
Hallo, als kleine Spielerei entwickle ich gerade eine kleine cnc-Fräse aus Holz. Dazu habe ich mir 3x 28BYJ-48 – 5V Schrittmotoren beim Chinesen meines Vetrauens bestellt. Reicht ein Atmega8 aus, um die drei kleinen gleichzeiitig über eine usb uart Schnittstelle anzusteuern ? Also das Progrämmchen auf dem PC ist schon in Visual Basic Express geschrieben. Es wird dem Atmega8 einfach sagen Motor x mach einen Schritt vorwärts, Motor y mach einen Schritt rückwärts, usw. Um allen Zweiflern und Nörglern an diesem Projekt vorweg den Wind aus den Segeln zu nehmen: 1. Ich weiß, dass ich mit der Genauigkeit keinen Industriestandard erreichen werde, ist mir auch egal. 2. Ich weiß, dass diese Schrittmotoren nicht die schnellsten, ist mit auch egal, da es ja ein Hobbyprojekt ist und nicht nach Teilen pro Stunde bezahlt werde. 3. Ich weiß, dass meine bisher investierten 20€ vielleicht rausgeworfen sind, ist mir auch egal, ich gehe das Risiko aber ein und meine Familie ist trotzdem versorgt. Also über jede konstruktive Hilfe wäre ich sehr dankbar und erfreut. Anbei noch ein Bild vom aktuellen Entwicklungsstand meines kleinen Käsehobels.
Angehängte Dateien:
-

20150920_105438.jpg
230 KB
:
Verschoben durch User
wilm j. schrieb: > Reicht ein Atmega8 aus, um die drei kleinen gleichzeiitig über eine usb > uart Schnittstelle anzusteuern ? > Also das Progrämmchen auf dem PC ist schon in Visual Basic Express > geschrieben. Es wird dem Atmega8 einfach sagen Motor x mach einen > Schritt vorwärts, Motor y mach einen Schritt rückwärts, usw. Das geht schicker. Wenn Du einen etwas größeren AtMega verwendest, kannst Du sogenannten G-Code verwenden, das hat den sehr großen Vorteil, daß deutlich weniger Daten übertragen werden müssen und daß alles timingkritische vom µC abgehandelt wird. https://en.wikipedia.org/wiki/G-code Die üblichen 3D-Drucker arbeiten auf diese Art und Weise, und der Sourcecode, der da verwendet wird, ist --dank open source-- frei verfügbar. Ein Beispiel ist "Marlin" https://github.com/MarlinFirmware/Marlin Auch wenn die Hardware Deiner Fräse von den üblichen Kritikern bestenfalls als "Käsefräse" bezeichnet werden wird, mit einer Ansteuerung auf G-Code-Basis hast Du einen Lerneffekt, den Du auf weitere Projekte übertragen können wirst.
Hallo, g-code möchte ich erst einnmal nicht verwenden, ich möchte vorerst auch nur 2d-Bauteile bearbeiten. Aber da Du meine Frage nicht verneint hast, gehe ich davon aus, dass ein Atmega8 reicht ?
G-Code ist komplex, Beschleunigungsrampen in gekrümmten Kurven sind ein übliches Programmierproblem. Für richtig verstandenen G-Code ist ein AVR unterdimensioniert, das macht ein PC mit Mach3. Ein AVR kann höchstens Geradenstückchen jeweils mit Anfahren und Bremsen, also unsinnig langsam. Serielle mit Steps bei 115000bps und 3 Achsen pro Byte (und 4 bit für Zeitpunkt) erlaubt zwar 11000 Schritte pro Sekunde, aber im festen Raster von 1/11000 Sekunde, was zu ruckeligem Fahren führt (mit der Frage, ob das VB Programm hinterherkommt) . Pro byte nur 1 Achse aber 6 bit Zeitpunkt macht 3600 Schritte pro Sekunde, besseres timing erlaubt, aber nur 500upm im Halbschritt erlaubt, Mikroschritt damit eher verbietet. Vorausgesetzt, wilm kann ordentlich programmieren, der Holzaufbau mit absichtlich verklemmenden Gewindestangen sieht ja nicht danach aus.
Das wirst Du selbst ausprobieren müssen. G-Code lässt sich auch für die Ansteuerung von 2D-Fräsen verwenden ... Ich halte die Vorgehensweise, den PC mehr oder weniger direkt zur Schrittmotorsteuerung zu verwenden für eine Sackgasse.
Hallo, das reicht erst einmal an Infos, ich werde dann ein Bild vom 1. Frästeil posten :-)
MaWin schrieb: > Für richtig verstandenen G-Code ist ein AVR unterdimensioniert, das > macht ein PC mit Mach3. Ein AVR kann höchstens Geradenstückchen jeweils > mit Anfahren und Bremsen, also unsinnig langsam. Und was machen die ganzen AVRs, die auf den Steuerplatinen diverser 3D-Drucker sitzen und dort G-Code interpretieren? Die Dinger bewegen sich deutlich schneller als übliche Fräsmaschinen.
