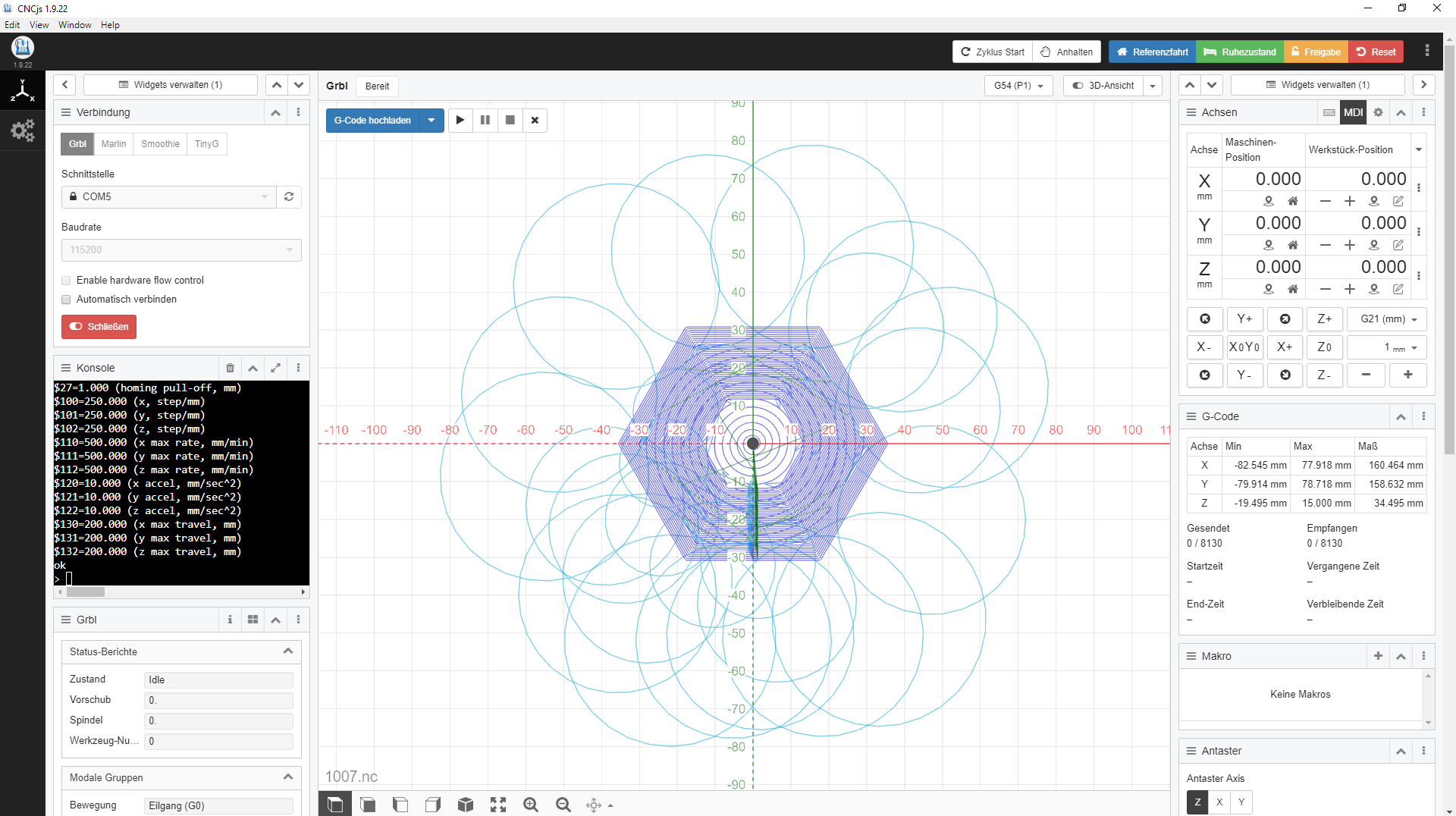
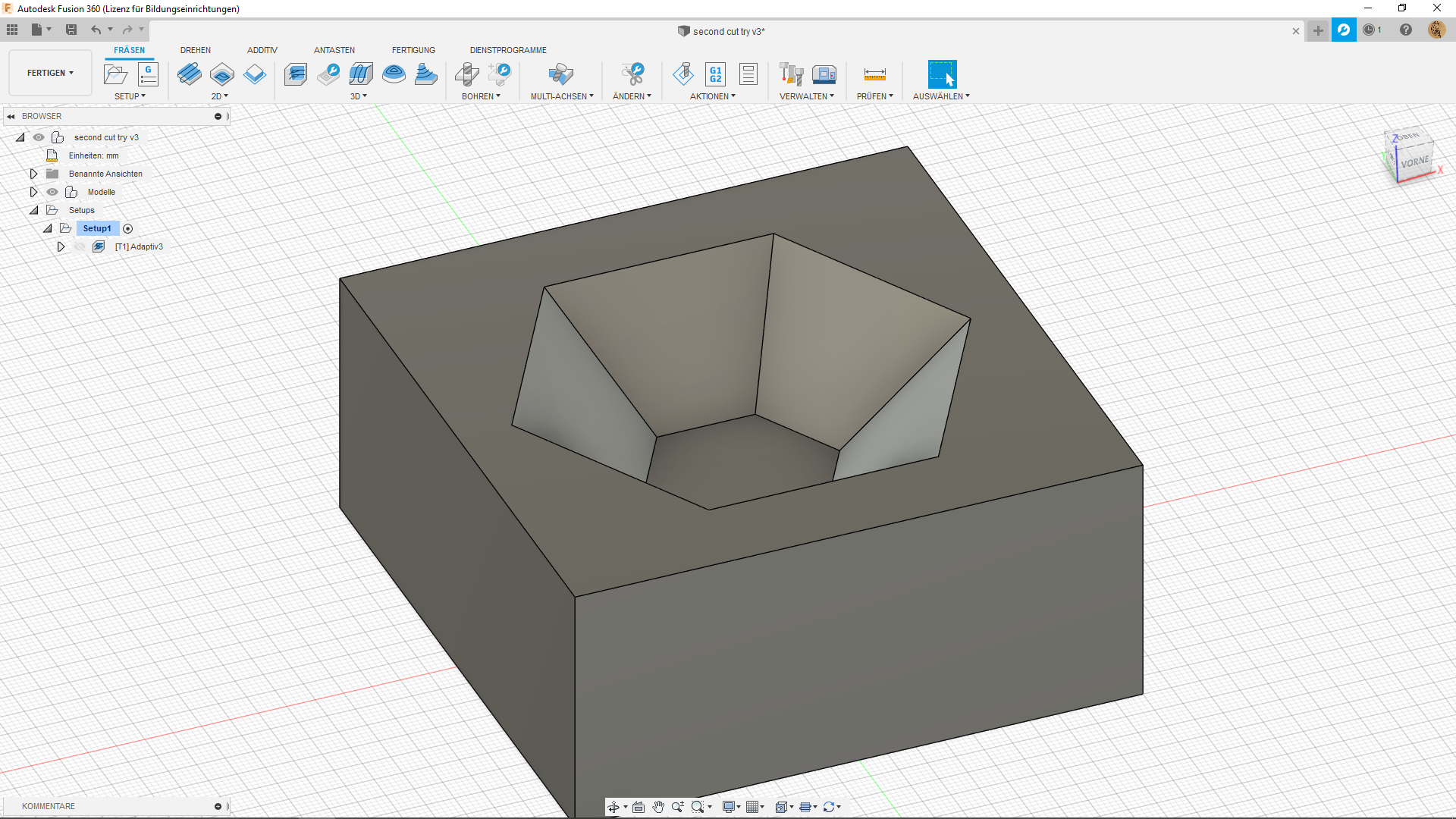
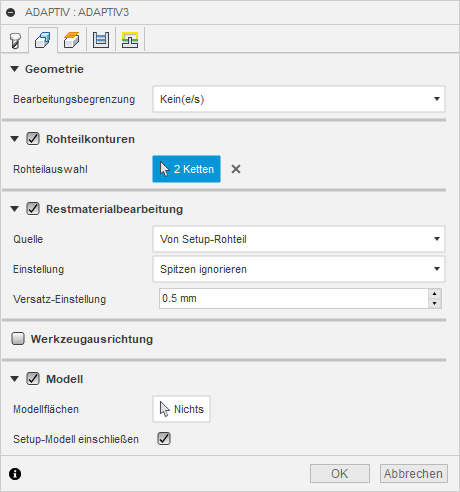
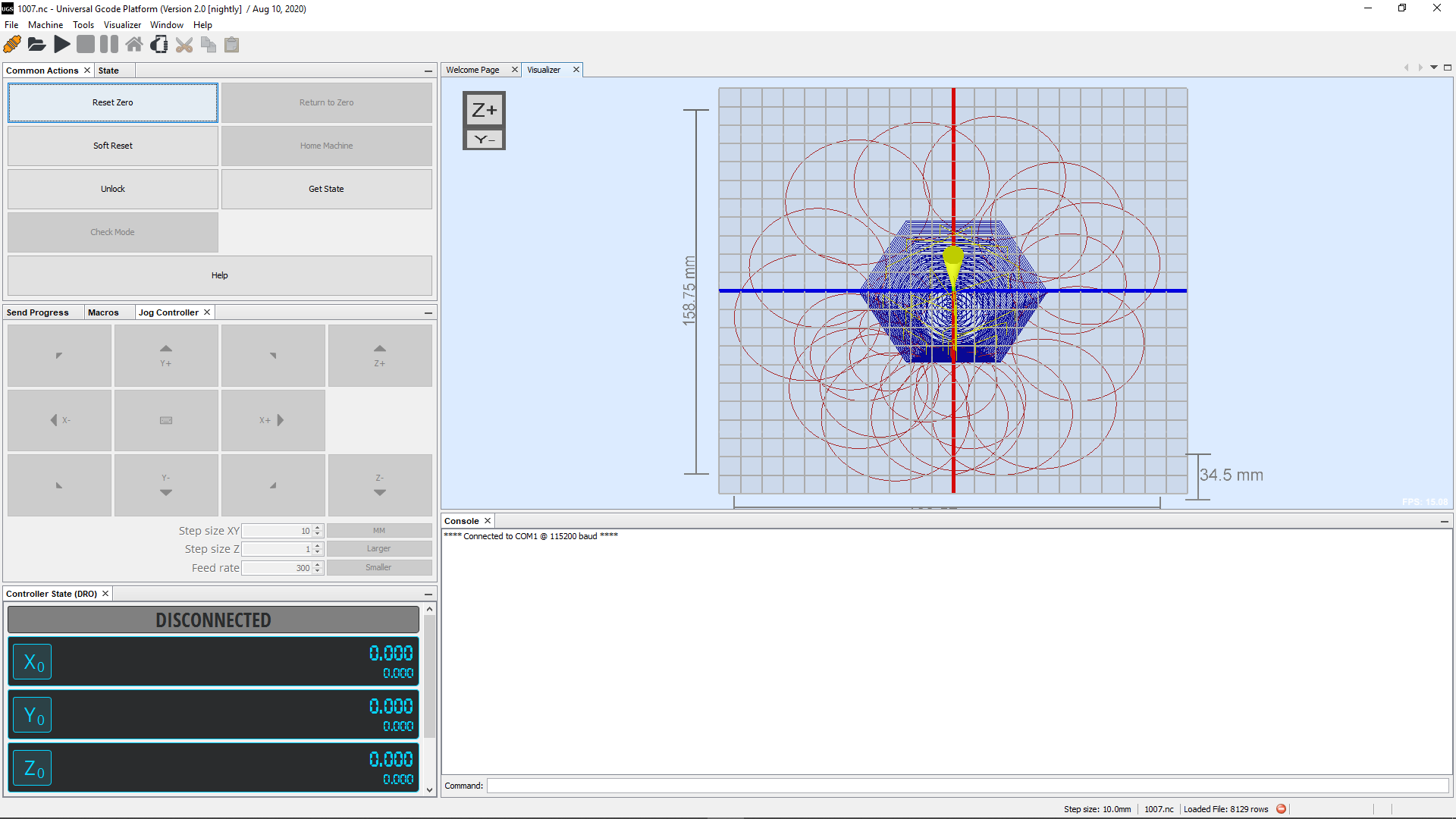
Hallo zusammen, Ich habe mir eine kleine CNC aus 3D gedruckten Teilen gebaut und betreibe das ganze mit einem Arduino Uno mit dem CNC shield. Als Programm benutze ich CNCjs. Meine G-codes erstelle ich mit Fusion360. Mein Problem ist folgendes: Als ich das erste Mal meinen ersten G-code in CNCjs geladen habe. habe ich komische blaue kreise (vermutlich travel paths der Farbe nach zu urteilen) rund um mein Werkstück angezeigt bekommen (siehe Anhang: 'cncJS screenshot'). Als ich dann versucht habe, dass Programm zu starten, bekam ich eine Fehlermeldung, dass ein Command in meiner Datei "nicht unterstützt" werden würde. Ich habe daraufhin die Datei geöffnet und alle unnötigen Commands entfernt wie z.B. die Werkzeugwechsel oder die Kühlung etc. Halt einfach alles, was für meine CNC nicht relevant ist. Als ich das Programm mit der neuen Datei laufen lassen wollte. Lief die CNC