Hallo, ich besitze eine CNC-Fräse. Das einzige Problem ist nur, dass die Unterlageplatte nur aus Holz ist, so dass es unmöglich ist, darauf ein Werkstück zu befestigen. 1. Ich suche also eine T-Nutenplatte, die ich auf die Holzunterlage montieren kann. Ebay gibt dafür keine Produkte aus. Im sonstigen Netz finden sich nur Platten für >1000 Euro. Das muss ja wohl auch günstiger gehen, oder? 2. Noch eine banale Frage: Die Fräse soll ja so fräsen, dass das Werkstück gerade vollständig durch gefräst ist (d.h. sie soll nicht nur gravieren), auf der anderen Seite soll die Unterlage nicht auch angefräst werden. Die z-Achse so genau einzustellen, erscheint mir fast unmöglich. Ist es das nicht oder gibt es irgendeinen Trick um sowas einzustellen? Maik
> Die z-Achse so genau einzustellen, erscheint mir fast unmöglich. > Ist es das nicht oder gibt es irgendeinen Trick um sowas einzustellen? Wenn man so tief fraesen muss dann legt man normalerweise eine Unterlage drunter. Wenn du die aber mal die Tische von aelteren Profifraesen anschaust dann wirst du sehen das es auch dort schonmal vorkommt das in die Platte gefraesst wurde. Fuehrt halt zu einem Tritt in den Hintern fuer den Lehrling. :-) Olaf
Ich habe schon gesehen, dass Aluminium-Profile nebeneinandergeschraubt wurden, um darauf Werkstücke festzuschrauben. Als Abstandshalter zwischen Werkstück und Maschine gibt es Parallelunterlagen.
T-Nutenplatte sind nicht gerade preiswert, kommt aber immer auf die grösse an. Auserdem solltest du nicht das matterial unterschätzen das darin vergraben ist. zu 2. das ist immer das Problem. kommt aber auch immer auf die kontur und die gemotrie an. z.B. kann man ja auch die kontur auf 2 mal fräsen einmal von oben ( vorne ) einmal von unten ( hinten ) wenn die sich dann sowieso unterscheiden, muss man nur das werkstück umspannen und 2 programme schreiben. bzw ein stück spannplatte oder pvc unterlegen, in das der fäser eintauchen kann. und wenn das brett dann aussieht wie ein schwiezer käse durch ein neues ersetzen.
Angehängte Dateien:
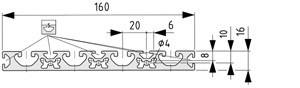
Test Test schrieb: > Das einzige Problem ist nur, dass die > Unterlageplatte nur aus Holz ist, so dass es unmöglich ist, darauf ein > Werkstück zu befestigen. Unmöglich? Ich empfehle Spax Schrauben! zu 1. Bei Item gibt es so flache Profile, das ist vielleicht eine Alternative. zu 2. Du brauchst eine Unterlage z.B. 2mm MDF Platte unter das Werkstück dann kannst du durch das Werkstück in das MDF fräsen ohne deinen teuren Alutisch zu beschädigen. http://catalog.item.info/Onlinekatalog/web/DE/artikel/spez_Profile_8_1000021847/26590 Fürn Hobby-Bereich würde ich aber bei Holz (MDF) bleiben, das Werkstück mit Spax Schrauben (oder mit Gewindeeinsätzen in einem Raster) befestigen und wenn der Tisch zu räudig aussieht mir für 3,85€ ne neue Platte holen. Ist auf Dauer wahrscheinlich billiger.
Hallo, kennt evtl jemand einen Onlineshop für derartige Profile, bei dem auch privat bestellt werden kann? cu, kant
Die Idee, ein zweites Holzbrett als Unterlage zu nehmen und Schrauben für die Befestigung des Werkstücks ist gut. Jetzt habe ich noch eine Frage: Wie kann ich das Holzbrett (die Unterlage) an der Unterlage der Fräse befestigen? Ich möchte es nicht einfach festkleben/ festschrauben, weil ich die Fräse nicht beschädigen möchte. Maik
Ohne zu wissen, wie "die Unterlage der Fräse" aussieht, wird das schwer beantwortbar sein. Hat die irgendwelche Löcher?
