Hallo, Ich bin neue hier und hoffe ich bin bei euch richtig. Zum Hintergrund: Ich bin Modellbauer und habe mir deshalb eine kleine Drehbank gekauft (Emco Unimat SL). Ich möchte mir nun einen automatischen Vorschub dazubauen. Dabei hätte ich an einen Elektromotor gedacht der mittels Hallsensoren an die Drehzahl der Spindel gekoppelt wird. Wie gesagt ich bin Modellbauer und habe neben Kabellöten auch ein paar elektronische Bauteile selber gelötet. Zum Beispiel eine doppelte Stromversorgung die im Betrieb, also beim Entladen, die beiden Akkus parallel und zum gleichzeitigen Laden der Batterien in Serie schält. Also am handwerklichen scheiterts bei mir nicht, wohl aber am Know- How. Ich bin nämlich bei meinen Projekten immer nach einer Anleitung im Netz vorgegangen. Jedenfalls hätte ich mir die Steuerung des Vorschubs so vorgestellt: An der Riemenscheibe der Spindel wird ein Hallsensor installiert der die Drehzahl abnimmt und an einen Mikrokontroller, oder wie man das auch immer nennt, weitergibt. Dieser wiederum steuert einen E- Motor an der über, sagen wir mal, einen Riemenantrieb die Spindel der Z- Achse bewegt. Jetzt wäre es natürlich praktisch das "Übersetzungsverhältnis" zwischen Spindel und Vorschub einstellen zu können. Als Beispiel das Drehen eines Gewindes mit 1mm Steigung: Eine Umdrehung des Handrades macht einen Vorschub von 1mm. Das heißt das Übersetzungsverhältnis zwischen Spindel und Handrad muss 1:1 sein. Da man beim Gewindeschneiden aber mehrmals durchfahren muss wäre es hilfreich wenn man den Vorschub auch retour laufen lassen könnte. Also nach dem ersten Durchgang die Drehbank per Hand entgegen der Laufrichtung drehen kann, sodass der Vorschub auch zurück auf die Anfangsposition läuft um beim nächsten Durchgang mit dem Drehmeissel genau den ersten Gewindegang wieder zu treffen. Um andere Steigungen herstellen zu können muss man das Verhältnis natürlich auch ändern können. Ideal wäre da natürlich ein Kontrollzentrum mit Display dem man nur die Steigung eingeben muss und dann das Verhältnis selber errechnet. Geht das bzw kann man mein Wirrwarr überhaupt nachvollziehen? Danke
:
Verschoben durch User
Das geht. Aber du wirst sehr sehr viel lernen müssen über Gewindetoleranzen der Spindeln Umkehrspiel Controller Sensoren Programmierung Ohoh...
Prinzipiell geht das mit etwas Erfahrumg ohne größere Probleme umzusetzen. Du wirst allerdings nie an die Genauigkeit einer Lösung mit Encoder, der die Spindelstellung hochauflösend abnimmt. hinkommen. Wenn als Vorschubantrieb mit einem Schrittmotor auskommst, ist das recht einfach. Wenn du einen DC Motor oder gar BLDC nehmen willst, dann wird das schon aspruchsvoll mit der Positionsregelung. Hier müsstest du dann aich einen hinreichend genauen Glasmaßstab montieren, um die Position abzugreifen. Zusammenfassung: man kann sowas basteln, ums reicht um ein Gewinde zu schneiden wage ich zu bezweifeln.
So etwas wird oft "electronic leadscrew". In der CNCEcke gabs glaube ich mal (mindestens) ein Projekt dass so etwas (mit einer Menge Zusatzfunktionen) umsetzte.
Hallo koarl, habe auch eine Unimat SL und ich verstehe worauf Du hinaus willst. Dein Vorhaben halte ich aber für so nicht realisierbar. Wenn die Kopplung von der Hauptspindel zum Vorschub nicht über Zahnräder erfolgt, ist sie einfach zu ungenau. Allein der angedachte Riemenantrieb am Vorschub: der Riemen kann ein wenig durchrutschen und schon fährt der Vorschub nur noch 0.85mm pro Umdrehung der Hauptspindel und bei der nächsten Runde vielleicht dann 0.9mm/Umdrehung. Kurz: am Ende hast du ein unregelmäßiges Gewinde. Jetzt möchtest Du den Motor am Vorschub auf Basis der elektronischen Drehzahlerfassung an der Hauptspindel ansteuern und holst dir durch den Schneidvorgang ausgelöste Drehzahlschwankungen als weiteres Problem dazu. Am Ende addieren sich Regelvorgänge und Riemen-Schlupf und du würdest wohl schon beim zweiten Schneidvorgang einen Teil des zuvor geschnittenen Gewindegangs abtragen. Dann bleibt ein aufgerauter Bolzen übrig, aber kein Gewinde. Da bei der SL alles mit Riemen läuft, müsstest Du den gesamten Antrieb neu auslegen. Übrigens gibt es eine Gewindeschneidvorrichtung zum anbauen. Die Vorrichtung arbeitet aber ganz anders, nämlich mit Leitpatronen, die hinter dem Backenfutter montiert werden. Der Meissel wird nicht im Drehstahlhalter am Support eingespannt sondern hat einen eigenen Halter, der über eine Stange parallel zu den Rundführungen mit den Führungsbacken verbunden ist und von der Leitpatrone gezogen wird. Die Vorrichtungen sind alle in der Bedienungsanleitung (findet man Online) beschrieben. Vielleicht kann dir ja jemand Leitpatronen herstellen, dann ist der Nachbau recht einfach.
Ein Drehautomat der nicht rigid Gewinde schneiden kann arbeitet genau so. Die Sindel gibt pro Umdrehung einen Puls und der Vorschub läuft los. Daher auch 3 bis 5x Steigung als Anfahrweg für Gewinde. Und daher auch Gewinde nur bei konstanter Drehzahl.
Danke für eure Antworten! Mir scheint das ist doch etwas schwieriger als erwartet. Jedenfalls war die Lösung mit dem Hallsensor nur eine Idee, ebenso diente der Riemenantrieb nur als Beispiel. Natürlich geht das auch mit Zahnrädern. Wie das mit dem Encoder geht bzw ob Schrittmotoren reichen? Keine Ahnung! Electronic Lead screw ist genau das Stichwort und ist genau das was ich suche. Sowas gibt's auch zu kaufen, die Kosten stehen aber nicht dafür. Die originale Vorschubeinrichtung kenne ich. Da ist der Vorschub aber fix und erspart einem nur das Kurbeln. Wie die Gewindeschneideinrichtung funktioniert weiß ich, ich hab die nämlich. Leider nur eine Leitpatrone dazu. Aber abgesehen vom Gewindeschneiden wäre ein einstellbarer Vorschub generell praktisch. Zum Beispiel zum Rändeln. Ihr seht ich habe nur eine grobe Vorstellung davon wie ich das ganze umsetze und auch nicht wirklich viel Ahnung von Elektronik. Ich bin da also wirklich auf Hilfe angewiesen, alleine schaff ich das sicher nicht. Danke
Wenn es nur um einen konstanten Vorschub geht: Schrittmotor, 08/15-Endstufe mit Takt-/Richtungseingängen und NE555 als Taktgeber. Dann kannst du den Vorschub per Poti einstellen. Eine echte Synchronisation mit der Hauptspindel ist deutlich aufwendiger. Ggf. lässt sich ein Encoder so an die Hauptspindel anbauen (ggf. mit Riemenstufe), dass man aus dem Encoder-Signal direkt ein passendes Taktsignal für die Endstufe des Schrittmotors ableiten kann. Einstellbar ist das dann aber nur mit ganzzahligen Faktoren über einen zwischengeschalteten Zählerbaustein. Mit freundlichen Grüßen Thorsten Ostermann
koarl schrieb: > Wie die Gewindeschneideinrichtung funktioniert weiß ich, ich hab die > nämlich. Leider nur eine Leitpatrone dazu. Aber abgesehen vom > Gewindeschneiden wäre ein einstellbarer Vorschub generell praktisch. Zum > Beispiel zum Rändeln. Wenn Du das Gewindeschneiden aus der Anforderungsliste vorerst streichst, ist das doch ein ganz nettes Projekt. Auf einen Versuch, die Leitspindel zur Hauptspindel zu synchronisieren kann man es ja dann ankommen lassen. > Ihr seht ich habe nur eine grobe Vorstellung davon wie ich das ganze > umsetze und auch nicht wirklich viel Ahnung von Elektronik. Ich bin da > also wirklich auf Hilfe angewiesen, alleine schaff ich das sicher nicht. Vielleicht finden sich ja noch weitere SL-Besitzer, die sich beteiligen wollen. Werde den Thread mal abonnieren.
Carlos K. schrieb: > Um andere Steigungen herstellen zu können muss man das Verhältnis > natürlich auch ändern können. Mit nur einem Hallsensor kann das nicht funktionieren, damit kann die Steuerung ja nur einmal pro Umdrehung die genaue Stellung erkennen, da muss der Vorschub aber schon genau und gleichmässig 1 mm weiter sein. Dazu wird an der Hauptachse ein Drehgeber benötigt, der z.B. 1024 Schritte pro Umdrehung abgibt, und der Vorschub zum Gewindeschneiden muss ebenso fein eingstellt werden können. Wenn man das nicht mit (auswechselbaren) Zahnrädern lösen will, braucht man ein -> elektronisches Getriebe. Siehe u.a. www.fh-bielefeld.de/multimedia/Fachbereiche/.../ELEWELLE_17.pdf Das Prinzip ist eigentlich einfach, aber es in der Praxis zum Funktionieren zu bringen ist nichts für Anfänger. Georg
Carlos K. schrieb: > Geht das Im Prinzip schon, wenn du statt Riemenantrieb einen Direktantrieb per Schrittmotor wählst. Das kann CNC Software wie Mach3 auf einem PC steuern, oder eine Zyklensteuerung: Siehe pIpoPax Zyklensteuerung oder Electronic Lead Screw für Wabeco auf YouTube. Damit es gut wird, sollte man aber die Spindel gegen eine Kugelrollspindel ersetzen. Der Weg zur CNC Drehmaschine ist dann nicht mehr weit, nur noch den Supportschlitten per Schrittmotor verfahrbar machen.
Ein konstanter Vorschub wäre schon mal nicht schlecht. Man müsste halt dann nur per Try& Error herausfinden mit welcher Einstellung man welche Steigung erhält. Kann das gehen? Wobei man da wahrscheinlich auch genau so gut einfach den Motor über einen Poti steuern kann. Da wäre die Idee mit den Zählerbausteinen und der Änderung durch ganzzahlige Faktoren vielleicht ausreichend. Muss jetzt aber zugeben, dass ich nicht wirklich weiß was Zählerbausteine sind. Jedenfalls ist das Gewindeschneiden nicht unbedingt notwendig. Ich müsste dann nur jemanden finden der mir ein paar der Führungspatronen für meine Gewindeschneideinrichtung nachbaut. Aber für das Rändeln zum Beispiel muss man doch auch den Vorschub exakt nach der Steigung der Rändelung einstellen, oder? So eine elektronische Welle bei der man die Übersetzung einstellen kann wäre genau das richtige. Nur wenn das nichts für Anfänger ist, dann ist das wiederum keine gute Idee. Außer es erklärt sich jemand bereit das Projekt zu unterstützen. Der Gedanke auf CNC umzubauen kam mir auch schon. Nur das würde für meine Anwendungen dann doch zu weitgehen und wäre bei der kleinen Maschine wahrscheinlich zu viel des guten. Zugegebenermaßen habe ich vom Thema CNC keinen Schimmer. Aber vielleicht ist ja der Umbau auf CNC sogar einfacher?? Edit: Eigentlich wäre ein Umbau auf CNC doch nicht so schlecht. Ich hab eigentlich gedacht der automatische Vorschub wäre einfach zu bauen. Aber nachdem der Aufwand nicht wirklich weniger ist, wäre ein Umbau auf CNC durchaus denkbar. Jedenfalls bedanke ich mich schon jetzt für eure Hilfe! Ihr nehmt einen wirklichen Anfänger auf dem Gebiet ohne meckern an die Hand.
:
Bearbeitet durch User
Carlos K. schrieb: > Man müsste halt dann nur per Try& Error herausfinden mit welcher > Einstellung man welche Steigung erhält. Kann das gehen? Nein. > Da wäre die Idee mit den Zählerbausteinen und der Änderung durch > ganzzahlige Faktoren vielleicht ausreichend. Nein. > Jedenfalls ist das Gewindeschneiden nicht unbedingt notwendig. Ok. > Aber für das Rändeln zum Beispiel muss man doch auch den Vorschub exakt > nach der Steigung der Rändelung einstellen, oder? Nein. https://www.youtube.com/watch?v=n3NARL_6qRU > So eine elektronische Welle bei der man die Übersetzung einstellen kann > wäre genau das richtige. https://www.youtube.com/watch?v=CaIQRvgK3W0 > Nur wenn das nichts für Anfänger ist, dann ist > das wiederum keine gute Idee. Außer es erklärt sich jemand bereit das > Projekt zu unterstützen. Die Projekte sind ja "vorgedacht", man muss nur die Mechanik selber anbauen. > Der Gedanke auf CNC umzubauen kam mir auch schon. Nur das würde für > meine Anwendungen dann doch zu weitgehen und wäre bei der kleinen > Maschine wahrscheinlich zu viel des guten. Zugegebenermaßen habe ich vom > Thema CNC keinen Schimmer. Aber vielleicht ist ja der Umbau auf CNC > sogar einfacher?? Einfacher nicht, man muss halt auch die zweite Ache motorisieren. Eine electronic leadscrew spart das Wendeherz für Linksgewinde und den Zahnradsatz für alle Steigungen und erlaubt exaktes Stoppen an Anschlägen (dann Schaltern) und wenn sie schnell verfahren kann (Werkstückdurchmesser * Pi pro Umdrehung für 45 Grad Rändel), dann kann sie auch Rändeln durch einen Gravierstichel, erspart also auch das Rändelwerkzeug. Eine CNC spart den drehbaren Support für Kegelschnitte und die Kugeldrehvorrichtung https://www.youtube.com/watch?v=5pNHSoMcOnA zum Kugel-Drehen und ist quasi eine Erweiterung der electronic leadscrew um eine weitere motorisierte Achse. https://www.youtube.com/watch?v=FWg8NzfP108 Beides kann durch dieselbe Software, eben Mach3 auf einem PC, realisiert werden, wobei die Zyklensteuerung von Pixopax keinen PC erfordert. Es gibt noch weitere realisierte Zyklensteuerungs- Projekte von anderen Leuten. Eigentlich muss man sich fragen, warum überhaupt noch Drehmaschinen ohne electronic leadscrew gebaut werden, der Schrittmotor ist billiger als die ganze Mechanik.
Carlos K. schrieb: > Geht das bzw kann man mein Wirrwarr überhaupt nachvollziehen? Wollen wir mal etwas "sortieren"? :) Carlos K. schrieb: > An der Riemenscheibe der Spindel wird ein Hallsensor installiert der die > Drehzahl abnimmt und an einen Mikrokontroller, oder wie man das auch > immer nennt, weitergibt. Dieser wiederum steuert einen E- Motor an der > über, sagen wir mal, einen Riemenantrieb die Spindel der Z- Achse > bewegt. Z-Achse bei einer Drehmaschine?? Carlos K. schrieb: > Da man beim Gewindeschneiden aber mehrmals durchfahren muss wäre es > hilfreich wenn man den Vorschub auch retour laufen lassen könnte. Also > nach dem ersten Durchgang die Drehbank per Hand entgegen der > Laufrichtung drehen kann, sodass der Vorschub auch zurück auf die > Anfangsposition läuft um beim nächsten Durchgang mit dem Drehmeissel > genau den ersten Gewindegang wieder zu treffen. Was redest Du da? 1) die Vorschub-Umkehr = Rückschub wird per Drehrichtungs-Umkehr von Drehmaschinen bewerkstelligt. Wobei der "Drehmeißel" vorher "aus dem Schnitt" gefahren wird. 2) Deine Annahme, daß beim nächsten Durchgang genau die (vorherigen) Gewindegänge wieder zu treffen seien, ist grundfalsch. Würdest Du das so machen, würdest Du nämlich das Gewinde zerstören! Meister E. schrieb: > habe auch eine Unimat SL und ich verstehe worauf Du hinaus willst. > Dein Vorhaben halte ich aber für so nicht realisierbar. Wenn die > Kopplung von der Hauptspindel zum Vorschub nicht über Zahnräder erfolgt, > ist sie einfach zu ungenau. Exakt genau so ist es. Die rein mechanische Kopplung kommt ja nicht von irgendwoher. ;) Michael B. schrieb: > Eigentlich muss man sich fragen, warum überhaupt noch Drehmaschinen ohne > electronic leadscrew gebaut werden, der Schrittmotor ist billiger als > die ganze Mechanik. Diese Frage läßt sich ganz einfach beantworten: Elektromechanische Vorschübe sind unschlagbar gut. Damit meine ich einen stufenlos einstellbaren DC-Mot. (hinreichender Größe für den max. erforderlichen Vorschub) gekoppelt mit einer Kugelrollspindel. Wenn es um höchste Präzision geht, kann nicht mal im Entferntesten dagegen ein Schrittmotor-Vorschub "anstinken". Und ein hydraulischer sowieso nicht. ;)
L. H. schrieb: > Carlos K. schrieb: >> Geht das bzw kann man mein Wirrwarr überhaupt nachvollziehen? > > Wollen wir mal etwas "sortieren"? :) > > Carlos K. schrieb: >> An der Riemenscheibe der Spindel wird ein Hallsensor installiert der die >> Drehzahl abnimmt und an einen Mikrokontroller, oder wie man das auch >> immer nennt, weitergibt. Dieser wiederum steuert einen E- Motor an der >> über, sagen wir mal, einen Riemenantrieb die Spindel der Z- Achse >> bewegt. > > Z-Achse bei einer Drehmaschine?? Nennt sich auch Längsvorschub: http://www.cnc-lehrgang.de/typo3temp/fl_realurl_image/x-und-z-achse-an-drehmaschinen-ko.jpg Mit freundlichen Grüßen Thorsten Ostermann
Michael B. schrieb: >> Aber für das Rändeln zum Beispiel muss man doch auch den Vorschub exakt >> nach der Steigung der Rändelung einstellen, oder? > > Nein. > Youtube-Video "Rändeln auf der Drehbank" Achso, der im Video verwendet zwar einen automatischen Vorschub, der ist aber nicht mit der Spindel synchronisiert, oder? Irgendwo hab ich gelesen man müsse den Vorschub passend zu Teilung der Rändelung einstellen. Ist das Quatsch? > >> So eine elektronische Welle bei der man die Übersetzung einstellen kann >> wäre genau das richtige. > > Youtube-Video "Zyklensteuerung Teil 3" > >> Nur wenn das nichts für Anfänger ist, dann ist >> das wiederum keine gute Idee. Außer es erklärt sich jemand bereit das >> Projekt zu unterstützen. > > Die Projekte sind ja "vorgedacht", man muss nur die Mechanik selber > anbauen. Ich hab viel gegoogelt und allerhand zu dem Thema gelesen, aber leider keine detailierte Bauanleitung für die Elektronik gefunden. Ohne Anleitung wird das bei mir nichts. Die Mechanik ist ja nicht ganz so schwierig, letztlich muss dafür ja nur die Kraft vom Motor auf die Handräder bzw die Spindel erfolgen. > >> Der Gedanke auf CNC umzubauen kam mir auch schon. Nur das würde für >> meine Anwendungen dann doch zu weitgehen und wäre bei der kleinen >> Maschine wahrscheinlich zu viel des guten. Zugegebenermaßen habe ich vom >> Thema CNC keinen Schimmer. Aber vielleicht ist ja der Umbau auf CNC >> sogar einfacher?? > > Einfacher nicht, man muss halt auch die zweite Ache motorisieren. > > Eine electronic leadscrew spart das Wendeherz für Linksgewinde und den > Zahnradsatz für alle Steigungen und erlaubt exaktes Stoppen an > Anschlägen (dann Schaltern) und wenn sie schnell verfahren kann > (Werkstückdurchmesser * Pi pro Umdrehung für 45 Grad Rändel), dann kann > sie auch Rändeln durch einen Gravierstichel, erspart also auch das > Rändelwerkzeug. > > Eine CNC spart den drehbaren Support für Kegelschnitte und die > Kugeldrehvorrichtung Youtube-Video "Radiendrehapparat für innen und > aussen ball turning radien turning" > zum Kugel-Drehen und ist quasi eine Erweiterung der electronic leadscrew > um eine weitere motorisierte Achse. > > Youtube-Video "Optimum Lathe, CNC Conversion, Mach3" > > Beides kann durch dieselbe Software, eben Mach3 auf einem PC, realisiert > werden, wobei die Zyklensteuerung von Pixopax keinen PC erfordert. > > Es gibt noch weitere realisierte Zyklensteuerungs- Projekte von anderen > Leuten. > So einen Kugeldrehapparat wollte ich mir gerne bauen. Wiederum kann man den Aufwand auch gleich in einen CNC- Umbau investieren. Vor allem für´s Fräsen wäre das interessant, da ich ja die Vertikaleinrichtung zu der Maschine habe. Nur ist der Frästisch sehr klein und daher die größe der Bauteile begrenzt, was die Sinnhaftigkeit wieder in Frage stellt. Von daher würde die electronic lead screw wieder mehr Sinn machen. Ein Setup ohne PC wäre bei der kleinen Maschine passender. Mein Problem ist einfach, dass ich noch nicht den genauen Durchblick habe wie viel Unterschied im Aufwand eines CNC- Umbaus und der electric lead screw liegt. Danke auf alle Fälle für die Links! L. H. schrieb: > Carlos K. schrieb: >> Geht das bzw kann man mein Wirrwarr überhaupt nachvollziehen? > > Wollen wir mal etwas "sortieren"? :) > > Carlos K. schrieb: >> An der Riemenscheibe der Spindel wird ein Hallsensor installiert der die >> Drehzahl abnimmt und an einen Mikrokontroller, oder wie man das auch >> immer nennt, weitergibt. Dieser wiederum steuert einen E- Motor an der >> über, sagen wir mal, einen Riemenantrieb die Spindel der Z- Achse >> bewegt. > > Z-Achse bei einer Drehmaschine?? Wie Thorsten schon schrieb, Z ist die Achse parallel zum Werkstück. > > Carlos K. schrieb: >> Da man beim Gewindeschneiden aber mehrmals durchfahren muss wäre es >> hilfreich wenn man den Vorschub auch retour laufen lassen könnte. Also >> nach dem ersten Durchgang die Drehbank per Hand entgegen der >> Laufrichtung drehen kann, sodass der Vorschub auch zurück auf die >> Anfangsposition läuft um beim nächsten Durchgang mit dem Drehmeissel >> genau den ersten Gewindegang wieder zu treffen. > > Was redest Du da? > 1) die Vorschub-Umkehr = Rückschub wird per Drehrichtungs-Umkehr von > Drehmaschinen bewerkstelligt. > Wobei der "Drehmeißel" vorher "aus dem Schnitt" gefahren wird. > 2) Deine Annahme, daß beim nächsten Durchgang genau die (vorherigen) > Gewindegänge wieder zu treffen seien, ist grundfalsch. > Würdest Du das so machen, würdest Du nämlich das Gewinde zerstören! Die Maschine hat keine Drehrichtungsumkehr, deshalb hätte ich die Drehbank per Hand zurückgedreht. Ich dachte man müsse exakt die Rille wieder treffen, ansonsten würde man ja nur zwei parallele Spiralen drehen.... Ich weiß, man merkt bei mir schnell, dass ich keinen handwerklichen Beruf erlernt habe. Aber nur weil ich mit ein paar Aussagen ins Abseits gelaufen bin musst du mich nicht gleich wie den Hans Wurst hinstellen, das finde ich nicht ganz fair. Danke
Carlos K. schrieb: > Irgendwo hab ich gelesen man müsse den Vorschub passend zu Teilung > der Rändelung einstellen. Ist das Quatsch? Richtig, das ist Quatsch. Und auch der Werkstückdurchmesser muss nicht zur Rändelung passen. Höre einfach dem ganzen Video zu. Carlos K. schrieb: > Die Mechanik ist ja nicht ganz so > schwierig, letztlich muss dafür ja nur die Kraft vom Motor auf die > Handräder bzw die Spindel erfolgen. Na ja, bei Handbedienung ist es egal wie viel Spiel die Sache hat, bei elektronischer Ansteuerung will man spielfreiere Mechanik, dafür hat man einen MOtor zum Gegenhalten, sie muss nicht so schwergängig sein daß sie die Posiiotn von selbst hält, im Gegenteil, je leichtgängiger, je besser. Carlos K. schrieb: > Die Maschine hat keine Drehrichtungsumkehr, deshalb hätte ich die > Drehbank per Hand zurückgedreht. Mühsam, mühsam. Beim Drehen von Gewinden per Hand ist es aber nie sinnvoll auszukuppeln, also MUSS man zurückdrehen, für jeden 1/10mm Span.... Carlos K. schrieb: > leider keine detailierte Bauanleitung für die Elektronik gefunden Nun ja, was will man an einem PC mit EMC2 oder Mach3 dokumentieren ? Es gibt hunderte beschriebener Installationen. Der entscheidende Hinweis ist bloss, daß den Programmen ein Impuls pro Umdrehung reicht, die interpolieren dann die notwendige Leitspindelgeschwindigkeit schon passend. Für den Selbstbau ohne PC, falsches Forum: http://www.cncecke.de/forum/showthread.php?82720-Einfache-Zyklensteuerung-für-Drehbank-mit-Arduino (wobei ich im letzten Beitrag lese, daß inzwischen wohl jemand den Sourcenstand kaputtgespielt hat).
:
Bearbeitet durch User
Wenn das so ist, dann wäre ein Umbau schon eher nur zu Luxuszwecken und aus Freude am Basteln. Viel Sinn dürfte das dann wahrscheinlich nicht machen, aber es ist ja ein Hobby von daher brauchts keinen Sinn! Ich habe in der CNC- Ecke mal geantwortet und gefragt ob es so eine Steuerung auch zu kaufen gäbe bzw. ob eine Anleitung zum Nachbauen existiert. Hier gab´s auch mal eine Kleinserie von solchen Steuerungen zu kaufen: http://www.cncecke.de/forum/showthread.php?58030-Einfache-Zyklensteuerung-f%FCr-Drehbank&p=963959 Aber eben ein anfängergerechtes Tutorial zum Nachbauen, gerne auch mit ein paar vorgefertigten bzw. zugekauften Teilen, fand ich bisher leider nicht. Das schaut nicht so kompliziert aus: http://homemetalshopclub.org/projects/electronic_lead_screw/els.html Ich hab jetzt mal geschaut und so CNC Umbaukits sind gar nicht so teuer. Da gibt´s welche wo die Steuerung und 2 Schrittmotoren dabei sind. Die Mechanik baut man selber. Nur hab ich keinen Plan ob diese Kits auch was gescheites sind bzw. von welchen man besser die Finger lässt.
