Hallo zusammen Ich habe öfters mal das Problem das ich Kunststoff Kleinteile benötige Zb Gehäuse, Halter, Oder Modellbau Deko... Ich habe einen 3D Drucker aber das dauert ewig lange. Oft mache ich identische teile so das der Drucker Tagelang arbeiten darf. Zudem ist die Qualität grenzwertig. Ihr kennt das ja. Ich habe es auch mit Harz gießen versucht aber das ist auch sehr wenig optimal. Professionell machen lassen lohnt gar nicht weil oft für eine einzige Form tausende Euros berechnet werden. So gestern bin ich zufällig auf die Hand Spritzguss Technik gestoßen. http://www.easyplasticmolding.com/model_20/photos.html Sieht zu einfach aus um es zu glauben. PP Granulat wird in einem Rohr erhitzt. und mit einem Stempel in eine Form gedrückt. Nun frage ich euch mal lieber ob das tatsächlich so einfach möglich sein sollte. Ich habe eine Cnc also formen bauen für meine einfachen teile ist absolut kein Problem. Eine Einhand Hebelpresse und ein Heizblock sind schnell zusammengebaut. Meint ihr Lohnt dieser versuch?
Ach und wenn es so einfach ist wie es aussieht. Warum ist darüber fast nix bekannt?
Weil es das nur auf englisch gibt ? http://www.instructables.com/howto/injection+molding/ http://hackaday.com/?s=injection+molding Oder doch auch auf deutsch ? https://www.google.de/?gws_rd=ssl#q=spritzgu%C3%9F+selber
Nunja, es gibt einige Probleme bei der Sache. 1. Kunststoffe sind sehr schlechte Wärmeleiter und dazu noch temperaturempfindlich. Um den Kunststoff also rein thermisch aufzuschmelzen, muss die Wand deiner Heizung unter der Zersetzungstemperatur des Kunststoffs bleiben. => du kannst nur sehr kleine Mengen aufschmelzen und es dauert lange. 2. Durch das Granulat bekommst du Luft ins System. Die Luftblasen können aufgrund der hohen Viskosität der meisten Thermoplaste nicht aufsteigen. 3. Du bekommst, bis auf in der Düse, keine Scherung in die Schmelze, dort wo die Granulatkörner aneinanderliegen bilden sich Bindenähte, die mechanisch nicht so stabil sind und sich mangels Durchmischung bis ins Bauteil fortpflanzen. 2 und 3 könnte man durch Verwendung von Stangenmaterial, ähnlich wie bei einer Heißklebepistole, umgehen. 1. bleibt. Auch wenn das jetzt erstmal nach Huddel klingt, du bekommst so sicherlich deutlich bessere/stabilere Teile als aus dem 3D-Drucker, bist aber auch noch weit von "richtigen" Spritzgussteilen entfernt.
Das ganze sollte vom Prinzip her funktionieren. Mehr aber auch nicht! Es sei denn, man unterstellt den Herstellern von Spritzgussmaschinen, dass die tonnenschwere Hydraulik nur der Preistreiberei dient. Flächen mit geringer Dicke, Strukturen, die vom Einspritzpunkt aus gesehen weit entfernt liegen, benötigen nicht nur einen relativ hohen Druck sondern auch eine hohe Fließgeschwindigkeit. Im Übrigen: Ein Negativ ist noch lange nicht als Form geeignet. Dazu gehört einiges an Erfahrung, vor allem darüber, wie sich flüssiger Kunststoff verhält.
Amateur schrieb: > Flächen mit geringer Dicke, Strukturen, die vom Einspritzpunkt aus > gesehen weit entfernt liegen, benötigen nicht nur einen relativ hohen > Druck sondern auch eine hohe Fließgeschwindigkeit. Ich denke aufgrund der Abkühlung in der Form sollte es Schnell und deswegen mit Druck besser klappen? Dagegen könnte ich vielleicht bei größeren Sachen noch die Form beheizen und mit Vakuum nachhelfen? Die tonnenschwere Hydraulik Hat ganz bestimmt Sinn und Verstand. Das will ich absolut nicht anzweifeln. Aber die ist für den Heimgebrauch so unpraktisch ;) Mal angenommen Polypropylen Google sagt Schmelztemperatur 127°-165°c Zersetzungstemperatur Ab 330°C Das müsste doch eigentlich möglich sein mit einem Standard Pid Regler und einigen Heizpatronen einen Alublock recht gut auf Temperatur zu halten ?
