Guten Abend liebe Elektroniker, ich versuche derzeitig einen ESP32-Wroom fachmännisch auf eine selbst entwickelte Platine anzubringen. Die ersten Versuche zu Fuß, mit dem Lötkolben, waren bereits erfolgreich, was jedoch wirklich mühsam war. Kurzer Hand habe ich mir also Lötpaste und eine Reflow Station besorgt, in der Hoffnung, saubere und schnellere Lötungen zu realisieren. Leider lässt sich der ESP32 dann nach der Anbringung nicht mehr flashen. Entweder erlitt er den Hitze-Tot oder es gibt Brücken zwischen den Kontakten, obwohl ich annehme, das die Hitze das Problem sein wird. Denn leider muss ich mit mind. 320°C arbeiten und die Kontakte dabei relativ lange erhitzen, bevor die Lötpaste schmilzt. Ich habe mir nun einen T962 Reflow Ofen als letzte Alternative bestellt und hoffe bessere Ergebnisse erzielen zu können. Hat jemand Erfahrung bei dem Verlöten eines ESP32 und kann mir ein paar Tipps geben? Verwendete Lötpaste, Geräte, ggf. Flussmittel, etc? Wichtig ist für mich, dass die Lötpaste bleifrei ist. Ich freue mich über eure Ratschläge und wünsche einen schönen Abend. Beste Grüße Patrick
Da bislang überhaupt niemand geantwortet hat, antworte ich einfach mal. Nach der ersten Antwort gesellen sich ja gerne noch weitere dazu, die Genaueres wissen. Ich würde tendenziell tippen, dass das Problem eher nicht die Hitze war. Denn eigentlich dürfte so ein ESP-Modul ja sogar eher mehr Hitze abkönnen als die meisten anderen Bauteile, schliesslich sind bei diesen Modulen die eigentlichen Bauteile ja nochmal von einer zusätzlichen Hülle umgeben - oben die Abdeckung aus Metall, unten eine zusätzliche Leiterplatte. Auch erscheinen mir Deine 320 Grad jetzt nicht übertrieben hoch, vielleicht solltest Du sogar testweise mal etwas höher gehen. Ich benutze bei meiner Heissluft-Lötstation normalerweise 350 Grad, und das mit verbleiter Lötpaste, die ja sogar einen niedrigeren Schmelzpunkt hat. Trotzdem ist bei mir noch kein Bauteil den Hitzetod gestorben, obwohl ich ein Anfänger im Heissluftlöten bin und vermutlich u.A. länger als nötig erhitze. Ich hatte beim Auflöten von ESP32-WROOM-32-Modulen mit meiner Heissluft-Lötstation aber auch schon mehrfach das Problem, dass ich nach dem Auflöten nicht mit den Dingern kommunizieren konnte. In einem Fall war es ein ziemlich dämlicher Fehler - ich hatte das ESP-Modul versehentlich einen Pin versetzt aufgelötet. In den beiden anderen Fällen hingegen waren es Lötbrücken zwischen benachbarten Pads, die ich mit blossem Auge schwer bis gar nicht sehen konnte, weil sie eher auf der Unterseite des Modul waren. Könnte mir vorstellen, dass auch bei Dir ungewollte Lötbrücken das Problem waren. Aber diese potentielle Fehlerquelle kann man ja schnell und einfach überprüfen, indem man kurz mit dem Multimeter nachmisst, ob es einen Kurzschluss zwischen benachbarten Pins des ESP-Moduls gibt - hast Du das mal getan? Ich weiss nicht, ob es wirklich daran lag, aber bei mir ist dieses Problem übrigens nicht mehr aufgetreten, seit ich meine Löttechnik etwas verändert habe. Anfangs (als ich noch die Probleme mit den Lötbrücken hatte) habe ich zunächst auf der Platine Lötpaste auf alle Pads des ESP-Moduls gegeben, dann das ESP-Modul draufgelegt und erhitzt. Mittlerweile mache ich es etwas anders: Ich löte zuerst zwei Pads auf gegenüberliegenden Seiten fest, damit das ESP-Modul nicht mehr verrutschen kann. Erst dann trage ich die Lötpaste als dünne Wurst an der Aussenkante des ESP-Moduls entlang auf und erhitze dann. Zusätzliches Flussmittel verwende ich nicht.