:
Bearbeitet durch User
Hallo, ich habe mir vor einigen Jahren für meine EMCO Compact 8 so ein "elektronisches Getriebe" gebaut, weil ich das umständliche Wechseln der Zahnräder satt hatte. Die Erfassung der Spindelbewegung wird über einen Encoder gemacht, der über einen kleinen Zahnriemen mit der Spindel verbunden ist. Der Vorschub wird mit einem Schrittmotor bewegt, der auch über einen Zahnriemen die Zugspindel antreibt. Der Schrittmotor hat einen Phasenstrom von etwa 2,5A. Das reicht dicke aus, um Gewinde auch in Stahl zu schneiden. Mit einem Daumenradschalter kann ich das Übersetzungsverhältnis wählen. Bereich: 0,01 bis 9,99 mm/Spindelumdrehung. Ein AVR Atmega48 erfasst die Encoderpulse und steuert den Schrittmotor entsprechend des eingestellten Teilerverhältnisses. Das funktioniert in beide Richtungen synchron zur Spindel. Deshalb sind auch mehrere Durchgänge beim Gewindeschneiden kein Problem. Die Steuerbox hat einen 3-stelligen Daumenradschalter für die Übersetzung, sowie eine Richtungsumkehr (für Linksgewinde ganz nützlich)und einen Einschalter. Ich habe auch schon mal eine Anleitung mit Display und aufwendiger Steuerung gesehen, aber ich bin mit meiner einfachen und robusten Lösung ganz zufrieden. Sie läuft seit mehr als 5 Jahren störungsfrei.
Das klingt gut! Hast du da vielleicht einen Plan dazu, oder würdest du mir beim Nachbauen ein bisschen helfen? Danke
Einen Bauplan habe ich erst mal keinen. Das war so eine "VHIM"-Aktion (Vom Hirn ins Material)mit Material aus der Bastelkiste. Ich hatte mir schon mal überlegt, ob ich eine Kleinserie auflegen sollte, war mir aber nicht sicher, ob ich darauf sitzen bleiben würde. Jede Maschine ist halt anders. Ich werde mal schauen, was ich an Aufzeichnungen noch finde. Ein paar Bilder kann ich ja vorab schon mal machen. Dann können wir weitersehen.
Thorsten O. schrieb: > Nennt sich auch Längsvorschub: > http://www.cnc-lehrgang.de/typo3temp/fl_realurl_image/x-und-z-achse-an-drehmaschinen-ko.jpg Danke Dir - wußte gar nicht, daß die Achsen bei Drehmaschinen anders orientiert sind als bei Fräsmaschinen. ;) Gibt es dafür einen Grund? Evtl. Tradition? Carlos K. schrieb: > Die Maschine hat keine Drehrichtungsumkehr, deshalb hätte ich die > Drehbank per Hand zurückgedreht. Ja - kann man auch so machen. > Ich dachte man müsse exakt die Rille wieder treffen, ansonsten würde man > ja nur zwei parallele Spiralen drehen.... > > Ich weiß, man merkt bei mir schnell, dass ich keinen handwerklichen > Beruf erlernt habe. Aber nur weil ich mit ein paar Aussagen ins Abseits > gelaufen bin musst du mich nicht gleich wie den Hans Wurst hinstellen, > das finde ich nicht ganz fair. Es war nicht meine Absicht, Dich als Hanswurst hinzustellen. Wenn das so "rübergekommen" ist, bedauere ich das. :) Ob jemand einen handwerklichen Beruf erlernt hat, spielt m.E. keine Rolle dafür, was er tun will. Autodidaktisch kann man alles erlernen, sofern man dazu entschlossen ist. Im Grunde genommen tun wir das auch hier im Forum mehr oder weniger. In der Sache kann sich jeder irren, was noch lange kein Grund sein darf, ihn deshalb als sonstwas zu bezeichnen. Liegt jemand mit etwas irgendwie falsch, so läßt sich das richtigstellen. Zurück zum Gewindeschneiden: Egal wie der Längsvorschub bewerkstelligt wird, ist es tatsächlich so, daß nach der ersten Zustellung mit jeder weiteren Tiefen-Zustellung im Prinzip eine parallele Spirale gedreht wird. D.h. der Gewindeschneidstahl schneidet, das Gewinde dabei nach und nach vertiefend, eigentlich immer nur an einer Seite (des erzeugten V's) weiter. ;) Wenn Du einen Längsvorschub (auf der Z-Achse (wie ich dazugelernt habe)) hast, kannst Du das ohne weiteres verifizieren. Fährst Du (nur per Tiefenzustellung) immer wieder in die "gleiche Rille", wirst Du dabei das Gewinde "zerrupfen" und ein völlig unbrauchbares Ergebnis erhalten. hanuplomat schrieb: > Ich hatte mir schon mal überlegt, ob ich eine Kleinserie auflegen > sollte, war mir aber nicht sicher, ob ich darauf sitzen bleiben würde. > Jede Maschine ist halt anders. Das klingt wirklich interessant. Klar - jede Maschine ist anders. Doch irgendwie läßt sich das wohl auch an jede anpassen. Glaube auch nicht, daß Du auf einer Kleinserie sitzen bleiben würdest. Wenn Du es willst, könntest Du Dich so einloggen, daß man Dir eine PN schicken kann. :)
Hallsensor geht sicher gut, aber einer mit mehreren Impulsen pro Umdrehung. Und eines ist klar: der Sensor muss! direkt an der Hauptspindel angebracht sein (direkt oder über einen Zahnriemen/Zahnrad). Den Vorschub kann dann ein Schrittmotor steuern - das kann ein µC locker erledigen. Ich hatte das bei meiner Drehbank selber schon mal vor und war schon ziemlich weit, habe aber dann die Drehbank verkauft. Den Sensor (mit Achse zum Direktantrieb, auch für hohe Drehzahlen) habe ich noch irgendwo (ich glaube, was japanisches - war auf jeden Fall teuer) und das Datenblatt auch. Muss ich mal raussuchen. Wenn er interessant ist, gib mal Bescheid - ich würde ihn verkaufen.
L. H. schrieb: > Gibt es dafür einen Grund? DIN-Norm, kommt ins wanken wenn auf der Drehbank (z.B. seitlich) ins Werkstück gebohrt wird.
Also, ich habe mich jetzt angemeldet. Carlos: Deine Maschine ist schon ein ordentliches Stück kleiner als meine. Ausserdem hat sie, so weit ich das auf Bildern erkennen konnte, keine Möglichkeit, den Support mit einer Schloßmutter auszukuppeln. Das heißt, du müsstest den Schrittmotor zum Handbetrieb auskuppeln. Wenn der Schrittmotor händisch bewegt wird erzeugt er eine Generatorspannung, die, wenn sie zu hoch wird, die Motortreiber killen kann. Aber egal, irgendwie kriegt man das schon hin. Ich versuche mal ein paar Bilder anzuhängen. Ich möchte aber gleich darauf hinweisen, dass der Drahtverhau im Inneren des Gehäuses eine Folge des überstürzten Aufbaus ist. Ich kann das besser! Aber wie heißt es so schön: Es gibt nichts Dauerhafteres als ein Provisorium.
>wußte gar nicht, daß die Achsen bei Drehmaschinen anders >orientiert sind als bei Fräsmaschinen. wieso anders? Die Achse in Richtung der Spindel ist immer Z und weiter gehts mit der rechten Hand Regel.
L. H. schrieb: > Klar - jede Maschine ist anders. Eigentlich hat man nur zwei Variablen: Impulse pro Spindeldrehung und z-Bewegung pro Motorschritt.
L. H. schrieb: > Es war nicht meine Absicht, Dich als Hanswurst hinzustellen. > Wenn das so "rübergekommen" ist, bedauere ich das. :) > > Ob jemand einen handwerklichen Beruf erlernt hat, spielt m.E. keine > Rolle dafür, was er tun will. > Autodidaktisch kann man alles erlernen, sofern man dazu entschlossen > ist. > Im Grunde genommen tun wir das auch hier im Forum mehr oder weniger. > In der Sache kann sich jeder irren, was noch lange kein Grund sein darf, > ihn deshalb als sonstwas zu bezeichnen. > Liegt jemand mit etwas irgendwie falsch, so läßt sich das > richtigstellen. > > Zurück zum Gewindeschneiden: > Egal wie der Längsvorschub bewerkstelligt wird, ist es tatsächlich so, > daß nach der ersten Zustellung mit jeder weiteren Tiefen-Zustellung im > Prinzip eine parallele Spirale gedreht wird. > D.h. der Gewindeschneidstahl schneidet, das Gewinde dabei nach und nach > vertiefend, eigentlich immer nur an einer Seite (des erzeugten V's) > weiter. ;) > > Wenn Du einen Längsvorschub (auf der Z-Achse (wie ich dazugelernt habe)) > hast, kannst Du das ohne weiteres verifizieren. > Fährst Du (nur per Tiefenzustellung) immer wieder in die "gleiche > Rille", wirst Du dabei das Gewinde "zerrupfen" und ein völlig > unbrauchbares Ergebnis erhalten. > Dann hab ich das falsch verstanden, nix für ungut und danke für die Erklärung zum Gewindeschneiden! Robert schrieb: > Hallsensor geht sicher gut, aber einer mit mehreren Impulsen pro > Umdrehung. Und eines ist klar: der Sensor muss! direkt an der > Hauptspindel angebracht sein (direkt oder über einen > Zahnriemen/Zahnrad). > > Den Vorschub kann dann ein Schrittmotor steuern - das kann ein µC locker > erledigen. > Ich hatte das bei meiner Drehbank selber schon mal vor und war schon > ziemlich weit, habe aber dann die Drehbank verkauft. > Den Sensor (mit Achse zum Direktantrieb, auch für hohe Drehzahlen) habe > ich noch irgendwo (ich glaube, was japanisches - war auf jeden Fall > teuer) und das Datenblatt auch. Muss ich mal raussuchen. Wenn er > interessant ist, gib mal Bescheid - ich würde ihn verkaufen. Ich merk mir das mal, noch weiß ich ja noch nicht wo mich das hinführt, danke auf alle Fälle für´s Angebot. Martin G. schrieb: > Also, ich habe mich jetzt angemeldet. > Carlos: Deine Maschine ist schon ein ordentliches Stück kleiner als > meine. Ausserdem hat sie, so weit ich das auf Bildern erkennen konnte, > keine Möglichkeit, den Support mit einer Schloßmutter auszukuppeln. Das > heißt, du müsstest den Schrittmotor zum Handbetrieb auskuppeln. > Wenn der Schrittmotor händisch bewegt wird erzeugt er eine > Generatorspannung, die, wenn sie zu hoch wird, die Motortreiber killen > kann. > Aber egal, irgendwie kriegt man das schon hin. > Ich versuche mal ein paar Bilder anzuhängen. > Ich möchte aber gleich darauf hinweisen, dass der Drahtverhau im Inneren > des Gehäuses eine Folge des überstürzten Aufbaus ist. Ich kann das > besser! > Aber wie heißt es so schön: Es gibt nichts Dauerhafteres als ein > Provisorium. Danke Martin! Also das was ich auf den Fotos sehe, traue ich mir zu nachzubauen und schaut für meine Zwecke sehr passend aus. Hast du vielleicht noch einen Schaltplan dazu? Oder vielleicht eine Einkaufsliste? Ganz toll wäre natürlich eine genauere Beschreibung wie das in der Praxis funktioniert oder gar ein Video im Einsatz! Mit der Aussage über Provisorien hast du vollkommen recht. Mir ist es beim Modellbauen schon einige Male so ergangen, dass ein Versuchsaufbau so gut funktioniert hat, dass ich´s gleich so gelassen hab. Das beste Beispiel ist meine Vakuumpresse. Was haltet ihr davon? http://homemetalshopclub.org/projects/electronic_lead_screw/els.html Und bezüglich der Achsenbenennung hat mich meine Cousine schon belehrt. Die ist Maschinenschlossermeisterin! Vielen Dank an alle!
:
Bearbeitet durch User
Carlos K. schrieb: > Was haltet ihr davon? Grober Unsinn. So hat man das gebaut, bevor Mikrocontroller erschienen sind. Ein immenser Aufwand an Bauteilen und trotzdem eine sehr eingeschränkte Funktionalität. Zudem ist der Analogteil problematisch: Es ist kein PID Regler obwohl ein PID nötig wäre. Fehlfunktionen sind zu erwarten. Falls es ein ganzer CNC Umbau sein soll: https://www.youtube.com/watch?v=_Polq5piWhQ
Ok, danke! Ein CNC- Umbau wäre natürlich nach wie vor cool. Aber da bin ich dann WIRKLICH auf Hilfe angewiesen. Der Umbau an sich wäre ja noch im Bereich des möglichen, aber von der Bedienung hab ich überhaupt keine Ahnung. Mal abgesehen vom finanziellen.
Ich werde mal sehen, ob ich übers Wochenende einen Schaltplan zusammenbringe. Die Software ist ja eigentlich fertig. Vielleicht ist das ja ein Grund für mich, das hässliche Provisorium zu ersetzen. Dann aber mit anständigem Gehäuse und an verschiedene Maschinen anpassbar. Sonst lohnt sich der Aufwand nicht. Diesen Link mit dem TTL-Grab als Ansteuerung hatte ich auch schon gefunden. Ich muss da Michael beipflichten. Das ist so nicht mehr zeitgemäß, zu aufwendig und ausserdem nur für ganzzahlige Verhältnisse zu gebrauchen (wenn's überhaupt funktioniert).
heinz schrieb: >>wußte gar nicht, daß die Achsen bei Drehmaschinen anders >>orientiert sind als bei Fräsmaschinen. > wieso anders? > > Die Achse in Richtung der Spindel ist immer Z und weiter gehts mit der > rechten Hand Regel. Ahja - danke für die logische Begründung der Achsenorientierung. :) Tom schrieb: > L. H. schrieb: >> Klar - jede Maschine ist anders. > > Eigentlich hat man nur zwei Variablen: Impulse pro Spindeldrehung und > z-Bewegung pro Motorschritt. Diese Verknüpfung ist schon klar. Die Andersartigkeit von Maschinen war eher im Zusammenhang mit der evtl. Kleinserie von hanuplomat gemeint. Dabei v.a. bezogen auf unterschiedliche Längen von Drehmaschinen. Was aber kein prinzipielles Problem ist, da es durch unterschiedliche Spindellängen gelöst werden kann. Aus eigenen Erfahrungen mit Maschinenumbauten/-anpassungen wird es wohl immer so sein, daß z.B. die Aufnahmen für die Spindel, den Antriebsmotor usw. maschinenabhängig passend angefertigt werden müssen. Was aber dann die Angelegenheit des Umbauers sein sollte. ;)
koarl schrieb: > Ein CNC- Umbau wäre natürlich nach wie vor cool. Aber da bin ich dann > WIRKLICH auf Hilfe angewiesen. Der Umbau an sich wäre ja noch im Bereich > des möglichen, aber von der Bedienung hab ich überhaupt keine Ahnung. > Mal abgesehen vom finanziellen. Dann überlege es Dir gut, ob Du wirklich von einer CNC-SL profitieren würdest. Für mich macht das bei der kleinen Maschine keinen Sinn. Der Aufwand steht in keinem guten Verhältnis zum Nutzen. Alleine die Achsen zu automatisieren ist ja nur der erste Schritt, irgendwann wird es einem vielleicht zu langweilig ständig die Werkzeuge zu wechseln und auszurichten bis der nächste Schritt in der Software abgespielt werden kann und man möchte sich einen Revolverkopf auf den Support basteln - wohin damit auf dem gerade mal 50mm breiten Schlitten? Motor soll ja auch noch dran und, wie schon in anderem Kontext (von Martin) so schön gesagt: "vom Hirn ins Material" geht nicht mehr ohne Umwege, weil für eine manuelle Bedienung mit ausgekuppelten Motoren einfach zu viele Aufbauten auf der Maschine sind. Wir reden hier ja schliesslich über eine Spitzenweite von gerade 150mm(!). Ich würde mich auf die Leitspindel konzentrieren, das macht auch ohne Synchronisierung zur Hauptspindel schon Sinn, und wenn man es dann später noch wirklich hinbekommt mit einer elektronischen Übersetzung saubere Gewinde zu schneiden, ist das doch ein echter Hammer.
:
Bearbeitet durch User
Hallo Carlos, welche Steigung hat denn eigentlich die Spindel Deiner kleinen Drehbank in Z-Richtung ?
Schaut mal was ich noch gefunden habe: http://www.cartertools.com/brooketh.html#Part19 Ist zwar vom Prinzip her das gleiche wie die originale Gewindeschneideinrichtung die ich ja schon habe, aber trotzdem wollte ich euch das nicht vorenthalten.
koarl schrieb: > Schaut mal was ich noch gefunden habe Ja, wer sich die Unimat SL angesehen hat weiss, daß ihr das Leitspindelgetriebe fehlt. Das macht es besonders sinnvoll, sie mit einer elektronischen Leitspindel auszurüsten, an statt sich solches Zubehör zu kaufen.
Vor allem gibt es ja nur ein Zugspindelgetriebe. Man muss aber anmerken, dass die originale Schneideinrichtung eine einfach geniale/ genial einfache Konstruktion ist.
Zumindest so in die Richtung. Das Video hab ich auch schon gesehen, nur gibt's keinen Bauplan dazu.
Das habe ich auch schon mal gesehen. Das ist die recht aufwendige Steuerung, die ich oben schon mal erwähnt hatte. Ohne Zweifel, das ist schon eine tolle Sache. Da ich aber privat keine Serienfertigung mache bin ich persönlich eher für die eher einfachen Lösungen.
Ich wuerd eher auf sowas tippen: https://www.youtube.com/watch?v=9UgBxxVzg3c http://cnc-for-model-engineers.blogspot.co.at/2015/06/im-currently-at-cnc-workshop-in.html
Ja, sowas wäre schon toll. Aber wieder gibt's dazu keine Anleitung die ich in der Lage wäre umzusetzen. Außerdem bin ich zu der Erkenntnis gekommen, dass eine zu komplizierte Steuerung bei der kleinen Maschine wenig sinn macht. Die Variante von Hanupoplat ist sicher die ideale. Apropos: Bist du schon dazugekommen die Schaltung zu zeichnen?
Ja, sie ist noch ganz frisch. Ich habe sie etwas erweitert, damit man auch die Möglichkeit hat, den Schrittmotor mit insgesamt 4 Tasten unabhängig von der Spindel zu bewegen. 2 Tasten für langsam rechts/links und 2 Tasten für schnell rechts/links. Ausserdem habe ist einen Kalibriertaster vorgesehen, über den man mit Hilfe der Dekadenschalter auch das Verhältnis des Encoders und der Spindel eingeben, sowie die langsame und schnelle Geschwindigkeit des Schrittmotors wählen kann. Die Werte werden dann im EEPROM abgelegt. Ich habe Bauteile verwendet, die im Elektronikversand günstig und problemlos bestellt werden können. Ich werde jetzt noch ein Layout machen. Allerdings werde ich hier wohl weitgehend SMD-Bauteile verwenden, weil dann die Leiterplatte auch kleiner wird und ich sie habe. Ich habe den Schaltplan und die Verschaltung der Bedienelemente mal angehängt. Für sinnvolle Ergänzungen oder Fehlerhinweise bin ich offen.
Danke Martin! Schaut komplizierter aus als ich dachte. Sollte aber machbar sein. Trotzdem gleich noch die Frage: Würdest du eine Kleinserie auflegen oder mir eine solche Steuerung gegen Entgelt bauen? Was würde mich der Spaß kosten? Danke
So kompliziert ist es gar nicht. Das wichtigste am Layout mit Schrittmotoren ist das Massekonzept. Ich werde erst mal einen Prototypen mit einer selbstgeätzten Leiterplatte für den Eigenbedarf bauen. Erstens, um sicherzustellen, dass alles funktioniert und passt, zweitens, weil ich natürlich auch die Software anpassen muss. Am besten wir bleiben in Kontakt. Ich kann im Augenblick noch nicht genau sagen, wie schnell das geht, das hängt auch davon ab, wie stark ich beruflich gefordert bin. Über die Kosten will ich im Augenblick noch nichts sagen. Ich will damit in erster Linie die Kosten decken. Du kannst ja mal die Materialkosten überschlagen. Die Preise findest Du fast alle bei Reichelt oder Conrad. Den Aufbau sehe ich dann eher "sportlich". Die meiste Arbeit wird das Bestücken der Leiterplatte und das Fräsen des Gehäuses sein. Ich habe vor einigen Jahren für einen Ex-Kollegen mal ein Schulboard für den ATMega16 entworfen, das er für einen Mikrocontroller-Workshop gebraucht hat. Wir haben damals etwa 100 Stück gebaut. Das Board war je nach Bestückungsvariante entweder als JTAG-Debugger oder als Übungsboard verwendbar. Verdient habe ich daran nichts, aber war ein nettes Projekt und hat allen Beteiligten viel Spass gemacht.
Kein Stress! Ich werde mal eine grobe Materialliste machen und die Preise zusammenrechnen. Ein Gehäuse müsstest du wegen mir nicht fräsen, ich könnte mir auch selber einen kleinen Holzkasten bauen. Würdest du dann die fertig bestückte Platine verkaufen oder muss das in Eigenregie geschehen? Nur mal so als Anhaltspunkt, was glaubst du, kommt man mit 100€ aus? Danke
Das müsste eigentlich für die Elektronik dicke reichen. Dann brauchst du aber noch den Encoder und den Schrittmotor. Ich könnte Dir für ein paar Euro einen besorgen, der stark genug ist. Einen Encoder hätte ich vielleicht auch noch, allerdings brauchst du da noch ein Getriebe mit 1:2 oder 1:4, damit du auf eine höhere Auflösung kommst. Das ist ein kleiner Encoder, der normalerweise auf einen Motor hinten draufgesetzt wird. Typ ME22 mit 250 Schlitzen/Umdr.(kannst mal googeln fürs Datenblatt). Als Gehäuse hatte ich das "BOPLA U 100" von Reichelt vorgesehen. Und dann brauchst Du noch ein 24V-Netzteil mit etwa 3A. Ich betreibe meine Schaltung mit 36V. Dann kann der Schrittmotor etwas schneller laufen.
Meinst du jetzt nur für die Bauteile oder für die fertig gebaute Steuerung? Auf dein Angebot mit dem Encoder und dem Motor komme ich gerne zurück!
Am besten, wir reden nochmal drüber, wenn alles fertig ist. Ich denke wir werden uns schon einig werden. Aber die Chance, dass du alles zusammen für 100€ bekommst stehen "besser als Durchschnitt". Mal davon abgesehen, die erste Prototypenleiterplatte habe ich heute abend geätzt und vorgebohrt. (siehe Bild).
Ok, dann warte ich einfach bis du so weit bist. Ich wollte nur grob abstecken was auf mich zu kommt, nicht dass du dir eine Menge Arbeit wegen mir machst und wir uns am Ende doch nicht einig werden. Danke jetzt schon mal für deine Hilfe!
Carlos K. schrieb: > (Emco Unimat SL). Hier baut jemand gerade eine Unimat SL um (gleich ganz auf CNC) und lässt dich daran teilhaben: http://www.cncecke.de/forum/showthread.php?95110-Und-noch-ein-Drehmaschinenumbau
Danke! Auch wenn ich mich nun gegen einen Umbau auf CNC entschieden habe werde ich das Thema verfolgen! Sagt mal, was kostet eigentlich das Mach3? Oder gibt es auch Opensourceprogramme eventuell auch für Mac?
koarl schrieb: > Sagt mal, was kostet eigentlich das Mach3? http://www.machsupport.com/licensing/ 175$
Das erste, was mir an dem CNC-Umbau aufgefallen ist ist die Tatsache, dass die Schrittmotoren direkt mit einer Metallkupplung auf die Wellen aufgeflanscht sind. Ich habe das an meiner Fräsmaschine (Wabeco 1200)auch erst gemacht und es war wahnsinnig laut. Dann habe ich die Motoren über einen kurzen Zahnriemen angeschlossen. Das war sehr viel leiser, weil der Zahnriemen die Resonnanzen besser dämpft. Hilfreich wäre an dieser Stelle auch eine Wellenkupplung mit einem Gummi in der Mitte. Was meint ihr ?
hanuplomat schrieb: > Was meint ihr ? Zahnriemen hat viele Vorteile, man kann eine Übersetzung einplanen und ggf. sogar verändern, man kann den Motor versetzen, man kann dafür sorgen daß die Maschine nicht länger wird (mehr Platz braucht). Aber einfacher ist die direkte Kupplung, wenn man keine Übersetzung braucht, und mit Dämpfern übertrage sich dann auch keine Resonanzen http://www.ebay.de/itm/Wellenkupplung-Kupplung-CNC-3D-Drucker-Schrittmotor-3-4-5-6-6-35-7-8-9-10-6x8mm-/151947284133 http://www.ebay.de/itm/Wellenkupplung-KlauenKupplung-CNC-3D-Drucker-Schrittmotor-4-5-6-7-8-9-10-5x10mm-/161944331012 und vermutlich arbeitet die auch ein wenig genauer.
Ich habe jetzt die Steuerung aufgebaut. (siehe Bild). Jetzt muss noch die Software angepasst werden. Allerdings habe ich während des Aufbaus gemerkt, dass das SMD-Löten vielleicht nicht jedermanns Sache ist. Als Kleinserie auch wegen der Leiterplattenkosten (unbestückt) (ca. 20€ bei 10 Stück)ist das auch recht teuer. Deshalb könnte man das vielleicht anders angehen. Ich habe im Netz eine Motortreiberplatine mit dem TB6560 (12-35V/3A) gefunden. Die Leiterplatte kostet ca. 13$ (bei sainsmart.com). Ich habe mal eine bestellt. Mal sehen, ob sie was taugt. Als Microcontroller gibt es bei Pollin ein kleines Board für 4€ mit einem ATMEGA168 drauf. Das Board kann auf eine Lochrasrerplatine aufgesteckt werden. Daran muss man nur noch den Dekadenschalter, einige Taster und Schalter anschließen. Das kann ja fast jeder geschickte Elektronikbastler. Das ist zwar nicht so kompakt, aber besser zu bauen.
Schaut super aus! Also SMD- Teile löten würde ich gerne vermeiden. Ein paar Drähte zwischen eine Lochrasterplatine und ein paar Schalter löten dürfte aber kein Problem sein. Und da die Maschine eh so klein ist, stört mich die Kompaktheit nicht. ;-)
hanuplomat schrieb: > Das erste, was mir an dem CNC-Umbau aufgefallen ist ist die Tatsache, > dass die Schrittmotoren direkt mit einer Metallkupplung auf die Wellen > aufgeflanscht sind. Hm...bei einem so kleinen Schrittmotor geht das mit dem steifen Messingstück wahrscheinlich noch. Das wird wohl kein Vergleich zu Deiner F1200 sein. Aber genau dafür gibt es ja auch Wellenkupplungen. Bei meiner Mini-CNC (BF20) sind die translatorischen Achsen auch per Zahnriemen. Das hat aber mehr Bauraum-Gründe. Die vierte Achse ist mit einer teilelastischen Klauenkupplung versehen. Das dämpft auch gut.
Angehängte Dateien:
-