auch erstmal los. Aber bei der Zeile <<G3 X-1.991 Y-25.828 I-2.576 J-25.693 F300>> (Z. 1445) sagt das Progr. wieder, dass es ein unkorrekter Befehl wäre. So wie die command errors, kann ich mir die blauen kreise ebenfalls nicht erklären. Ich habe es bereits mit einem anderen G-code sender probiert (mit UGS (Universal G-code sender)), wo aber ebenfalls die ominösen Kreise auftraten. Im Anhang habe ich noch meine Einstellungen in Fusion bereitgestellt und noch Screenshots von den beiden Programmen sowie meine verwendete G-code Datei. Ich würde mich über eine Antwort sehr freuen. Merlin :)
Angehängte Dateien:
-

cncJS_screenshot.PNG
290 KB -

F360_screenshot_1.PNG
750 KB -

F360_screenshot_2.PNG
17 KB -

F360_screenshot_3.PNG
13 KB -

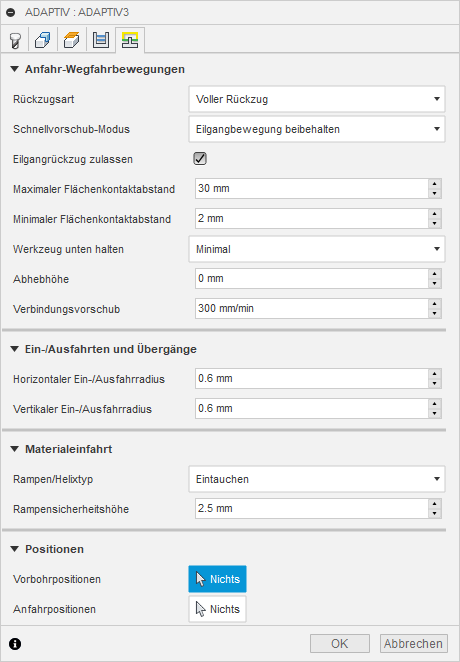
F360_screenshot_4.PNG
23 KB -

UGS_screenshot.PNG
94 KB
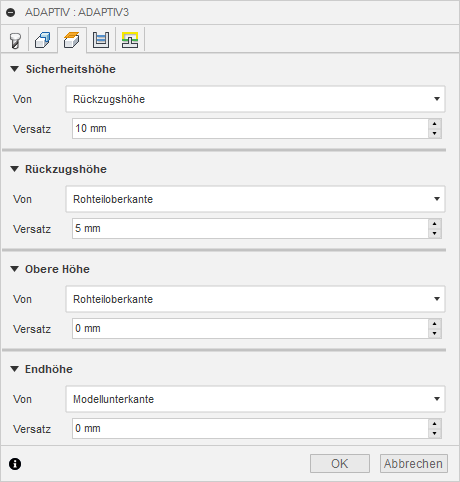
Wäre gut zu wissen welche Commands Du entfernt hast. Kannst DU beim Export die Verwendung von G2 / G3 verhindern? Es scheinen nur G3 Befehle vorzukommen und die I/J Werte