Angehängte Dateien:
{kind=link}
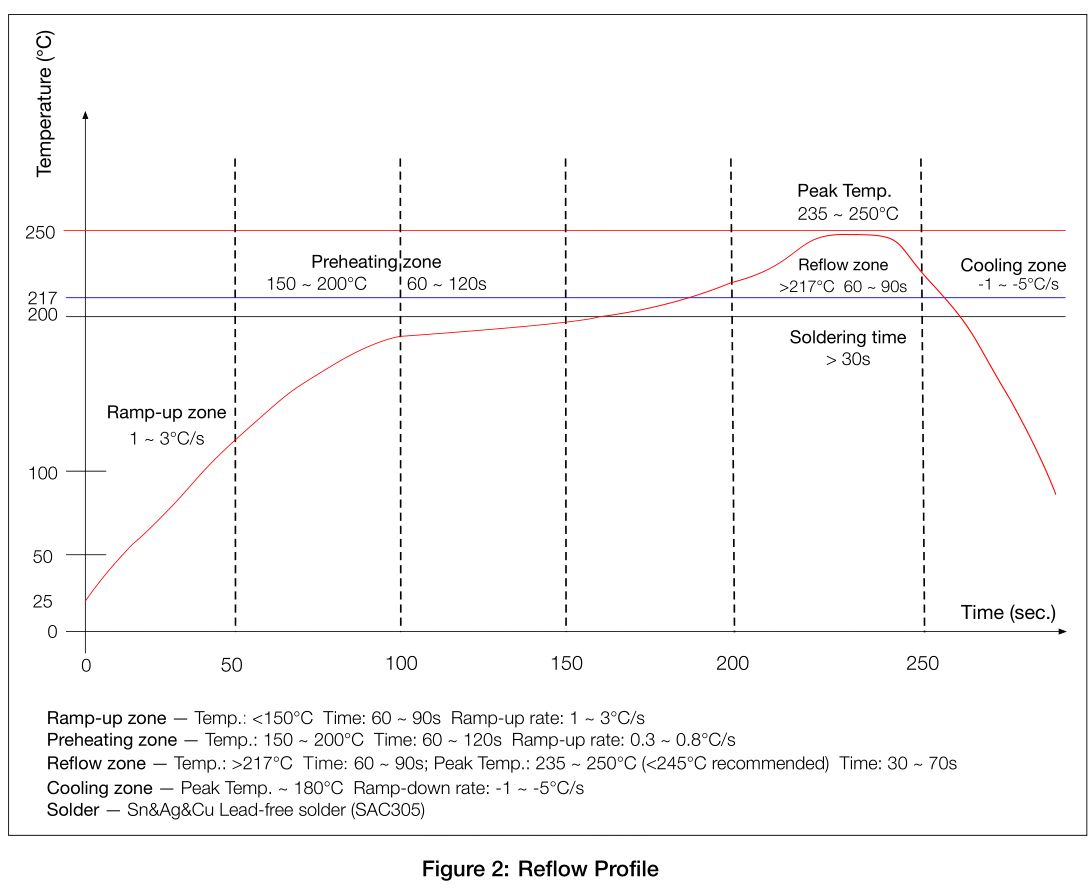
Hi Patrick, im Datenblatt vom ESP32-WROVER gibt es ein Lötprofil (sollte dem von WROOM entsprechen). ESP32-WROVER Datasheet V2.0 -> 5.6 -> Reflow Profile. Peak 235..250°C, > 217°C für 60..90s. Ich betreue aktuell zwei Produkte in Kleinstserien, dieses Profil war exakt der Grund, warum mit dem Fertiger Handlötung des ESP32 vereinbart wurde. Wir haben bisher keinerlei Ausfälle bei den ESP32. Deine und Joachims Erfahrungen scheinen meine Sorge zu bestätigen. Wenn die Stückzahlen entsprechend hochgehen, muss bei der Auftragsvergabe dieser Teil nochmal genau diskutiert werden. Ich danke Euch für die Info. marcus
Guten Abend, ich habe den Link von Marcus erhalten um ggf. ein paar Tipps anregungen oder Infos zum Bestücken zu geben. Da fange ich mal an mit den Wroom. Dieser ist für den Reflowprozess entwickelt und gebaut worden. Denn nicht umsonst ist das „Modul“ so günstig. Wenn man es diskret aufbauen will kommt man deutlich teuer weg und man hat sicherlich bestimmt 1-2 Layoutsünden drin, welche sich auf den stabilen Betrieb auswirken würden. Zu Patrick: Den Wroom mit der Hand zu löten ist an sich wie Alf sagen würde „0-Problemo“. Dieses Bauteil mit einen Relowstation oder mit einen „Lötfön“ zu löten ist nicht sehr elegant. Da gibt es einige Dinge zu beachten: Solch große Bauteile oder allgemein SMD Bauteile per Heisluft zu löten ist es zwingend notwendig die Platine wo das Modul aufgesetzt wird zu erwärmen. Idealer Weise mit einer Infrarotunterhitze so auf ca. 100°C. Ohne Unterheizung würde der Heisluftfön 320°C erst die 20°C warme Platine erwärmen bzw. das Modul usw. Das wird locker je nach Lagen und Kupferaufbau ein paar Minuten dauern bis die Temperatur der Kontakte, Platine, Kupfer auf 217°C gekommen sind um das Lot zu schmelzen. (Kupfer leitet die Wärme sehr gut, welche die zugeführte Wärme des Föns flott in die Platine trägt und erst wenn alles verbundene Kupfer eine gewisse Temp. erreicht hat geht es los.) In der Zeit wo die Hitze auf die Lotpaste parallel einwirkt sind die Aktivatoren/Flussmittel