Hallo! Deine kleine Käsefräse sieht nicht schlecht aus, für Experimente ausreichend. Schau Dir mal meine Steuerung an, ist mit wenig Kosten gebaut. Für ein "von Hand fahren" habe ich einen ATMEGA16 verwendet. Ansonsten ist die Lösung von Estlcam mit Arduino schon fast "Profi"-Version, jedenfalls bei meiner Steuerung. Gruß Peter http://www.hcp-hofbauer.de/indexcnc.htm
:
Bearbeitet durch User
Rufus Τ. F. schrieb: > MaWin schrieb: >> Für richtig verstandenen G-Code ist ein AVR unterdimensioniert, das >> macht ein PC mit Mach3. Ein AVR kann höchstens Geradenstückchen jeweils >> mit Anfahren und Bremsen, also unsinnig langsam. > > Und was machen die ganzen AVRs, die auf den Steuerplatinen diverser > 3D-Drucker sitzen und dort G-Code interpretieren? Die Dinger bewegen > sich deutlich schneller als übliche Fräsmaschinen. Das Problem ist aber dass die m.W. kein G41/G42 unterstützen, was man zum Fräsen definitiv braucht. Bei Beschleuniging an Übergängen von Kreis zu Geraden haben die auch Probleme. Die Taktrate die sie schaffen ist auch nur auf dem Niveau von einem Parallelport. MfG
Angehängte Dateien:
-

steuerungssoftware.PNG
65 KB
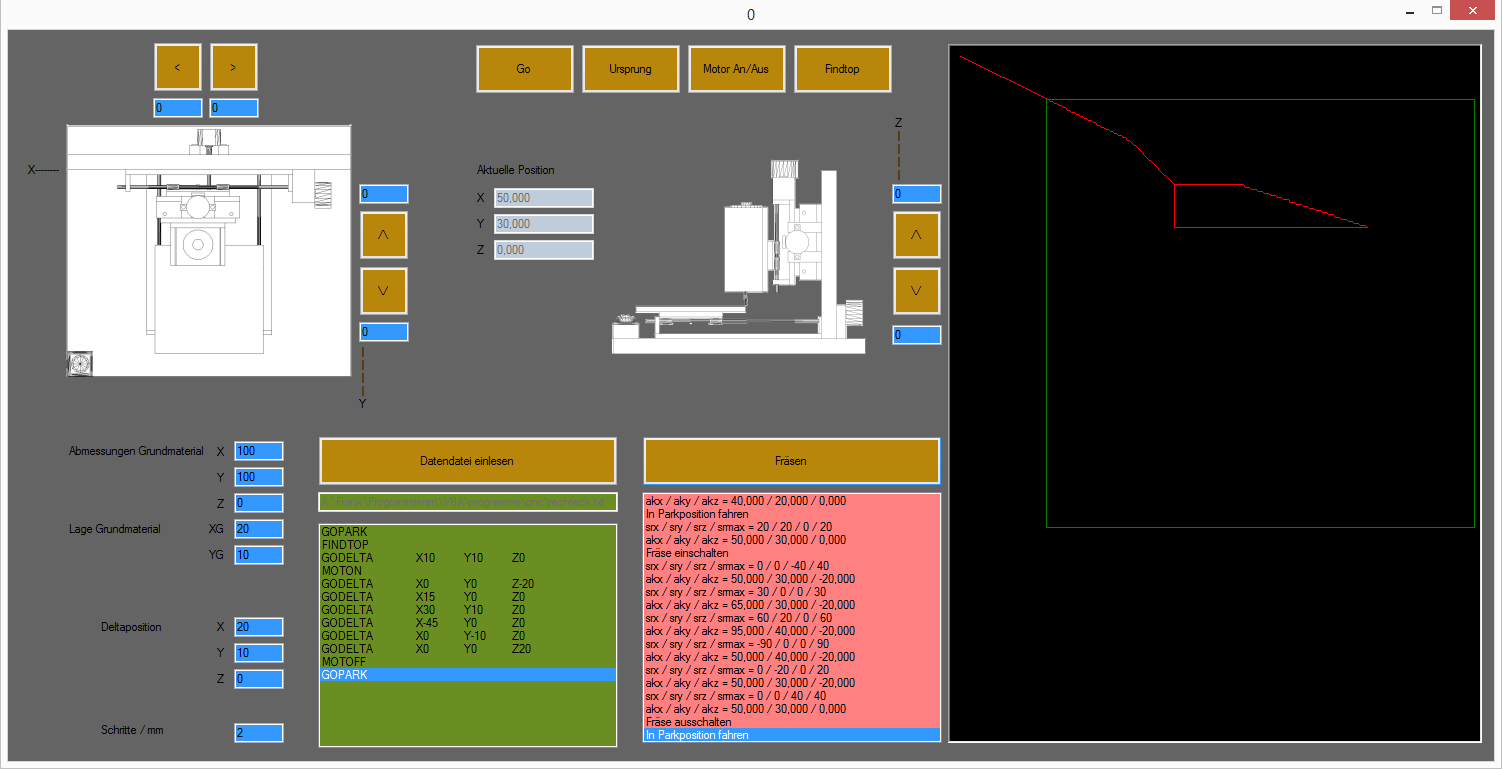
Hallo, muss ich mir bei Gelegenheit mal genauer ansehen, danke für den Link. Anbei noch ein Bild meiner kleinen Steuerungssoftware.
Rufus Τ. F. schrieb: > Und was machen die ganzen AVRs, die auf den Steuerplatinen diverser > 3D-Drucker sitzen und dort G-Code interpretieren? Die Dinger bewegen > sich deutlich schneller als übliche Fräsmaschinen. Die Dinger bewegen sich nur deshalb so schnell weil die Schrittmotoren groß und die bewegten Massen (und damit auch die Kräfte) klein sind. Bei einem Maschinentisch aus Gusseisen wird das alles etwas schwerer. Bei kleinen CNC-Fräsen (mit Schrittmotor) müssen nicht, wie beim 3D-Drucker 500g sondern mindestens 5kg bewegt werden. Und das bei vergleichbarer Motorleistung!
Schreiber schrieb: > Die Dinger bewegen sich nur deshalb so schnell weil die Schrittmotoren > groß und die bewegten Massen (und damit auch die Kräfte) klein sind. Das ist klar - aber die AVR-basierten Steuerungen können die Schrittmotoren mit diesen Geschwindigkeiten ansteuern, d.h. sie verfügen über ausreichend Rechenleistung, um diese Geschwindigkeiten zu erreichen. Das ist der Punkt.
Nette Bastelei. Mach doch noch ein paar Winkel an die Z-Achse, wird sie gleich stabiler. Zu Ansteuerung würde ich Dir irgendsoein Open-Source Arduino Teil empfehlen. http://www.precifast.de/cnc-steuerung-mit-arduino-und-grbl/
Rufus Τ. F. schrieb: > Das ist klar - aber die AVR-basierten Steuerungen können die > Schrittmotoren mit diesen Geschwindigkeiten ansteuern, d.h. sie verfügen > über ausreichend Rechenleistung, um diese Geschwindigkeiten zu > erreichen. > Das ist der Punkt. nicht ganz: 1. ein 3D-Drucker bewegt sich meist nur in zwei Achsen gleichzeitig 2. die Hochachse wird nur für jede "Schicht" einmal betätigt 3. die geringen Massen erleichtern die Berechnung der Beschleunigungsrampen 4. Der Druckkopf ist relativ einfach anzusteuern, jeder Impuld gibt die gleiche Menge Kunststoff Gewindeschneiden auf einer Fräsmaschine ist doch ein anderes Kaliber, ebenso das Fräsen von Freiformflächen mit Kurven in allen drei oder mehr Achsen. Einfach mal einem 3D-Drucker zuschauen, dann einer 5-Achs-Fräse zuschauen und vergleichen...