Kupplung.JPG
110 KB

Walter T. schrieb: > Die vierte Achse ist mit einer teilelastischen > Klauenkupplung versehen Oder sowas - kommt drauf an was man vermeiden will. Ruckeln des Schrittmotors vermeidet man am besten durch Mikroschritte. Georg
Georg schrieb: > kommt drauf an was man vermeiden will. Bei Kugelgewinde will man vermeiden, daß sich die Welle unter Belastung nachgibt. Also besser keine solchen Federdämpfer. Bei Trapezgewinde will man, dass die Welle so weit dreht wie man Schritte gemacht hat. Also eher keine solchen Federdämpfer :-)
koarl schrieb: > Schaut super aus! Absolut, eine schöne Arbeit. > Also SMD- Teile löten würde ich gerne vermeiden. Ein paar Drähte > zwischen eine Lochrasterplatine und ein paar Schalter löten dürfte aber > kein Problem sein. Und da die Maschine eh so klein ist, stört mich die > Kompaktheit nicht. ;-) Falls Martin für mich ein PCB übrig* hat könnte ich Dir auch gleich eine Platine mit aufbauen, wenn Dir das lieber ist. *) zum käuflichen Erwerb versteht sich @hanuplomat Hast Du ein PCB für mich bzw. kann man schon welche ordern? Edit: Das Pollin-Zeugs kommt mir nicht ins Haus, würde mich wirklich freuen wenn ich eine Deiner schönen Platinen bekommen könnte.
:
Bearbeitet durch User
Ich war ein paar Tage wegen eines größeren Zahnarzttermins "außer Betrieb". Ich habe die Software so weit, dass erst mal alles funktioniert. Ich möchte die Software allerdings noch an unterschiedliche Encoderauflösungen und Vorschubauflösungen anpassen. Die Auflösungen werden dann einmalig über die Dekadenschalter eingegeben und intern abgespeichert. Ich muß mal sehen, wie ich das dann alles testen kann. Ich mag keine "Bananensoftware" (Das ist eine Software, die beim Kunden reift). @koarl: Hast du dir schon mal Gedanken gemacht, wie du den Encoder an deiner kleinen Unimat SL anbringen willst ? Kann man am Keilriemenrad der Spindel überhaupt eine Wellenkupplung anbringen ? Ich sehe da nur eine Mutter zur Befestigung des Riemenrades. Hat die Spindelwelle dort eine Bohrung, in die man einen Stift einsetzen könnte ? Auf der Handradseite müsstest Du eine Riemenscheibe zwischen Handrad und Z-Spindel einsetzen. Dann kannst du den Schrittmotor seitlich anbringen und das Handrad immer noch nutzen.
Also die Spindel hat einen Durchlass von 6,5mm. Ich hab mir schon ein paar Gedanken gemacht. Nichts konkretes aber ich hab mir überlegt vielleicht die Mutter durch ein Drehteil zu ersetzen welches zugleich als Mutter und Riemenscheibe fungiert. Allerdings müsste man diese dann gegen selbstständiges Lösen sichern. Vielleicht mit einer Madenschraube oder so. Das Handrad werde ich sowieso ersetzten, da man auf dem originalen den Skalenring nicht verstellen kann. Und da könnte ich gleich eines bauen bei dem eine Riemenscheibe dabei ist. Ich wieß nur noch nicht wie eine elegante Lösung ausschaut um den Schrittmotor auszukuppeln um das Handrad zu nutzen.
Den Schrittmotor brauchst Du nicht auszukuppeln. Wichtig ist nur, dass die beiden Schrittmotorspulen von der Ansteuerung getrennt sind. Bei meiner Fräsmaschine habe ich das mit einem Relais gemacht. Wenn die Endstufe abgeschaltet ist ist der Relaiskontakt offen und der Schrittmotor getrennt. Dann lässt er sich ganz leicht mitdrehen. Du brauchst ein Relais mit 2*EIN - Kontakten. Welche Schlüsselweite hat denn die Mutter an der Riemenscheibe ? Vielleicht könnte man da einen Innensechskant in die Zahnriemenscheibe fräsen und das Teil dann "drüberstülpen".
koarl schrieb: > [...] aber ich hab mir überlegt > vielleicht die Mutter durch ein Drehteil zu ersetzen welches zugleich > als Mutter und Riemenscheibe fungiert. [...] Prinzipiell geht das. Siehe hier: http://dl1dow.de/inhalt/selbstbau/mini_drehbank/index.htm#Handrad_Leitspindel Allerdings ist das Lager der Leitspindel nicht dazu ausgelegt, Kippmomente aufzunehmen. Bei meiner Maschine besteht es aus zwei Axialkugellagern und einem Gleitlager für den radialen Anteil. Evtl. mußt Du da auch den Lagerbock austauschen/ändern (z.B. in Richtung Doppelschrägkugellager). Michael B. schrieb: > [...] will man vermeiden, daß sich die Welle unter Belastung > nachgibt. Also besser keine solchen Federdämpfer. [...] Das sind keine Federelemente. Das sind drehsteife Kupplungen, die minimal radialen und axialen Versatz und verkippen ausgleichen können. Für Antriebszwecke (Torsionsrichtung) sind die beinahe so steif wie ein massives Stück, in allen anderen Richtungen so weich, daß weder Verspannungen entstehen noch Schwingungsmoden weitergegeben werden. Also genau das richtige für Kugelgewinde- oder Trapezspindeln.
hanuplomat schrieb: > Den Schrittmotor brauchst Du nicht auszukuppeln. Wichtig ist nur, > dass die beiden Schrittmotorspulen von der Ansteuerung getrennt sind. > Bei meiner Fräsmaschine habe ich das mit einem Relais gemacht. Wenn die > Endstufe abgeschaltet ist ist der Relaiskontakt offen und der > Schrittmotor getrennt. Dann lässt er sich ganz leicht mitdrehen. Du > brauchst ein Relais mit 2*EIN - Kontakten. > > Welche Schlüsselweite hat denn die Mutter an der Riemenscheibe ? > Vielleicht könnte man da einen Innensechskant in die Zahnriemenscheibe > fräsen und das Teil dann "drüberstülpen". Also nur elektrisch auskuppeln, sozusagen? Die Mutter ist M6, aber wie das mit dem Drehteil geht versteh ich nicht ganz. Kann dir da gerade nicht folgen. Ich hab mir mal die originale Vorschubeinrichtung im Internet angeschaut und für mein dafürhalten wird da die Mutter einfach gegen eine Riemenscheibe mit Innengewinde ersetzt. Walter T. schrieb: > koarl schrieb: > [...] aber ich hab mir überlegt > vielleicht die Mutter durch ein Drehteil zu ersetzen welches zugleich > als Mutter und Riemenscheibe fungiert. [...] > > Prinzipiell geht das. Siehe hier: > > http://dl1dow.de/inhalt/selbstbau/mini_drehbank/in... > > Allerdings ist das Lager der Leitspindel nicht dazu ausgelegt, > Kippmomente aufzunehmen. Bei meiner Maschine besteht es aus zwei > Axialkugellagern und einem Gleitlager für den radialen Anteil. Evtl. > mußt Du da auch den Lagerbock austauschen/ändern (z.B. in Richtung > Doppelschrägkugellager). > Da mach ich mir jetzt wiederum keine Sorgen, immerhin wird ja die originale Vorschubeinrichtung auch ohne weitere Veränderung angebaut.
koarl schrieb: > Da mach ich mir jetzt wiederum keine Sorgen, immerhin wird ja die > originale Vorschubeinrichtung auch ohne weitere Veränderung angebaut. OK, vergiß meinen Einwand mit der Vorschubspindellagerung. Ich hatte tatsächlich eine andere Maschinenbauform in Erinnerung.
koarl schrieb: > Kommt jetzt darauf an was du verlangst. Ja, eigentlich nix ;) Aber wenn Du gute Ideen zum Umbau der SL hast, freue ich mich wenn Du sie teilst.
Super, vielen Dank! Meine Ideen teile ich selbstverständlich!
Hab lang nichts mehr hören lassen. Bitte entschuldigt. Wollte nur schnell mitteilen, dass ich noch dran bin. Hab's momentan ziemlich stressig. Es kann sich nur noch um Jahre handeln.
Falls noch jemand Interesse an einer Leitspindelsteuerung hat: Ich habe das Projekt aus der CNC-Ecke noch weiter entwickelt und kann die Steuerungen jetzt in meinem Shop anbieten. Das Interesse war so groß, dass ich es kommerziell machen musste, das Finanzamt wird sonst ungehalten. Ich baue diese komplett selber und biete auch ein passendes gefrästes Alugehäuse dazu an. Das Ganze ist qualitativ sehr hochwertig gebaut und gelötet, also kein Hobbyprodukt. Das Gehäuse ist robust und das LCD-Display ein sehr gutes mit hohem Kontrast. Angeschlossen wird die Steuerung über Patchkabel an Leadshine-Endstufen. Das Verdahten ist also sehr einfach. Insgesamt laufen nun gut 40 Stück der Steuerungen, und die bisherigen Benutzer sind begeistert. Wenn man die Maschine einmal damit ausgerüstet hat will man es nicht mehr missen. Die Steuerung hat diverse Funktionen, kann auch Schleifen und Stoßen, und natürlich Gewinde drehen. Es lassen sich exakte Positionen anfahren, auch Verfahren von Hand ist möglich. Wer Interesse hat kann sich unter http://www.rocketronics.de/els/ informieren. Falls diese Info zu kommerziell ist kann sie gern gelöscht werden.
Hallo Louis, Louis schrieb: > Falls noch jemand Interesse an einer Leitspindelsteuerung hat: Ich habe > das Projekt aus der CNC-Ecke noch weiter entwickelt und kann die > Steuerungen jetzt in meinem Shop anbieten. > Ich baue diese komplett selber und biete auch ein passendes gefrästes > Alugehäuse dazu an. Das Ganze ist qualitativ sehr hochwertig gebaut und > gelötet, also kein Hobbyprodukt. Das Gehäuse ist robust und das > LCD-Display ein sehr gutes mit hohem Kontrast. Finde ich gut dass Du auf hochwertige Komponenten setzen willst, aber (exakt) diese Taster in dem nicht staubdichten Gehäuse werden nicht (jahre-)lang zuverlässig funktionieren. Ich kenne die "persönlich", die bieten zu viel Angriffsfläche für Verschmutzungen, außerdem kann sich die Oberschale leicht verhaken, so dass man oft zweimal oder ziemlich fest drücken muss. Mit der Zeit nutzt sich das immer mehr ab und fühlt sich schrottig an. Taster in SMD-Bauform sind viel besser gekapselt und ein an der Frontplatte abdichtender Betätiger (im einfachsten Fall eine Folie) hilft, das Innere des Gehäuses vor Werkstatt-Staub zu bewahren. > Angeschlossen wird die Steuerung über Patchkabel an Leadshine-Endstufen. > Das Verdahten ist also sehr einfach. > Insgesamt laufen nun gut 40 Stück der Steuerungen, und die bisherigen > Benutzer sind begeistert. Wenn man die Maschine einmal damit ausgerüstet > hat will man es nicht mehr missen. > > Die Steuerung hat diverse Funktionen, kann auch Schleifen und Stoßen, > und natürlich Gewinde drehen. Es lassen sich exakte Positionen anfahren, > auch Verfahren von Hand ist möglich. > > Wer Interesse hat kann sich unter http://www.rocketronics.de/els/ > informieren. > > Falls diese Info zu kommerziell ist kann sie gern gelöscht werden. Ich hoffe, dass es in diesem Fall in Ordnung ist Dein Angebot hier zu verlinken, es passt ja zum Thema.
Louis schrieb: > Falls noch jemand Interesse an einer Leitspindelsteuerung hat: Hmm, immer noch keine X-Achse für automatisches Gewindeschneiden oder auch bloss mehrfaches überdrehen, für Kegel oder Kugeln, für (mit Sensor) Kopierdrehmaschine. Und leider immer noch manuelle Bewegung (bei stehender Hauptspindel mit absoluter Geschwindigkeit, bei drehender mit Mikrometern pro Umdrehung) unintuitiv durch Tastendruck starten und durch weiteren Tastendruck stoppen, an statt dass sie so lange läuft wie man gedrückt hält, es sei denn sie erreicht den elektronischen Anschlag, über den man dann aber durch erneuten Druck hinwegkommen sollte, damit man eine neue Position anfahren kann an der man den Anschlag einfach mit einem Tastendruck setzen kann. Also muss ich's doch selber bauen.
Hallo nicolas, dieser Thread verläuft seit einem Jahr friedlich, fang jetzt bitte keine Off-Topic Diskussion mit MaWin an. @MaWin Wenn Du Zeit und Spaß daran hast, bau so ein Ding, ich schau es mir gern an. Ich gehe aber davon aus dass Du Dir die Mühe nicht für eine Unimat SL machst, worum es im Eröffnungspost geht, also dann bitte einen neuen Thread eröffnen. ;) PS. EMCO Unimat SL == altes Spielzeug == Hobby
Eine gut funktionierende ELS/electronic leadscrew/elektronische Leitspindel wäre wirklich fein. Diese ELS-II von Lois Schreyer ist schon relativ nah an dem dran, was ich mir für so ein Gerät wünschen würde. Leider kein Open Source und das finde ich bei solchen halbgar kommerzialisierten Produkten sehr wichtig, weil da garantiert Sachen zu fixen oder zu verbessern sind und ich auch gerne noch in zwei Jahren, wenn die Website vielleicht gerade noch bei Archive.org auffindbar ist, die Möglichkeit hätte, es reparieren zu können. Klar, 200EUR sind grundsätzlich für so ein Nischenprodukt noch im nachvollziehbaren Bereich, aber bei der Summe für's Hobby stellt man halt auch die Überlegung an, was man sonst mit machen könnte, z.B. eine Mesa-Karte für LinuxCNC kaufen und was "Richtiges" haben.
NC-Dreher schrieb: > Eine gut funktionierende ELS/electronic leadscrew/elektronische > Leitspindel wäre wirklich fein. Ja, in der Tat :-) > Diese ELS-II von Lois Schreyer ist schon relativ nah an dem dran, was > ich mir für so ein Gerät wünschen würde. Finde ich auch - das ist schon ein schönes Teil. Natürlich gibt es immer Verbesserungsmöglichkeiten (die Tasterqualität wurde ja schon angesprochen), bspw. ein Encoderrad. Das macht es aber natürlich auch teurer. In einem muss ich MaWin allerdings zustimmen: zumindest die Möglichkeit des Anschlusses einer X-Achse und/oder der Zugspindel (für's Feinstdrehen) wäre gut. Der zusätzliche Aufwand ist gering. Ansonsten hätte ich gerne ein richtig großes 20x4-Display mit 9mm-Zeichen :-) > Leider kein Open Source und das finde ich bei solchen halbgar > kommerzialisierten Produkten sehr wichtig, weil da garantiert Sachen zu > fixen oder zu verbessern sind und ich auch gerne noch in zwei Jahren, > wenn die Website vielleicht gerade noch bei Archive.org auffindbar ist, > die Möglichkeit hätte, es reparieren zu können. Ja, das wäre schön. Jeder hat ja andere Angewohnheiten bei der Ansteuerung und die könnte man so selbst programmieren. > Klar, 200EUR sind grundsätzlich für so ein Nischenprodukt noch im > nachvollziehbaren Bereich Ja, der Preis ist für mich absolut im Rahmen. >, aber bei der Summe für's Hobby stellt man > halt auch die Überlegung an, was man sonst mit machen könnte, z.B. eine > Mesa-Karte für LinuxCNC kaufen und was "Richtiges" haben. Finde ich aber auch lästig. Ich will eigentlich keinen PC an der Maschine haben, der erst hochfahren muss, dann wieder Bildschirm usw. Klar, damit könnte man eine richtige CNC-Drehmaschine aufbauen, aber der Aufwand ist doch recht hoch. Ein Encoder, ein (oder zwei/drei) Schrittmotor und eine kleine autonome Steuerung, das Konzept finde ich schon gut und es bietet einiges. Meine Leitspindel liegt allerdings im Bett. Ich muss mal schauen, wieviel Platz im Gehäuse ist. Den Encoder könnte man eventuell durch eine Reflexlichtschranke und aufgeklebten Encoderstreifen ersetzen. Normale Encoder dürften bei meiner Spindel schwerlich zu montieren sein, da da noch die Spannvorrichtung für die Spannzangen "drüberliegt". Gebrauchen könnte ich den getrennten Vorschub schon deshalb, da ich demnächst Anwendungen für 20mm-Steigungen hätte :-}
:
Bearbeitet durch Moderator
Na, ich hatte erst einen langen Text als Antwort, aber ich mache es doch lieber kurz: a) Das sind nicht die Tasten die wohl gemeint waren, diese sind besser gekapselt und halten sehr lange, sind bei mir seit vielen Jahren in verschiedenen Geräten im Einsatz, in der Werkstatt aber auch draußen. Das LCD mit 20x4 ist top, ist ein EA DIP203G-4NLED, kein billiges Restpostengedöns. b) Opensource geht nicht wegen kommerziellen Compiler (Avrco), und garantiert auch sicher nicht die Weiterentwicklung, siehe die diversen aufgegebene OS-Leitspindelprojekte im Netz. c) Die Bedienungsweise ist schon überlegt, Start der Automatikfunktioonen mit Tastendruck und Stop mit Tastendruck macht dann Sinn, wenn man nur 10 cm mit Schlichtgeschwindigkeit fahren will, es hat sich herausgestellt, dass diese Art der Bedienung am sinnvollsten ist. Festhalten und loslassen war auf Dauer nicht bequem. Ich und andere setzen das Teil ja schon ein paar Jahre ein, ich habe mir dabei durchaus etwas gedacht. Das Verfahren von Hand geht wie gewünscht, läuft solange man drückt. Hält an sobald man loslässt. Davon abgesehen ist das hier eine Einheit die einfach korrekt funktioniert, und vielfach getestet und im Einsatz ist, und wo durch die Jahre der eigenen intensiven Nutzung einiges an Ideen eingeflossen ist. Gedacht also für die, die einfach schnell eine gut funktionierende Steuerung haben wollen: Anschließen, läuft. Ideal für Hobbymaschinen, es gibt aber auch zunehmend mehr Firmen die es einsetzen weil es so schön einfach zu bedienen ist. Alle anderen können sich natürlich gerne selber eins schnitzen, das haben schon viele versucht ;-) Ich dachte, weil hier jemand nach einer Lösung gesucht hat melde ich mich mal. Es kam ja bisher nicht wirklich eine Lösung, bzw. die Angedachte verlief im Sande.
Chris D. schrieb: > In einem muss ich MaWin allerdings zustimmen: zumindest die > Möglichkeit des Anschlusses einer X-Achse und/oder der Zugspindel > (für's Feinstdrehen) wäre gut. Der zusätzliche Aufwand ist gering. Die Autoartisans ELS auf PIC Basis kann das wenn ich es recht entsinne. Die gibt es schon Ewigkeiten und hat ihre Eignung hundertfach bewiesen. Allerdings hat sie ein paar Nachteile für Selbstbauer: PIC-basiert, umfangreiche Hardware/große Platine, keine Boardlayouts in gängigen Formaten (aber Schaltpläne). Nix, was man mal eben mit Teilen aus der Bastelkiste zusammenpinnt. Da ist die Schreyer-ELS ja doch deutlich simpler (allerdings auch hier wieder nicht konsequent, wie man es bei einem marktfähigem Produkt erwarten würde). > Ein Encoder, ein (oder zwei/drei) Schrittmotor und eine kleine autonome > Steuerung, das Konzept finde ich schon gut und es bietet einiges. Ja. Im Idealfall würde man das Teil immer mit der Drehe zusammen anschalten, es würde sich in das Bedienkonzept nahtlos einfügen (z.B. hinsichtlich der "elektronischen Schlossmutter" wie bei der Original Autoartisan ELS) und es würde gleichsam als DRO fungieren können. > Meine Leitspindel liegt allerdings im Bett. Ich muss mal schauen, > wieviel Platz im Gehäuse ist. Den Encoder könnte man eventuell durch > eine Reflexlichtschranke und aufgeklebten Encoderstreifen ersetzen. > Normale Encoder dürften bei meiner Spindel schwerlich zu montieren sein, > da da noch die Spannvorrichtung für die Spannzangen "drüberliegt". Ich habe auch schon öfter gesehen, dass der Encoder über einen Zahnriemen an die Spindel gefummelt war. Rein für die Leitspindelfunktion sollte der Polygoneffekt vernachlässigbar sein, bei Nutzung als Drehachse kann man vielleicht quasi per Deviationstabelle rausrechnen. Für ein Projekt hatte ich auch mal auf AS5048 gesetzt, das könnte man angesichts des Preises und des einfachen Aufbaus auch einfach mal probieren.
Louis schrieb: > Na, ich hatte erst einen langen Text als Antwort, aber ich mache es doch > lieber kurz: > > a) Das sind nicht die Tasten die wohl gemeint waren, diese sind besser > gekapselt und halten sehr lange, sind bei mir seit vielen Jahren in > verschiedenen Geräten im Einsatz, in der Werkstatt aber auch draußen. Gut, dann haben wir uns geirrt - umso besser :-) > Das LCD mit 20x4 ist top, ist ein EA DIP203G-4NLED, kein billiges > Restpostengedöns. Das glaube ich Dir - mir ging es alleine um die Größe der Anzeige :-) Aber die großen Displays sind leider auch deutlich teurer :-/ > b) Opensource geht nicht wegen kommerziellen Compiler (Avrco), und > garantiert auch sicher nicht die Weiterentwicklung, siehe die diversen > aufgegebene OS-Leitspindelprojekte im Netz. Ok, das mit dem Compiler ist einzusehen. Wobei es nicht sooo schwierig sein dürfte, das in C umzuschreiben. Aber inwiefern sollte die Offenlegung des Quellcodes die Weiterentwicklung einschränken? Im Gegenteil könnten doch andere mitwirken oder sich eigene Lösungen basteln. Und Du kannst ja weiterhin Updates herausbringen. Oder möchtest Du für Deinen geistigen Einsatz einfach nur entsprechend entlohnt werden? Das ist alles in Ordnung :-) > Davon abgesehen ist das hier eine Einheit die einfach korrekt > funktioniert, und vielfach getestet und im Einsatz ist, und wo durch die > Jahre der eigenen intensiven Nutzung einiges an Ideen eingeflossen ist. > Gedacht also für die, die einfach schnell eine gut funktionierende > Steuerung haben wollen: Anschließen, läuft. Ideal für Hobbymaschinen, es > gibt aber auch zunehmend mehr Firmen die es einsetzen weil es so schön > einfach zu bedienen ist. > Alle anderen können sich natürlich gerne selber eins schnitzen, das > haben schon viele versucht ;-) Ja, das ist so - nur ganz wenige Projekte kommen durch. > Ich dachte, weil hier jemand nach einer Lösung gesucht hat melde ich > mich mal. Es kam ja bisher nicht wirklich eine Lösung, bzw. die > Angedachte verlief im Sande. Ich denke, das ist auch in Ordnung. Zumal Du ja selbst denjenigen, die nicht Deine Steuerungen kauften, durchaus viele Hinweise gibst, wie so eine Lösung aussehen kann (Handbuch, Schaltplan usw.). Erst Recht, weil das Ding offenbar für sehr praxistauglich befunden wurde :-) Also: das sollte kein Niedermachen Deiner Steuerung sein. Ich finde das auch nicht "halbgar": das Ding funktioniert und tut, was es soll. Und wenn es nichts taugen würde, hättest Du deswegen nicht ein Gewerbe anmelden müssen. Und: wer mal so etwas gemacht hat, der weiss auch, wieviel Arbeit da drinsteckt und das eben nicht "mal schnell" zusammengestrickt ist. "Das ist ja einfach!" - nein, es ist eben nicht einfach. Es stecken dort eine Menge Verbesserungen und Lösungen drin. Ich kenne auch genügend Leute, die meinen, alles schneller, einfacher und besser machen zu können. Von denen hört man üblicherweise nie wieder etwas <:-} Wie sagte mein Prof. damals: "Ein gelöstes Problem ist immer einfach." In diesem Sinne: ein tolles Projekt!
Chris D. schrieb: > In einem muss ich MaWin allerdings zustimmen: zumindest die Möglichkeit > des Anschlusses einer X-Achse Seine moderne Hardware hat das ja, nur die Software fehlt, da kein open source hat man damit aber verloren. Man hat sowieso verloren weil: "Die Impulslänge für die Schrittimpulse kann in 3 Schritten gewählt werden, 4, 8 oder 12 µs" Damit sind die weitverbreiteten TB6560 raus, und man kann die Software auch nicht ändern. Beitrag "Re: Schrittmotor Bestimmung Pulslänge" Louis schrieb: > Das Verfahren von Hand geht wie gewünscht, läuft solange man drückt. > Hält an sobald man loslässt. Das ist schön, ich habe die Beschreibung anders verstanden. "Manuell: Mit < fährt der Schlitten nach Links, mit Anfahrtrampe. Erneutes Drücken stoppt die Fahrt. " und verstanden dass dieses nur bei laufender Hauptspindel funktioniert: "<< und >> verfahren den Schlitten mit der eingestellten Steigung nach links und rechts, ich nutze das z.B. um den Schlitten zu positionieren." Schön, wenn die Bedienung bereits sinnvoll ist. Und wenn es unterschiedliche Auffassungen gibt, was gewünscht sein könnte, kann man es über DIP Schalter oder EEPROM ja konfigurierbar machen. NC-Dreher schrieb: > (z.B. hinsichtlich der "elektronischen Schlossmutter Tja, das ist das Problem der ELS: Fährt man über Zugspindel oder Leitspindel ? Manche Drehmaschinen haben die getrennt, andere kombiniert per Schlossmutter umschaltbar. Und wenn man beides will, rüstet man halt meist auf Kugelumlaufspindel um. Die ELS an einer nicht umgerüsteten ist wohl eher ein Provisorium. Es dürfte also klar sein: die Hardware ist schön, die Software hinkt selbst eigenen Wünschen von Rocketronik hinterher, und Dank Compilerwahl wird auch niemand helfen können.
NC-Dreher schrieb: > Für ein Projekt hatte ich auch mal auf AS5048 gesetzt, das könnte man > angesichts des Preises und des einfachen Aufbaus auch einfach mal > probieren. Ja, das ist wirklich ein richtig interessanter Käfer :-) Die Frage ist, wie schnell das Ding die Werte liefert. Beim Überfliegen des Datenblattes fand ich um die 12 kHz. Wenn ich das richtig verstehe, ist das die Frequenz des A/D-Wandlers. Wie Louis im Handbuch schon schrieb: bei 3000/min und 400 Strichen liegt man schon bei 80kHz (50*400*4). Bei den angegebenen 12kHz und 50 Umdrehungen pro Sekunde hätte man dann 240 Werte pro Umdrehung, die Anzahl der Werte würde also drehzahlabhängig variieren. Vermutlich ist das eher kein Problem, weil bei solch hohen Drehzahlen der Vorschub im Verhältnis sehr langsam wäre. Auf jeden Fall ein interessanter Chip: berührungslos und staubunempfindlich. Und natürlich mit einer irren Auflösung (die erzielbaren Genauigkeiten müsste man mal ermitteln). Was hast Du damals für ein Projekt damit realisiert?
MaWin schrieb: > "Die Impulslänge für die Schrittimpulse kann in 3 Schritten gewählt > werden, 4, 8 oder 12 µs" > > Damit sind die weitverbreiteten TB6560 raus, und man kann die Software > auch nicht ändern. Ok, das ist nicht meine Preisklasse :-)
So, ich habe eben mal geschaut, wie viel Platz ich noch im Bereich der Wechselräder habe: reichlich :-) Die Motormontage sollte also kein Problem darstellen, zumal es da noch einige ungenutzte Gewindebohrungen gibt. Da mein Werkzeugschlitten ja doch etwas schwerer ist, auf Gleitführungen läuft und die Leitspindel eine (allerdings hochgenaue) Trapezspindel TR36x6 ist, werde ich wohl schon einen kräftigeren Motor nehmen müssen, eventuell noch untersetzt. Die Drehzahl der Hauptspindel kann ich übrigens sehr einfach auf der abgesetzten Welle abnehmen, auf der das erste Wechselzahnrad stecke. Das geht dann natürlich nur, wenn ich die Leitspindel zuschalte, aber das wäre ok. Die Steuerung muss bei mir momentan nur die Getriebefunktion erfüllen, also der Schrittmotor im eingestellten Verhältnis der Hauptspindel folgen. Dafür brauche ich erstmal dann nur ein einfaches Display und eine Einstellmöglichkeit für das Verhältnis. Dann kann ich endlich meine 20mm/Umdrehung bei 28/min fahren :-)
Das sollte nicht al zu schwer zu realisieren sein, da der Schrittmotor dann ganz parallel zur Spindel anläuft sind nicht mal Rampenfahrten notwendig. Im Thread der CNC-Ecke steht drin, wie man softwaremäßig ein Getriebe realisiert, das ist recht simpel wenn man es vestandnen hat. Das Softwaregetriebe muss man nur noch durch die Impulse des Encoders antreiben, schon hat man seine Übersetzung. Man setzt dazu die Pinchangeinterrupts ein, dann feuert die Routine bei jedem Encoderimpuls, damit zählt man dann die Getriebeparameter hoch und gibt die Schritte aus. Aaaber...wen du wirklich 20mm/U haben willst brauchst du eine Menge Encoderimpulse. Du kannst ja aus jeder Flanke des Encoders maximal einen Schritt des Motors erzeugen. Wenn du also einen Motor mit Halbschritt fährst brauchst du 400 Impulse / Umdrehung der Leitspindel, Das sind dann 3 mm bei dir. Für 20 mm /U brauchst du also schon 2666 Impuls-Flanken pro Umdrehung! Das Problem dabei ist: Bei höheren Drehzahlen flutest du deinen Controller mit Signalen. Nehmen wir mal 300 U/min an, dann muss der Controller ca. 13000 Impulse pro Sekunde verarbeiten. Bei reinem Getriebemodus geht das noch, musst du aber Dinge dazwischen berechnen wirds langsam knapp. 0,07 ms hat man dann noch pro Impuls. Du kannst langsamer fahren, aber man will ja auch die schnellen Drehzahlen nutzen können. Das ist der Grund warum ich einen Encoder mit 400 Schritte/U empfehle, dann geht das auch noch mit 2000 U/min, dafür ist die maximale Steigung beschränkt. Ich verwende 2 Flanken des Encoders, habe also intern dann 800 Impulse / Umdrehung des Encoders. Damit lässt sich also maximal 800 Motorschritte pro U erzeugen, was die Steigung auf 2xLeitpsindelsteigung beschränkt. In deinem Fall wären das dann also bei Halbschritt 6mm/U maximale Steigung. Auf 12 mm/U käme man wenn man Vollschritt nimmt. Mit einem 800er Encoder (Intern 1600 Impulse) gingen dann auch 24mm, aber dann ist man bei der Drehzahl eingeschänkt, dürfte so bis 1000 U/Min laufen. Es gibt ja auch einstellbare Encoder, damit könnte man das zeitweise einfach umstellen, wäre auch eine Lösung. So oft wirst du die 20 mm ja nicht brauchen nehme ich an.