Reiner schrieb: > Meint ihr Lohnt dieser versuch? Prinzipiell ja, habe ich auch schon (in etwas professionellerem Umfeld) gemacht. Wenn du die Formen aus Metall machst solltest du diese auch beheizen, dass der Kunststoff nicht so schnell auskühlt. Reiner schrieb: > Ach und wenn es so einfach ist wie es aussieht. Warum ist darüber fast > nix bekannt? Spritzguss nicht bekannt? Gerd schrieb: > => du kannst nur sehr kleine Mengen aufschmelzen und es dauert lange. Oder man vergrößert die Oberfläche im Vergleich zum Volumen > 2. Durch das Granulat bekommst du Luft ins System. > Die Luftblasen können aufgrund der hohen Viskosität der meisten > Thermoplaste nicht aufsteigen. Auch in der Industrie wird Granulat genutzt. Die Luft entweicht beim Erhitzen und Durchmischen. > 3. Du bekommst, bis auf in der Düse, keine Scherung in die Schmelze, > dort wo die Granulatkörner aneinanderliegen bilden sich Bindenähte, > die mechanisch nicht so stabil sind und sich mangels Durchmischung > bis ins Bauteil fortpflanzen. ? Scherung ist doch gerade nicht erwünscht beim Einstpritzen
Selbst wenn man das Spritzen in den Griff bekäme, wird die Form das größte Problem werden. So ein flaches Plektrum in der Größe und Form eine Münze ist von der Formgebung nicht sonderlich kompliziert, da es sich um eine geometrische Grundform handelt, wie Kugeln, Kegel, Zylinder, Quader, usw. Allerdings kann man selbst mit CNC-Mitteln einige Formen nicht mal so eben herstellen, da die Kavität mitunter komplexe Ansprüche hat, z.B. Scharfkantigkeit. Jeder Fräser wird da an seine Grenzen geraten. Daher werden Formen in dem Bereich häufig durch Erodieren hergestellt. Das ist eine ganz andere Herausforderung. Reiner schrieb: > http://www.easyplasticmolding.com/model_20/photos.html Nette Idee, aber wirklich nur für ganz einfache Formen geeignet. Ich denke mal, dass da einer mit dem Kit sich nur die Taschen füllen will. Den Regler gibt beim Chinamann schon für einen Zehner zu kaufen. Die Spritzheizung scheint mir da auch keine 500$ wert zu sein. Bei 3D-Druckern kosten die Heizdüsen auch nicht die Welt und dürften in etwa vergleichbar sein.
Reiner schrieb: > Sieht zu einfach aus um es zu glauben. Ist es auch. Spritzguss braucht VIEL Druck, damit die Luft komprimiert wird, denn im Gegensatz zur Metallgiessform hat eine Spritzgussform keine Luftausblaskanäle. So viel Druck produziert diese Methode nicht. Das Problem, dass es auch schnell gehen muss weil der Kunststoff an der kalten Form abkühlt, kann man durch Vorwärmen und dann abkühlen der Form umgehen. Da man für private Einzelexperimente keine hohe Taktrate braucht kommt man mit einer Form ohne Heizkanäle aus, man kann den ganzen Block vorwärmen und dann in kaltes Wasser schmeissen. Mehr Druck und Tempo bekommt man ggf. durch einen Hydraulikstempel. Da man pro Schuss Rohmaterial nachfüllen kann braucht man keine Schnecke, ein Stempel reicht, und man muss nicht alles in die Form drücken, hat also hinterher sowieso einen Stab im Zylinder.
Gerd schrieb: > Um den Kunststoff also rein thermisch aufzuschmelzen, > muss die Wand deiner Heizung unter der Zersetzungstemperatur > des Kunststoffs bleiben. > => du kannst nur sehr kleine Mengen aufschmelzen und es dauert lange. was macht man da in der Serienproduktion? Tausende Teile innerhalb einer Stunde... 50 Maschinen parallel?
● J-A V. schrieb: > was macht man da in der Serienproduktion? > Tausende Teile innerhalb einer Stunde... > 50 Maschinen parallel? Ja, Taktzeit einer Maschine liegt so um die 30 Sekunden herum, schafft also in 1 Stunde so 120 Teile, bei 20 EUR/h Maschinenkosten also 16ct/Teil, man rüstet aber ungern schon nach 1 Stunde wieder um und baut ungern 10 Spritzgussformen bloss um in 1 statt 10 Studen fertig zu sein, natürlich kann eine Form auch 4 oder mehr Nester (Teile) haben.
Ich würde das da auch nicht kaufen. Zumal es aussieht als würden die auch nur 110v Versionen anbieten. Ne also Pid regler habe ich noch Liegen und wenn ich nicht irre Heizpatronen auch. Sonst gibt es die für 5€. Ich werde den Aufbau eher wie http://rick.sparber.org/Articles/gpi.pdf Machen. Das sollte aus Resten also weit unter 500$ bleiben Bin echt mal gespannt ob das klappt. Ich werde euch berichten was bei rauskommt.