Schreiber schrieb: > nicht ganz: > 1. ein 3D-Drucker bewegt sich meist nur in zwei Achsen gleichzeitig Der OP schrieb, dass er erstmal nur 2D-Bearbeitung wünscht. Davon abgesehen kann bspw. Marlin ganz gut mit drei Achsen umgehen. Der Extruder stellt in Marlin übrigens eine vollwertige Achse dar. > 3. die geringen Massen erleichtern die Berechnung der > Beschleunigungsrampen Das ist der Software völlig egal. Die berechnet die Rampen anhand der gewünschten Maximalbeschleunigung. Bei größeren Massen und langsamerer Beschleunigung hat sie sogar mehr Zeit. > 4. Der Druckkopf ist relativ einfach anzusteuern, jeder Impuld gibt die > gleiche Menge Kunststoff Bei Fräsen hat man nur die Drehzahl, die man üblicherweise einmal einstellt. > Gewindeschneiden auf einer Fräsmaschine ist doch ein anderes Kaliber, > ebenso das Fräsen von Freiformflächen mit Kurven in allen drei oder mehr > Achsen. > > Einfach mal einem 3D-Drucker zuschauen, dann einer 5-Achs-Fräse > zuschauen und vergleichen... Ich empfehle dringend, sich das Foto des OP und seine Zielvorgaben anzuschauen. Diese Fräse wird weder Gewinde schneiden noch 5-Achs-Bearbeitungen durchführen. Dafür reicht ein AVR erstmal aus und die Arduino-Plattform mit Marlin dürfte dafür der preiswerteste Start sein (25€). An den OP: Du solltest wirklich direkt mit G-Code beginnen. Das ist einfach der Standard und später kannst Du das recht problemlos auf eine eventuelle größere Maschine übertragen. Eine andere kostenlose Möglichkeit wäre LinuxCNC auf PC.
Jemin K. schrieb: > Nette Bastelei. Mach doch noch ein paar Winkel an die Z-Achse, > wird sie > gleich stabiler. > Zu Ansteuerung würde ich Dir irgendsoein Open-Source Arduino Teil > empfehlen. > > http://www.precifast.de/cnc-steuerung-mit-arduino-und-grbl/ Das würde die Entwicklungskosten verdoppeln ! :-)
wilm j. schrieb: > Reicht ein Atmega8 aus, um die drei kleinen gleichzeiitig über eine usb > uart Schnittstelle anzusteuern ? > Also das Progrämmchen auf dem PC ist schon in Visual Basic Express > geschrieben. Es wird dem Atmega8 einfach sagen Motor x mach einen > Schritt vorwärts, Motor y mach einen Schritt rückwärts, usw. MaWin schrieb: > G-Code ist komplex, Beschleunigungsrampen in gekrümmten Kurven sind ein > übliches Programmierproblem. > Für richtig verstandenen G-Code ist ein AVR unterdimensioniert, das > macht ein PC mit Mach3. Ein AVR kann höchstens Geradenstückchen jeweils > mit Anfahren und Bremsen, also unsinnig langsam. https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9 Der 328er-Arduiono Booard schafft bis ca. 36 kHz Taktsignal für alle 3 Achsen,kostet unter 10 Euro. Schnell genug nicht nur für Gerade, sondern auch Kreis, Bogen etc.... Bei 8µStep und einer Übersetzung von 2:1 erreiche ich locker 2,5m/min. Beitrag "Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega"
Tany schrieb: > https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9 > Der 328er-Arduiono Booard schafft bis ca. 36 kHz Taktsignal für alle 3 > Achsen,kostet unter 10 Euro. Schnell genug nicht nur für Gerade, sondern > auch Kreis, Bogen etc.... > Bei 8µStep und einer Übersetzung von 2:1 erreiche ich locker 2,5m/min. > Beitrag "Projekt: SerialComCNC Serielles Frontend für CNC GRBL mit ATMega" Das sieht doch schon recht interessant aus - danke für den Hinweis. Für einfache Steuerungen ist das durchaus eine Option :-)
Chris D. schrieb: > Das sieht doch schon recht interessant aus - danke für den Hinweis. Für > einfache Steuerungen ist das durchaus eine Option :-) Aber hat das Projekt wegen der Nutzung eines veralteten Schnittstellenkonzepts eine Zukunft?
Nemesis schrieb: > Chris D. schrieb: >> Das sieht doch schon recht interessant aus - danke für den Hinweis. Für >> einfache Steuerungen ist das durchaus eine Option :-) > > Aber hat das Projekt wegen der Nutzung eines veralteten > Schnittstellenkonzepts eine Zukunft? Das finde ich jetzt nicht so dramatisch. Serielle Schnittstellen kann man problemlos emulieren. Außerdem gibt es ja den Quellcode und man kann durchaus weitere Schnittstellen hinzufügen. Natürlich wird man damit kein CNC-Zentrum betreiben, aber für einfache Anwendungen sollte es doch reichen (Dispenser, Bestückungsautomat, Frontplattenbearbeitung usw.).
wilm j. schrieb: > Anbei noch ein Bild meiner kleinen Steuerungssoftware. Das IST G-Code, von jemandem der dummerweise nicht vorher nachgeguckt hat, was G-Code ist und deswegen alles inkompatibel anders gemacht hat. Echter G-Code kann natürlich mehr. Vor allem echte Kreis(bögen) sind schwieriger. Vereinfachend sind die über die Definitionsstelle weitergeltenden Parameter. Und schick ist es, jedes Kommando bloss als Makro aufzufassen (wie es Mach3 tut), dann kann man durch Ablegen eines Makros einfach ein neues Kommando definieren.
Nemesis schrieb: > Aber hat das Projekt wegen der Nutzung eines veralteten > Schnittstellenkonzepts eine Zukunft? Welche Schnittstelle meinst du den jetzt? Hab nirgendwo gelesen, daß demnächst USB oder Seriell abgelöst wird. Mach3 benutzt im alter Version immer noch den Parallelport, es gibt auch schon Version mit USB für teueres Geld. Chris D. schrieb: > Natürlich wird man damit kein CNC-Zentrum betreiben... Auf keinen Fall, für die Hobymaschine reicht's aber dicker! Das Konzept von grbl finde ich aber sehr interssant. G-Code komplett in einem µC zu intergrieren. Im Gegesatz zu Mach3 oder anderen Fräsprogrammen ist das Frontend einfacher zu programmieren, man muß sich nicht mehr um die G-Code bemühen. Ich finde zwar schade, dass grbl kein G41 und G42 unterstürzt, man kann aber doch einiges aber in Programm kompensieren.
Tany schrieb: > man muß sich > nicht mehr um die G-Code bemühen. So einfach ist das jetzt auch nicht. Zumindest dann nicht, wenn man das Programm NICHT nur von vorn bis zum Ende durchlaufen lassen will. Will man am PC eine Bewegungssimulation oder nur die Bahnen anzeigen, muß man den GCode-Interpreter dann sogar zweimal implementieren (und das hoffentlich kompatibel).
Walter T. schrieb: > Will man am PC eine Bewegungssimulation oder nur die Bahnen anzeigen, muß > man den GCode-Interpreter dann sogar zweimal implementieren Warum muß man 2 mal implementieren? Mein dafür geschriebene Programm kann die Bahnen anzeigen, ohne die Fräser oder der Tisch ein mm zu bewegen. Das Programm SerialComCNC kann das auch.