Vielen Dank für den Beitrag :-) Louis schrieb: > Das sollte nicht al zu schwer zu realisieren sein, da der Schrittmotor > dann ganz parallel zur Spindel anläuft sind nicht mal Rampenfahrten > notwendig. Ja, das sehe ich auch so. Der Spindelmotor beschleunigt ja ebenfalls nicht unendlich schnell und ich müsste den Schrittmotor dieser Rampe einfach nur nachführen. > Im Thread der CNC-Ecke steht drin, wie man softwaremäßig ein Getriebe > realisiert, das ist recht simpel wenn man es vestandnen hat. Das > Softwaregetriebe muss man nur noch durch die Impulse des Encoders > antreiben, schon hat man seine Übersetzung. > > Man setzt dazu die Pinchangeinterrupts ein, dann feuert die Routine bei > jedem Encoderimpuls, damit zählt man dann die Getriebeparameter hoch und > gibt die Schritte aus. Ja, so ähnlich habe ich das schon damals gemacht, um für meine manuelle Fräse eine Achsenanzeige zu realisieren. Das sollte also nicht weiter schwierig sein. > (viel Richtiges) > Es gibt ja auch einstellbare Encoder, damit könnte man das zeitweise > einfach umstellen, wäre auch eine Lösung. Aufgrund der von Dir angesprochenen Problematik sind zwei Wege denkbar. Der eine wäre, einen sehr grob auflösenden Encoder nehmen und dann die Zwischenwerte zu extrapolieren. Das wäre wohl möglich, weil sich die Drehzahl ja später kaum noch ändert, der Fehler also sehr klein wäre. Aber dann gäbe es wohl beim exakten Anfahren Probleme. Der andere Weg wäre die Verwendung des angesprochenen AS5048. Der würde nämlich genau dieses Problem dadurch lösen, dass er eine konstante Wandelrate hat, unabhängig von der Drehzahl. Der Controller käme nicht an die Grenzen, weil er immer denselben Datenstrom verarbeiten muss. Bei niedrigen Drehzahlen (also dann, wenn man sie benötigt) hätte man aber eine sehr hohe Auflösung. bei hohen Drehzahl kann man mMn etwas schlampen, solange die Wegstrecke nachher wieder passt. Niemand schneidet Feingewinde bei 3000/min ;-) > So oft wirst du die 20 mm ja nicht brauchen nehme ich an. Nein, das wäre (natürlich) auch nur bei sehr niedrigen Drehzahlen der Fall. Ich möchte mit einem selbstgebauten Schleifscheibenaufsatz spezielle Geometrien schleifen, da nehme ich vermutlich nur die niedrigste Drehzahl von 28/min, was dann nicht ganz 10mm/s an Vorschub bedeuten würde.
:
Bearbeitet durch Moderator
Hallo zusammen, warum hat eigentlich noch niemand einen Controller mit eingebautem Hardware-Gray-Dekoder ins Spiel gebracht? Z.B. der billige STM32F103 bietet davon schon vier. Damit macht der µC die Dekodierung in Hardware, es kann ein relativ billiger Encoder angeschlossen werden und der µC kann den Encoder-Wert in einem Takt auslesen. Viele Grüße Nicolas
Walter T. schrieb: > Hallo zusammen, > > warum hat eigentlich noch niemand einen Controller mit eingebautem > Hardware-Gray-Dekoder ins Spiel gebracht? Z.B. der billige STM32F103 > bietet davon schon vier. Damit macht der µC die Dekodierung in Hardware, > es kann ein relativ billiger Encoder angeschlossen werden und der µC > kann den Encoder-Wert in einem Takt auslesen. Vielen Dank, das ist ein guter Einwurf - besonders, weil ich eh mit einem STM32 arbeiten wollte. Da kennt man seine eigenen Chips nicht ;-) Schaue ich mir nachher direkt mal an :-)
Louis schrieb: > wen du wirklich 20mm/U haben willst brauchst du eine Menge > Encoderimpulse. Ich dachte, du bist der Anbieter der ELS. Du hast ja überhaupt nicht verstanden, wie die Software funktioniert. Wer hat sie denn dann bitteschön geschrieben ? Kein Wunder, dass sie jahrelang trotz klarer Wünsche unverändert bleibt. Louis schrieb: > Du kannst ja aus jeder Flanke des Encoders maximal einen Schritt des > Motors erzeugen. Nein, natürlich nicht. Der Trick, den sich auch Mach3 bedient der das alles kann, ist die Trägheit der Hauptspindel. Deren Drehzahl ändert sich nicht schlagartig. Wenn zwischen 2 Indeximpulsen 0.1 Sekunde vergeht, und man pro Hauptspindelumdrehung 2500 Schritte des Schrittmotors benötigt (ob Y oder X Achse ist dabei egal) für die gewünschten 20mm oder weniger, dann muss man eben alle 0.1/2500 = 40us einen Impuls erzeugen. Wenn dann der nächste Indeximpuls schon nach 2350 Schritten aufschlägt, sollte man bei der nächsten Umdrehung eben 150 Schritte mehr in den 0.094s aussenden, also alle 35.47us einen, um den Fehler auszugleichen. Beginnt man mit der Impulserzeugung erst 0.1/360 = 277us später, scheidet man 1 Umdrehungsgrad später, damit kann man bei Gewinden nur auf 1 Flanke schneiden, und wenn man 10 mal später beginnt auch rändeln, alles mit derselben Funktion. Und weil man X und Y Achse jeweils drehzahlsynchron mitführt, kann man gerade oder Kegel schneiden, normale oder kegelige Gewinde, und je nach Vorzeichen innen oder aussen, es ist immer dieselbe Routine die abläuft, intern rechnet die mit DDS. Das elegante ist es, die automatischen Abläufe zwischen manuell angefahrenem Startpunkt (X und Y) und vorher manuell angefahrenem und gesetztem Nullpunkt mit der eingestellten Schrittweite (z.B. 0.15mm) pro Achse ausreichend definiert zu haben, man braucht nur noch den Modus (Zylinder, Kegel, Gewinde, Rändeln) für die Interpretation der Werte zu wählen. Ob Innen oder Aussen, ob vorwärts oder rückwärts ergibt sich aus den Vorzeichen der Differenzen.
So, ich werde das jetzt mal angehen. Encoder, Display, Zahnräder, Spannbuchsen, Zahnriemen, Motor, Endstufe und und Netzteil sind geordert und an der Maschine ist soweit alles vorbereitet. Als Board dachte ich an ein STM32F0-Discovery. Der F0 (auf dem Board ein STM32F051R8T6) ist mit 48 MHz flott genug, hat 64K Flash/8 KB RAM und hat auch die Encoder-Logik an Board, außerdem noch einen 32-Bit-Zähler. Und das sehr preiswerte (6€?) Board lässt sich prima auf Lochraster verlöten und so auch von Leuten verwenden, die es nicht so mit SMD haben. Ports gibt es auch mehr als reichlich. Davon abgesehen haben wir da leistungsmäßig noch viel Luft nach oben (bis F7), falls es nötig sein sollte. Ein Architekturwechsel ist da immer unschön. Und außerdem fliegen hier noch zwei rum, die nach Verwendung schreien ;-) http://www.st.com/en/evaluation-tools/stm32f0discovery.html Schauen muss man, wie tolerant die HD44780-Klone gegenüber 3,3V-Logik sind. Ich wollte auch 20x4 (allerdings in groß) verwenden. Zur Not müssen bei den Ausgängen (die Eingänge sind 5V-tolerant) Pegelumsetzer dazwischen. Gibt es irgendwelche Bedenken?
:
Bearbeitet durch Moderator
Hallo Chris, das finde ich super, daß Du das angehst. Ich melde mich gern als beta-Tester, zumal ich auch noch ein F0-Discovery ungenutzt herumfliegen habe. :-) Warum liegt mein Discovery-Board ungenutzt herum? Für Klein-Entwicklungen nutze ich mittlerweile lieber die billigen China-Boards (z.B. hier aus einem Alt-Projekt von mir: http://dl1dow.de/artikel/hid_keyboard/index.htm#Hardware). Die passen auch auf Lochraster und sind sehr handlich und billig. Bislang hatte ich weder bei den KS0108-,den HD44780-Klonen noch den DG12232 Probleme mit den Pegeln. Eigentlich muß man nur darauf achten, daß die Busy-Leitung (und bei Wunsch die Reset-Leitung) an einem 5V-toleranten Pin hängt. Ansonsten ist das Ansprechen mit dem 16Bit breiten Port ein Traum. Viele Grüße Nicolas
:
Bearbeitet durch User
Walter T. schrieb: > Hallo Chris, > > das finde ich super, daß Du das angehst. Ich melde mich gern als > beta-Tester, zumal ich auch noch ein F0-Discovery ungenutzt herumfliegen > habe. :-) Du darfst auch gerne mitcoden ;-) Wie schon geschrieben geht es mir erstmal nur darum, die bisherige Funktion als Getriebe abzubilden, der Schrittmotor soll also stur der Hauptspindel dividiert durch einen Faktor folgen, vielleicht erstmal einfach mit einer auswählbaren Steigungsliste. > Warum liegt mein Discovery-Board ungenutzt herum? Für > Klein-Entwicklungen nutze ich mittlerweile lieber die billigen > China-Boards (z.B. hier aus einem Alt-Projekt von mir: > http://dl1dow.de/artikel/hid_keyboard/index.htm#Hardware). Die passen > auch auf Lochraster und sind sehr handlich und billig. Die sind auch schön - wobei ich da das Discovery-Board noch besser finde, weil man das durch die unteren Pfostenleisten einfach auf eine größere Lochrasterplatine packen kann und die Pfostenreihen einreihig ausgeführt sind (schön bei Lochstreifen- oder "Dreiergruppen-Lochrasterplatinen"). > Bislang hatte ich weder bei den KS0108-,den HD44780-Klonen noch den > DG12232 Probleme mit den Pegeln. Eigentlich muß man nur darauf achten, > daß die Busy-Leitung (und bei Wunsch die Reset-Leitung) an einem > 5V-toleranten Pin hängt. Das hört sich doch gut an. Ich meine, ich hätte auch noch ein kleines 20x4 hier. Das werde ich dieses WE mal testen. > Ansonsten ist das Ansprechen mit dem 16Bit > breiten Port ein Traum. Das sowieso - und noch wichtiger ist hier die 32-Bit-Arithmetik :-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > Wie schon geschrieben geht es mir erstmal nur darum, die bisherige > Funktion als Getriebe abzubilden, der Schrittmotor soll also stur der > Hauptspindel dividiert durch einen Faktor folgen, vielleicht erstmal > einfach mit einer auswählbaren Steigungsliste. Dann noch ein verstellbarer "Software-Anschlag" an einer bestimmten Position, und alle Funktionen, die man für 90% aller Fälle brauchen kann, sind schon abgebildet. Und deswegen: > Du darfst auch gerne mitcoden ;-) > Danke, lieber nicht. Das Projekt ist klein genug, daß das vermutlich einer schneller als zwei zusammengebastelt kriegt. Seit ein paar Wochen steht "elektronische Leit- und Zugspindel" zwar auch auf meiner Liste der "Dinge, die man eigentlich mal basteln könnte" mit ein paar Vorabüberlegungen - aber ein anderes Hautsächlich-Software-Projekt steht deutlich weiter vorn. Und noch viel weiter vorn steht ein anderes (rein mechanisches) Projekt. Also halte ich es momentan lieber mit: Ich freue mich, wenn ein anderer etwas baut, was ich selbst gerne mal bauen will. Und lerne nebenbei funktionierende oder nicht-funktionierende Detaillösungen. À propos: Für welche Encoder hast Du Dich entschieden? Viele Grüße Nicolas
Walter T. schrieb: > Dann noch ein verstellbarer "Software-Anschlag" an einer bestimmten > Position, und alle Funktionen, die man für 90% aller Fälle brauchen > kann, sind schon abgebildet. Ja, und noch ein Ausgleich des Umkehrspiels :-) > Und deswegen: >> Du darfst auch gerne mitcoden ;-) > Danke, lieber nicht. Das Projekt ist klein genug, daß das vermutlich > einer schneller als zwei zusammengebastelt kriegt. Ok - aber Tipps und Code-Optimierungen sollten drin sein. > Seit ein paar Wochen steht "elektronische Leit- und Zugspindel" zwar > auch auf meiner Liste der "Dinge, die man eigentlich mal basteln könnte" > mit ein paar Vorabüberlegungen - aber ein anderes > Hautsächlich-Software-Projekt steht deutlich weiter vorn. Und noch viel > weiter vorn steht ein anderes (rein mechanisches) Projekt. Ja, das kenne ich :-/ Aber ich hoffe und denke auch, dass die reine Getriebefunktion nur eine Sache weniger Stunden sein dürfte. > À propos: Für welche Encoder hast Du Dich entschieden? Ich habe jetzt erstmal ein preiswertes China-Teil beim Ali bestellt mit A/B-Ausgang, 5-24V, 100 Striche, also 400 Flankenwechsel: https://www.aliexpress.com/item/100P-R-AB-two-phase-Incremental-rotary-encoder-100-pulses-Industrial-encoder-100-pulse-encoder-photoelectric/32790763534.html Das sollte von der Auflösung her ausreichend sein, zumal ich ja eh mitteln möchte, so wie es MaWin schon skizziert hatte. Zum Testen habe ich hier noch einen Encoder rumfliegen, ich meine, der hätte 400 Striche. Einen Impulszähler, um die Ausgabe zu kontrollieren, hab ich im Labor. Zu Jugendzeiten hat man Isolierband an die Motorachse geklebt, um zu schauen, ob es passt :-) Ich hab schon ewig nichts mehr mit diesen LCDs gemacht (heutzutage muss ja alles mindestens 7 Zoll und Touch haben). Da gibt es doch sicherlich eine passende C-Bibliothek. Aber auch für STM32? Ansonsten muss ich wohl AVR-Code umstricken - wäre aber auch kein Drama. EDIT: bin gerade fündig geworden: https://stm32f4-discovery.net/2015/07/hal-library-15-hd44780-for-stm32fxxx/ Das sieht doch ganz gut aus :-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > Ja, und noch ein Ausgleich des Umkehrspiels :-) Dafür hätte ich noch nicht einmal Bedarf gesehen. Bei Gewinde muß ich ja ohnehin immer auf der gleichen Flanke schneiden. Chris D. schrieb: > Ich habe jetzt erstmal ein preiswertes China-Teil beim Ali bestellt mit > A/B-Ausgang, 5-24V, 100 Striche, also 400 Flankenwechsel: Der sieht gut aus- und bestellt. Chris D. schrieb: > Ich hab schon ewig nichts mehr mit diesen LCDs gemacht (heutzutage muss > ja alles mindestens 7 Zoll und Touch haben). > > Da gibt es doch sicherlich eine passende C-Bibliothek. Aber auch für > STM32? Da kann ich nichts zu sagen. Ich nutze die Zeilendisplays nicht mehr für Neuprojekte. Ein kleines Grafikdisplay (z.B. Nokia 5110-LCD oder KS0108-LCD mit 128x64 Pixeln) und ein Drehgeber mit Taster als Eingabegerät halte ich mittlerweile für einen soliden Mindeststandard. Aber wir sind ja auf µC.net - da sollte sich ja entsprechendes finden. Chris D. schrieb: > Ok - aber Tipps und Code-Optimierungen sollten drin sein. Gern - wobei ich auch nicht so der Optimierer vor dem Herrn bin. Viele Grüße Nicolas Edit/Nachtrag: Sehr schön, da hat sich ja schon alles gefunden.
:
Bearbeitet durch User
Unter http://meccanicaedintorni.morpel.it/phpbb/viewtopic.php?f=16&t=15729 findet sich ein italienische Project mit Arduino. Der Autor hat Videos davon bei Youtube: https://www.youtube.com/watch?v=AEEOAcHGnbg https://www.youtube.com/watch?v=4pqnVt7wuA8 https://www.youtube.com/watch?v=hhLGmfo636E https://www.youtube.com/watch?v=mXNgn0LekrA https://www.youtube.com/watch?v=cobEZI8KvOk
MarIO schrieb: > Unter > http://meccanicaedintorni.morpel.it/phpbb/viewtopi... > findet sich ein italienische Project mit Arduino. > > Der Autor hat Videos davon bei Youtube: > Youtube-Video "Electronic Lead Screw for Wabeco D6000 Lathe Part 1" > Youtube-Video "Electronic Lead Screw for Wabeco D6000 Lathe Part 2" > Youtube-Video "Electronic Lead Screw for Wabeco D6000 Lathe Part 3" > Youtube-Video "Electronic Lead Screw for Wabeco D6000 Lathe Part 4" > Youtube-Video "Electronic Lead Screw for Wabeco D6000 Lathe Part 5" Mit einem Zahnriemen direkt an den Zahnkranz für die Wechselräder. Das ist schmutzig. Das ist geschickt. Und schön leise. Und wieder eine gute Idee abgegriffen.
Walter T. schrieb: > Mit einem Zahnriemen direkt an den Zahnkranz für die Wechselräder. Das > ist schmutzig. Das ist geschickt. Und schön leise. Und wieder eine gute > Idee abgegriffen. Hmmm, wie sollte man es denn anders machen?
Mein erster Gedanke ging an ein Kunststoffzahnrad mit dem passenden Modul. Edit: Jetzt verstehe ich: Bei der D6000 ist die erste Getriebestufe für das Vorschubgetriebe ohnehin ein Zahnriemen. Das ist ja eher bei den wenigsten Drehbänken der Fall. Doch nicht so schmutzig. In der Orginal-Anleitung gibt es sogar eine Zeichnung dazu (S. 128): http://www.wabeco-remscheid.de/media/content/Download/Betriebsanleitung/Drehmaschinen%20D6000-D6000-C-CC-D6000%2010-2014.pdf
:
Bearbeitet durch User
Erster Zwischenbericht: Ich habe das Discovery mit einem alten 20x2-Display und einem alten 400-Strich-Encoder verbunden und schnell etwas zusammengehackt. Das Display funktioniert soweit problemlos mit 3,3V Ansteuerung. Die Encoder-Funktion des STM32F0 macht auch das, was sie soll: der Timerwert folgt den Impulsen problemlos und offenbar sehr schnell. Ich habe mal spaßeshalber exakt zwei Mal 10 Millionen Impulse mit 1MHz und Richtungswechsel bei Halbzeit aufgelegt - nachher stand der Timer wieder beim Anfangswert :-) Das sollte also schnell genug sein, um alle Impulse zu erfassen. Für die Über- und Unterläufe muss ich dann noch passende Event-Handler basteln. Die aktuelle Geschwindigkeit werde ich über Input-Capture eines zweiten Timers ermitteln. Es sieht also ganz gut aus :-)
Hallo Chris, das klingt gut. Ich hatte auch nach der Grenzfrequenz gesucht und nichts gefunden. Anscheinend ist also der Gray-Dekoder in kombinatorischer Logik aufgebaut. Das sind mal ein paar sehr sinnvoll investierte Gatter. Danke für das Teilen Deines aktuellen Standes.
Walter T. schrieb: > Hallo Chris, > > das klingt gut. Ich hatte auch nach der Grenzfrequenz gesucht und nichts > gefunden. Im STM32F0-Reference Manual steht: "Encoder interface mode acts simply as an external clock with direction selection. ... So you must configure TIMx_ARR before starting. in the same way, the capture, compare, prescaler, repetition counter, trigger output features continue to work as normal." Ich gehe also davon aus, dass die Encoder-Logik dieselben Maximalwerte wie die sonstige Timer-Logik "verträgt" - das wäre wohl APB-Geschwindigkeit. Und damit mehr als ausreichend :-) > Anscheinend ist also der Gray-Dekoder in kombinatorischer > Logik aufgebaut. Das sind mal ein paar sehr sinnvoll investierte Gatter. Ja, davon gehe ich aus. Laut Ali-Chinese macht unser Drehencoder aber sowieso bei 30kHz zu. Das wären selbst bei 400 Flankenwechseln/Umdrehung (keine Ahnung, ob sich das darauf oder die 100 Striche bezieht) schon 4500/min. Die Encoderlogik dürfte sich also sehr langweilen ;-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > Im STM32F0-Reference Manual steht: Mal wieder an der falschen Stelle gesucht :-/. Aber das Ergebnis spricht ja für sich. Chris D. schrieb: > Das sollte also schnell genug sein, um alle Impulse zu erfassen. Für die > Über- und Unterläufe muss ich dann noch passende Event-Handler basteln. Den Teil verstehe ich allerdings nicht. Eigentlich arbeitest Du doch mit einem Differenzenquotienten (p_(n+1) - p_(n) )/const - das stimmt doch sowieso immer, solange - p unsigned ist und - p keine größere Bitbreite als der Original-Zähler hat. Da kann doch niemals ein Überlauf stattfinden, solange nicht in einem Abtastschritt mehr Encoder-Schritte stattfanden, als in die Größe des Zählers paßt? Edit: Mir fällt erst jetzt auf: "Wir" bauen ja eigentlich nur einen Bresenham-Algorithmus statt in x-y in t-step-Richtung.
:
Bearbeitet durch User
Walter T. schrieb: > Chris D. schrieb: >> Das sollte also schnell genug sein, um alle Impulse zu erfassen. Für die >> Über- und Unterläufe muss ich dann noch passende Event-Handler basteln. > > Den Teil verstehe ich allerdings nicht. Eigentlich arbeitest Du doch mit > einem Differenzenquotienten (p_(n+1) - p_(n) )/const - das stimmt doch > sowieso immer, solange > > - p unsigned ist und > - p keine größere Bitbreite als der Original-Zähler hat. > > Da kann doch niemals ein Überlauf stattfinden, solange nicht in einem > Abtastschritt mehr Encoder-Schritte stattfanden, als in die Größe des > Zählers paßt? Soweit stimmt das. Allerdings muss man, wenn man ohne Unter- und Überläufe arbeiten möchte, den Zähler irgendwann manuell löschen bzw. auf einen Mittelwert (bspw. 32768 bei 16 Bit) zurücksetzen. D.h. ich lese den aktuellen Wert aus und muss dann den Zähler zurücksetzen. Impulse, die genau während dieses Zeitraumes eingehen, werden nicht registriert bzw. einfach überschrieben. Daher könnte eine Lösung sein, den Zähler einfach überlaufen zu lassen (was ohne Verzögerung geschieht) und dieses Überlaufen in einer ISR zu registrieren und die Differenzbildung entsprechend anzupassen. Eine andere Möglichkeit wäre, zwei Timer am selben Encoder quasi "versetzt" zählen zu lassen, so dass beim Zurücksetzen des einen auf den Mittelwert der andere eventuelle Impulse trotzdem registriert und man dann über die Zählerdifferenzen so etwas erkennen würde. Wichtig ist nur, dass der Encoder niemals einen Schritt übersieht. Edit: Ja, das ist in der Tat Bresenham :-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > Allerdings muss man, wenn man ohne Unter- und Überläufe arbeiten möchte, > den Zähler irgendwann manuell löschen bzw. auf einen Mittelwert (bspw. > 32768 bei 16 Bit) zurücksetzen. Warum sollte man auf Über-/Unterläufe des Hardware-Zählers verzichten wollen? Der läuft doch genauso wie ein unsigned integer über, d.h. die Differenzen sind immer vorzeichenrichtig und definiert.
Walter T. schrieb: > Warum sollte man auf Über-/Unterläufe des Hardware-Zählers verzichten > wollen? Ich nicht ;-) Du wolltest verzichten: Walter T. schrieb: > Da kann doch niemals ein Überlauf stattfinden, solange nicht in einem > Abtastschritt mehr Encoder-Schritte stattfanden, als in die Größe des > Zählers paßt? > Der läuft doch genauso wie ein unsigned integer über, d.h. die > Differenzen sind immer vorzeichenrichtig und definiert. Richtig, aber trotzdem ich muss das korrigieren. Wenn bei Rechtslauf mein Zähler erst 65534, danach 65535 zeigt und dann im nächsten Schritt 0, dann hat sich die Drehrichtung ja nicht etwa umgekehrt und ich 65535 Schritte nach links gemacht, sondern der Encoder nur einen weiteren nach rechts. Daher muss ich dann dieses per Hand in der ISR korrigieren. Oder stehe ich auf dem Schlauch?
Chris D. schrieb: > Oder stehe ich auf dem Schlauch? Hihi, ja, ein wenig. Aber vermutlich kommst Du schneller selbst drauf, als ich die Erklärung habe.
1 | uint16_t getenc(); |
2 | |
3 | ...
|
4 | |
5 | |
6 | uint16_t lastenc, thisenc; |
7 | int16_t diff; |
8 | |
9 | while(1) |
10 | {
|
11 | thisenc = getenc(); |
12 | diff = (int16_t) (thisenc - lastenc); |
13 | lastenc = thisenc; |
14 | |
15 | ...
|
16 | |
17 | }
|
Diff bleibt immer vorzeichenrichtig, egal, ob seit dem letzten Schritt getenc übergelaufen ist oder nicht.
Ja, stimmt. Aber angenommen, der Zähler beinhaltet bei der ersten Abfrage 10000, bei der nächsten Messung liest man 9995 aus. Wie erkenne ich denn ich denn in Deinem Code, ob der Encoder in der Zwischenzeit weitere 65530 Schritte "nach rechts" vollzogen hat (also übergelaufen ist) oder 5 Schritte nach links? Der Zählerstand ist ja für beide Situationen identisch. Ich benötige - meiner Meinung nach - also zusätzliche Informationen, um das definiert feststellen zu können. In meinem Fall wäre das die Registrierung des Überlaufs.
:
Bearbeitet durch Moderator
Chris D. schrieb: > Wie erkenne ich denn ich denn in Deinem Code, ob der Encoder in der > Zwischenzeit weitere 65530 Schritte "nach rechts" vollzogen hat (also > übergelaufen ist) oder 5 Schritte nach links? Naja, sobald eine Bewegung über mehr Schritte als die Hälfte der Variablenbreite erfolgt (also bei 8 Bit mehr als 127 Schritte), kannst Du das eh nicht mehr sagen. Da schlägt das Abtasttheorem voll zu. Und mit dem "Trick" des Überlaufbits hast Du dieses Wissen nur eine Stelle nach links geschoben (dann hättest Du effektiv 9 Bit, und kannst bis zu 255 Schritte registrieren).
:
Bearbeitet durch User
Ohje, -1 Bewertung.... da hat wohl ein stiller Mitleser gemerkt, daß die Betrachtung Richtung Polling vs. Interrupt geht.
Chris D. schrieb: > D.h. ich lese den aktuellen Wert aus und muss dann den Zähler > zurücksetzen. > > Impulse, die genau während dieses Zeitraumes eingehen, werden nicht > registriert bzw. einfach überschrieben. Nein, so muss man nicht programmieren.
Michael B. schrieb: > Chris D. schrieb: >> D.h. ich lese den aktuellen Wert aus und muss dann den Zähler >> zurücksetzen. >> >> Impulse, die genau während dieses Zeitraumes eingehen, werden nicht >> registriert bzw. einfach überschrieben. > > Nein, so muss man nicht programmieren. Dann beschreib mir Deinen Vorschlag. Wenn der besser ist, übernehme ich den gerne. Noch stehe ich ganz am Anfang :-)
Michael B. schrieb: > Nein, so muss man nicht programmieren. Keine Ahnung, was die Häme soll. Chris D. schrieb: > Wenn der besser ist, übernehme ich den gerne. Die Lösung ist sehr einfach: Man muß schnell genug die Regler-Schleife durchlaufen, daß dazwischen nie mehr als 32768 Schritte (Timer-Register ist 16 Bit) passiert sein können. Dann ist die Differenz immer eindeutig und definiert. Das sollte zu schaffen sein.
:
Bearbeitet durch User
Walter T. schrieb: > Michael B. schrieb: >> Nein, so muss man nicht programmieren. > > Keine Ahnung, was die Häme soll. Ach, das sehe ich nicht als Häme. Muss man sportlich nehmen :-) Noch sind wir am Anfang und Änderungen im Konzept leicht möglich. Ob man das nun per Polling oder Interrupt löst, ist mir egal. Das bessere Konzept gewinnt. > Chris D. schrieb: >> Wenn der besser ist, übernehme ich den gerne. > > Die Lösung ist sehr einfach: Man muß schnell genug die Regler-Schleife > durchlaufen, daß dazwischen nie mehr als 32768 Schritte (Timer-Register > ist 16 Bit) passiert sein können. Dann ist die Differenz immer eindeutig > und definiert. Das sollte zu schaffen sein. Ja, ich werde das einfach mal so testen. Zur Not haben wir ja noch TIM2 mit 32 Bit ;-) ---------------- Ich fasse mal zusammen: Wir haben einen Timer 1, der den Encoder-Wert kontinuierlich aufnimmt und auch nie zurückgesetzt wird. Durch Differenzbildung der letzten Timerwerte (vielleicht auch nach gleitender Mittelwertbildung?) ermitteln wir in festen Abständen (Timer 2) die neue Hauptspindelposition und die Geschwindigkeit. Daraus ergibt sich durch Teilung durch die gewünschte Steigung die Anzahl der Schrittmotorimpulse.
:
Bearbeitet durch Moderator
Ich würde es ja eher Bresenham-mäßig aufziehen: Ich taste in fester (schneller) Folge den Drehgeber ab. Dabei schleppe ich immer die Differenz zum letzten Schrittmotor-Schritt als Restglied (R) mit. Wenn das Restglied multipliziert mit der gewünschten Übertragungsrate (Gr) eins (I) überschreitet, gebe ich wieder einen Schritt aus und setze R auf R = R - I*Gr. Für Integer würde ich natürlich R und Gr und I entsprechend skalieren und Gr zudem in Zähler und Nenner aufteilen. Das funktioniert vermutlich gut bei vielen Drehgeber-Abtastschritten (also bei einer Übersetzung von schnellen in langsame elektrische Impulse). Für wenige Drehgeberschritte, d.h. bei einer Übersetzung vom langsamen ins schnelle käme die Variante von MaWin ins Spiel. Hmm.... so langsam juckt es mir in den Fingern, das selbst anzugehen.
:
Bearbeitet durch User
Walter T. schrieb: > Ich taste in fester (schneller) Folge den Drehgeber ab. Dabei schleppe > ich immer die Differenz zum letzten Schrittmotor-Schritt als Restglied > (R) mit. Wenn das Restglied multipliziert mit der gewünschten > Übertragungsrate (Gr) eins (I) überschreitet, gebe ich wieder einen > Schritt aus und setze R auf R = R - I*Gr. Für Integer würde ich > natürlich R und Gr und I entsprechend skalieren. Man muss nur bei Steigungen über eins aufpassen (wie beim Bresenham auch). Es ist bei mir ja später so, dass ich durchaus pro Encoderschritt viele Stepperschritte machen muss. Bei 20mm Steigung/Umdrehung und 6mm Steigung der Leitspindel sowie 2:1 untersetzung sind das 1600*(20/6)*2=10667 1/8-Schritte bei nur 400 Impulsen des Encoders. MaWin hat das weiter oben gut für Indeximpulse erklärt. So, jetzt geht's erstmal wieder in die Produktion. Mal schauen, ob ich heute abend noch den Motorflansch gedreht bekomme. Edit: Zwei Dumme, ein Gedanke ;-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > Dann beschreib mir Deinen Vorschlag. So, wie man jeden Drehgeber mit weniger bits ausliest um eine Variable mit mehr bits zu füllen, damit keine Fehler entstehen. Man liest einfach den Zählerwert ausreichend häufig aus, so daß er niemals um mehr als die Hälfte gezählt haben kann. Hat er sich zwischen 2 x Auslesen um mehr als die Hälfte verändert, war das ein Zahlenbereichs-warp-around (positiv oder negativ) der mit +1 oder -1 in die oberen Bits hineingezählt wird. Man ändert den Hardware-zähler nie und die unteren bits übernimmt man einfach.
Chris D. schrieb: > Es ist bei mir ja später so, dass ich durchaus pro Encoderschritt viele > Stepperschritte machen muss. Bei mir ist es umgekehrt: Ich habe eine Leitspindel mit 3mm Steigung. Bei 400 S/U mit dem Stepper und 400 S/U mit dem Encoder würde ich mein "elektronsches Vorschubgetriebe" quasi immer unter- und nie übersetzen lassen.
Michael B. schrieb: > Man liest einfach den Zählerwert ausreichend häufig aus, so daß er > niemals um mehr als die Hälfte gezählt haben kann. Hat er sich zwischen > 2 x Auslesen um mehr als die Hälfte verändert, war das ein > Zahlenbereichs-warp-around (positiv oder negativ) der mit +1 oder -1 in > die oberen Bits hineingezählt wird. > > Man ändert den Hardware-zähler nie und die unteren bits übernimmt man > einfach. Danke. Ja, das ist die bessere Variante, so wie Walter sie ja auch vorschlug. Wenn man unter der Hälfte des Zählbereichs bleibt, dann kann nichts schief gehen. Walter T. schrieb: > Bei mir ist es umgekehrt: Ich habe eine Leitspindel mit 3mm Steigung. > Bei 400 S/U mit dem Stepper und 400 S/U mit dem Encoder würde ich mein > "elektronsches Vorschubgetriebe" quasi immer unter- und nie übersetzen > lassen. Ja, das wird auch bei mir der Normalfall sein :-) Die extremen 20mm/Umdrehung sind nur für meine exotischen Anwendungen (Schneckenschleifen etc.) interessant. Aber man wäre mit der Variante "maximal ein Schritt pro Encoderimpuls" bei jeweils 400 Impulesn/Schritten pro Umdrehung dann auf maximal 3mm Steigung festgelegt. Daher kamen ja auch Loius' Bedenken bzgl. der maximalen Encoderauflösung, die aber unberechtigt sind, wenn man MaWins Variante wählt. So wollte ich das auch machen.
Naja, wenn man den kompletten Bereich (Unter- und Übersetzung) abdecken will, sollte man eben beides implementieren. Ist ja alles keine Raketenwissenschaft. Spätestens, wenn man eine Mikroschritt-Endstufe (Übersetzung) betreiben will, aber auch einen elektronischen Endanschlag betreiben will, muß man ja von Über- zu Untersetzung durchlaufen können.
:
Bearbeitet durch User
Angehängte Dateien:
-