Richtige Spritzgussmachinen haben eine Foerderschnecke, die beheizt wird. Dort wird das Material vermantscht und die Luft geht raus. Der Stempel kot erst nachher. Das ist ueberhaupt nicht mit nur einem Stempel zu vergleichen. Der Druck, den man nachher auf die Schmelze ausuebt geht gegen die 200-300 bar. Man kann die Form ja nicht auf die Verarbeitungstemperatur des Kunststoffes aufheizen, sonst kommt nie was Festes raus.
:
Bearbeitet durch User
MaWin schrieb: > Ist es auch. Spritzguss braucht VIEL Druck, damit die Luft komprimiert > wird, denn im Gegensatz zur Metallgiessform hat eine Spritzgussform > keine Luftausblaskanäle. Wo hast du das denn her? Auch beim Kunststoffspritzguss haben die Werkzeuge Entlüftung, sonst bekäme man den Kunststoff garnicht rein. Den Druck braucht man, weil das Zeug eben viskos ist. Und die Luft in der Gussmasse wird größtenteils beim schmelzen/mischen entfernt (schrieb ich ja schon oben) Man kann die Form ja nicht auf die > Verarbeitungstemperatur des Kunststoffes aufheizen, sonst kommt nie was > Festes raus. Kühlen? Bzw. beim Duroplast-Gießen muss man sogar nachträglich noch weiter erwärmen, damit es aushärtet.
:
Bearbeitet durch User
Oh D. schrieb: > Man kann die Form ja nicht auf die > Verarbeitungstemperatur des Kunststoffes aufheizen Warum nicht? Form aufheizen, füllen und abkühlen lassen? Es geht ja nicht um extreme Geschwindigkeit. Mein 3D Drucker braucht für ein Teil fast 2d(Flach) gut 2mm dick gut 5 Gramm ca eine Stunde.
Amateur schrieb: > Im Übrigen: Ein Negativ ist noch lange nicht als Form geeignet. Dazu > gehört einiges an Erfahrung, vor allem darüber, wie sich flüssiger > Kunststoff verhält. das ist ein wenig OT… wobei… duktile metalle scheinen sich unter hohem druck wie zähe flüssigkeiten zu verhalten, also die zum druckguss aufgeheiztes pastik möglicherweise. hier ein video das die wirkung verschiedener matritzengeometien beim strangpressen veranschaulicht - soviel zum thema "man braucht erfahrung" damits was wird. https://www.youtube.com/watch?v=Wpa7SopxLh4
Ohne Werbung machen zu wollen: Ich benutze für Prototypen/kleine Serien als Vergussmasse Technomelt siehe http://www.optimel.de/das-material/ Schmilzt bei ca. 210 Grad C und wird im Niederdruckverfahren verarbeitet. Man kann auch Elektronik darin einbetten. Siehe https://www.youtube.com/watch?v=NVq1sOH15Eg Eine Form habe ich als 3D-Druck in Metall machen lassen. Abluftkanäle sind zwingend. Dann gibt es auch keine Probleme mit Lufteinschlüssen. Das Volumen des entstehenden Körpers ist ca. 5cm3 Zum Einspritzen der Masse gibt es Handpistolen, in die man auch Granulate einfüllen kann. Die Form muss vorgeheizt werden. Und immer schön ein Trennmittel verwenden dann gibt es auch keine Probleme mit dem Entformen.
Reiner schrieb: > Ich habe öfters mal das Problem das ich Kunststoff Kleinteile benötige > Zb Gehäuse, Halter, Oder Modellbau Deko... Reiner schrieb: > Oft mache ich > identische teile so das der Drucker Tagelang arbeiten darf. > Zudem ist die Qualität grenzwertig. Ihr kennt das ja. Warum den 3d Druck nicht online bestellen. Profesionell und eingentlich kostet es nichts mehr.
KOhlee schrieb: > Warum den 3d Druck nicht online bestellen. Profesionell und eingentlich > kostet es nichts mehr. Doch das kostet mehr. Ich habe bezahlt bei Abnahme von 10 teilen a 12 Gramm ungefähr 4€ Pro Teil. dazu noch Versand und Warten. Ich mag Warten nicht. Aber um das einfach mal klarzustellen. Ich will nicht rumgeizen und jeden Cent irgendwo sparen. Dafür mache ich gar nicht genug teile. Ich bin eher interessiert an der Technik. Der Weg ist das Ziel und Kaufen ist langweilig. Ich werde jetzt einige Tage an der Presse basteln, dabei vielleicht noch was Lernen. Mit etwas Glück kommen dann Kunststoffteile raus. spätestens wenn man gegenrechnet was die Arbeitszeit für dieses Gebastel kostet wird sich das niemals rechnen. Bezüglich der Kosten. Ich habe gerade weil ich spontan nix anderes gefunden habe 25kg pp Granulat für ~40€ gekauft. (Sollte für mein Leben reichen) Also 25kg bei 12g Pro Teil = (Ohne Verluste) 2082 Teile. 40€ / 2082 Teile = 0,02€ Pro Teil Material kosten. Ich bin gerne etwas verrückt ;)
Reiner schrieb: > Ich bin gerne etwas verrückt ;) Das ist bei Bastlern der Normalzustand :) Grüße Bernd
Eben - so muss es auch sein :-) Schau mal auf YouTube unter "3d filament extruder": https://www.youtube.com/watch?v=jFxUgaUOX6M Da findest Du viele Selbstbauten, um Filament herzustellen. Da kann man sich sicherlich einiges abschauen - auch wenn das natürlich meist langsamer abläuft.