Tany schrieb: > Welche Schnittstelle meinst du den jetzt? Na, die Serielle. Auf Desktop findet man die zwar noch, aber nicht mehr auf Notebooks/Laptops. Also nicht mehr kompromisslos verfügbar. Daher wäre hier für die vorgestellte Software eine USB-Variante sinnvoll. > Hab nirgendwo gelesen, daß demnächst USB oder Seriell abgelöst wird. > Mach3 benutzt im alter Version immer noch den Parallelport, es gibt auch > schon Version mit USB für teueres Geld. Usb wird auch noch lange Bestand haben, sofern es nicht von Ethernet in Zukunft abgelöst wird.
Nemesis schrieb: > Na, die Serielle Na dann zum Glück kann man mit Arduino Board schon per USB kommunizieren :-)
MaWin schrieb: > Für richtig verstandenen G-Code ist ein AVR unterdimensioniert, das > macht ein PC mit Mach3. Ein AVR kann höchstens Geradenstückchen jeweils > mit Anfahren und Bremsen, also unsinnig langsam. > Serielle mit Steps bei 115000bps und 3 Achsen pro Byte (und 4 bit für > Zeitpunkt) erlaubt zwar 11000 Schritte pro Sekunde, aber im festen > Raster von 1/11000 Sekunde, was zu ruckeligem Fahren führt (mit der > Frage, ob das VB Programm hinterherkommt) . Pro byte nur 1 Achse aber 6 > bit Zeitpunkt macht 3600 Schritte pro Sekunde, besseres timing erlaubt, > aber nur 500upm im Halbschritt erlaubt, Mikroschritt damit eher > verbietet. Wenn man über ein Thema nicht wirklich Bescheid weiss, sollte man nicht solch einen Unsinn posten. MaWin ich bin von Dir echt enttäuscht :) Ich empfehle Dir dringend das Studium von https://github.com/grbl/grbl/wiki
:
Bearbeitet durch User
Hallo, habe mir jetzt einen "Serial Converter CP2102" zugelegt und ein kleiner Atmega8 ist auch schon bestellt. Hat jemand einen link wo beschrieben ist, wie ich die beiden genau miteinander verbinde ?
was hast du vor? ein Nano Arduino-Board hat schon die "beiden" drauf, fertig gelötet und kostet knapp 3 Eur. Ist dir nicht gut genug? http://www.ebay.de/itm/Nano-V3-0-ATmega328-16M-5V-Micro-controller-CH340G-board-for-arduino/371179047627?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D20140117130753%26meid%3D7e167327645c458586e2189706ca0aa9%26pid%3D100005%26rk%3D3%26rkt%3D6%26mehot%3Dpp%26sd%3D111538439792
is' ja cool und der emuliert mir auch gleich meine serielle schnittstelle ? und programmieren kann ich ihn auch gleich ?
mh, sehe gerade, dass das teil nur 14 I/O Pins hat, das wird knapp für obiges vorhaben 3x motoren mit je 4 pins bin ich schon bei 12 fräsmotor an/aus schalten vielleicht nochmal 2 ? da sind rückmeldungen zum rechner nicht mehr möglich
wilm j. schrieb: > Also das Progrämmchen auf dem PC ist schon in Visual Basic Express > geschrieben. Es wird dem Atmega8 einfach sagen Motor x mach einen > Schritt vorwärts, Motor y mach einen Schritt rückwärts, usw. Genau DAS ist der falsche Denkansatz. Bedenke doch, daß das BS auf dem PC den Anwendungen die Rechenzeit nach seinem Gutdünken zuteilt. Darauf kannst du keine zeitabhängigen Funktionen aufbauen. Sowas MUSS also in den µC hinein. Der muß dann die Koordination aller beteiligten Dinge, also X zu Y, Anlaufverhalten, Bremszeiten usw. erledigen. Auf der Schnittstelle zwischen PC und µC sähe das dann etwa so aus: wert X; wert Y; up Fräser; schnellgang; stop; wert X; wert Y; down Fräser; geraderfräsgang; stop; und alle Zeit- und Koordinatenberechnungen macht der µC anschließend. W.S.
wilm j. schrieb: > Dazu habe ich mir 3x 28BYJ-48 – 5V Schrittmotoren beim Chinesen meines > Vetrauens bestellt. Also diese hier: http://www.ebay.de/itm/28BYJ-48-5V-Schrittmotor-DC-inkl-Endstufe-ULN2003-Treiber-Board-fur-Arduino-/171564426881?hash=item27f2096681 Wenn Du die mit den beliegenden ULN2003 Treiber Board mit 5V betreibst, dann kannst Du Fräsen knicken. Die Achse hält man mit 2 Fingern locker fest. Ich habe damit auch schon mal experimentiert und um dem Ganzen etwas Drehmoment zu verleihen hilft: ULN2003 Treiber Board mit 12 V betreiben. Dann werden die Motörchen allerdings heiss. Oder gleich besser A4988 Boards an mind. 12V nehmen: http://www.ebay.de/itm/A4988-Stepper-Motor-Schrittmotor-Treiber-Driver-3D-Drucker-Arduino-RepRap-CNC-/221727610250?hash=item339ffed58a Die Temperatur der Motörchen bleibt dabei gemässigt und das Drehmoment ist für die nagelgrossen Motörchen gut. Und Du kommst dann auch mit den benötigten Pins zurecht. Pro Achse nur Step- und Direction-Pin, event. noch Enable. Allerdings wird Dir das Fräsen trotz allem keinen Spass bereiten. Die 28BYJ-48 Motörchen haben unglaubliches Vor- Rückwärts-Spiel im eingebauten Getriebe. Fast schon eine viertel Achsumdrehung. wilm j. schrieb: > habe mir jetzt einen "Serial Converter CP2102" zugelegt und ein kleiner > Atmega8 ist auch schon bestellt. Warum einen ollen Atmega 8 und CP2102? Tany hat Dir dazu ja auch schon geschrieben. Aber mach mal, jeder muss da seine eigenen Erfahrungen machen. Ich musste da auch mal durch :)
:
Bearbeitet durch User
W.S. schrieb: > wilm j. schrieb: >> Also das Progrämmchen auf dem PC ist schon in Visual Basic Express >> geschrieben. Es wird dem Atmega8 einfach sagen Motor x mach einen >> Schritt vorwärts, Motor y mach einen Schritt rückwärts, usw. > > Genau DAS ist der falsche Denkansatz. > > Bedenke doch, daß das BS auf dem PC den Anwendungen die Rechenzeit nach > seinem Gutdünken zuteilt. Darauf kannst du keine zeitabhängigen > Funktionen aufbauen. Sowas MUSS also in den µC hinein. Der muß dann die > Koordination aller beteiligten Dinge, also X zu Y, Anlaufverhalten, > Bremszeiten usw. erledigen. > > Auf der Schnittstelle zwischen PC und µC sähe das dann etwa so aus: > wert X; wert Y; up Fräser; schnellgang; stop; > wert X; wert Y; down Fräser; geraderfräsgang; stop; > > und alle Zeit- und Koordinatenberechnungen macht der µC anschließend. > > W.S. ja das habe ich mittlerweile auch eingesehen, werde es jetzt so machen, dass die teilstrecke übertragen wird den rest macht dann der atmega > Wenn Du die mit den beliegenden ULN2003 Treiber Board mit 5V betreibst, > dann kannst Du Fräsen knicken. Die Achse hält man mit 2 Fingern locker > fest. das kann ich nicht nachvollziehen, habe sie getestet und gemerkt, dass sie recht kraftvoll sind spiel habe ich ebenfalls nicht festellen können aber wie verbinde ich denn nun den Serial Converter CP2102 mit dem atmega ?
