mit dem Gedanken - kürzere Riemen gibt es eher. Amateur schrieb: > Natürlich gibt's Präzisionsspindeln nicht für ‘n Appel und ein Ei – und > auch nicht für zwei... Allerdings :-) Die wären hier aber vollkommen oversized und deshalb viel zu teuer. Normale Trapezgewindespindeln reichen (einmal vermessen) von der Genauigkeit und Verschleißfestigkeit her vollkommen aus, die Verfahrgeschwindigkeiten sind auch minimal: nur für eine neue Schicht bewegen die sich jeweils kurz. Crazy H. schrieb: > Könntest du nicht an jede Spindel 2 Riemenräder montieren und nur > jeweils einen kurzen Riemen zwischen 2 Riemenrädern einbauen ? Kürzere > Riemen kann man sicher kaufen. Ich spiele mit dem Gedanken :-)
Aber ob das ein Motor packt ? Bei der Bauraumgröße + Tischgewicht .....
Angehängte Dateien:
-

Unbenannt.png
5,9 KB
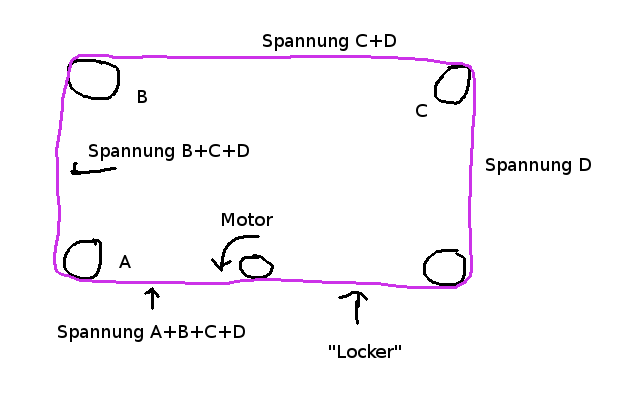
Chris D. schrieb: > Wenn ich mich nicht verrechnet habe, sollten die Riemen das (auch > geschweisst) locker aushalten. das reißen ist eine sache, ich meinte aber eher den gleichlauf. wie gesagt hab ich mit trapezspindeln keine erfahrung, aber ich denke das oben im bild D sich erst dreht wenn der haftwiderstand Von ABC überwunden ist und die riemenspannung zwischen den einzelnen achsen groß genung ist um die jeweils nächste zu bewegen. umkehrung der laufrichtung muss dann erstmal den riemen in entgegengesetzer richtung spannen, und mit umlenkrollen wird das ganze evtl noch schwergängiger. nur gedanken, mach wie du willst und berichte :)
Mit einer federgespannten Rolle, wie z.B. bei den VW Motoren, sehe ich da keine Probleme.
Chris D. schrieb: > Hallöchen! > > Im RepRap-Forum fand ich jemanden, der offenbar mit Erfolg die diagonal > abgeschnittenen Riemenenden verklebt: > > http://forums.reprap.org/read.php?246,295027 > > Verschweissen erscheint mir allerdings sicherer. Kleben steht dem Verschweißen in nichts nach. Wir, Bereich Maschinenbau, kleben wie viele Andere auch. http://www.rrg.de/at-ap-zahnriemen.html
@ Chris: habt ihr inzwischen eine Lösung gefunden, und wenn ja wäre eine kurze Skizzierung wie ihr das Problem gelöst habt wirklich nett. Gruß, Udo
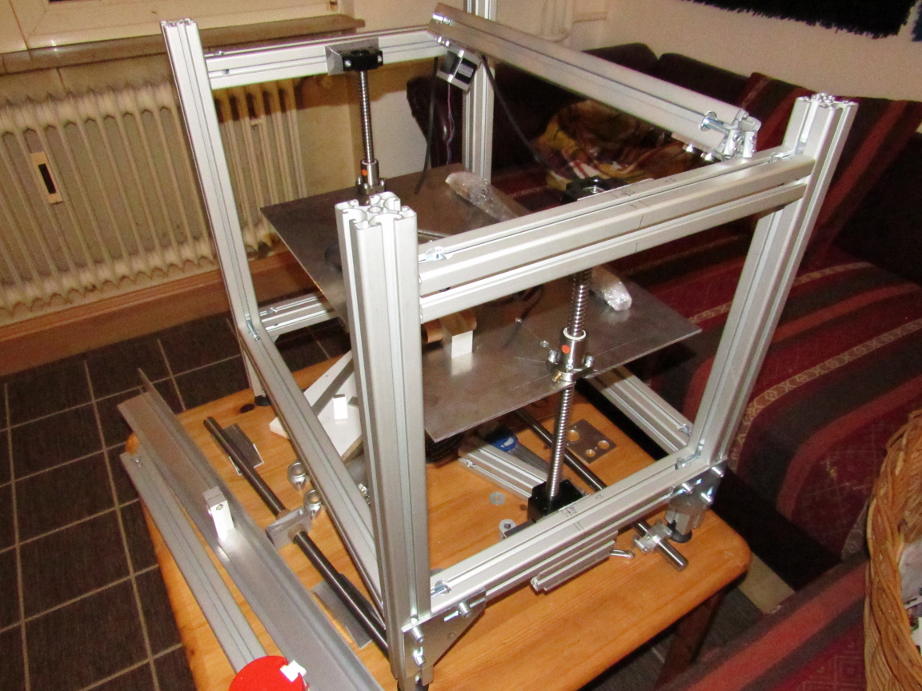