Epoxyd H. schrieb: > Eine Form habe ich als 3D-Druck in Metall machen lassen. Abluftkanäle > sind zwingend. Dann gibt es auch keine Probleme mit Lufteinschlüssen. > Das Volumen des entstehenden Körpers ist ca. 5cm3 > > Zum Einspritzen der Masse gibt es Handpistolen, in die man auch > Granulate einfüllen kann. Die Form muss vorgeheizt werden. Und immer > schön ein Trennmittel verwenden dann gibt es auch keine Probleme mit dem > Entformen. klingt spannend kannst du mal ein Bild deiner Form machen? Ich meine 3d Druck in Metall kostet. Wie sehen die Abluftkanäle aus und wie füllst du ein? Reiner schrieb: > Doch das kostet mehr. Ich habe bezahlt bei Abnahme von 10 teilen a 12 > Gramm ungefähr 4€ Pro Teil. dazu noch Versand und Warten. Ich mag Warten > nicht. > Aber um das einfach mal klarzustellen. Ich will nicht rumgeizen und > jeden Cent irgendwo sparen Aber in CNC ne FOrm zum machen kostet auch !? Die Wartezeit ist blöd :-) Btw Kannst du Edelstahl fräsen ? Reiner schrieb: > Ich werde jetzt einige Tage an der Presse basteln, dabei vielleicht noch > was Lernen. Mit etwas Glück kommen dann Kunststoffteile raus. Bitte zeig mir umbeding das Ergebnis ;-)
Ich meine dazu: Man kann Kunstharz, auch mit Füllmittel, in Silikonformen gießen, und nachher das Silikon abziehen/Trennmittel. Also das geht so ähnlich wie mit den Abgüssen vom Zahnarzt, auch das Silikon ist ähnlich. Das würde ich zuerst in Betracht ziehen für kleine Serien und geringe Investitionen. 3D-Drucker: Der kann komplizierte und auch hohle Teile fertigen, man kann auch mehrere kleine Teile auf einmal drucken. Die Qualität ist stark einstellungsbedingt, also es kann auch ganz gut klappen. Die Teile sind in jedem Fall allerdings etwas rau und die Festigkeit unter Umständen inhomogen. Dauern tut es, klar. Druckguss manuell: Ächz, kann gehen oder auch nicht... Gute Temperaturregelung, angewärmte Form damit der eingedrückte Plast nicht gleich abkühlt und verstopft, angepasste Form mit gleichmäßiger eher dicker Wandung um der Viskosität gerecht zu werden und mindestens ähnlichem Weg vom Anguss bis zur Trennfläche, gute, soll heißen starke Entlüftung, soll heißen, Trennfläche mit größeren Spalten, möglichst schnelles Einspritzen mit hohem Druck soweit es eben manuell geht, damit nicht alles verstopft, bevor fertig, dann könnte es gehen, muss aber nicht. Beim Kauf von Gerätschaften zu diesem Versuch möchte ich auch empfehlen, Bauteile selbst zusammenzustellen und etwas selbst zu konstruieren. Jedenfalls kommst Du dann mit dem Ergebnis wahrscheinlicher klar, und es ist erheblich billiger. Der Extruder ist der "Hauptentlüfter" des Plaststromes in die Form. Ich plane, mal einen mit Holzbohrer für eine Drahtextrusion zu bauen. Eine Einspritzung in eine Form arbeitet immer mit Reservoir. Also muss es dort etwas mit Kolben oder einem Extruder mit Hub sein... Viel Spass mit den Experimenten. MfG Matthias
KOhlee schrieb: > Epoxyd H. schrieb: >> Eine Form habe ich als 3D-Druck in Metall machen lassen. Abluftkanäle >> sind zwingend. Dann gibt es auch keine Probleme mit Lufteinschlüssen. >> Das Volumen des entstehenden Körpers ist ca. 5cm3 >> >> Zum Einspritzen der Masse gibt es Handpistolen, in die man auch >> Granulate einfüllen kann. Die Form muss vorgeheizt werden. Und immer >> schön ein Trennmittel verwenden dann gibt es auch keine Probleme mit dem >> Entformen. > > klingt spannend kannst du mal ein Bild deiner Form machen? Ich meine 3d > Druck in Metall kostet. Wie sehen die Abluftkanäle aus und wie füllst du > ein? Ein Foto kann ich hier leider nicht einstellen. Aber du hast recht. Die Form war nicht billig (ca. 150€) Die Form war so gestaltet, dass sie nach oben sozusagen offen war. Die Form hatte seitlich eine kleine Senkung in die man die Handpistole einsetzen konnte. Die vergussmasse hat man dann in die Form hineingedrückt bis sie oben wieder heraustrat. Nach dem Abkühlen und Entformen hat man dann den Abluftkanal abgeschnitten. Hat sehr gut funktioniert.
