Ich habe mir bei ELV dieses Ladegerät: http://www.elv.de/ALC-7000-Expert-mit-Vorbest%C3%BCckung-aller-SMD-Bauteile,-inkl-RS-232-SchnittstelleSoftware,-Komplettbausatz/x.aspx/cid_74/detail_10/detail2_7266 als Bausatz gekauft. Die SMDs sind bereits vorbestückt, so dass es beim Löten eigentlich keine Schwierigkeiten geben dürfte. Dachte ich jedenfalls. Die meisten Lötstellen kann ich sauber löten, allerdings treten bei einigen Lötstellen erhebliche Probleme auf: Das Lötzinn will ich nicht mit der Lötfläche verbinden, egal was ich mache. Selbst wenn ich mehrere Sekunden auf 320° brate habe ich immer noch eine Kugel um das Beinchen. Ich habe auch schon versucht mit Flussmittel nachzuhelfen was aber nichts gebracht hat. Das seltsame ist, dass das fast immer bei Beinchen passiert, die mit der Massefläche verlötet werden müssen. Woran kann das liegen? Mache ich etwas Falsch oder ein Produktionsfehler? Die Flächen sehen zwar matt aus sind allerdings alle vergoldet so dass Oxidation eigentlich nicht auftreten sollte. Und der grüne Löstopplack ist auch nicht über die Fläche gezogen. Ich überlege den Bausatz zu reklamieren, allerdings möchte ich vorher sicher sein, das nicht ich selbst die Ursache der Probleme bin.
Wie groß ist die Verbindung zur Massefläche? Das Problem wird sein, dass diese Lötstellen eine hervorragende Verbindung zur Massefläche haben und die Massefläche...also aus Kupfer baut man hervorragende Kühlkörper ;). Du kannst ja mal versuchen mit der Temperatur deines Lötgeräts noch ein wenig höher zu gehen.
Angehängte Dateien:
-

Massepins.png
163 Bytes
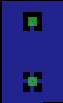
Hab mal ein Beispiel gezeichnet. Der obere Kontakt hat nur eine Verbindung zur Fläche, die Wärmeableitung ist relativ schlecht(d.h. relativ einfach lötbar). Der untere Kontakt hat vier Verbindungen zur Fläche, seine Wärmeableitung ist vier mal besser im Vergleich zum oberen Kontakt (und damit ist er auch entsprechend "schlechter" lötbar).
Danke für die schnellen Antworten. Die Flächen liegen genaugenommen mitten auf der Massefläche (also Wärmeableitung in alle Richtungen möglich). Ich muss wohl tatsächlich die Temperatur etwas hochdrehen. Überleben die Transistoren und Dioden das denn? Ich habe bisher meistens mit 280° (bleihaltiges Lötzinn) gearbeitet. Ich berühre mit wenig Zinn an der Lötspitze das Beinche nund die Lötfläche und halte dann an die andere Seite des Beinchens den Lötzinn bis er schmilzt und sich sauber auf der Fläche verteilt hat. Normalerweise dauert der ganze Vorgang ca 2 Sekunden. Zumindest diese Vorgehensweise sollte doch in Ordnung sein?
280 Grad ist auch für bleihaltiges Lot eher zu niedrig. Als vernünftig gelten für allgemeine Zwecke 300 bis 310 Grad bei bleihaltigem Lot. Allerdings gibt es das Problem, dass gerade die Temperaturanzeigen von preiswerten Lötstationen ungenau sind. Nicht alles was eingestellt und angezeigt wird stimmt auch. Hinzu kommt die Qualität oder mangelnde Qualität des Regelkreises. Entweder hat man dann die richtige Temperatur im Gefühl oder es kann nicht schaden mal nachzuprüfen wie gut die Anzeige der eigenen Lötstation ist (Markenlot mit bekanntem Schmelzpunkt nehmen, Station sehr langsam aufdrehen und nach jeder Erhöhung etwas warte. Dabei den Punkt suchen, bei dem das Lot schmilzt. Den eingestellten Wert mit der Temperaturangabe für das Lot vergleichen. Fehler merken, davon ausgehen dass der Fehler konstant ist und bei der Einstellung in Zukunft hinzurechnen).