IMG_20170209_101218.jpg
230 KB

So, ich habe gestern noch eine Stunde drangehängt: Motorflansch und Montierung sind fertig, Zahnriemenräder und Zahnriemen sitzen. Jetzt muss ich mir nur noch überlegen, wie ich den Encoder befestige. Wenn er denn mal kommt ;-) Als Tastatur wollte ich eine der obigen verwenden, vermutlich die rechte. Das sind einfache 4x4-Matrixtastaturen aus Silikon mit Goldkontakten. Die Dinger hatte ich vor sicherlich 10 Jahren mal für ein Industrieprojekt angeschafft und zwei waren offenbar noch übrig und in der Grabbelkiste. Die funktionieren auch nach zehn Jahren noch einwandfrei (also kein Billigmist, der sich nach und nach zu Brei auflöst), haben gute Druckpunkte und sind durch die Auflagekante aus Silikon wasser-/staubdicht, wenn man sie von hinten anschraubt. Ich sehe gerade: die gibt es immer noch (Dank Tütenaufdruck wiedergefunden) http://www.tastaturen.com/index.php?p=207 Ich habe keine Ahnung, was die kosten. Ansonsten kann man die ja auch einzelne Taster oder eine 3x4-Tastatur + vier Pfeiltasten verdrahten. Die Eingabe von Ziffern finde ich per Tastatur schneller und besser als per Encoder. Ein großer Encoder-Knopf wäre daneben aber sicherlich auch noch gut für schnelle, gut kontrollierbare Schlittenbewegungen. Weitere Ideen?
:
Bearbeitet durch Moderator
Chris D. schrieb: > Weitere Ideen? Hallo Chris, Wie wäre es mit einer Beschreibung des IST-Standes? - Schafft es die 1:1-Übersetzung bei unterschiedlichen Beschleunigungen versatzfrei? - Schafft es eine n:m-Übersetzung (so wie Wechselräder) versatzfrei? - Welche Randbedingungen stecken bis jetzt in Deiner Konstruktion? Bis zu welcher Drehzahl kann es operieren? - Planst Du, das Projekt Open Source zu machen, oder willst Du ein vertreibbares Produkt machen oder nichts dergleichen? - Welche Entwicklungs-/Build-Umgebung hast Du genutzt? Viele Grüße Nicolas
Walter T. schrieb: > Chris D. schrieb: >> Weitere Ideen? > > Hallo Chris, > > Wie wäre es mit einer Beschreibung des IST-Standes? > > - Schafft es die 1:1-Übersetzung bei unterschiedlichen Beschleunigungen > versatzfrei? > > - Schafft es eine n:m-Übersetzung (so wie Wechselräder) versatzfrei? Wie geschrieben: ich warte noch auf den China-Encoder. Bis ich alles zusammen habe, teste ich das nur hier am Rechner und arbeite an Benutzerschnittstelle und dem Algorithmus :-) > - Welche Randbedingungen stecken bis jetzt in Deiner Konstruktion? Bis > zu welcher Drehzahl kann es operieren? Ich hatte ja schon geschrieben, dass bei 1MHz Encoderfrequenz ich keinerlei Schrittverluste beobachten konnte. Vermutlich geht es noch deutlich schneller, aber das ist bei den üblichen Encodern uninteressant, weil die wenigsten über 500kHz Ausgangsfrequenz schaffen - unsere bestellten China-Gurken sogar nur 30 kHz. Ist aber (für mich) kein Drama, weil das bei 100 Strichen schon 4500/min der Hauptspindel entspricht. Bei meiner Boley ist bei 3550/min Ende. Von der Berechnung her sehe ich keine größeren Probleme. Es ist ja nicht so viel zu berechnen. Die maximale Schrittfrequenz sollte deutlich über dem liegen, was normale Stepper schaffen, zumal bei der Ausgabe den Großteil der Arbeit Timer erledigen. Selbst wenn man von 2mm Steigung und 1/32-Schrittbetrieb ausgeht: dann sind es immer noch nur 6400 Schritte pro Umdrehung und selbst bei 20mm Fahrt pro Sekunde nur 64000 Schritte. > - Planst Du, das Projekt Open Source zu machen, oder willst Du ein > vertreibbares Produkt machen oder nichts dergleichen? Ich werde den Quelltext natürlich später veröffentlichen - in der Hoffnung, dass ihn viele verbessern und erweitern. Starten wollte ich mit der Veröffentlichung, wenn ich das Mechanische soweit fertig habe und die Getriebefunktion läuft. Unser Geld verdienen wir mit anderen Dingen :-) > - Welche Entwicklungs-/Build-Umgebung hast Du genutzt? Den freien GCC-Port arm-none-eabi-gcc mit einem einfachen Makefile unter Geany und dem alten Texane St-Link. Im Moment verwende ich noch die alte SStandard Peripherals Library. Wer nur testen möchte, für den werde ich regelmäßig eine bin-Datei für das STM32F0-Discovery erstellen, die man einfach mit dem ST-Link per Kommandozeile hochladen kann. Wie man das alles unter Windows macht, frag mich bitte nicht :-) Wir arbeiten hier ausschließlich unter Linux. Und natürlich das Übliche : das ist nur ein kleines Nebenprojekt, das ich angehe, wenn ich zu meinen sonstigen Dingen keine Lust habe - es kann also durchaus mal ein bis zwei Tage liegen bleiben. Gut für Dich und alle anderen Mitleser hier ist, dass ich das Teil für meine Schleifeinrichtung benötige. Also muss spätestens im März zumindest die simple Getriebefunktion laufen, wenn dann die Einspritzeinheit gebaut wird - vielleicht noch nicht mit toller Menüführung, aber: sie wird laufen :-)
:
Bearbeitet durch Moderator
Hallo Chris, das klingt auf jeden Fall schon gut. Chris D. schrieb: > Wie man das alles unter Windows macht, frag mich bitte nicht :-) Ein Makefile zu basteln, das unter den drei beliebtesten Betriebssystemen funktioniert, ist ja kein Hexenwerk. Chris D. schrieb: > Weitere Ideen? Mein nächste Idee wäre ein Test unterschiedlicher Übersetzungsverhältnisse (auch mit unterschiedlichen Vorzeichen). Ich würde dazu einfach auf Encoder- und Schrittmotorwelle jeweils Zahnräder befestigen und diese knapp nicht in Eingriff bringen. Wenn alles funktioniert, kämmen beide Zahnräder berührungsfrei ineinander. Danach der Schritt wäre ein einfacher "virtueller Anschlag". Auch einfach zu testen: Die zwei Zahnräder mit einem Stift markieren. Der Encoder muß sich weiter als der Schrittmotor drehen lassen, bei Rückdrehung aber wieder genau in die gleich Zahnlücke "einrasten".
Chris D. schrieb: > wenn dann die > Einspritzeinheit gebaut wird für Spritzguss? Ich bin gerade mit einem Kolben am probieren, ist zwar nicht so schnell, klingt aber für mich einfacher als mit Schnecke. Wäre nett wenn du mich/uns auf dem laufenden halten würdest
Walter T. schrieb: > Chris D. schrieb: >> Weitere Ideen? > > Mein nächste Idee wäre ein Test unterschiedlicher > Übersetzungsverhältnisse (auch mit unterschiedlichen Vorzeichen). Ich > würde dazu einfach auf Encoder- und Schrittmotorwelle jeweils Zahnräder > befestigen und diese knapp nicht in Eingriff bringen. Wenn alles > funktioniert, kämmen beide Zahnräder berührungsfrei ineinander. Gute Idee - wenn das dann noch Metallzahnräder sind, könnte man mit einem Piepser einfach signalisieren, dass etwas schief läuft :-) > Danach der Schritt wäre ein einfacher "virtueller Anschlag". Auch > einfach zu testen: Die zwei Zahnräder mit einem Stift markieren. Der > Encoder muß sich weiter als der Schrittmotor drehen lassen, bei > Rückdrehung aber wieder genau in die gleich Zahnlücke "einrasten". Ja, so etwas hatte ich vor :-) Walter S. schrieb: > für Spritzguss? Ja, LSR bzw. ähnlich. > Ich bin gerade mit einem Kolben am probieren, ist zwar nicht so schnell, > klingt aber für mich einfacher als mit Schnecke. Wäre nett wenn du > mich/uns auf dem laufenden halten würdest Kolbenmaschinen waren ja die ersten Spritzgussmaschinen überhaupt. Gescheitert sind sie an der Durchsatzmenge, der nicht homogenen Wärmeverteilung und der inhomogenen Färbbarkeit. Da haben Schnecken deutliche Vorteile. Beim Mikrospritzen gibt es aber noch Nischen und Vorteile durch die genauen Dosiermöglichkeiten. Ich muss mal schauen, ob ich wirklich eine Schnecke benötige. Ich will aber auf jeden Fall vorbereitet sein. Eventuell wird es auch eine V-Einspritzeinheit. Ansonsten ist es aber auch nicht zu verachten, wenn man den Meissel beim Gewindedrehen nicht immer rausholen muss und man auf Anschlag fahren kann ;-) Wenn es soweit ist, schick ich Dir eine PN.
Chris D. schrieb: > Kolbenmaschinen waren ja die ersten Spritzgussmaschinen überhaupt. > Gescheitert sind sie an der Durchsatzmenge, der nicht homogenen > Wärmeverteilung und der inhomogenen Färbbarkeit. Da haben Schnecken > deutliche Vorteile. Na ja, auch Arburg und Boy mischen und fördern und schmelzen und entgasen das Granulat zwar per Schnecke, aber der Einspritzvorgang ist ein Hydraulikkolben. https://www.mhborowski.de/Spritzgiessmaschinen-und-Blasmaschinen-Ersatzteile/Schnecken.html Eine Schnecke ist nämlich leider nach hinten nicht dicht und würde bei den 2259 bar nicht verhindern, daß das Plastik nach hinten rausgedrückt wird. Wenn ich euch verstanden habe, baut ihr eine Maschine die nur das Kunststoffvolumen eines Spritzlings in einem Kolben enthält, dort schmilzt und dann einspresst. Zum nächsten Spritzvorgang wird der Kolben geöffnet und neues Granulat nachgefüllt.
Michael B. schrieb: > Na ja, auch Arburg und Boy mischen und fördern und schmelzen und > entgasen das Granulat zwar per Schnecke, aber der Einspritzvorgang ist > ein Hydraulikkolben. Das ist das angesprochene "V-System" - allerdings macht man das nur bei kleinen Mengen oder eben sehr hohen Drücken (so erklärten es uns zumindest die Techniker von Boy auf der K im letzten Jahr). > https://www.mhborowski.de/Spritzgiessmaschinen-und-Blasmaschinen-Ersatzteile/Schnecken.html > > Eine Schnecke ist nämlich leider nach hinten nicht dicht und würde bei > den 2259 bar nicht verhindern, daß das Plastik nach hinten rausgedrückt > wird. Ja, aber solche Drücke sind selbst für normale Thermoplasten schon extrem hoch. Da muss man schon üble Materialien und Kavitäten haben. Normalerweise sind das maximal 100 bar, bei LSR nochmal deutlich weniger. Und da sind dann die einfachen Schnecken ausreichend. Bei YT finden sich dazu einige schöne und auch kuriose Eigenbauten :-) > Wenn ich euch verstanden habe, baut ihr eine Maschine die nur das > Kunststoffvolumen eines Spritzlings in einem Kolben enthält, dort > schmilzt und dann einspresst. Zum nächsten Spritzvorgang wird der Kolben > geöffnet und neues Granulat nachgefüllt. Ich kann nicht für Walter sprechen, aber unsere kleine (Kategorie Boy XS) wird später vollautomatisch LSR verarbeiten, also mit entsprechender Zuführung von den Fässern und Mischeinheit. Wir bauen auch die (sehr einfachen) Werkzeuge dafür selbst. Ob wir dann irgendwann noch mit Thermoplasten beginnen, kann ich noch nicht absehen. Ich werde die Einspritzeinheit auf jeden Fall wechselbar gestalten. Aber für den Hobbybereich würde ich wohl auch einfach mit einem simplen Kolben und Handbefüllung arbeiten. So etwas lässt sich deutlich einfacher auch mit begrenztem Maschinenpark herstellen. Das wird jetzt allerdings "etwas" Offtopic :-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > bei LSR nochmal deutlich weniger. Nun ja, das ist ja auch kaum anders, als Silikon per Kartuschenpistole in die Form zu drücken. Viel Erfolg dabei.
Michael B. schrieb: > Chris D. schrieb: >> bei LSR nochmal deutlich weniger. > > Nun ja, das ist ja auch kaum anders, als Silikon per Kartuschenpistole > in die Form zu drücken. Ich wünschte, es wäre so :-/ Das 2K-Silikon, was dort verarbeitet wird, hat leider nicht viel mit dem Baumarktsilikon zu tun. Es muss sehr präzise gemischt werden und unter Druck wird das Zeug dann flüssig wie Wasser. Ich wollte es nicht glauben, aber bei Boy haben sie uns das vorgeführt. Schöner Mist... Dementsprechend genau müssen natürlich sämtliche Komponenten ab Mischerzuführung bearbeitet sein - von der Schnecke bis (vor allem) hin zum Werkzeug. Sonst läuft das Zeug einfach aus der Form. Dort gelten dann deutlich geringere Toleranzen als für die üblichen Thermoplastformen. Dazu kommt noch aktive Kühlung der Anspritzkomponenten. Einzig das Auswerfen bei Hinterschneidungen ist meist einfacher. Das merkt man dann auch am Aufpreis für LSR-Maschinen und Werkzeuge :-( Aber wir benötigen ja nur eine kleine Maschine und haben einfache Formen. Und natürlich ist der Gewinn bei LSR höher. Kann und macht halt nicht jeder. Bei Arburg sagten sie etwas von 1-2% aller Maschinentypen. Und außerdem: Bange machen gilt nicht :-) > Viel Erfolg dabei. Danke. Ich werde das Projekt und dessen Probleme dann zu gegebener Zeit mal hier vorstellen. Es sind ja doch einige hier, die an Spritzguss Interesse haben. --------- Aber zurück zur ELS: Ich hab mir ein kleines Display 20x4 bestellt - hier hatte ich leider nur noch T6963 rumfliegen. Das sollte morgen da sein, dann kann ich mich schonmal um die Eingabe usw. kümmern.
:
Bearbeitet durch Moderator
Angehängte Dateien:
-