Das Thema mit der Luft belastet mich. Also Kunststoff ist recht zäh Wenn da also Luft drin ist, was ja durch Granulat eigentlich immer so sein müsste. Wie werde ich die wieder los? Spontan sind mit nur zwei Lösungen eingefallen. 1. Unten die Düse absperren Granulat auf Temperatur bringen und dabei rühren oder stochern. Aber ich befürchte dadurch kommt nur noch mehr Luft in die Masse. 2.Vakuum. Granulat in den Zylinder füllen beide Öffnungen absperren und mit einer Vakuumpumpe die Luft absaugen und erst dann das Granulat schmelzen. Ich bin mir nur nicht ganz sicher ob ich die Düse luftdicht bekomme wenn diese erst mal verunreinigt ist. Zum Baufortschritt Ich habe schon mal einen Pid Regler incl Fühler gefunden. Allerdings keine geeignete Heizung. Eine passende Stahlwelle 16mm für den Kolben lag gleich daneben. Ich denke ich werde einen Alu block mit 16mm aufbohren so das die Stahlwelle knapp reinpasst also ohne Dichtungen. Ich hoffe das zeug ist zäh genug das es nicht vorbei drückt. Eine Düse werde ich nicht verbauen eher nur ein Loch vielleicht so 6mm. Das Material soll ja möglichst schnell in die Form. Da könnte eine kleine Düse nur stören. Für die ersten versuche werde ich die Form auch heizen damit das Material eigentlich ohne abzukühlen in die Form gedrückt werden kann. Diese Form werde ich solange mit Material füllen bis aus allen Lüftungslöchern Material austritt.
Reiner schrieb: > Das Thema mit der Luft belastet mich. Also Kunststoff ist recht > zäh Wenn > da also Luft drin ist, was ja durch Granulat eigentlich immer so sein > müsste. Wie werde ich die wieder los? Ist nicht so schlimm wie ich auch zuerst dachte. Bei dieser Klebepistole http://www.reka-klebetechnik.de/index.php?m=products&b=5551 füllst du das Granulat von oben ein. Beim Aufschmelzen siehst du im Granulatbehälter Luftblasen über Luftblasen (OMG) Das flüssige Material, das aus der Düse kommt ist dann aber Blasen frei. Kann sich aber bei anderen Materialien anders verhalten.
Neue Erkenntnisse. Ich konnte es nicht abwarten. Durch den Post von Epoxyd Harzkleber in dem die Rede von einer Klebepistole war habe ich schnell Google bemüht. Die Standard Klebepistole macht c.a. 200° Perfekt. Schnell ein wenig PP aus dem gelben sack geholt. Ein Roter Deckel einer Fruchtsaftflasche mit aufschrift PP. Diesen grob mit dem Seitenschneider zerkleinert und in die Klebepistole gestopft. Mit einem Bohrer nachgeschoben und die Freude und die verwunderung war groß. PP schmilzt in der Klebepistole wie die Original Klebestäbe. Wozu kauft man die eignetlich ? Geruch konnte ich durch das vorherige ausdrücken der Klebepistole nicht genau sagen. Aber wenn dann eher der normale Geruch einer Klebepistole. Bei meiner kleinen menge absolut nicht kritisch. Luftblasen sind wie im Heißkleber kaum drin. Mir ist zumindest in der Wurst nix aufgefallen. Merkwürdig aber okay. Zweites Projekt wird wohl ein kleiner Schredder oder schmelze für "Müll" Recycling DIY
Hallo, das Problem hierbei ist, den nötigen Druck in Bar zu erzeugen, statt mit einer Bohrmaschine und Gewindespindel. Im Industiebereich spritzen die mit 1000-2000 Bar den flüssigen Kunststoff in die Form. Alternativ könntest Du es mal mit einem hydraulischen Wagenheber versuchen. Den gibts im Baumarkt für ein paar Euro. Erwarte aber bitte nicht, damit einen Druck von 1000-2000 Bar erzeugen zu können. MfG. Zeinerling
Werner F. schrieb: > Im Industiebereich spritzen die mit 1000-2000 Bar den flüssigen > Kunststoff in die Form. für viele Kunststoffe reichen deutlich unter 1000 bar, bei einfachen Formen auch noch weniger Werner F. schrieb: > Alternativ könntest Du es mal mit einem hydraulischen Wagenheber > versuchen. Den gibts im Baumarkt für ein paar Euro. Erwarte aber bitte > nicht, damit einen Druck von 1000-2000 Bar erzeugen zu können. einen mit 5to gibt es für wenig Geld, als SpitzKolben mal einen mit 20mm Durchmesser genommen: p = F/A = 50000N/3,14cm² = 50000N/(3,14/10000)m² = 159235668 Pascal = 1592bar Druck also mehr als ausreichend, Problem ist eher die zu langsame Einspritzgeschwindigkeit @Reiner warst du erfolgreich, was gab es für Probleme?