:
Bearbeitet durch User
wilm j. schrieb: > das kann ich nicht nachvollziehen, habe sie getestet und gemerkt, dass > sie recht kraftvoll sind > spiel habe ich ebenfalls nicht festellen können Aber nur wegen 64:1! Getriebe. Und somit kannst du die "Machine" im Schneckentempo bewegen. Und es ist ein Unipolar-Stepper!!! wilm j. schrieb: > aber wie verbinde ich denn nun den Serial Converter CP2102 mit dem > atmega ? Na wie sonst: RX <-> TX und TX <->RX
hallo, gibt es irgendwo ein beispiel für die kommunikation zwischen pc und cp2102 in bascom ?
wilm j. schrieb: > hallo, gibt es irgendwo ein beispiel für die kommunikation zwischen pc > und cp2102 in bascom ? Google kaputt? Bascom Hilfe defekt? Befehle print input get irgenwo verloren?
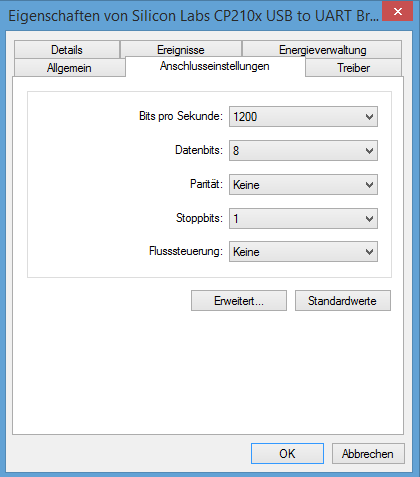
hallo, ich habe jetzt die verbidnung hinbekommen. ich kann vom pc senden und empfangen. leider ist die übertragung recht fehlerhaft, nur ca. jedes 3. sendesignal kommt korrekt an. die baudrate ist im controller und im pc auf 1200 eingestellt. aus dem bascom progi: $regfile = "m8adef.dat" $crystal = 1000000 $hwstack = 100 $swstack = 100 $framesize = 100 $baud = 4800 Kommunikation mit dem pc Enable Urxc On Urxc Onrxd Enable Interrupts Dim Ts As String * 10 do ... ... loop Onrxd: Ts = Ts + Chr(udr) Return
wilm j. schrieb: > die baudrate ist im controller und im pc auf 1200 eingestellt. wilm j. schrieb: > $baud = 4800 Ja?
wilm j. schrieb: > ne sind schon 1200 auf beiden seiten Und warum dann das Coding mit 4800? Stop-Bit? Fluss-Steuerung ausgeschaltet? Einstellung virt. COM-Port?
wilm j. schrieb:
> ne sind schon 1200 auf beiden seiten
Und warum dann das Coding mit 4800? war hier falsch übernommen, es sind
1200
Stop-Bit? 1
Fluss-Steuerung ausgeschaltet? ja
Einstellung virt. COM-Port?
1200 bits/sek
datenbits: 8
parität: keine
stoppbits: 1
flusssteuerung: keine
Die Steuerungs-SW ist selbst geschrieben? Sicher, dass dort alles O.K. ist? Ich würde mal mit HTERM ein paar Daten / Befehle austauschen. Aufbau gelötet oder via Steckbrett?
Die Steuerungs-SW ist selbst geschrieben? jo, aber sie macht ja auch nicht viel außer ein paar zeichen senden und empfangen. und ab und zu kommt ja auch der richtige wert zurück. Sicher, dass dort alles O.K. ist? jo Ich würde mal mit HTERM ein paar Daten / Befehle austauschen. Aufbau gelötet oder via Steckbrett? steckbrett würde ein quarz evtl. die sache etwas stabiler in der übertragung machen ?
wilm j. schrieb: > steckbrett Mit Steckbrettern habe ich so meine (negativen) Erfahrungen ... Teilweise resultieren Probleme, die man an anderer Stelle sucht, aus Kontaktproblemen der Steckbretter. Bitte mal mit HTERM versuchen (kostenloser Download). Bei 1200 Baud und 1 MHz internem Takt dürfte der Baudratenfehler verschmerzbar sein. Quarz muss nicht unbedingt sein - denke ich. Kenne aber Bascom nicht und was aus Deinen Einstellungen gemacht wird. Daher nochmal: HTERM nutzen und das Protokoll anschauen. Optimal wäre natürlich, das Ganze mit einem Logic Analyser oder einem Digital-Oszilloskop mit Analyser-Funktion zu beobachten. Für solche Fälle habe ich z.B. einen SALEAE16(Clone) und einen Bus Pirate hier. Beides sehr nützlich, um Komminikationsprobleme mit USART, SPI, TWI zu analysieren. Aber bitte erstmal HTERM und schauen, was so ankommt ...