Hi Udo, im Moment noch nicht, da ich sowieso auf eine Menge Teile aus China warte und ich auch erst die CAD-Zeichnung komplett fertig haben möchte, damit ich die genaue Riemenlänge kenne. So wie es aussieht, werde ich wohl eine passende Vorrichtung bauen, um die Riemen sowohl unter Druck/Wärme als auch unter Druck/Kleber verbinden zu können. Bis dahin recherchiere ich mal nach passendem Kleber für PU-Riemen. Wenn ich da nichts finde, wird eben thermisch verschweißt. Wenn es soweit ist, mache ich davon Fotos, damit auch alle etwas davon haben :-)
Angehängte Dateien:
-

PU-Test-1.jpg
190 KB
{kind=link}
{kind=link}
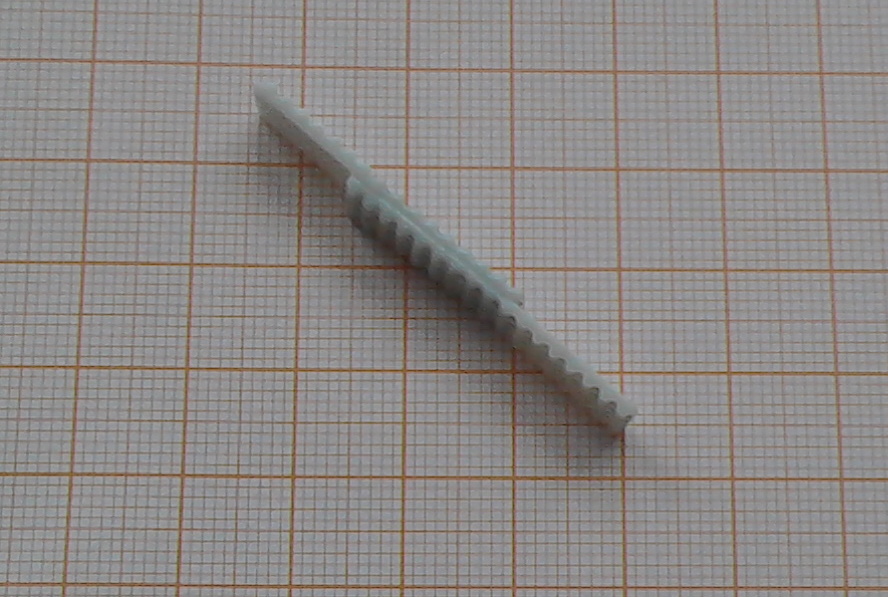
So, es gibt erste Ergebnisse unserer Tests. Wir hatten - da günstig - noch GT/2-Riemen (PU mit vierfacher Stahllitze, 6mm Breite, Zahnteilung 2mm) bestellt und ich habe mit einem industriellen PU-Reiniger einen ersten Versuch durchgeführt. Einfaches Einpinseln der Riemen hat nicht funktioniert - offenbar dauert die Anlösung deutlich länger als bei Tangit/PVC. Dazu wurden zwei Teststücke je zur Hälfte in einem Reagenzglas mit dem Reiniger über eine Stunde "gewässert". Dort sah man dann eine leicht milchige Trübung und eine tatsächliche Anflösung des vernetzten PUs. Die Enden habe ich dann einfach mal Rücken an Rücken aufeinandergelegt und mit einem Stück Alu beschwert über Nacht durch trocknen lassen. Was soll ich sagen: der Strang hält schon in dieser einfachen Anordnung bombenfest. Ich habe es nicht geschafft, die Enden mit den Händen merklich zu dehnen geschweige denn zu zerreissen (ok, ich bin Informatiker, aber es sollten schon 30kg Zugkraft gewesen sein ;-). Auch ein gezieltes Ansetzen eines scharfen Schraubendrehers, um unter die Schweißstelle zu kommen, hat nichts bewirkt - das ist wirklich fest wie ein Teil :-) Ich werde nun den Riemen abformen und dann einen Schleifblock herstellen, mit dem die Riemen sauber diagonal angeschliffen werden können, um später eine saubere, übergangslose Schweißstelle zu erhalten. Und natürlich muss man dann mal schauen, wie sich der Riemen in Langzeittests (Biegung!) verhält. Also: Ja, man kann auch vernetztes PU kaltverschweißen. Auf jeden Fall ist das ein sehr ermutigendes Ergebnis :-) Ich bleibe am Ball!