Walter S. schrieb: > Druck also mehr als ausreichend, Problem ist eher die zu langsame > Einspritzgeschwindigkeit Für do it your self dürfte das vernachlässigbar sein, wenn man die Form vorwärmt. Bei 3D-Druck macht man doch vergleichbares.
Genau. Je wärmer die Form, desto langsamer kann man einspritzen. Im Extremfall hat die Form dieselbe Temperatur wie die Schmelze. Da könnte man dann "unendlich langsam" einspritzen. Aber dann natürlich auch sehr lange warten (und nachdrücken), bis die Form mal abgekühlt ist.
Chris D. schrieb: > Im Extremfall hat die Form dieselbe Temperatur wie die Schmelze. Da > könnte man dann "unendlich langsam" einspritzen. Das Polymer degradiert aber (je nach Material mehr oder weniger schnell), wenn es länger auf Schmelztemperatur ist.
Schon klar. Daher ja auch die Gänsefüßchen :-) Wenn die Form aber hohe Temperatur hat, muss die Schmelze nicht mehr so hoch erhitzt werden - das erhöht dann wiederum die Haltbarkeit der Schmelze.
Chris D. schrieb: > Haltbarkeit der > Schmelze. Die Schmelze ist ja nur ein Aggregatzustand. Ab einem bestimmten Zeit/Wärmeintegral kann sich das Material in seine Bestandteile zersetzen. Das Spritzteil hat dann je nach dem nicht mehr die gewünschten Eigenschaften und kann dann seinem bestimmungsgemäßen Zweck nicht erfüllen. Chris D. schrieb: > bis die > Form mal abgekühlt ist. Dem kann man ja nachhelfen durch erzwungene Kühlung. Bei den Spritzmaschinen wird das auch gemacht, denn Zeit kostet Produktivität, also Geld.
Cyborg schrieb: > Chris D. schrieb: >> bis die >> Form mal abgekühlt ist. > > Dem kann man ja nachhelfen durch erzwungene Kühlung. > Bei den Spritzmaschinen wird das auch gemacht, denn > Zeit kostet Produktivität, also Geld. Ja, deswegen wird die Form auch nur soweit erhitzt, wie es nötig ist. Aber wir reden hier vom Hobbyspritzguss. Da will man eher keine Kühlkanäle. Zumal man bei deren anlegen genau wissen sollte, was man tut. Sonst gibt es alles, nur kein brauchbares Spritzgussteil. Wenn das Einspritzen im einstelligen Sekundenbereich bleibt, sollte das schon passen - zumal die Aufwärmzeit im Einspritzkolben ein mehrfaches betragen dürfte.
Chris D. schrieb: > Wenn das Einspritzen im einstelligen Sekundenbereich bleibt, sollte das > schon passen Du bist aber ein Optimist. Das hängt doch schon mal von dem Massevolumen des Spitzteils ab. Das man im Hobbybereich höchstens etwas von der Größe einer Streichholzschachtel oder vielleicht einer geballten Faust schaffen kann, dürfte wohl klar sein. Aber da würde ich eine Spritzdauer in Minuten kalkulieren. Chris D. schrieb: > Ja, deswegen wird die Form auch nur soweit erhitzt, wie es nötig ist. Soweit, wie man analog zum Leiterplattenätzen, den optimalen Prozess in den Griff bekommt. Man kann ja eine Spritzreihe (analog zur Belichtungsreihe) machen. 3D-Druck hat ja auch ein Optimierungs- potential.