Als Vorschlag erstmal ne alte Bohrmaschine mit T-Nuten Bohrtische oder ne kaputte Fräse kaufen und verwenden.
Ich habe bei meiner Fräse "Bosch Profile" genommen, Die konnte ich nebeneinander auf zwei Träger montieren. Habe die damals günstig beim Schrotty gekauft.
Angehängte Dateien:
-

0dcfac00_1_.jpg
12 KB

Ich geh mal von sowas wie im Anhang aus. So eine Platte kannste Dir im Baumark auf Maß geschnitten kaufen. Kostet nicht viel (MDF 500x300x19mm ca. 5€) Die dann anstatt derer reinschrauben, die drin ist. Zeig mal Bild von Deiner Fräse.
kant schrieb: > kennt evtl jemand einen Onlineshop für derartige Profile, bei dem auch > privat bestellt werden kann? http://de.rs-online.com/web/search/searchBrowseAction.html?method=retrieveTfg&binCount=312&Ne=4294958012&N=4294962021+4294954778
Wenn du sowieso schon eine CNC-Fräse besitzt, dann fräs dir deine T-Nutenplatte doch selber. Spann einen T-Nuten-Fräser ein, schraube die ungenutete Platte auf deine Fräse, und fräs! Je nach Verwendungszweck in Alu oder Stahl. Bei eBay gibt es sehr wohl öfter mal T-Nutenplatten, aber meist mit zusätzlichem Gedöns dran. Da muss man dann beherzt zur Flex greifen. Allerdings entsprechen die Preise meist dem, was es wert ist, sind dir also auch zu hoch.
Es gibt wohl viele Varianten, die teilweise auch genannt sind. Giessen lassen nach Form ist wohl auch für deutlich unter 1000,- Euro möglich, muss natürlich auch noch nachbearbeitet werden. Auch wenn es vielleicht momentan nichts auf Ebay gibt, habe ich dort schon Alu-T-Nutenplatten für kleines Geld gesehen, allerdings ziehmlich lappriges Zeug. Es bei eine Holzplatte zu belassen ist insofern nicht schön, dass Kühlung bzw. Späne wegspülen beim Alufräsen eigentlich Pflicht ist, wenn dir an der Qualität und den Fräserstandzeiten was liegt. Aber andere Frage: Was fräst du auf deiner Fräse ? Wenn es zu 99% irgendwelches Plattenmaterial ist, hiesse das im Fall von Durchbrüchen ja immer: - Opferplatte auf die T-Nuten-Platte spannen - Halbzeug mit doppelseitigem Klebeband etc. flächig (oder zumindest da, wo gefräst wird) auf der Opferplatte befestigen. Tust du das nicht, würde ich als noch CNC-Theoretiker mal schätzen, dass dir in dem Moment des Fertigfräsens eines Ausschnittes der Fräser um die Ohren fliegen kann. Auch wenn das nicht passiert, irgend einen Effekt wird das nicht befestigte Teil haben, sonst würde sich diese Mühe mit dem Klebeband sicherlich niemand machen. - Fräsen und schlussendlich das Band wieder entfernen. ... naja, das macht sicher keinen Spaß ... Keine Ahnung wie groß deine Fräse ist und was da für Kosten auf dich zukommen würden, aber wie wäre es mit einem entsprechenden Vakuumtisch ? Da kommt dann irgend so ein Vakuumflies unter dein Werstück, die übrigen Löcher werden abgedeckt und ab geht´s. Informier dich mal in der cnc-ecke.de
Also als erstes ist der Begriff "CNC-Fräse" sehr weit gefasst. Sprechen wir von nem 30kg Aluklapperteil für Hartkäsebearbeitung, oder ne 2to Industriefräse für die Stahlbearbeitung ? Vermutlich ersteres, aber Raten is ja auch immer doof. Wenn die Maschine so präzise ist das sie den Namen "CNC Fräse" verdient, kann man die X-Achse problemlos im Bereich von 0,01 mm positionieren. Trotzdem macht das SO keiner. "Ausfräsen" von Bauteilen aus Plattenmaterial ist typisch für Portalfräsen, aber sonst beim Fräsen eher unüblich. Dort benutzt man für sowas idealerweise Vakuumtische mit Durchfräsmatten. Giessen fällt raus, zu aufwendig und teuer. Stahl fällt auch raus, zu schwer, die Platte wiegt 4 mal so viel wie die Fräse selbst. Die meisten Hartkäsefräsen beissen sich an Alu und Stahl sowieso die Zähne aus, und das schon bei dünnsten Blechen. In massive Platten T-Nuten zu Fräsen, scheitert an der mangelnden Stabilität der Maschine, und vorallem in der ungeeigneten Spindel (zu hohe Drehzahlen, zuwenig Drehmoment, Rundlauf, Steifigkeit). T-Nuten fräsen kann man damit vergessen.