IMG_20170126_154516.jpg
240 KB -

IMG_20170210_154628.jpg
230 KB
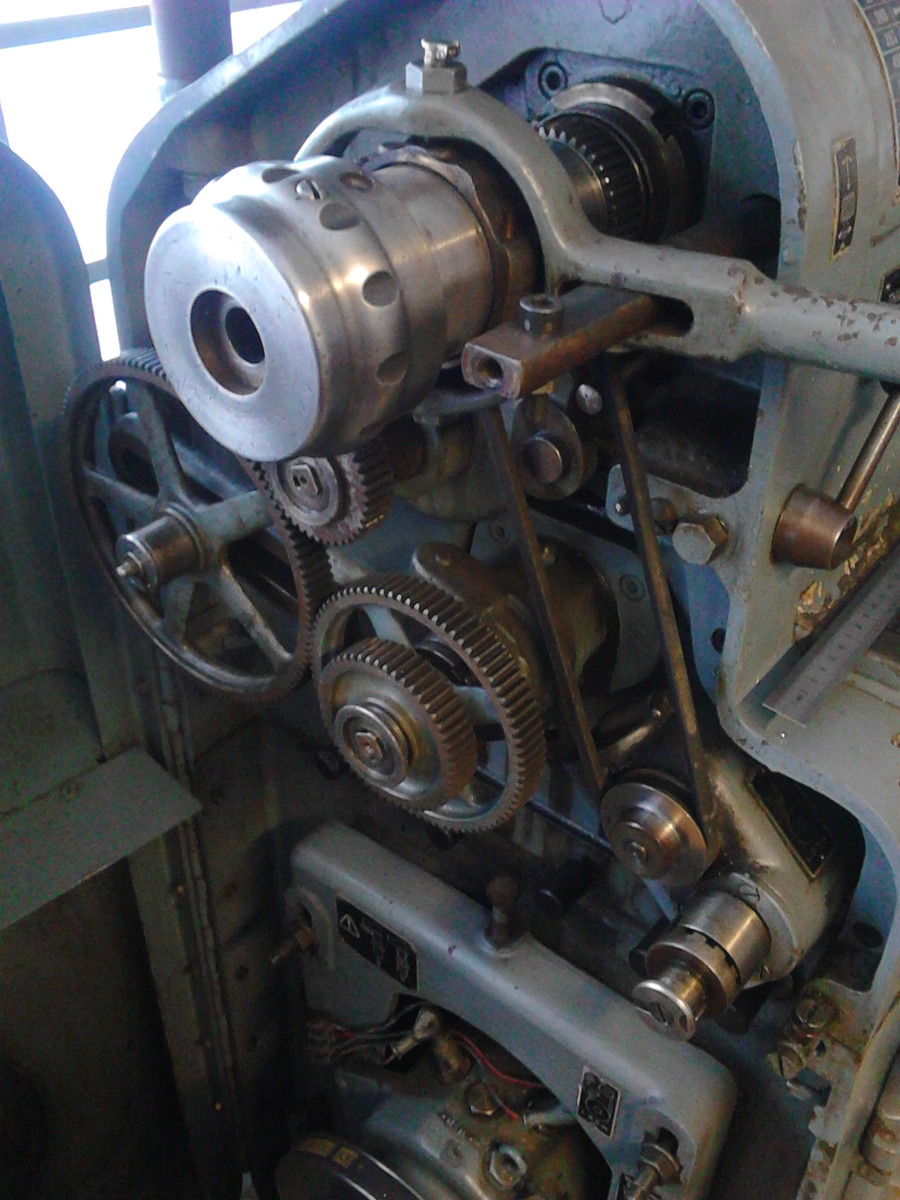
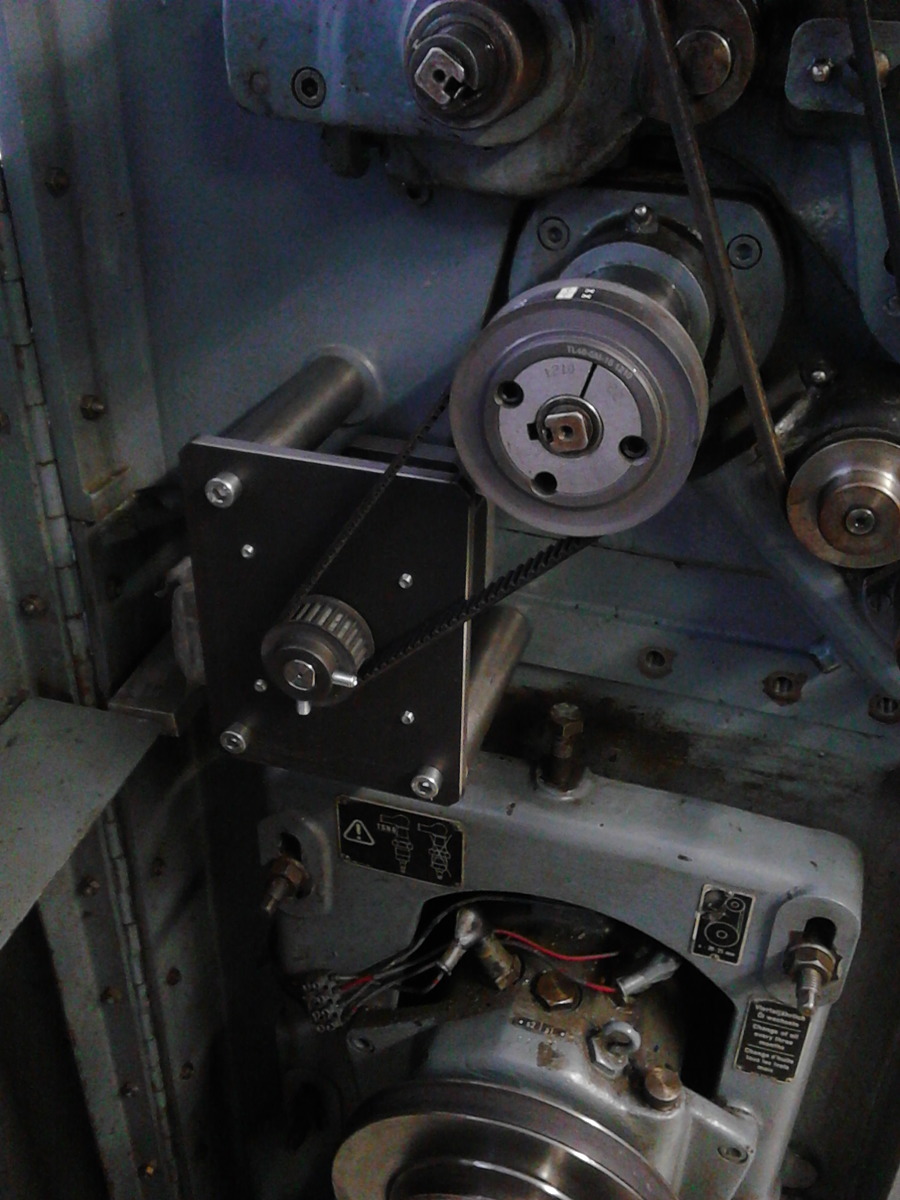
Kurzer Zwischenstand: Kleines 20x4-Test-Display ist heute eingetroffen. Tastatur funktioniert und ein Teil der Menüstruktur steht bereits. Anbei noch ein Vorher-Nachher-Vergleich des Getriebes. Motor ist ein Nema34 mit 7,5Nm. Untersetzung ist 24:48 Zähne, also 1:2. Zahnriemen: HTD 5M 15mm, 500mm lang Auf dem zweiten Bild sieht man oben die Abtriebswelle vom Wendeherz. Da muss ich mir noch überlegen, wie ich den China-Encoder anflansche. P.S.: Ja, die Madenschrauben sind zu lang - kürzere sind bestellt ;-)
:
Bearbeitet durch Moderator
Ein Prachtstück hast Du da! Fast zu schade, um es mit moderner Elektronik vollzustopfen. Zum Glück nur fast :-)
Ja, der Kauf war eine sehr gute Wahl - auf Anraten meines "Maschinenbaumentors". Er hat sie auch auf Herz und Nieren geprüft - bei Gebrauchtmaschinen besteht ja immer ein gewisses Risiko. Aber das war bei meiner unbegründet, wie ich jetzt weiß - im Gegenteil. Die Maschine wurde Ende der 80er geometrisch überholt (kurz bevor die Firma in Konkurs ging) und die Jungs haben wirklich exzellente Arbeit abgeliefert. Danach stand sie mehr oder weniger bei einem Mitarbeiter in der Garage, bis er sie an mich verkaufte :-) Hier sind noch weitere Bilder zu sehen. Beitrag "Re: Gewinde schneiden?" Die Umbauten nehme ich auch so vor, dass man Jederzeit den alten Zustand wiederherstellen kann. Heute habe ich ein paar der Eingaberoutinen und weitere Menüfunktionen geschrieben: Zahleneingabe, Eingabeprüfung usw. - langweilige Fleißaufgaben halt. Aber es muss ja gemacht werden :-)
Angehängte Dateien:
-

IMG_20170213_110125.jpg
240 KB

So, da isser (zusammen mit meinem fliegenden Versuchsaufbau :-) Ging ja jetzt doch recht flott trotz chin. Neujahr. Anzahl der Striche passt auch, es sind also 400 Flankenwechsel pro Umdrehung. Schön ist auch das recht flexible, deutlich über 1m lange Anschlusskabel. Es war sogar noch eine Kupplung dabei. Ich werde vielleicht heute Abend mal mit einem Motor testen, welche Maximalfrequenz ich dem Encoder abverlangen kann, ohne dass die Flanken zu unsauber werden. Jetzt "nur noch" den Flansch drehen und dann geht's zur Sache. Edit: Hier ist noch die aktuelle Pinbelegung des STM32F0-Discovery. Habe ich irgendetwas bzgl. Pin-Eigenschaften/Verwendung beim Discovery/Timer-Eigenschaften übersehen? (die Motorausgänge muss ich noch anhand der Timer raussuchen)
1 | Anschlüsse LCD (HD44780) |
2 | ------------------------ |
3 | PC10 - RS |
4 | PC11 - R/W |
5 | PC12 - E |
6 | PA8 - DB4 |
7 | PA9 - DB5 |
8 | PA10 - DB6 |
9 | PA11 - DB7 |
10 | |
11 | Anschlüsse Hauptspindelencoder (A/B) |
12 | ------------------------------------ |
13 | PB4 - A (Timer 3 CH1) |
14 | PB5 - B (Timer 3 CH2) |
15 | |
16 | Anschlüsse 4x4-Matrixtastatur (10er-Tastatur mit Exit, Enter und vier Pfeiltasten) |
17 | ---------------------------------------------------------------------------------- |
18 | PB8 (Reihe 1: 1, 2, 3, Oben) |
19 | PB9 (Reihe 2: 4, 5, 6, Links) |
20 | PB10 (Reihe 3: 7, 8, 9, Rechts) |
21 | PB11 (Reihe 4: Exit, 0, Enter, Unten) |
22 | PB12 (Spalte 1: 1, 4, 7, Exit) |
23 | PB13 (Spalte 2: 2, 5, 8, 0) |
24 | PB14 (Spalte 3: 3, 6, 9, Enter) |
25 | PB15 (Spalte 4: Oben, Links, Rechts, Unten) |
26 | |
27 | Anschlüsse Schrittmotortreiber |
28 | ------------------------------ |
29 | ? Step |
30 | ? Dir |
:
Bearbeitet durch Moderator
Chris D. schrieb: > Anzahl der Striche passt auch, es sind also 400 Flankenwechsel pro > Umdrehung. Warum hast du beim Encoder keinen mit Index genommen?
MarIO schrieb: > Warum hast du beim Encoder keinen mit Index genommen? Wozu? Ich sehe da keine Vorteile.
Vorteil ist, dass man bei zu hohen Drehzahlen von A/B Auswertung auf Z Auswertung des Encoders umschalten kann. Und der Spindelwinkel ist auch über Ausschaltvorgänge hinweg replizierbar.
Chris D. schrieb: > Hier sind noch weitere Bilder zu sehen. > > Beitrag "Re: Gewinde schneiden?" Ich erinnere mich - ich war damals schon der gleichen Meinung. Chris D. schrieb: > Edit: Hier ist noch die aktuelle Pinbelegung des STM32F0-Discovery. Habe > ich irgendetwas bzgl. Pin-Eigenschaften/Verwendung beim > Discovery/Timer-Eigenschaften übersehen? (die Motorausgänge muss ich > noch anhand der Timer raussuchen) Wenn der Encoder geht, kann bezüglich der Timer ja nichts mehr schiefgehen - der Schrittmotor-Puls muß ja ohnehin manuell erzeugt werden. Ich würde noch ein zweites Encoder-Timer-Pin-Paar sicherheitshalber frei lassen. Dann kannst Du bei Bedarf einen zweiten Encoder an die Spindel des Quersupports setzen und voilà - hast Du schon die Hardware für eine Kugeldrehvorrichtung. Oder Motor an den Quersupport und zweiten Encoder an den Oberschlitten - schon hast Du die Hardware für eine kugel- und Kegeldrehvorrichtung. Ich habe gestern seit langem mal wieder die ARM-Entwicklungsumgebung installiert. Mir juckt es auch wieder in den Fingern. Ich warte allerdings noch auf meine Drehgeber... Viele Edits: Man sollte halt erst denken, dann schreiben.
:
Bearbeitet durch User
MarIO schrieb: > Vorteil ist, dass man bei zu hohen Drehzahlen von A/B Auswertung auf Z > Auswertung des Encoders umschalten kann. Ja, das gilt sicherlich für Controller, die keine Encoder-Dekodierung in Hardware gegossen haben. Der STM32F0 hat die glücklicherweise :-) Ich hatte weiter oben schon geschrieben, dass selbst bei 1 MHz Eingangsfrequenz der Timer-Eingänge keine Impulse verloren gehen. Vermutlich geht da noch deutlich mehr. > Und der Spindelwinkel ist auch über Ausschaltvorgänge hinweg > replizierbar. Hmmm, ich sehe ehrlich gesagt keine Anwendung, bei der mir das nutzen sollte. Und selbst wenn, dann müsste ich ja auch dann "nullen", also die Spindel anfangs so drehen, dass ich den Index registriere. Dann kann ich auch direkt nach dem Einschalten der ELS sagen: "So, das ist jetzt meine virtuelle Indexmarkierung." Und die verliere ich ja nicht, solange das Gerät eingeschaltet ist. Das ist sogar noch einfacher, weil ich jede Spindelposition dafür verwenden kann. Oder übersehe ich irgendetwas?
:
Bearbeitet durch Moderator
Chris D. schrieb: > unsere bestellten China-Gurken sogar nur 30 kHz. Ist aber (für mich) > kein Drama, weil das bei 100 Strichen schon 4500/min der Hauptspindel > entspricht. Bei meiner Boley ist bei 3550/min Ende. laut meinen Recherchen können die nur 20kHz... 73
Hans schrieb: > Chris D. schrieb: >> unsere bestellten China-Gurken sogar nur 30 kHz. Ist aber (für mich) >> kein Drama, weil das bei 100 Strichen schon 4500/min der Hauptspindel >> entspricht. Bei meiner Boley ist bei 3550/min Ende. > > laut meinen Recherchen können die nur 20kHz... Ja, einer schreibt 20, ein anderer 30kHz. Ich werde mir heute Abend mal die Flanken bei verschiedenen Pullups und Geschwindigkeiten anschauen. Eventuell kann man da auch mit höherer Betriebsspannung (bisher 5V) abhelfen. Andererseits benötige ich bei 3550/min allerhöchstens 23667Hz, wobei ich nicht weiß, ob die Chinesen die "Flankenwechselfrequenz" auf beiden Kanälen zusammen oder die eines einzelnen Kanals meinen. Bei letzterem (was es wohl sein wird) wäre das nur 1/4 der 23,77kHz, also 5,9kHz. Heute Abend bin ich eventuell schlauer :-)
:
Bearbeitet durch Moderator
FYI https://wemakethings.net/2014/05/26/rotary-encoder-teardown/ 5V dürften etwas wenig sein wenn das Innenleben gleich geblieben ist... 73
Vielen Dank für die Info :-) Ich schraub das Ding nachher mal auf. Dann sehe ich ja, ob es noch der Typ ist.
Angehängte Dateien:
-

IMG_20170213_183159.jpg
89 KB

So, es gibt Neuigkeiten. Wie auf dem Foto zu sehen, hat sich am Innenleben seit damals offenbar nichts geändert, d.h. wir haben eine eingebaute Heizung (7805) an Bord. Die könnte man abklemmen, aber mit 8V läuft das Ding gut und wird auch nur mäßig warm. Außerdem bügelt der Störungen auf der Zuleitung zusammen mit den Filterkondensatoren wohl ganz gut aus. Mein Encoder zieht mit 1,2k-Pullups etwas weniger als 30mA - mal 3V sind das nicht ganz 100mW Verlustleistung. Ist verschmerzbar. Das gehäuse wird auch nach einer halben Stunde kaum merklich warm. Nun zum praktischen Teil :-) Günstigerweise habe ich hier im Labor einen Dremel IBS/E und auch einen kegligen Korund-Schleifstift. Also mit der einen Hand den Encoder fixiert, mit der anderen den Kegel in die Kupplung gedrückt und dann den Dremel auf langsamster Stufe anlaufen lassen. Das war alles kein Problem - einwandfreie Flanken :-) Dann also voll aufgedreht und am Oszi standen dann tatsächlich 33kHz eines 8V-Rechtecks an - mit sehr sauberem Bild. Das sind bei 100 Strichen 330U/s oder knapp 20000/min. Sollte für alle unsere Drehbänke reichen ;-) Also sind damit 132kHz Zustandswechsel (gemessen habe ich ja nur die Frequenz auf Kanal A) kein Problem. Da es sich um eine rein analoge Schaltung handelt, sollte die noch weit mehr vertragen, bevor die Flanken wirklich unsauber werden. Prima, ich weiss nun, was ich wissen wollte: das Teil ist für meinen Zweck geeignet. Und für den Preis kann man wirklich nichts sagen.
:
Bearbeitet durch Moderator
Angehängte Dateien:
-