Cyborg schrieb: > Chris D. schrieb: >> Wenn das Einspritzen im einstelligen Sekundenbereich bleibt, sollte das >> schon passen > > Du bist aber ein Optimist. Fast immer :-) > Das hängt doch schon mal von dem > Massevolumen des Spitzteils ab. Das man im Hobbybereich höchstens > etwas von der Größe einer Streichholzschachtel oder vielleicht > einer geballten Faust schaffen kann, dürfte wohl klar sein. > Aber da würde ich eine Spritzdauer in Minuten kalkulieren. Na, solche geringen Volumen sollten für Walter aber problemlos innerhalb von ein paar Sekunden per Fusshydraulik machbar sein. Und wenn es knapp wird, heisst das Stichwort dafür "Hydrospeicher". Der Aufbau ist dann ganz einfach: er beaufschlagt per Hand- oder Fusshebel während der Wartezeiten einen kleinen Hydrospeicher mit vielleicht 500ml Volumen mit entsprechendem Druck von bspw. 250bar. Zum Einspritzen legt er dann ein T-Ventil um und lässt die gespeicherte Energie auf einen Schlag auf seinen Hauptzylinder frei. Mit einem Manometer am Speicher kann er dann auch leicht ermitteln, wie weit er überhaupt aufpumpen muss, bis es passt. Alles was er benötigt ist der Arbeitszylinder, eine kleine Handpumpe, den Speicher, ein manuelles T-Ventil und ein Druckbegrenzungsventil. Wenn er ein bißchen sucht, ist das für unter 100€ zu haben. Damit kann er dann fast beliebig kurze Einspritzzeiten realisieren - simpler Hydraulik sei Dank :-) Er hat ja durch die lange Aufheiz- und Abkühlzeit (zusammen sicherlich deutlich mehr als eine Minute) mehr als genug Zeit, das System wieder zu "laden". > Soweit, wie man analog zum Leiterplattenätzen, den optimalen > Prozess in den Griff bekommt. Man kann ja eine Spritzreihe (analog > zur Belichtungsreihe) machen. 3D-Druck hat ja auch ein Optimierungs- > potential. Ja, das muss man auf jeden Fall machen.
Spritzgus, Filamente selber "wickeln"... wie bekommt man das blasenfei hin?
● J-A V. schrieb: > Spritzgus, Filamente selber "wickeln"... > > wie bekommt man das blasenfei hin? Am einfachsten mit ein Extruder und den passenden Prozessparametern. Sofern man den gelben Sack zur Rohstoffgewinnung pluendert und die Rueckwaertsentgasung nicht ausreicht braucht man halt einen Entgasungsextruder. Mit Hobbymitteln vermutlich nur fuer "gutmuetige" Kunststoffe (vielleicht PE, PP) nachzubilden, PVC und Co. und Compoundierung wohl eher nicht.
Angehängte Dateien:
-

P1010987.JPG
220 KB
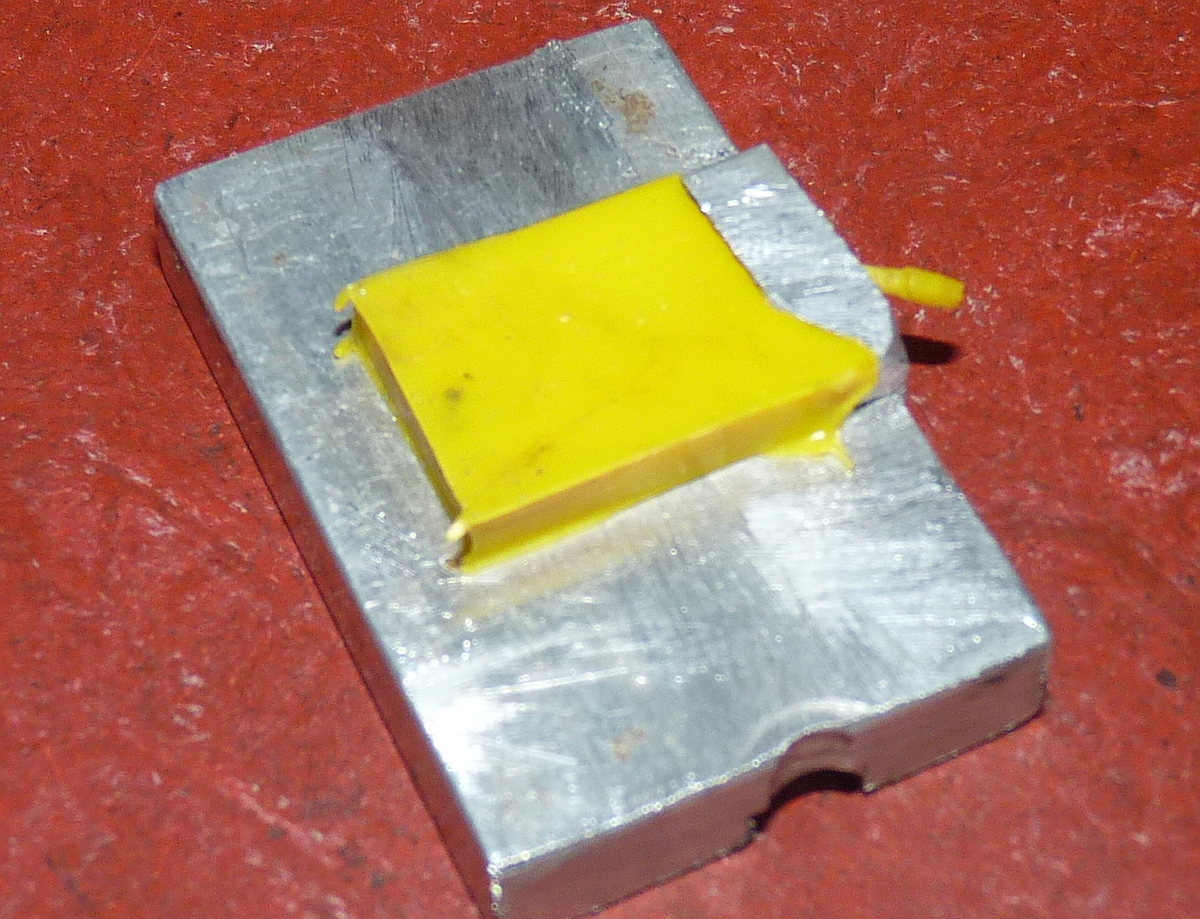
so, hier das Ergebnis eines "quick+dirty" Versuchs. Material PP von einer alten Eurobox, Temperatur 200 Grad, Alu-Form unbeheizt, Druck um die 300bar mit einem Bohrständer. Geheizt mit knapp 80 Watt, das dauert aber fast eine Viertelstunde bis alles auf 200 ist. Sieht sehr vielversprechend aus und wir werden das Ganze jetzt Mal in richtig aufbauen. Dass die Testform nicht sehr komplex ist ist klar, aber wir wollen auch keinen Modellbau-Airbus mit 257 Teilen in einem Schuss spritzen.
