
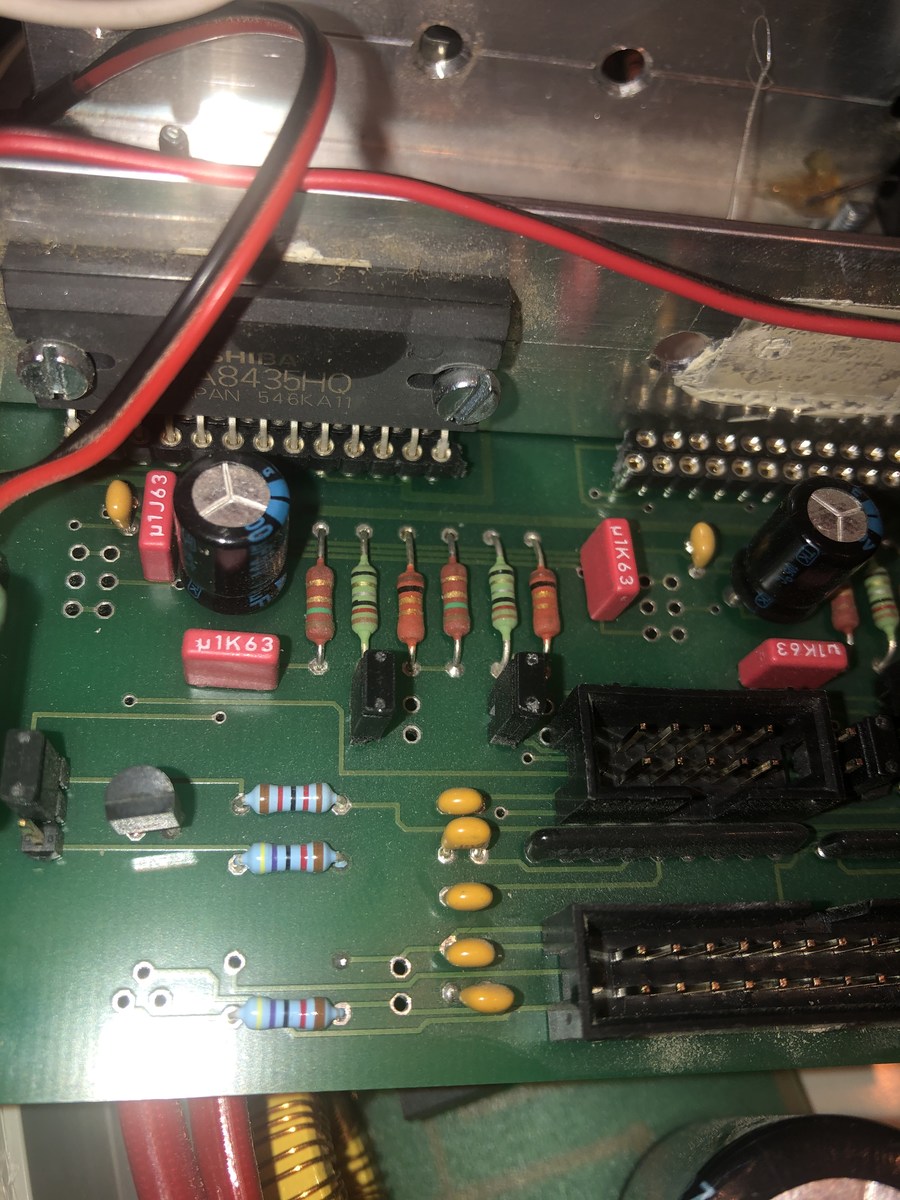
Hallo zusammen, ich habe ein kleines Problem mit meiner CNC Fräse von CNC-Step. Vielleicht könnt ihr mir helfen, den Fehler einzugrenzen. Es handelt sich um eine CNC-Portalfräse von CNC Step (High Z 720S). Die Maschine ist schon relativ alt (Baujahr 2008). Die Maschine wird über eine Schrittmotorsteuerung SMS04 betrieben. Genauere Daten zur Steuerung sind leider nicht vorhanden. CNC-Step hat auch keine Doku von der alten Steuerung. Aus meiner Sicht ist die aber sehr ähnlich zur Zero 2. Als Software nutze ich WINPC-NC USB mit dem passenden Dongle. Nun zu meinem Problem: Während einem Fräsvorgang ist eine der X-Achsen ausgefallen. Nach Überprüfung habe ich festgestellt, dass eine Endstufe defekt ist. Dabei handelt es sich um den Toshiba TA8435HQ. Nachdem ich die Endstufe getauscht hatte und die Maschine erneut in Betrieb nehmen wollte, hat die X-Achse leider einseitig immer noch nicht funktioniert. Also wollte ich die Motorstecker tauschen um zu testen, ob es vielleicht gar nicht an der Steuerung liegt. Ich Held habe allerdings vergessen, die Steuerung vorher auszuschalten. Dementsprechend waren am Ende drei Ausgänge defekt. Somit habe ich dann alle drei Endstufen getauscht und dabei festgestellt, dass auch Widerstände defekt sind. Die habe ich gleich mit getauscht. Somit habe ich von den 4 Achsen, an drei Achsen Bauteile getauscht (nur die Z-Achse habe ich nicht angerührt). Warum ich das erwähne, erkläre ich später. Nach dem zweiten Reparatur Versuch hat die Maschine wieder funktioniert. Leider hatte ich dann immer mal Schrittverluste, die ich zuvor nicht beobachtet habe. Die Schrittverluste sind aber nicht eingetreten unter Last, sondern überwiegend beim schnellen fahren ohne Last. Um zu testen wie stark sich die Schrittverluste auswirken, habe ich ein paar Testfräsungen gemacht. Test 1: 3h gefräst ohne große Auffälligkeiten. Nur in den ersten Minuten beim Einrichten konnte ich Schrittverluste hörbar wahrnehmen. Beim Fräsen selbst war alles in Ordnung. Test 2: 4h gefräst ohne Auffälligkeiten. Nur in den ersten Minuten beim Einrichten konnte ich Schrittverluste hörbar wahrnehmen. Beim Fräsen selbst war alles in Ordnung. Am Samstag hat die Maschine beim Fräsen wieder