verdampft… Daher gibt das Lötprofil eine Zeit/Temp. Kurve vor. (Wie in Zurück in die Zukunft Teil 2 oder 3 mit den „Zündis“ bei der Dampflock…. Jeder Aktivator zu seiner Zeit) Es ist auch so dass Wärme und Sauerstoff die Kupferfläche/NiAu usw. schneller oxidieren lassen, was sich wieder negativ auf den Verlauf und Benetzung der Lötstellen auswirkt. Also bin ich der Meinung das Modul nicht mit den Heisluftfön zu löten!!! Wenn ich doch SMD Bauteile mit der Reflowstation löte. Gebe ich in der Regel immer Flussmittel bei solchen Aktionen extra bzw. zwischendurch mit dazu. (Ersa FMKANC 32-005) Desweiteren sind 320°C auf längere Zeit nicht gut für den Wroom. Kurzzeitig ein paar Sekunden wird OK sein aber nicht auf längere Zeit. Dafür ist er nicht ausgelegt. Zum Reflow: Im Reflowprozess wird die Temperatur je nach dem, nicht über 255°C kommen und dies nur Kurzzeitig von max. 10-30sek aus den Bauch heraus. Er ist für die Reflow, Dampfphase usw. konzipiert. Aber man sollte noch den MSL beachten. https://de.wikipedia.org/wiki/Moisture_Sensitivity_Level Denn wenn die Bauteile nicht mehr Vakumverpackt sind, nehmen diese Feuchtigkeit auf. Im Muster und Kleinserien sind meistens Anschnitte oder angefangene Verpackungen im Umlauf. Da kann man das Bauteil nicht in 4-6min auf 255°C bringen. Den ab 100°C wird das Wasser in den ICs/Körper schlagartig zu Dampf und sprengt somit das Bauteil…. Mikrorisse reichen schon das das Bauteil früher oder später ausfällt…. Alternativ in Bastelbrereich kann man das Layout der Platine induviduell anpassen. z.B. durch verlängern der Pads. Da kann man mit den Handlötkolben besser, schneller die Wärme an die Lötstelle bekommen. @ Joachim: so löte ich das auch….. ausrichten, 2 Punkte fixieren und anlöten ggf. mit extra Flussmittel. Bei den Wroom sind alle Pads gut lötbar bis auf die wo die Masse zu scheinen ist. Da muss man den Handlötkolben 1-2 sek. länger dranhalten…. Ich hoffe nicht zu viele Grammatikfehler eingebaut zu haben aber manchmal kann man nicht so schnell schreiben wie die Gedanken kommen… VG Christian K.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.