Angehängte Dateien:
-

hterm.PNG
19 KB
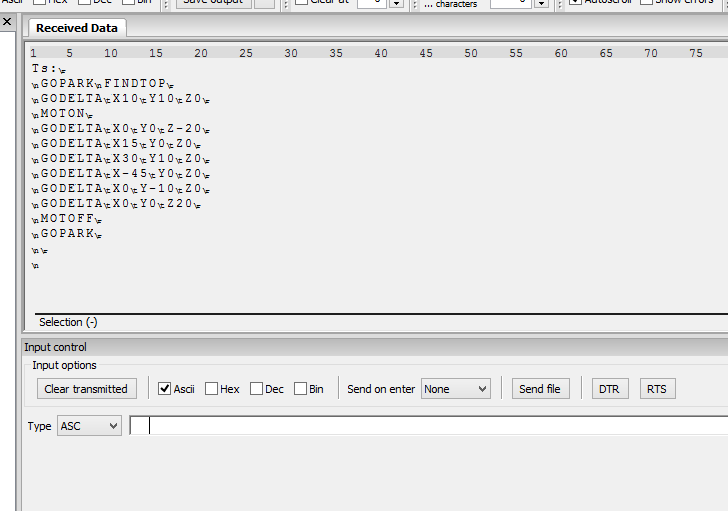
habe jetzt eine text-datei über hterm gesendet die daten stimmen
wilm j. schrieb: > habe jetzt eine text-datei über hterm gesendet > > die daten stimmen wilm j. schrieb: > Die Steuerungs-SW ist selbst geschrieben? jo, aber sie macht ja auch > nicht viel außer ein paar zeichen senden und empfangen. und ab und zu > kommt ja auch der richtige wert zurück. > > Sicher, dass dort alles O.K. ist? jo Na, da wäre ich mir jetzt aber nicht mehr so sicher :-)
keine ahnung was man da falsch machen kann, in der steuerungs-sw steht
jedenfalls das hier :
SerialPort1.PortName = "COM6"
SerialPort1.BaudRate = "1200"
SerialPort1.DataBits = 8
SerialPort1.Parity = Parity.None
SerialPort1.StopBits = StopBits.One
SerialPort1.Handshake = Handshake.None
SerialPort1.Encoding = System.Text.Encoding.Default
SerialPort1.Open()
zum senden benutze ich dann:
SerialPort1.Write("blabla" & vbCr)
sollte doch so funktionieren, oder gibt es beim atmega8 besonderes zu
beachten ?
wilm j. schrieb: > sollte doch so funktionieren, oder gibt es beim atmega8 besonderes zu > beachten ? Da bin ich jetzt auch auf dünnem Eis - könnte es sein, dass Du die falsche Codepage (also Windows-Zeichenatz statt ASCII-Zeichensetz) verwendest? wilm j. schrieb: > SerialPort1.Encoding = System.Text.Encoding.Default Könnte sich dahinter verbergen ...
Für einfache Experimente kann ich auf jeden Fall das RAMPS-Board empfehlen: http://de.aliexpress.com/item/Mega-2560-R3-1pcs-RAMPS-1-4-Controller-5pcs-A4988-Stepper-Driver-Module-for-3D-Printer/1439959836.html?ws_ab_test=201556_10,201527_2_71_72_73_74_75,0_0 damit kannst Du das Teil ohne großen Aufwand ansprechen! (Hab ich auch schon gemacht) Im nächsten Schritt, wenn Dir das nicht mehr ausreicht kann ich aus eigener Erfahrung auf jeden Fall LinuxCNC empfehlen!
mh, habe jetzt anstatt "default" "ascii" genommen wie vorher, funktioniert die datenübertragung nur ab und zu korrekt
Hmm, wie gesagt - dünnes Eis - ...
Es gibt noch read- und write-timeout Einstellungen, z.B.
serialPort1.WriteTimeout = 500;
Vielleicht hilft da ein Nachsteuern. Es liegt aus meiner Sicht
offensichtlich am PC-Programm (da HTERM ja funktioniert). Also Parameter
oder Timing- / Event-Steuerung im Programm, aber da kenne ich mich
leider nicht aus - bzw. kenn Dein Programm ja auch nicht.
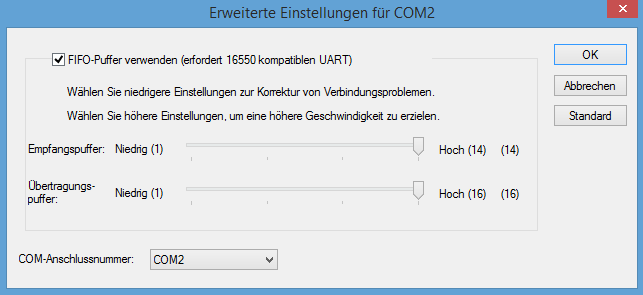
Hast Du beim virtuellen COM-Port die Puffer auf Maximum eingeschaltet?
O.K. dann weiß ich auch nicht weiter. Wie geschrieben kenne ich Dein PC-Programm nicht und weiß auch nicht, wo es da haken kann. Übrigens zeigst Du eine Hardcopy von den COM2-Einstellungen und im Programm nutzt du COM6 ...
hatte mittlerweile zum testen auf com2 umbenannt, hat aber auch nix gebracht hterm habe ich auch nochmals angeschmissen, hatte mich vertan, es werdern doch nicht alle daten korrekt zurückgegeben shit..
Angehängte Dateien:
-

rueckgabe.PNG
3,7 KB
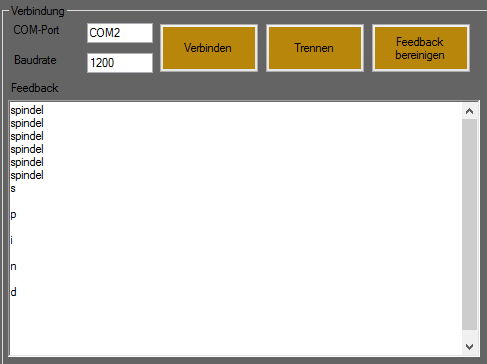
folgende zeilen liefern ein exakte übereinstimmung der daten: Onrxd: I = Udr Print Chr(i); Return (siehe anhang weißes feld zeile 1-6) wenn es so eingestellt ist, ist die übertragung fehlerhaft: Onrxd: I = Udr Print Chr(i) Return (siehe anhang weißes feld zeile 7-)
wilm j. schrieb: > Print Chr(i); > Print Chr(i) Das Print-Kommando hängt einen Zeilenvorschub an, wenn es nicht mit einem Semikolon abgeschlossen wird. Der Empfang funktioniert also völlig korrekt, Du hast die empfangenen Daten nur "falsch" ausgegeben.
Angehängte Dateien:
-

rueckgabe2.PNG
3,5 KB
nein warum auch immer nicht, denn der code
Onrxd:
I = Udr
Ts = Ts + Chr(i)
Print Ts
Return
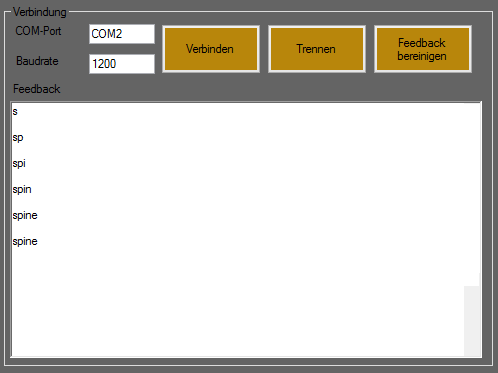
liefert das ergebnis wie im anhang dargestellt.