IMG_20170214_181802.jpg
240 KB
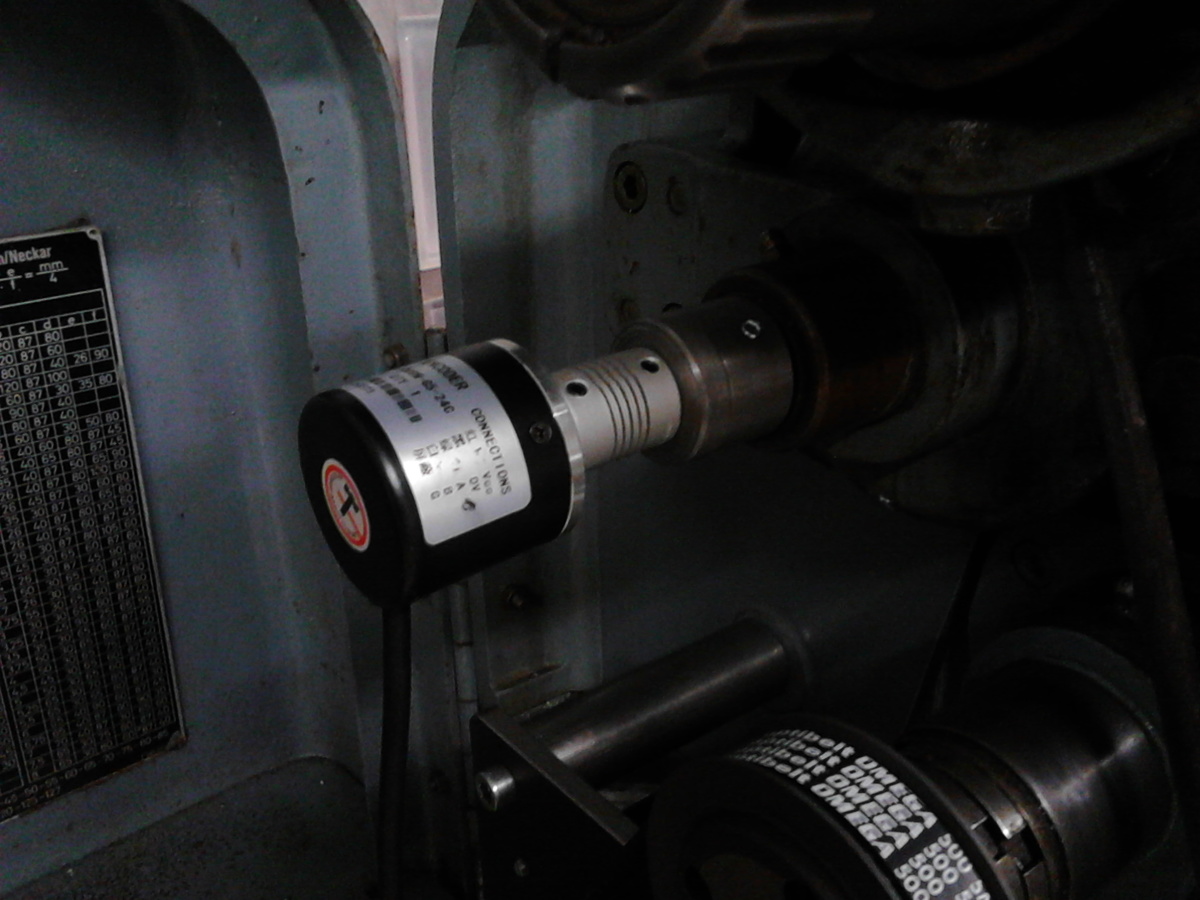
Weitere Zwischenstandsmeldung: Adapter für die Verbindung Abgangswelle Wendeherz/Encoder ist aus 1.4305 gedreht (siehe Bild, Blitz hat mein Smartphone leider nicht). Der Encoder schwebt noch etwas verloren in der Luft. Die Halterung für die Flanschplatte des Encoders hab ich mir auch schon aus einem Rest Vierkantrohr (war mal ein Tischbein :-) zusammengebraten. Befestigt wird das mit zwei der Schrauben des Motorflansches. Heute wird der eigentliche Encoderflansch gedreht und in Höhe und seitlich einstellbar gestaltet, damit Adapter und Encoderwelle später auch genau fluchten. Schön geht anders, aber stabil genug ist die Konstruktion. Bilder dazu gibt es erst dann, wenn alles vernünftig lackiert ist ;-) Die Mechanik sollte heute dann fertig werden, so dass es dann nur noch eine Softwaresache ist (vom späteren Einbau in ein schönes Gehäuse abgesehen, aber da hab ich die passenden Seitenprofile von gietec schon da und der Rest ist nur wenig Arbeit mit der Tafelschere/CNC). Von der Software her bin ich auch etwas weitergekommen. Der Encoderzähler wird jede Millisekunde ausgelesen, und Über-/Unterläufe korrekt verarbeitet. Ärger durch unerkannte Überläufe gäbe es also erst ab 32767*1000, also ungefähr 32 MHz Encoderfrequenz - das sollte ausreichend sein :-) Der Wert wird zu/von einem 64-Bit-"Hauptzähler" addiert/subtrahiert, den ich mit 2⁶³ - also "mittig" initialisiert habe. Geht man von 10000 Encoderschritten pro Umdrehung und 10000/min der Hauptspindel in permanent einer Richtung aus, dann benötigt dieser Zähler etwa 175000 Jahre, bevor er über- oder unterläuft ;-) Ein 32-Bit-Zähler würde in dieser Konstellation schon nach knapp über 20 Minuten überlaufen. Gleichzeitig schreibt er mir die jeweils letzten zehn Differenzwerte in einen Ringpuffer. Eventuell werde ich da eine Mittelung einbauen und "unmögliche Werte" aussieben, bevor ich daraus dann die Anzahl und Frequenz der nötigen Stepperschritte errechne.
:
Bearbeitet durch Moderator
Angehängte Dateien:
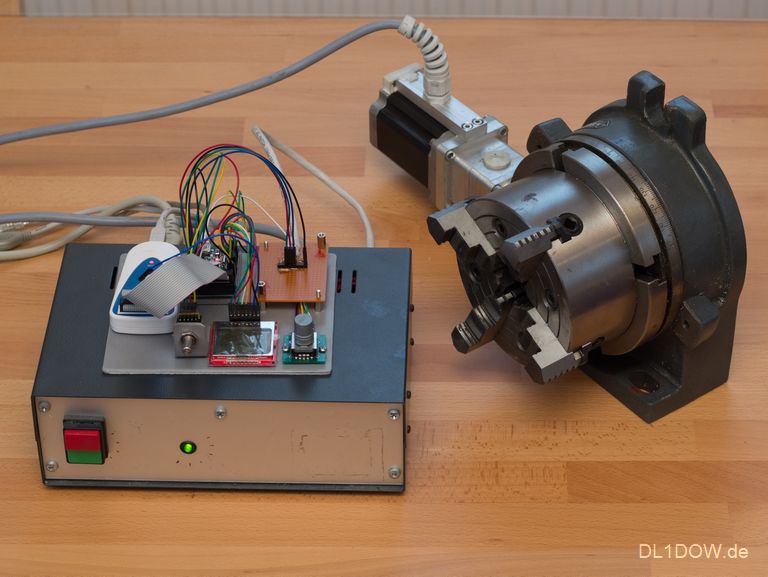
Hallo Chris, Deine Meldungen in den letzten Wochen und Tagen haben mich motiviert, es diese Woche auch ein wenig zu probieren. Bislang handelt es sich noch um einen kruden Testaufbau (siehe Bild). Momentan fehlt mir noch der bestellte "Original"-Drehgeber, so daß momentan ein einfacheres Modell herhalten muß, und als Schrittmotor hatte ich nur meine Rundachse parat. Folglich macht mein Testaufbau auch noch nicht mehr als zwei Drehgeber auszuwerten und ein paar Rampen zu fahren. Positiv überrascht hat mich die Tatsache, daß sich die Leadshine-DM556-Endstufe ohne Pegelwandler betreiben läßt. Das vereinfacht den Testaufbau ein wenig. (Später kommt er natürlich dazu.) Ein wenig zweifele ich noch, welchen Grundtakt ich für die Schrittmotorsteuerung am besten nutze. Momentan sind es 200 kHz, womit sich Rampen bis 20 kHz problemlos sehr geschmeidig erzeugen lassen. "Klassiker" wie die TB6560 wären da voll ausgefahren, bessere Schrittmotorsteuerungen wie die Leadshine DM556 können natürlich noch ein ganzes Stück mehr - bis zu 200 kHz. Fraglich ist, ob ich das brauchen kann. Hast Du bezüglich des Schrittmotor-Taktes schon eine Designentscheidung getroffen? Viele Grüße Nicolas
Angehängte Dateien:
-

IMG_20170218_095804.jpg
54 KB

Moin Nicolas, Walter T. schrieb: > Deine Meldungen in den letzten Wochen und Tagen haben mich motiviert, es > diese Woche auch ein wenig zu probieren. Bislang handelt es sich noch um > einen kruden Testaufbau (siehe Bild). Nanana. Der sieht doch viel besser aus als mein wilder Steckbrettverhau. Außerdem müssen Prototypen so aussehen. Alles andere wäre gegen die reine Lehre ;-) Aber schön, dass ich noch jemanden motivieren konnte, offenbar auch mit dem Spritzguss :-) > Momentan fehlt mir noch der bestellte "Original"-Drehgeber, so daß > momentan ein einfacheres Modell herhalten muß, und als Schrittmotor > hatte ich nur meine Rundachse parat. Folglich macht mein Testaufbau auch > noch nicht mehr als zwei Drehgeber auszuwerten und ein paar Rampen zu > fahren. > > Positiv überrascht hat mich die Tatsache, daß sich die > Leadshine-DM556-Endstufe ohne Pegelwandler betreiben läßt. Das > vereinfacht den Testaufbau ein wenig. (Später kommt er natürlich dazu.) Ja, da überlege ich auch noch, welche Typen dafür geeignet wären. Ich werde meinen Motor auch mit einer Leadshine betreiben. Galvanisch getrennt sind die Eingänge ja, es ginge also nur um einen vernünftigen Treiberstrom. Da ich den Encoder mit 8V betreiben werden, wollte ich die auch für die Treiber nehmen. Vielleicht hat jemand Tipps. > Ein wenig zweifele ich noch, welchen Grundtakt ich für die > Schrittmotorsteuerung am besten nutze. Momentan sind es 200 kHz, womit > sich Rampen bis 20 kHz problemlos sehr geschmeidig erzeugen lassen. > "Klassiker" wie die TB6560 wären da voll ausgefahren, bessere > Schrittmotorsteuerungen wie die Leadshine DM556 können natürlich noch > ein ganzes Stück mehr - bis zu 200 kHz. Fraglich ist, ob ich das > brauchen kann. > Hast Du bezüglich des Schrittmotor-Taktes schon eine Designentscheidung > getroffen? Ich wollte für jeden Ausgang (Z/X) einen 16-Bit-Timer verwenden, den ich mir recht hoher Frequenz ansteuere, und der mir das Signal beim Reload direkt auf den entsprechenden PIN legt (Output capture). Durch den Wert des Autoreload-Registers lassen sich dann die High/Low-Zeiten variieren. Beim Reload wird dann auch gleichzeitig geschaut, ob die vorgegebene Anzahl an Schritten bereits abgearbeitet wurde und der Timer gegebenenfalls gestoppt. man hätte so eine symmetrische PWM mit gleichen Zeiten für High und Low. Eine andere Möglichkeit wäre, mit einem zweiten Capture-Register nur kurze Nadelimpulse immer gleicher Länge zu erzeugen. Die Timerlösung lässt sich auch in weiten Bereichen anpassen, weil die Timer alle einen passenden Vorteiler haben, der von 1-65535 geht. Man könnte also auch sehr kurze Impulse fein granulieren, indem man den Vorteiler runtersetzt. Übrigens hängt der APB an den vollen 48MHz, die zeitliche Auflösung der Timer sollte also ausreichend sein. Die Berechnung der Rampe und die Korrektur der Drehzahlabweichung der Hauptspindel (MaWin hat das mit dem DDS schon gut beschrieben) würde ich dann in einem weiteren Interrupt durchführen. "Problematische" Situationen ergeben sich ja immer nur beim Beschleunigen: Wenn wir die einfache Getriebefunktion nehmen und die Hauptspindel steht, dann muss man aufpassen, dass die nötige Beschleunigung beim Einschalten nicht den Maximalwert des Steppers überschreitet. Tut sie das, laufen Hauptspindel und Stepper zumindest eine kurze Zeit nicht mehr synchron. Und zumindest meine Hauptspindel hat eine sehr ordentliche Beschleunigung dank dickem Antriebsmotor. Wenn die Hauptspindel bereits läuft, dann muss der Stepper sowieso seine Rampe fahren und an deren Ende auf das gewünschte Verhältnis und die passende relative Position zur Spindel "einrasten" - ebenso beim Abbremsen. Bei geschickter Programmierung und genug "Luft" bis zum Gewinde könnte man so sogar ohne Ausfahren durch das Gewinde wieder zurückfahren (meine Hauptspindel kann ich automatisch umsteuern lassen). ---- Ich hab in der Zwischenzeit meine Sachen lackiert und baue die heute zusammen, dann ist die Mechanik fertig. Für später handlichere Bewegungen des Schlittens und flotte Eingaben habe ich mir noch ein schönes CNC-Encoderrad bestellt, das heute morgen eingetroffen ist (siehe Bild). Das Ding gibt es bei ebay von verschiedenen Anbietern ab 13€ mit A/B-Ausgang. Ich hab es für 20€ geordert, dafür ist es zwei Tage später da ;-) Und ich muss sagen, dass ich von der mechanischen Qualität beeindruckt bin: praktisch alles aus Metall, Knopf lässt sich sauber drehen und hat den schönen Rasteffekt, kein Wackeln. Sehr solide. Kann ich also empfehlen. Nur den Pin werde ich abschrauben und durch eine Mulde für die Fingerkuppe ersetzen - finde ich angenehmer beim schnellen Drehen. Also: empfehlenswert. Bei der Software bin ich dabei, die Werte mit der EEPROM-Emulation von ST ins Flash zu bringen. Klappt soweit schon recht gut :-) > Viele Grüße > Nicolas Also nicht Walter? Sorry, hatte ich wohl überlesen Gestatten - Chris :-D
:
Bearbeitet durch Moderator
Hallo Chris, Chris D. schrieb: > Also nicht Walter? Sorry, hatte ich wohl überlesen Paßt schon. Einen Namen gab mir meine Mutter. Der andere hat eine längere Geschichte. Chris D. schrieb: > Da ich den Encoder mit 8V betreiben werden, wollte ich > die auch für die Treiber nehmen. Da die Eingänge TTL-kompatibel sind, sehe ich keinen Grund, es nicht dabei zu belassen. Übrigens reichen Open-Drain-Ausgänge aus - wenn Du auf 8V gehen willst, sollte da jeder 74HC01 o.ä. reichen. Chris D. schrieb: > Ich wollte für jeden Ausgang (Z/X) einen 16-Bit-Timer verwenden, den ich > mir recht hoher Frequenz ansteuere, und der mir das Signal beim Reload > direkt auf den entsprechenden PIN legt (Output capture). Der Ansatz ist natürlich sehr rechenlastschonend, schnell und (bei sauber gesetzten IRQ-Prioräten) jitterarm. Ich habe momentan noch einen deutlich einfacheren Ansatz: Ich habe einen Task, der mit 200 kHz ausgeführt wird und der * Pins setzt und löscht, * Schritte zählt, * und den nächsten Schritt plant (Berechnungen durchführt) Das erschien mir von der Implementierung einfacher - ich stehe ja relativ weit am Anfang. Chris D. schrieb: > Wenn wir die einfache Getriebefunktion nehmen und die Hauptspindel > steht, dann muss man aufpassen, dass die nötige Beschleunigung beim > Einschalten nicht den Maximalwert des Steppers überschreitet. Wenn der Schrittmotor beim Beschleunigen der Hauptspindel nicht mitkommt (hast Du das wirklich mal gemessen? Ich kann mir irgendwie nicht vorstellen, daß die Beschleunigungen so riesig sind.), wächst eben kurz der Schleppfehler. Solange die Einlaufstrecke vor dem Gewinde ausreicht, sollte das schon lange wieder eingeholt sein. Chris D. schrieb: > Bei geschickter Programmierung und genug "Luft" bis zum Gewinde könnte > man so sogar ohne Ausfahren durch das Gewinde wieder zurückfahren (meine > Hauptspindel kann ich automatisch umsteuern lassen). Wäre nix für mich. Zumindest nicht bei HM-Werkzeug. Chris D. schrieb: > habe ich mir noch ein schönes CNC-Encoderrad bestellt Du treibst schicke Sachen auf. Bislang hatte ich dafür einen schnöden 64-Puls-Drehgeber vorgesehen, der auch an meiner CNC-Fräse seit Jahren Dienst tut. Aber damals kosteten die schönen Handräder noch 60 Euro. Chris D. schrieb: > Bei der Software bin ich dabei, die Werte mit der EEPROM-Emulation von > ST ins Flash zu bringen. Klingt gut. Kann ich den Teil von Dir klauen? Ich habe nie die Lust dazu gehabt, das zu implementieren, und deshalb aus Faulheit bei meinen einzigen beiden STM32-Projekten, die ich bislang gemacht habe, ein 24LC04 vorgesehen... Viele Grüße W.T.
Angehängte Dateien:
-

IMG_20170220_161606.jpg
240 KB -

IMG_20170220_162003.jpg
230 KB
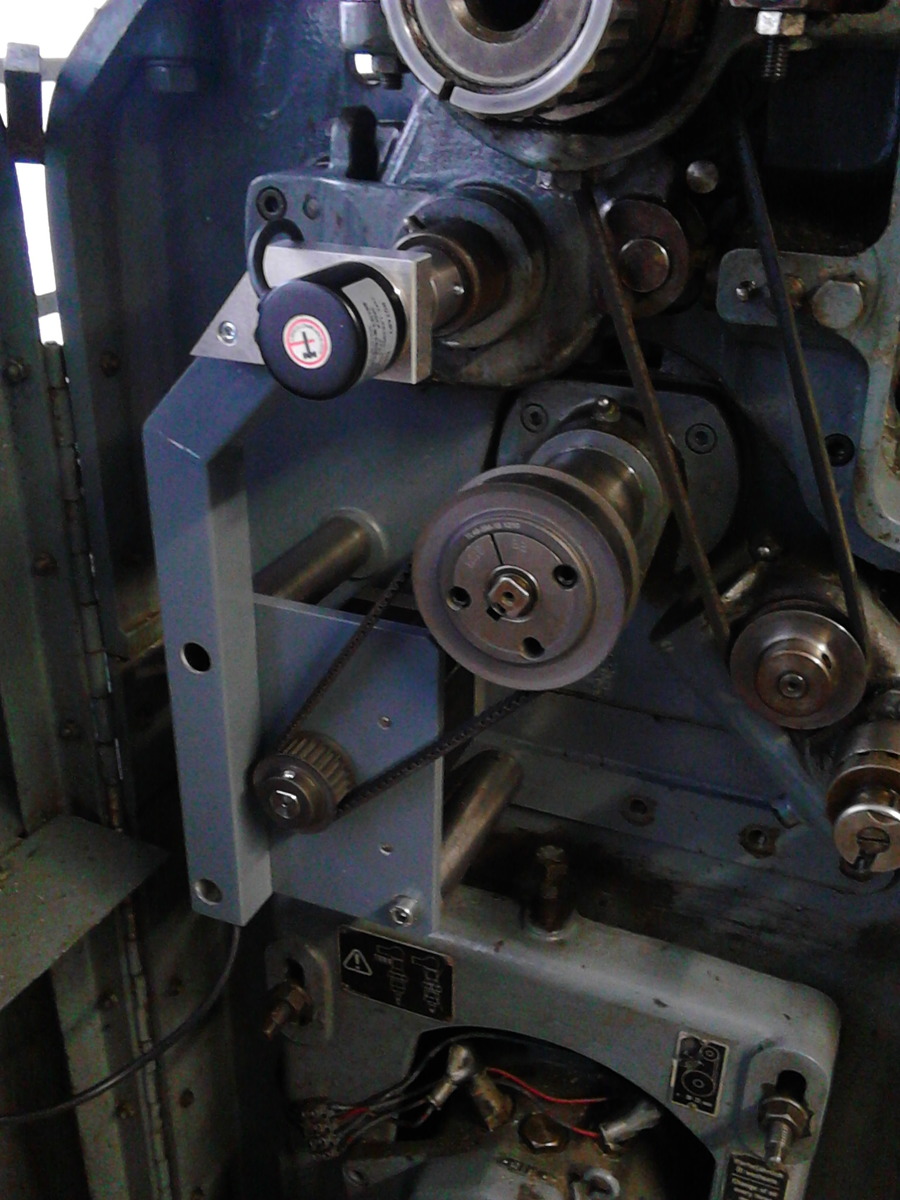
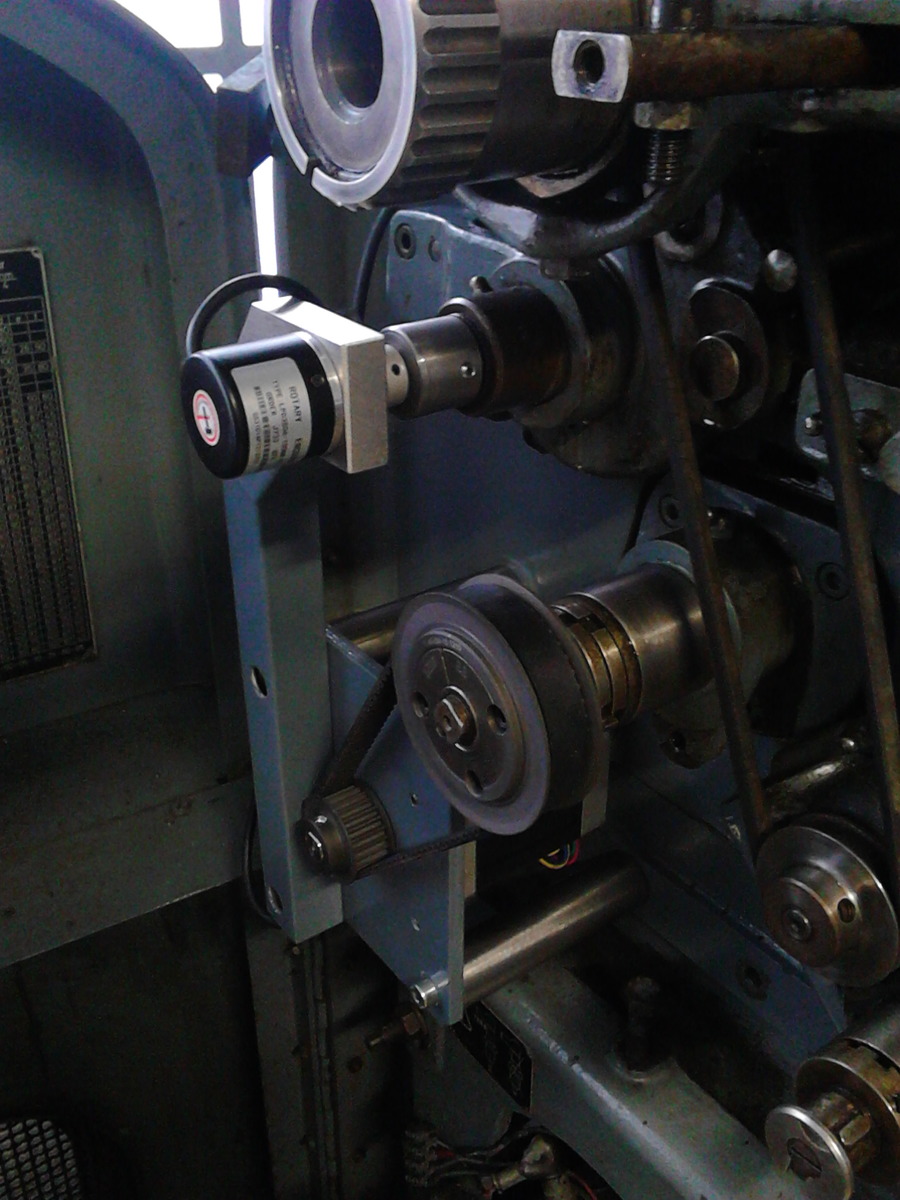
Walter T. schrieb: >> Also nicht Walter? Sorry, hatte ich wohl überlesen > Paßt schon. Einen Namen gab mir meine Mutter. Der andere hat eine > längere Geschichte. Alles klar :-) > Chris D. schrieb: >> Da ich den Encoder mit 8V betreiben werden, wollte ich >> die auch für die Treiber nehmen. > > Da die Eingänge TTL-kompatibel sind, sehe ich keinen Grund, es nicht > dabei zu belassen. Übrigens reichen Open-Drain-Ausgänge aus - wenn Du > auf 8V gehen willst, sollte da jeder 74HC01 o.ä. reichen. Ja, hast Recht, das ist unsinnig. Ich habe gestern mal den Encoder an der Drehbank laufen lassen und mir die Impulse angeschaut: alles sehr sauber, selbst mit FU und Servoumrichter (beide ohne Schirmung - ja , ich weiß ;-) direkt daneben habe ich dank geschirmtem Kabel sehr saubere Signale. Übrigens solltest Du Deinen auch mal aufschrauben, um zu gucken, ob die Schirmung auch wirklch am Gehäuse liegt. Meine war nur auf der Platine aufgelötet und hatte zuerst keine Verbindung. > Das erschien mir von der Implementierung einfacher - ich stehe ja > relativ weit am Anfang. Ja, ich habe bei meiner "Timer-Lösung" schon die zweite Achse etc. im Blick - daher möchte ich das auch von der Software her möglichst sauber aufbauen. Prinzipiell könnte man auch noch die Burst-Funktion vieler Timer nutzen. > Wenn der Schrittmotor beim Beschleunigen der Hauptspindel nicht mitkommt > (hast Du das wirklich mal gemessen? Ich kann mir irgendwie nicht > vorstellen, daß die Beschleunigungen so riesig sind.), wächst eben kurz > der Schleppfehler. Solange die Einlaufstrecke vor dem Gewinde ausreicht, > sollte das schon lange wieder eingeholt sein. Ich hoffe es. Die Messungen werden es zeigen :-) > Chris D. schrieb: >> Bei geschickter Programmierung und genug "Luft" bis zum Gewinde könnte >> man so sogar ohne Ausfahren durch das Gewinde wieder zurückfahren (meine >> Hauptspindel kann ich automatisch umsteuern lassen). > > Wäre nix für mich. Zumindest nicht bei HM-Werkzeug. Das sollte keine Rolle spielen. Idealerweise fährt der Meißel komplett frei zurück, weil man bei Gewinden ja immer nur mit einer Schneide arbeitet . Aber: das wären alles Goodies. Im Moment arbeite ich erstmal an einer ganz einfacher Version. > Chris D. schrieb: >> habe ich mir noch ein schönes CNC-Encoderrad bestellt > > Du treibst schicke Sachen auf. Bislang hatte ich dafür einen schnöden > 64-Puls-Drehgeber vorgesehen, der auch an meiner CNC-Fräse seit Jahren > Dienst tut. Aber damals kosteten die schönen Handräder noch 60 Euro. Genau :-) So hatte ich das nämlich auch in Erinnerung. War vor ein paar Jahren auch noch so. Aber mittlerweile ist das alles so günstig geworden... Der Handencoder läuft mittlerweile auch und man kann nun sowohl per Tastatur als auch Handrad Eingaben tätigen. Eventuell gestalte ich das noch dynamisch, so dass sich die Schrittweite mit der Geschwindigkeit erhöht. Das fand ich an einer CNC-Maschine damals recht angenehm, da man nicht endlos kurbeln musste, aber trotzdem einen Wert sehr genau einstellen konnte. > Chris D. schrieb: >> Bei der Software bin ich dabei, die Werte mit der EEPROM-Emulation von >> ST ins Flash zu bringen. > > Klingt gut. Kann ich den Teil von Dir klauen? Ich habe nie die Lust dazu > gehabt, das zu implementieren, und deshalb aus Faulheit bei meinen > einzigen beiden STM32-Projekten, die ich bislang gemacht habe, ein > 24LC04 vorgesehen... Den Teil musst Du nicht klauen :-) ST bietet die komplette Bibliothek dafür an. Für den Nutzer ist das nachher komplett transparent, nur eine Initialisierung und eine Lese- und Schreibfunktion. Durch das geschickte Auffüllen der Seiten sind auch kaum Seitenlöschungen nötig, so dass sich die Zyklenzahl stark erhöht. Aber damit haben wir ja eh kaum ein Problem - normalerweise stellt man die Werte einmal ein und das war es dann. Du musst dann nur im Linkerskript die obersten Seiten reservieren und natürlich beim Flashen diesen Bereich aussparen (oder die Werte erstmal fest vorgeben). Hier ist das entsprechende PDF: http://www.st.com/resource/en/application_note/dm00049914.pdf Und hier die kleine Funktionssammlung: http://www.st.com/en/embedded-software/stsw-stm32117.html Anbei noch die Bilder von der fertigen Mechanik. Läuft alles leise und gewaltfrei :-) Jetzt muss ich nur noch Netzteil und Endstufe danebenpacken und die Frontplatte fräsen. Hoffentlich kommt bald das große Display.
:
Bearbeitet durch Moderator
Hallo Chris, danke für den Hinweis auf die aktuellen HAL-Sachen. Das letzte Mal STM32 habe ich noch mit CMSIS gemacht. Gestern sind die Drehgeber und das Handrad angekommen. Die Drehgeber sind -wie schon von Dir beschrieben- wunderbar. Einziges kleines Manko: Sie benötigen knapp mehr als 5V Versorgungsspannung, sonst kommen überhaupt keine Signale. Nicht einmal kleine, verkrüppelte. Damit hat der Schreibtisch-Holzbrett-Aufbau noch eine 9V-Batterie dazubekommen, weil die Versorgung über USB nicht mehr ausreicht. Der Handrad-Geber läuft auch mit 5V, aber ich bin etwas enttäuscht. Zum einen ist die Rastung für meinen Geschmack zu stark- das geht für meinen Geschmack mit meinem bisherigen 64-Schritte-Drehgeber ohne Rastung deutlich angenehmer. Ich finde auch gerade keine Möglichkeit, das Handrad zu öffnen, um nachzuschauen, ob sich die Rastung schwächer einstellen läßt. Was mich aber noch mehr enttäuscht: Der Drehgeber hat 100 Skalenstriche eingraviert - aber 99 Rastpositionen. Nur bei der "0" rastet er genau in der Mitte des Skalenstrichs ein. Bei der "50" genau zwischen zwei Skalenstrichen. Die Pulse habe ich noch nicht gezählt. Aber da sich 99 Pulse pro Umdrehung nur mit erheblichem Aufwand herstellen lassen, gehe ich mal davon aus, daß es mindestens einen Rastpunkt mit einem wackligen Signal geben wird. Das ist nur ein Schönheitsfehler - aber irgendwie nervt mich das jetzt. Was soll's. Ihren Preis sind die Teile auf jeden Fall wert. Viele Grüße W.T.
Walter T. schrieb: > Hallo Chris, > danke für den Hinweis auf die aktuellen HAL-Sachen. Das letzte Mal STM32 > habe ich noch mit CMSIS gemacht. Keine Ursache :-) > Gestern sind die Drehgeber und das Handrad angekommen. > > Die Drehgeber sind -wie schon von Dir beschrieben- wunderbar. Einziges > kleines Manko: Sie benötigen knapp mehr als 5V Versorgungsspannung, > sonst kommen überhaupt keine Signale. Nicht einmal kleine, verkrüppelte. Ok, da ist meiner anders - aber ich hatte ja schon auf den 7805 im Encoder hingewiesen. Meiner bekommt später seine 8V. Oder: Du lötest den Regler aus. > Der Handrad-Geber läuft auch mit 5V, aber ich bin etwas enttäuscht. Zum > einen ist die Rastung für meinen Geschmack zu stark- das geht für meinen > Geschmack mit meinem bisherigen 64-Schritte-Drehgeber ohne Rastung > deutlich angenehmer. Ich finde auch gerade keine Möglichkeit, das > Handrad zu öffnen, um nachzuschauen, ob sich die Rastung schwächer > einstellen läßt. Ist vermutlich Geschmackssache - ich persönlich finde eine etwas stärkere Rastung positiv, weil man dann ohne optische Kontrolle des Handrades exakte Strecken fahren und damit die Augen auf dem Werkzeug/Werkstück belassen kann. Zumindest mein Handrad entspricht von der "Rastkraft" her gefühlsmäßig dem, was ich so an CNC-Maschinen drehen durfte. Aber offenbar haben wir unterschiedliche Hersteller. Ob das einstellbar ist? K.A. - ich nehme an, dass das eine Art federbelasteter Kugel ist. Vermutlich ist unter der dünnen Abdeckung auf der Oberseite die Anzugsschraube für das Rad. Die Abdeckung müsste man also entfernen. > Was mich aber noch mehr enttäuscht: Der Drehgeber hat > 100 Skalenstriche eingraviert - aber 99 Rastpositionen. Nur bei der "0" > rastet er genau in der Mitte des Skalenstrichs ein. Bei der "50" genau > zwischen zwei Skalenstrichen. Die Pulse habe ich noch nicht gezählt. > Aber da sich 99 Pulse pro Umdrehung nur mit erheblichem Aufwand > herstellen lassen, gehe ich mal davon aus, daß es mindestens einen > Rastpunkt mit einem wackligen Signal geben wird. Das ist nur ein > Schönheitsfehler - aber irgendwie nervt mich das jetzt. Ja, das ist allerdings ätzend. Meiner hat seine 100 Rasten und 400 Flanken pro Umdrehung. Hattest Du auch dort bestellt, wo ich gekauft habe? Würde ich reklamieren. Einen Versuch ist es wert. Die Chinesen sind da eigentlich recht kulant - vermutlich weil sie auch Schiss vor schlechten Bewertungen haben ;-) Ich bin letzte Woche zu nichts mehr gekommen, weil ich nur noch familiär unterwegs war und es Dinge gab, die viel wichtiger waren. Leider ist mein großes Display noch nicht angekommen, aber ich habe das Gehäuse soweit zugeschnitten und werde mich heute mal um die Befestigung des Netzteils/Endstufe neben dem Motor kümmern.
Zur ELS II-Steuerung noch eine Info: Sie kann jetzt 2 Achsen, vollautomatik in X und Z ist also ab sofort damit möglich. Louis
L. S. schrieb: > Zur ELS II-Steuerung noch eine Info: Sie kann jetzt 2 Achsen, > vollautomatik in X und Z ist also ab sofort damit möglich. > Louis Das ist gut. Kegeldrehen und kegelige Gewinde ? Plan Runterdrehen in dünnen Schichten bis Y auf gesetztes 0 läuft ? Gewindeschneiden mit herausziehen des Drehmeissels, zurückfahren und wieder hineinschieben, mit Stopps um auszuprobieren ob das Gewinde nun passt ?
Angehängte Dateien:
-