scheinen mir viel zu groß sein - evtl. absolut Koordinaten statt relativ = Fehler im Export? (siehe http://linuxcnc.org/docs/html/gcode/g-code.html#gcode:g2-g3) Ich vermute es hängt mit den "Ein und Ausfahrten" in Screenshot 4 zusammen. Kann man das ausschalten oder die Radien auf 0 setzen?
Hm mal kurz in die unterstützten Befehle für GRBL geschaut... Selbst in der aktuellen Version: „ Multiple full circle arcs with G2 and G3 arcs with a P word is not supported.“ eventuell ist der G-Code Generator nicht korrekt eingestellt oder deine GRBL Steuerung falsch konfiguriert. Auch sieht das „(Z. 1445)“ komisch aus. Wenn der Vode von GRBl nicht unterstützt wird, ist es übrigens egal ob du UGS oder z.B SerialCNC verwendest. Die Firmware schmeißt den Fehler, dein Software Tool muss den aufbereiten. Der Kontroller bleibt stehn bei nem Fehler.
Grad gemerkt (Z. 1445 ) ist der Zeilenbezug 😪
Hallo EGS, Zunächst vielen Dank, für eine Antwort. Dass es nichts bringt verschiedene Gcode Sender zu verwenden leuchtet ein. Wie bereits erwähnt, arbeite ich mit Fusion360. Da F360 ja ein relativ professionelles/umfangreiches Programm ist, verwundert es mich nicht wenn der Gcode Generator nicht korrekt eingestellt ist. Aber wie kann ich ihn denn überhaupt ein- bzw. umstellen? Und was genau ist mit "Grbl Steuerung falsch konfiguriert" gemeint? Im Sinne von, eine Falsche Achsenbelegung z.B. oder so?
welche Maschine ist denn im Postprozesor von F360 eingestellt? Da gibt es auch grbl oder Smoothie, da müssten doch die G3 ersetzt werden?
@Merlin: Du musst in F360 konfigurieren, für welche "Maschine" der G-Code generiert werden soll; dieses geschieht über den Post-Prozessor. Die entsprechende Konfigurationsdatei für grbl und wie man diese einrichtet, findest Du über die (Google-) Suche nach "fusion 360 grbl post processor"
Hallo Oliver, Dein Kommentar hat das Problem gelöst! Ich habe schlicht vergessen die Maschine im post processor auszuwählen bzw. ich war mir nicht bewusst, dass ich das tuen musste. Vielen Dank für die Hilfe! Gruß Merlin
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.