>Die meisten Hartkäsefräsen beissen sich an Alu und Stahl sowieso die >Zähne aus, und das schon bei dünnsten Blechen. In massive Platten >T-Nuten zu Fräsen, scheitert an der mangelnden Stabilität der Maschine, >und vorallem in der ungeeigneten Spindel (zu hohe Drehzahlen, zuwenig >Drehmoment, Rundlauf, Steifigkeit). T-Nuten fräsen kann man damit >vergessen. Na, wenn man einen genügend kleinen Fräser nimmt, den kühlt und eine elektronische Oberfräse als Spindel kann man auch Aluminium fräsen wenn man den Fräser bei Zeiten wechselt wenn der stumpf zu werden droht. Die Führungen der Maschine werden schon aus gehärteten Stahl-Linear-Führungen bestehen. Die Spanabnahme muss eben an die verringerte Steifigkeit angeglichen werden, dann geht das schon, dauert eben nur eine Weile bis das Werkstück fertig ist. Für einen der mit einer ordentlichen professionellen Maschine enorme Spanstärken bei höchste Präzision und optimierter Maschinenlaufzeitnutzung abnimmt, ist das natürlich nur Spielerei und das in jeder Hinsicht. Kann man alles haben wenn man eben mal die Kohle dafür locker macht.
Eine beliebige Skalierung in der Größe ist nicht möglich. Es gibt Steifigkeitsgrenzen unter denen Metalle nicht Bearbeitet werden können. Wenn ich 0,1 mm zustelle und die Mechanik sich um diesen Wert schlicht wegbiegt und der Fräser über das Material rattert, kann ich das Material nicht bearbeiten. Punkt. Und für T-Nuten erfordert es spezielle fräsergeometrien, die sowieso zerspanungstechnisch nicht so einfach sind wie ein 08/15 Schaftfräser. Man bräuchte mehrere speziell geschliffene T-Nuten Fräser, das wäre teuer, ineffizient, und klappt vermutlich sowieso nicht. In Alu vielleicht noch, aber Stahlbearbeitung (meist generell, hier aber in diesem Anwendungsfall) mit Käsefräse ist nicht möglich. Und gehärtete Stahl-Führungen sind völlig nutzlos wenn sie Freifliegend in der Gegend rumhängen und sich per Fingerdruck verbiegen. Zumindest für die Metallbearbeitung.
>Und gehärtete Stahl-Führungen sind völlig nutzlos wenn sie Freifliegend >in der Gegend rumhängen und sich per Fingerdruck verbiegen. Zumindest >für die Metallbearbeitung. Da gebe ich dir sogar recht. Wer so schwache Konstruktionen benutzt kann sein Geld auch gleich verschenken aber nicht alle Maschinen sind so schwach. Es gibt auch etwas robustere wie die von Isel oder Haase und die hatte ich im Sinn. Sogar LPKF baut mittlerweile Maschinen auf dem Grundkonzept von isel.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.