IMG_20170321_080519.jpg
220 KB -

IMG_20170321_080539.jpg
220 KB -

IMG_20170321_080659.jpg
240 KB
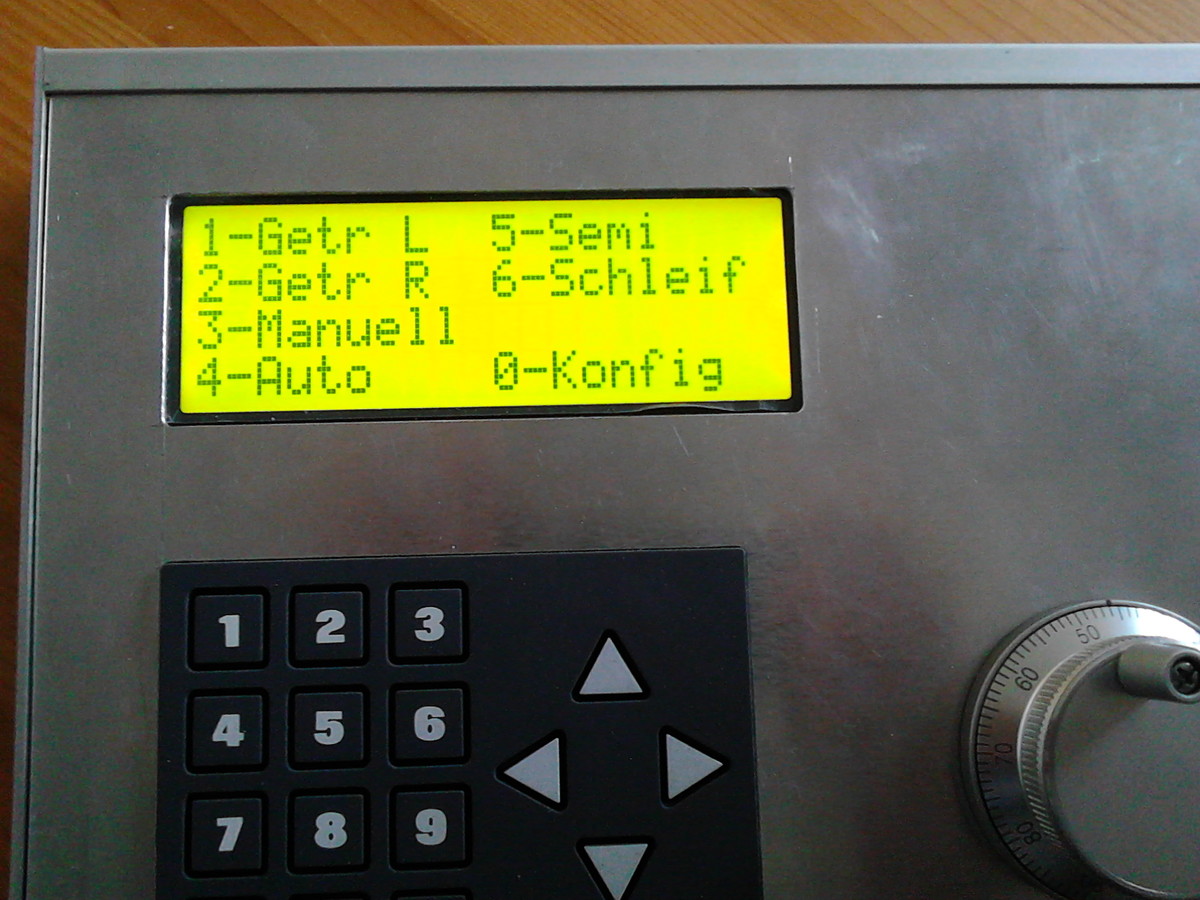

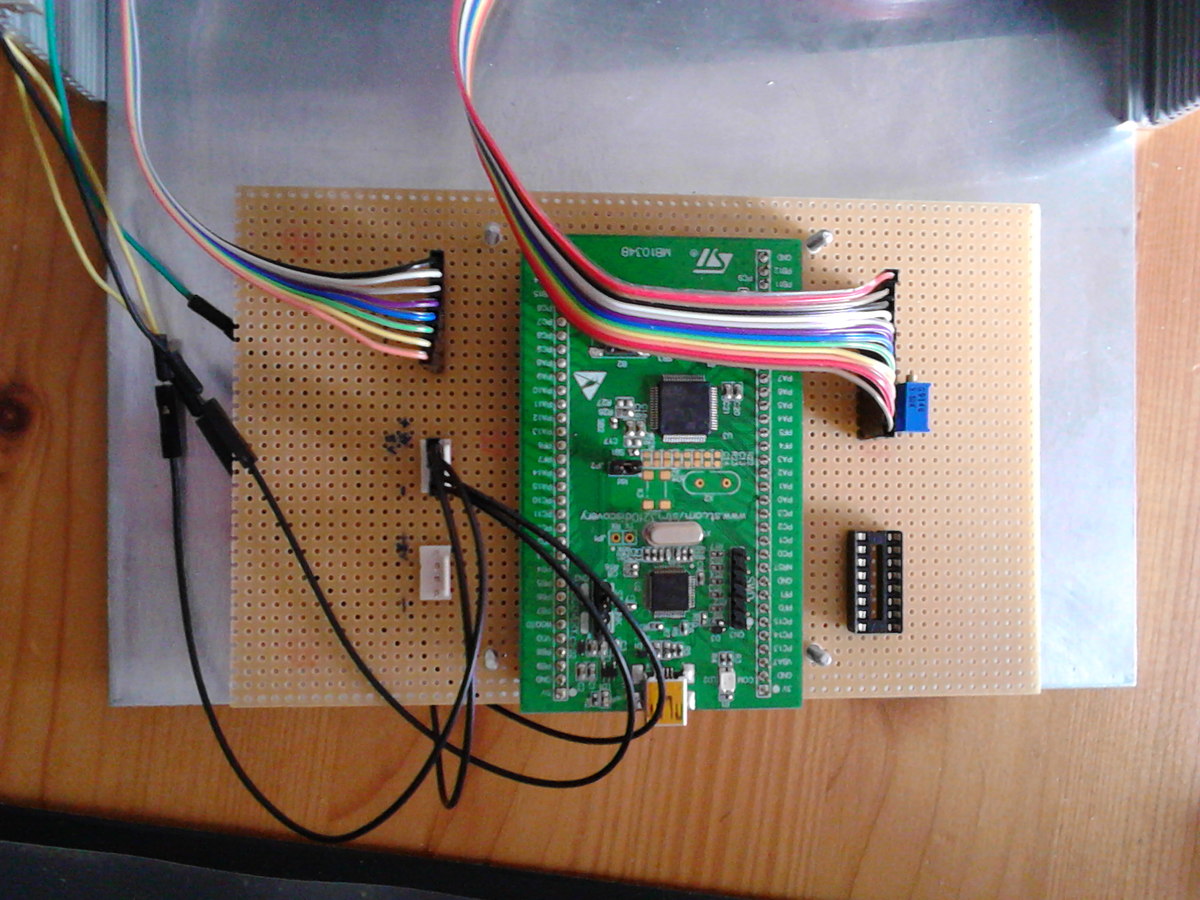
@Louis: Hey, das sind doch gute Neuigkeiten - prima :-) Meine kann bisher nur in Z-Richtung arbeiten, allerdings habe ich die Software schon für zwei Achsen ausgelegt. Nach längerer "Zwangspause" geht es jetzt auch mit dem Projekt weiter. Das Gehäuse nähert sich seiner Endform, die Schweißbolzen etc. sind auch schon dran und intern ist alles verdrahtet. In die Frontplatte kommen natürlich noch Schalter und eventuell LEDs oder auch noch weitere Tasten. Daher gibt es da noch keine Beschriftung :-) Die Discovery-Platine habe ich einfach auf entsprechende Buchsenleisten einer Leiterstreifenplatine gesteckt. Ich warte jetzt noch auf meinen Stepdown-regler, der mir aus den 48V dann die 8V für den Encoder und im Nachgang dann den 7805 bereitstellt. Die Lochrasterplatine sitzt ganz rechts, damit die USB-Buchse dann genau in der Aussparung des seitlichen Bleches sitzt. Das große Display ist übrigens sehr angenehm und auch auf Entfernung gut ablesbar. War eine gute Entscheidung. Im Moment baue ich gerade das Konfigurationsmenü um, damit man auch die Impulslänge und Polarität der Schrittmotortaktung für jeden Motor und jede leitung getrennt einstellen kann. Das war ja ein Wunsch von MaWin, um auch wirklich jede erdenkliche Endstufe betreiben zu können. Zur Taktung der Motoren: Da die Timer 16 und 17 über Shadow-Register verfügen, kann man die "in Ruhe" laden, während der alte Takt abgearbeitet wird. Insbesondere kann man auch die Vorteiler per Preload einstellen, so dass ich die Granulierung dynamisch anpassen kann. Die "Grundtakt-ISR" zur Berechnung der neuen Timerwerte wird wohl erstmal bei 200kHz liegen bzw. 5µs liegen. Das wäre dann die Maximalfrequenz, die für die CLK-Leitungen möglich ist. In der ISR habe ich dann etwas über 200 Takte Zeit für das Laden der Register. Das sollte reichen. Bei der Rampenberechnung muss ich mal schauen, ob die Rechenzeit ausreicht oder ob ich die einfach aus einer Tabelle nehme und ggf. interpoliere. Dann könnte man auch mal Sinus- oder asymmetrische (das Drehmoment nimmt zu höheren Geschwindigkeiten hin ja stark ab) Rampen testen. Soweit erstmal der Stand der Dinge. P.S.: Ach so, wegen der Schweißbolzen: wen es interessiert - das sind M3-Bolzen aus AlMg3. Optimale Ergebnisse habe ich mit 60V bei 66000µF. Nur, falls einer mit einer Kondensatorbank etc. experimentieren möchte :-)
:
Bearbeitet durch Moderator
MaWin schrieb: > Kegeldrehen und kegelige Gewinde ? Plan Runterdrehen in dünnen Schichten > bis Y auf gesetztes 0 läuft ? Gewindeschneiden mit herausziehen des > Drehmeissels, zurückfahren und wieder hineinschieben, mit Stopps um > auszuprobieren ob das Gewinde nun passt ? Ich nehme das mal in meine ToDo-Liste bzgl. zweiter Achse auf : - Kegel drehen - Kugeln drehen - Abdrehen in Schichten - Ausdrehen in Schichten - Planen/Abstechen - automatisches Gewindeschneiden - Stoßen mit entsprechender Zustellung Was fehlt noch? Wäre automatisches Anfasen nach dem Planen/Abdrehen eventuell interessant? Ist eine Art Makromodus interessant: also Aufzeichnung von Bewegungen, Abspeichern und Wiederholung auf Knopfdruck? Abarbeitung kleinerer Programme mit Einspielung per Bluetooth? ;-)
Hallo Chris, das was Du da aufgebaut hast, sieht prima aus! Wenn Du eine Kopierdrehen-Funktion einbauen willst, würde ich unbedingt die Steuerung über zwei elektronische Handräder vorsehen - dann könnte man ein semi-automatisches Drehen als bequeme Eingabemethode vorsehen. Viele Grüße W.T.
Chris D. schrieb: > Was fehlt noch? * die Sourcen :-p , denn dein Projekt sieht verdammt vielversprechend aus Was Features angeht: KISS - lieber einfach, verlässlich und leicht nachbaubar, als eine eierlegende Wollmichsau, die am Ende so kompliziert ist, dass man gleich "richtig" auf CNC hätte umsatteln können.
MaWin schrieb: > Das ist gut. > Kegeldrehen und kegelige Gewinde ? Nein, ist in Arbeit, aber diese Version sollte erst einmal so fertig werden, das war der Plan, war schon aufwändig genug das so alles fertig zu bekommen. Funktionen auflisten ist einfach, sie nachher auch so umzusetzen, dass alles störungsfrei und leicht bedienbar läuft eine andere Sache. Schritt für Schritt geht es besser. > Plan Runterdrehen in dünnen Schichten > bis X auf gesetztes 0 läuft ? Anders herum, man stellt auf 0 und gibt die Tiefe in X an und kann dann bis dahin plandrehen, Zustellungen werden vorausberechnet und können bequem per Encoderrad geändert werden, das geht in allen Modi, auch Gewindedrehen mit kleiner werdenden Zustellungen. Die Funktionen sind sehr umfangreich, das Handbuch bringt Klarheit: http://www.rocketronics.de/download/zyklo/Handbuch_%20ELS%20II-2ch.pdf > Gewindeschneiden mit herausziehen des > Drehmeissels, zurückfahren und wieder hineinschieben, mit Stopps um > auszuprobieren ob das Gewinde nun passt ? Na klaro, und wie das geht, siehe Video: https://youtu.be/PB-woP0LRik Man kann da zwischen den Schnitten machen was man will, stört nicht weiter.
:
Bearbeitet durch User
Angehängte Dateien:
-

IMG_20170406_090838.jpg
230 KB

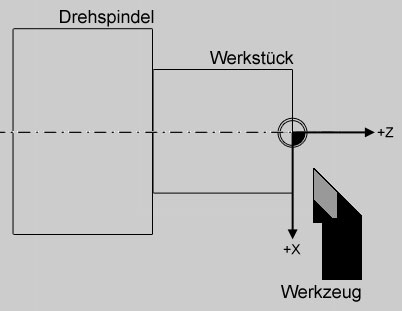{kind=link}
So, es gibt recht gute Neuigkeiten: Gestern habe ich zum ersten Mal alles provisorisch verkabelt und einen Probelauf durchgeführt. Bis dahin gab es aber noch ein paar kleinere Probleme: die gelieferte Endstufe hatte offenbar bei den Optokopplern einen Knacks und ich musste sie tauschen. Dann hatte ich übersehen, dass mein Wendeherz ja 2:3 untersetzt, ich also nicht bei 400 sondern 267 2/3 Encoderschritten eine volle Umdrehung der Hauptspindel habe. Diese ungradzahligen Verhältnisse musste ich noch in die Konfiguration einpflegen, um nicht einen kumulierenden Fehler zu erhalten. Soweit funktioniert alles, wie es soll. Der Motor ist auf jeden Fall stark genug, den doch recht massiven Schlitten über die Gleitführungen zu ziehen. Ich habe mich voll gegen den Schlitten gestellt: keine Chance, den anzuhalten :-) Ich habe auch schon die ersten optimierten Rampen per Hand getestet. So wie es aussieht, werde ich wohl bei der sinusförmigen Rampe bleiben. Das gibt deutlich mehr Laufruhe als eine einfache lineare Rampe. Probeweise habe ich mal das Verhältnis für 1mm-Gewinde einprogrammiert und geschnitten - funktioniert sehr gut. Natürlich ist das noch alles fix vorgegeben und nichts per Menü einstellbar, aber es war ja auch nur ein erster Test. Was schon perfekt funktioniert (und auch nicht wirklich schwer ist), ist die Teilkreisfunktion der Hauptspindel. Das finde ich eine praktische Funktion, um später beliebige Teilkreise (könnte man auch noch per Menü vereinfachen) anreißen zu können. Zusätzlich zum positiven (und negativen) Spindelwinkel zeigt er auch die Anzahl der Umdrehungen und den kumulierten Winkel an (im Bild waren es zehn Umdrehungen + 170°). Mir ist nämlich eingefallen, dass das wirklich für Trafo- und Spulenwickler interessant sein könnte :-) Den Winkel kann man natürlich jederzeit nullen. Ich werde mir für eine höhere Winkelauflösung noch einen entsprechenden Encoder bestellen - Dank Hardware-Decoder und flottem ARM sind der Strichzahl nach oben hin ja kaum Grenzen gesetzt :-) Edit: ich habe gerade einen Omron-Encoder gefunden, der genau passt: E6B2-CWZ6C mit 1800 Strichen. Gibt's bei Ali für knapp unter 25€. Damit bekomme ich die unschöne Untersetzung weg (1800*2/3 = 1200) und habe beim Teilkreis eine ordentliche Auflösung (0,075° pro Flanke). Z-Index gibt es kostenfrei dazu, allerdings fehlt mir eine Idee, für die ich den Index einsetzen könnte ;-) Bisher arbeite ich übrigens mit einem ULN2803 als Treiber für die Endstufe - der ist zwar nicht der schnellste, aber die kleine Verzögerung kumuliert ja nicht auf. Bisher (habe gestern maximal 10kHz gehabt) sind die Signale auch noch sauber. Ach so: Stromabsenkung/Deaktivierung nach definierter Zeit wird es auch geben. Weiteres demnächst :-)
:
Bearbeitet durch Moderator
Hallo Chris, ich habe das gestern nur überflogen, aber es freut mich, daß Du Fortschritte machst. Hast Du das Übersetzungsverhältnis nicht als Bruch (Zähler und Nenner) implementiert? Dann könnten Dir doch "merkwürdige" Zähnezahlen völlig egal sein. Viele Grüße W.T.
Walter T. schrieb: > Hallo Chris, > > ich habe das gestern nur überflogen, aber es freut mich, daß Du > Fortschritte machst. Ich muss das immer wieder mal ins "Tagesgeschäft" einschieben, daher geht es nur zäh voran :-/ > Hast Du das Übersetzungsverhältnis nicht als Bruch (Zähler und Nenner) > implementiert? Dann könnten Dir doch "merkwürdige" Zähnezahlen völlig > egal sein. Ja, so habe ich das jetzt implementiert. Vorher durften es nur ganzzahlige Verhältnisse sein. Mir geht es beim neuen Encoder hauptsächlich um die Auflösung. Der 100-Strich-Encoder ist für einen Teilkreis etwas grob, zumal er auch noch untersetzt wird. Ich wollte mir ja immer mal eine Teilkreisvorrichtung bauen. Wunderbar - nun kriege ich die quasi dazu geschenkt. Jetzt muss ich mir nur noch einen kleinen Körner für den Multifix bauen :-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > Ich muss das immer wieder mal ins "Tagesgeschäft" einschieben, daher > geht es nur zäh voran :-/ Das kenne ich nur gut. Chris D. schrieb: > Ich wollte mir ja immer mal eine Teilkreisvorrichtung bauen. Den Teil mit dem Teilkreis habe ich nicht verstanden. Ich nehme nicht an, daß Du den Teilkreis eines Zahnrads meinst, sondern eine Teilvorrichtung? Hast Du Dein elektronisches Getriebe an eine Art Spindelbremse gekoppelt? Oder drehst Du einfach langsam genug, daß der Bettschlitten rechtzeitig ankörnen kann, wie bei einer Nähmaschine?
:
Bearbeitet durch User
Walter T. schrieb: > Den Teil mit dem Teilkreis habe ich nicht verstanden. Ich nehme nicht > an, daß Du den Teilkreis eines Zahnrads meinst, sondern eine > Teilvorrichtung? Ja, natürlich: Teilvorrichtung. Da spukt offenbar ein anderes Projekt rein :-D > Hast Du Dein elektronisches Getriebe an eine Art > Spindelbremse gekoppelt? Oder drehst Du einfach langsam genug, daß der > Bettschlitten rechtzeitig ankörnen kann, wie bei einer Nähmaschine? Genau. Ich koppele die Spindel einfach aus (hier an meiner am einfachsten, indem ich das Vorgelege neutral schalte) und nulle dann. Danach drehe ich die Planscheibe mit dem Bauteil darauf per Hand, bis der angezeigte Winkel mit dem errechneten ersten Teilungspunkt übereinstimmt. Den Teiler gibt man vorher ein (1-9999). Durch eine Balkenanzeige wird angezeigt, wie weit die Spindel noch vor oder zurück gedreht werden muss, damit es exakt passt. Die Balkenanzeige sieht man auch noch gut aus den Augenwinkeln. Ich werde mir einen genau in einer Hülse geführten Körner bauen, den ich in einen Bohrstangenhalter einsetze und vorher auf den entsprechenden Radius fahre. Wenn der Winkel stimmt, erfolgt dann ein leichter Schlag auf den Körner (oder man bewegt den Planschlitten und reisst an). Durch ENTER komme ich jeweils zum nächsten Winkel. Mit EXIT kann man raus, aber er rechnet weiterhin intern den Winkel mit, so dass man nach beliebigen anderen Arbeiten später genau dort weitermachen kann.
:
Bearbeitet durch Moderator
Das klingt nicht übel. Wenn Du die Balkenanzeige immer in der Nähe jedes Ankörnpunktes einblendest, kannst Du Dir das weiterschalten sparen.
Ja, das könnte man machen. Ich weiß nur nicht, wie es dann bei sehr feinen Unterteilungen (>100) ist. Denkbar wäre ja bspw. auch ein kleiner Gravierer und die Anfertigung einer gefrästen Skala. Und Ankörnen etc. muss mal ja eh, da kann man auch noch einen Knopf drücken (und so keinen Teiler vergessen). Mal sehen, wie es sich in der Praxis bewährt. Ist ja eh nur ein nettes Zubrot.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.