:
Bearbeitet durch Moderator
Man vergisst auch oft, dass Riemen eine Rückseite haben, die "frei" ist. Wird über die Schnittfläche, an der Rückseite, ein flexibles, aber kaum dehnbares Material geklebt, steht einem oft eine erstaunlich "lange" Klebfläche, zu beiden Seiten des Schnittes, zur Verfügung. Sinnvoll ist das allerdings nur, wenn der Riemen nur in einer Richtung umgelenkt wird. Sonst gilt: Vorsicht Stufe.
Ja, das hatte ich auch schon überlegt, aber leider ist das hier keine Option, da die Umschlingung ohne Umlenkrollen zu gering ist (90° oder nur 5 Zähne). Aber der schräge Anschliff wird schon funktionieren :-)
Nein, mit Aceton passiert bei vernetztem PU nicht viel (alles schon probiert ;-). Da braucht es andere Geschütze. Hier ist das ein Gemisch aus 2-(2-Ethoxyethoxy)ethanol und (vermutlich) Tetrahydrofuran.
Mal sehen wie das mit der deutlich kleineren Fläche funktioniert, Zumal dann die Klebefläche nicht auf Scherung, sondern auf Zug belastet wird. Und das Verpressen nicht so einfach ist wie bei deinem Test hier. Danke und halte uns auf dem Laufenden :-)
Hallo Chris, nachdem nun einige Zeit ins Land gegangen ist: hast Du neue Erkenntnisse, die Du mit uns teilen kannst?
Hallöchen, Sehr passende Nachfrage, da ich gerade in der Halle bin, und die letzten Lagersitze und Spindeln für die Z-Achse drehe :-) (dafür benötigten wir ja ursprünglich den Riemen). Ja stimmt, es ist mal wieder Zeit für einen kurzen Zwischenstand. Also, bis Ende Februar ist nicht mehr allzu viel passiert, weil ich erstmal die weiteren mechanischen Komponenten für den 3D-Drucker herstellen musste. Da bin ich auch noch nicht ganz fertig, weil das ja nur ein Projekt für "nebenbei" ist und die Kunden zur Zeit extrem mit Geld drohen. Ich habe aber letzte Woche neue Gemische und Zugproben erstellt, und bin jetzt so weit, dass die Zeit für das Anlösen des Riemens sich deutlich verkürzt hat, so dass man jetzt in der Tat die Riemenrücken nur noch mit einem Ohrstäbchen bestreichen muss, etwa 2-3 Minuten wartet und dann mit einer Klammer verpresst, um nach Durchtrocknung eine "sehr ordentliche" (= lässt sich durch Ziehen mit aller Kraft zwischen den Händen nicht mehr trennen/verschieben) Kaltschweißverbindung zu erhalten. Prinzipiell ist damit mein Problem gelöst - die Anfertigung der Halter für das Abschleifen und genaues Verschweißen der Riemen sind jetzt nur noch mechanische Probleme. Ich werde dann auch mal die verschiedenen Möglichkeiten der Endenbearbeitung testen, also: Typ "halber Treppenabsatz", oder diagonale Schrägen quer zur Riemenbreite,diagonale Schrägen quer zur Riemendicke. oder ineinandergreifende Verzahnung. Mal sehen, welche Methode am einfachsten durchführbar ist (insbesondere im Hinblick auf die Stahllitzen) und die beste Zugfestigkeit besitzt. Aber natürlich werde ich davon auch mal Fotos machen, wenn es soweit ist. Die Partnerfirma (die uns die chemischen Grundkomponenten zur Verfügung stellt) ist jedenfalls sehr interessiert an der endgültigen Rezeptur und den Ergebnissen der Langzeittests. Wer hätte das gedacht: vielleicht bringt der Drucker schon Geld bevor er überhaupt druckt :-)
:
Bearbeitet durch Moderator
Da es gerade einen anderen Thread mit Zahnriemen gab und dort einen Link auf Verschweissen von Zahnriemen von Mädler, poste ich den mal. Mädler bietet das inzwischen auch ab 6mm an und nennt Belastungsgrenzen. Ist vieleicht für Chris oder sonst jemand interessant. http://www.maedler.de/product/1643/1616/verschweissen-von-zahnriemen
Chris D. schrieb: > Also, bis Ende Februar ist nicht mehr allzu viel passiert, weil ich > erstmal die weiteren mechanischen Komponenten für den 3D-Drucker > herstellen musste. Da bin ich auch noch nicht ganz fertig, weil das ja > nur ein Projekt für "nebenbei" ist und die Kunden zur Zeit extrem mit > Geld drohen. Wenn du über drei Jahre brauchst, um so etwas zu realisieren, dann würde ich mal überlegen ob es nicht pragmatischer wäre, den 3D-Drucker fertig zu kaufen. Am Geld scheint es doch nicht zu scheitern. Ich möchte auch mal mit Geld bedroht werden. ;-b
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.