übertragen wurde das wort "spindel"
wilm j. schrieb: > mh, sehe gerade, dass das teil nur 14 I/O Pins hat, das wird knapp für > obiges vorhaben > > 3x motoren mit je 4 pins bin ich schon bei 12 > > fräsmotor an/aus schalten vielleicht nochmal 2 ? > > da sind rückmeldungen zum rechner nicht mehr möglich vielleicht ein Arduino mighty 1284p mit mehr flash, mehr Ram, mehr Ports? http://www.ebay.com/itm/Mighty-Mini-ATMega1284p-compatible-with-Arduino-/331463717483 dazu noch einen FTDI oder CH340 Adapter für USB an PC
wilm j. schrieb: > nein warum auch immer nicht, denn der code Hier liegt der Fehler darin, daß Du die Print-Anweisung in Onrxd aufrufst, was je nach Menge der bereits empfangenen Zeichen einfach länger dauert, als Du dafür Zeit hast. Bedenke, daß die Zeichen mit einer konstanten Datenrate eintrudeln; wenn Du aber Dich noch mit einem einzelnen Zeichen beschäftigst, wenn schon das nächste ankommt, dann geht dieses nächste Zeichen unweigerlich verloren. Du solltest in Onrxd die empfangen Zeichen nur in einen Puffer stopfen, die Auswertung (und vor allem das Wieder-Zurücksenden) aber an anderer Stelle.
Rufus Τ. F. schrieb: > Du solltest in Onrxd die empfangen Zeichen nur in einen Puffer > stopfen Ich sehe nirgendwo eine Puffer deklariert, weder für rx nocht tx...
Tany schrieb: > Ich sehe nirgendwo eine Puffer deklariert, weder für rx nocht tx... Eben. Das muss er halt alles noch basteln.
ich dachte folgender code würde zum erfolg führen: On Urxc Onrxd Enable Urxc Enable Interrupts Dim Ts As String * 10 do . . . loop Onrxd: I = Udr Ts = Ts + Chr(i) Return tut's aber nich, oder eben nur manchmal
und wenn ich anstatt Onrxd: I = Udr Ts = Ts + Chr(i) Return mit Onrxd: I = Udr Print Chr(i); Return i direkt ausgebe werden die richtigen daten ausgegeben also wo bleiben denn wohl die fehlenden zeichen wenn ich versuche den string wieder zusammenzusetzen?
Wenn Du hier immer nur Bruchstücke des kompletten Codes einstellst wird das nix.
$regfile = "m8adef.dat"
$crystal = 1000000
$hwstack = 100
$swstack = 100
$framesize = 100
$baud = 1200
'Config Serialin = Buffered , Size = 10
'Kommunikation mit dem pc
'Config Serialin = Buffered , Size = 30 , Bytematch = 13
On Urxc Onrxd
Enable Urxc
Enable Interrupts
Dim I As Byte
Dim Ez As Integer
'kontrollzaehler für empfangswerte (bei ez=3)alles empfangen
Dim Uee As String * 1 'zum
festestellen des uebertragungsende
Dim Ts As String * 100 'teilstring
emfangener daten
Dim Ltsk As Integer 'laenge
teilstring mit abgeschnittenem "enter"
Dim Dx As Long
Dim Dy As Long
Dim Dz As Long
Dim Actcom As String * 100 'aktuelles
kommando
'fräsarbeiten
Declare Sub Bewegung(byval Wx As Long , Byval Wy As Long , Byval Wz As
Long , Byval Spmm As Long)
Declare Sub Motorx(rx As Integer)
Declare Sub Motory(ry As Integer)
Declare Sub Motorz(rz As Integer)
Dim Indx As Integer , Indy As Integer , Indz As Integer 'zustaende
für motorx,y,z
Indx = 1
Indy = 1
Indz = 1
'ports setzen
Config Portb = Output
Config Portc = Output
Config Portd.7 = Output 'spindel
'motorzustaende
'motorx
Dim Mx(4) As Byte
Mx(1).1 = 1
Mx(1).2 = 1
Mx(1).3 = 0
Mx(1).4 = 0
Mx(2).1 = 0
Mx(2).2 = 1
Mx(2).3 = 1
Mx(2).4 = 0
Mx(3).1 = 0
Mx(3).2 = 0
Mx(3).3 = 1
Mx(3).4 = 1
Mx(4).1 = 1
Mx(4).2 = 0
Mx(4).3 = 0
Mx(4).4 = 1
'motory
Dim My(4) As Byte
My(1).1 = 1
My(1).2 = 1
My(1).3 = 0
My(1).4 = 0
My(2).1 = 0
My(2).2 = 1
My(2).3 = 1
My(2).4 = 0
My(3).1 = 0
My(3).2 = 0
My(3).3 = 1
My(3).4 = 1
My(4).1 = 1
My(4).2 = 0
My(4).3 = 0
My(4).4 = 1
'motorz
Dim Mz(4) As Byte
Mz(1).1 = 1
Mz(1).2 = 1
Mz(1).3 = 0
Mz(1).4 = 0
Mz(2).1 = 0
Mz(2).2 = 1
Mz(2).3 = 1
Mz(2).4 = 0
Mz(3).1 = 0
Mz(3).2 = 0
Mz(3).3 = 1
Mz(3).4 = 1
Mz(4).1 = 1
Mz(4).2 = 0
Mz(4).3 = 0
Mz(4).4 = 1
Do
'Kommandoempfangsroutine
Uee = Right(ts , 1)
If Asc(uee) = 13 Then
Ltsk = Len(ts) - 1
Ts = Left(ts , Ltsk)
Print "Ts:"
Print Ts
'Actcom auswerten
If Actcom = "dx" Then
Dx = Val(ts)
Actcom = ""
'Print "dx: " ; Dx
End If
If Actcom = "dy" Then
Dy = Val(ts)
Actcom = ""
'Print "dy: " ; Dy
End If
If Actcom = "dz" Then
Dz = Val(ts)
Actcom = ""
'Print "dz: " ; Dz
End If
'TS auswerten
If Ts = "dx" Then
Actcom = "dx"
'Print "Actcom = dx"
End If
If Ts = "dy" Then
Actcom = "dy"
'Print "Actcom = dy"
End If
If Ts = "dz" Then
Actcom = "dz"
'Print "Actcom = dz"
End If
If Ts = "spindel" Then
Actcom = "spindel"
End If
If Ts = "go" Then
Actcom = "go"
End If
Ts = ""
End If
If Actcom = "spindel" Then
Toggle Portd.7
Actcom = ""
End If
If Actcom = "go" Then
Call Bewegung(dx , Dy , Dz , 4000.1)
Actcom = ""
End If
Loop
Onrxd:
I = Udr
Ts = Ts + Chr(i)
Return
Sub Bewegung(byval Wx As Long , Byval Wy As Long , Byval Wz As Long ,
Byval Spmm As Long)
'schritte und teilschritte
Dim Schritt As Long
'nötige schritte
Dim Srx As Long , Sry As Long , Srz As Long
'maximale schritte aus srx,sry,srz
Dim Srmax As Long
'hilfsvar
Dim Srmaxsrx As Long , Srmaxsry As Long , Srmaxsrz As Long
'schritte ermitteln
Srx = Wx * Spmm
Sry = Wy * Spmm
Srz = Wz * Spmm
If Srx >= Sry Then
Srmax = Srx
Else
Srmax = Sry
End If
If Srz > Srmax Then
Srmax = Srz
End If
'go signale für schrittmotorimpuls 1=vorwärts, -1=rückwärts
Dim Gox As Integer , Goy As Integer , Goz As Integer
'auslöseintervalle
Dim Isrx As Long , Isry As Long , Isrz As Long
Isrx = 0
Isry = 0
Isrz = 0
For Schritt = 1 To Srmax
Gox = 0
Goy = 0
Goz = 0
'Motor x
If Srx <> 0 Then
Isrx = Isrx + 1
Srmaxsrx = Srmax / Srx
If Isrx = Abs(srmaxsrx) Then
Isrx = 0
Gox = Abs(srx) / Srx
End If
End If
'Motor y
If Sry <> 0 Then
Isry = Isry + 1
Srmaxsry = Srmax / Sry
If Isry = Abs(srmaxsry) Then
Isry = 0
Goy = Abs(sry) / Sry
End If
End If
'Motor z
If Srz <> 0 Then
Isrz = Isrz + 1
Srmaxsrz = Srmax / Srz
If Isrz = Abs(srmaxsrz) Then
Isrz = 0
Goz = Abs(srz) / Srz
End If
End If
'Daten zum Motor schicken
Call Motorx(gox)
Call Motory(goy)
Call Motorz(goz)
'aktuelle koordinaten
' Akx + = Gox / Spmm
' Aky + = Goy / Spmm
' Akz + = Goz / Spmm
Next
End Sub
Sub Motorx(rx As Integer )
Indx = Indx + Rx
'wenn obergrenze erreicht, dann auf anfang setzen
If Indx > 4 Then
Indx = 1
End If
'wenn untergrenze erreicht, dann auf ende setzen
If Indx < 1 Then
Indx = 4
End If
'ports setzen
Portb.0 = Mx(indx).1
Portb.1 = Mx(indx).2
Portb.2 = Mx(indx).3
Portb.3 = Mx(indx).4
End Sub
Sub Motory(ry As Integer )
Indy = Indy + Ry
'wenn obergrenze erreicht, dann auf anfang setzen
If Indy > 4 Then
Indy = 1
End If
'wenn untergrenze erreicht, dann auf ende setzen
If Indy < 1 Then
Indy = 4
End If
'ports setzen
Portb.4 = My(indy).1
Portb.5 = My(indy).2
Portc.0 = My(indy).3
Portc.1 = My(indy).4
End Sub
Sub Motorz(rz As Integer )
Indz = Indz + Rz
'wenn obergrenze erreicht, dann auf anfang setzen
If Indz > 4 Then
Indz = 1
End If
'wenn untergrenze erreicht, dann auf ende setzen
If Indz < 1 Then
Indz = 4
End If
'ports setzen
Portc.2 = Mz(indz).1
Portc.3 = Mz(indz).2
Portc.4 = Mz(indz).3
Portc.5 = Mz(indz).4
End Sub
Warum ist der Serial Buffer auskommentiert? Ich habe von Bascom nicht viel Ahnung, allerdings eh der ganze Rattenschwanz abgearbeitet ist, sind bestimmt eingehende Zeichen verloren. Anscheinend ist das Print in der ISR dann doch noch schneller und es funktioniert damit. Aber in eine ISR gehört niemals ein Print. Also den Buffer wieder rein. Vielleicht müssen ja für die Serial Buffer Funktion noch Interrupts enabled werden. Schau mal in die Bascom Hilfe.
hab das ganze mal entschlackt und auf das nötigste reduziert: $regfile = "m8adef.dat" $crystal = 1000000 $hwstack = 100 $swstack = 100 $framesize = 100 $baud = 1200 On Urxc Onrxd Enable Urxc Enable Interrupts Dim I As Byte Dim Uee As String * 1 Dim Ts As String * 100 Do Uee = Right(ts , 1) If Asc(uee) = 13 Then Print "Ts:" Print Ts Ts = "" End If Loop Onrxd: Ts = Ts + Chr(udr) Return funktioniert aber immernoch nich richtig
Von Bascom habe ich kaum Ahnung, aber das funktioniert zuerst mal auch mit 115200 baud. Must nur den Kopf anpassen. An deiner Stelle würde ich aber für alle Fälle einen Buffer vorsehen damit nichts verloren geht..
1 | $regfile = "m328pdef.dat" |
2 | $crystal = 16000000 |
3 | $hwstack = 100 |
4 | $swstack = 100 |
5 | $framesize = 100 |
6 | $baud = 115200 |
7 | |
8 | On Urxc Onrxd |
9 | Enable Urxc |
10 | Enable Interrupts |
11 | |
12 | Dim Ts As String * 100 |
13 | Dim Flagrx As Boolean |
14 | |
15 | Ts = "" |
16 | Flagrx = 0 |
17 | |
18 | Do
|
19 | |
20 | If Flagrx = 1 Then |
21 | If Right(ts , 1) = Chr(13) Then |
22 | Print "Ts: " ; Ts |
23 | Ts = "" |
24 | End If |
25 | Flagrx = 0 |
26 | End If |
27 | |
28 | Loop
|
29 | |
30 | |
31 | |
32 | Onrxd: |
33 | Ts = Ts + Chr(udr) |
34 | Flagrx = 1 |
35 | Return
|
:
Bearbeitet durch User
besten dank an albert für den überarbeiteten code, es funktioniert, allerdings mit $baud = 4800 warum der coe besser funktioniert als meiner verstehe ich allerdings nicht, aer egal. jetzt bräuchte ich allerdings noch eine güntige stromquelle. hat da jemand was für folgende verbraucher: 3x schrittmotor 28BYJ-48 – 5V 1x fräsmotor 5 -12V 1x atmega kann man da vielleicht auch ein altes pc-netzteil nehmen ?
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.