Sieht aus, als ob das ein 1cm dicker Klotz ist, der dementsprechend ziemlich eingebeult werden dürfte weil der Kunststoff schrumpft. Achtung bei ungeheizter Form, wenn man dünnere Teile spritzt kühlt der Kunststoff vor Erreichen des Endes der Form aus wenn das Einspritzen nicht blitzartig ist.
Zeig doch mal deine Apparatur. Ich hatte auch mal an so etwas gebastelt aber zurzeit auf Eis gelegt weil ich immer ziemlich viele Blasen in der Plastikmasse hatte. Ich wäre über einen Plastik Klotz ohne massig Löcher schon sehr glücklich. Ich wollte erst mal "Alt Plastik" PP Und Hdpe was man so im Haushalt findet grob in Form Pressen und dann mit einer Fräse Ordentlich Glatt machen. Als Heizung habe ich mehrere 100W Heizpatronen verwendet.
MaWin schrieb: > Sieht aus, als ob das ein 1cm dicker Klotz ist, der dementsprechend > ziemlich eingebeult werden dürfte weil der Kunststoff schrumpft. ist ca 20x15x4mm groß, Schrumpfung ist unter 1/10mm dass die eine Ecke schief aussieht liegt daran dass der Kunststoff in die Ritze in der Form geflossen ist, die Seitenflächen an sich sind gerade.
S. M. schrieb: > Zeig doch mal deine Apparatur. ist einfach ein Alu-Zylinder mit Düse (2mm Loch) und Kolben. Innendurchmesser ist 22mm, Länge 95mm. 80W Heizung in der Nähe der Düse. Luftblasen sind von außen nicht zu sehen, die Oberfläche ist schön glatt. Ist vielleich ein Größenproblem, da du mehrere 100W Heizpatronen erwähnst klingt es so als hättest du einen deutlich größeren Zylinder. Presst du das PP auch durch eine Düse in eine Form oder hast du nur einen "Kochtopf" um den Plastikklotz zu erzeugen?
Sah dicker aus, also schon jetzt nur 4mm. Man könnte so etwas wie Zinnsoldaten abformen, deren Form könnte man mit Stechbeiteln und Dremelfräsern aus dem Alu herausarbeiten.
Warum keine gebrauchte Spritzgußmaschine kaufen. Gibts auch schon für den Preis eines Scopes.
Angehängte Dateien:
-

Kochtopf.jpg
410 KB -

KochtopfEcke.jpg
280 KB -

Plastikin_Form.jpg
71 KB -

Fertigteil.jpg
410 KB




Walter S. schrieb: > hast du nur > einen "Kochtopf" Ich habe einen "Kochtopf" gefunden. Ich denke bei meinem ersten Versuch ist vieles sichtbar, was beim Spritzguss zu beachten ist. Deshalb die Bilder. 1. Der Kochtopf: Durch ungleichmäßige Temperaturverteilung sind Teile der Spritzmasse noch fest, andere schon verbrannt. 2. In einer Ecke der Restmasse im Kochtopfe sind Blasen sichtbar, die schon beim Erwärmen in der Masse entstehen. 3. Durch die ungleichmäßige Zähigkeit wird die Form nicht gleichmäßig gefüllt. 4. Fertigteil. Durch den geringen Druck entstanden viele Blasen an der Oberfläche der Silikonform. Der Abstand der Zähne ist ca. 3mm. Ich hoffe ich habe die Fehlerursachen richtig erkannt.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.