In diesem Fall solltest du nicht den Draht des Bauteils vorrangig erhitzen, sondern mit der vollen Fläche deiner Lötspitze die Massefläche unmittelbar an dem Bauteildraht. Je größer die Fläche, die auf Arbeitstemperatur (Löttemperatur) gebracht werden muss, desto größer sollte auch die Lötspitze sein. Ggf. reicht aber auch die Leistung deines Lötkolbens nicht aus.
> Ich muss wohl tatsächlich die Temperatur etwas hochdrehen. Ja, deutlich. > Überleben die Transistoren und Dioden das denn? Ja. Bei 2s mit 400°C werden die Bauteile i.Allg. weniger heiß als bei 10s mit 300°C. Und der größte Teil der Wärme wird ja sowieso von der großen Massefläche geschluckt. Also sei mutig und dreh den Lötkolben auf 370-400°C auf. Mir ist dadurch noch nie ein Bauteil kaputt gegangen. Aber nicht vergessen, die Temperatur wieder zu verringern, wenn du wieder "normale" Lötstellen lötest.
>Selbst wenn ich mehrere >Sekunden auf 320° brate habe ich immer noch eine Kugel um das Beinchen. Entweder deine Spitze ist tot, dir fehlt Erfahrung oder du hast das falsche Flussmittel (oder trägst es flasch auf). Wenn du sagst es betrifft nur MAsse dann hast du vielleicht auch den falschen Lötkolben der nciht genug sukzessive Hitze liefer kann. Das mit dem Lötkolben über 350° würd ich nur in Ausnahmefällen machen. Die Regel sind 330°. Über 350° senkt sich die Lebenserwartung der Spitze drammatisch.
> Die Regel sind 330°. Über 350° senkt sich die Lebenserwartung der > Spitze drammatisch. Naja, bei den Weller-Magnastat-Lötstationen ist die Standardtemperatur 370°C, und die Spitzen halten trotzdem ziemlich lange. Da macht es erst recht nichts aus, wenn man die Temperatur nur ab und zu bei besonders hartnäckigen für 10 Minuten auf diesen Wert (oder auch 400°C) hochdreht.
Was ich tun würde: - Lötkolben auf max drehen und warten bis er warm genug ist. - Spitze am Schwamm abstreifen - Mit sehr wenig Lötzinn die Spitze des Lötkolbens verzinnen. Man darf die Erhebung auf der Spitze kaum sehen. Das ist nur für den Wärmeübergang zur Platine - Lötkolben auf die Platine direkt neben dem Bein drücken. Der Lötkolben soll hauptsächlich die Massefläche erhitzen. Das Beinchen hat kaum Wärmekapazität und wird später mit erhitzt. - 2s - 5s warten. - Versuchen das Lötzinn an der Platine direkt neben dem Lötkolben zu schmelzen. Wenn das nicht klappt, ein wenig (!) an der Spitze schmelzen um den Wärmeübergang zur Platine verbessern. - Wenn es geklappt hat auch noch etwas Lötzinn an dem Beinchen schmelzen. - Lötkolben ruhig wegziehen, sonst keine Bewegung machen. 10s so sitzen und die Lötstelle auskühlen lassen. Wegen der großen Wärmekapazität der Massefläche dauert das länger als sonst. - Lötkolbentemperatur herunterdrehen. Spitze abstreifen & neu verzinnen. Ganz wichtig! Der Lötkolben schmilzt nie das Lötzinn direkt sondern nur über das Bauteil / Platine.
Ich würde dir noch Flüssig-Kolophonium empfehlen. Ich nehme es für alle Lötarbeiten mit IC's. Bei Feinpitch ist es ein Muss! Wie man es anrührt erfährst du hier. Das Problem was du hast erinnert mich stark an meinen ersten Lötkolben, bei dem durch die Spitze schon das Kupfer durchschien. Der hatte zuwenig Leistung und die Spitze war einfach im Eimer. Du kannst versuchen die Lötpads etwas aufzurauen (entweder mit der Spitze oder mit einer Nadel ankratzen) dann fliesst das Lot i.d.R auch sofort durch den Kapillareffekt. (Heute habe ich ne anständige Lötstation, da brauche ich das nicht mehr zu tun:-)
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.