verrückt gespielt. Dieses Mal ist nicht die X-Achse ausgefallen, sondern die Y-Achse hat während dem Fräsen die Richtung aus heiterem Himmel geändert. Ich habe den Fräsvorgang sofort abgebrochen. Auch bei der Referenzfahrt ist die Achse in die falsche Richtung gefahren. Nach etwas probieren ist die Achse am Ende gar nicht mehr gefahren und hat nur noch schwach gerattert (100% Schrittverluste). Also habe ich die X und Y-Achse getauscht (Stecker getauscht) und festgestellt, dass es nicht an der Steuerung liegen kann. Die Y-Achse (Motor) hat weiterhin nicht funktioniert, die X-Achsen liefen ohne Probleme. Das drehen der Trapezgewindestange im ausgeschalteten Zustand war ohne große Kraftausübung möglich. Einen mechanischen Grund würde ich somit ausschließen. Also wollte ich mal die Leitung durchmessen und die Mechanik prüfen. Ich habe den Motor gelöst und den Schlitten per Hand gefahren, das Trapezgewinde gedreht und alles auf Leichtgänigkeit geprüft. Ich konnte nichts Auffälliges entdecken. Nachdem ich den Motor wieder montiert hatte, habe ich nochmal die Y-Achse getestet. Plötzlich funktionierte die Achse wieder. Was war passiert? Ich weiß es leider nicht. Beim weiteren probieren sind mir aber immer noch Schrittverluste (vielleicht sogar eine Art Aussetzer) aufgefallen. Es gibt in WINPN-NC eine Funktion „Position prüfen“. Die Schrittverluste laut Programm liegen im zweistelligen Bereich. Nach jeder Fahrt habe ich unterschiedliche Werte auf allen Achsen. Mal sind es mehr auf der einen Achse und dann mal mehr auf den anderen Achsen. Ich vermute, dass es sich dabei um Ungenauigkeiten der Endschalter handelt. Die größten Hörbaren Schittverluste habe ich aber auf der Z-Achse, obwohl ich die wie oben geschrieben nie angerührt habe. Was mich etwas verwundert hat, dass die gesamte Steuerung nicht geerdet ist. Keine geschirmten Kabel, keine Erdung und keine Verbindung zwischen Erde und Masse. Die Steuerung hat so viele Jahre ohne Probleme funktioniert. Daher schließe ich das als Problem/Ursache eher aus. Ich habe testweise die Anlage trotzdem mal komplett geerdet, was aber aus meiner Sicht nichts gebracht hat. Habt ihr eine Idee, wie ich ggf. das Problem eingrenzen kann? Ich war schon kurz davor mir eine neue Steuerung zu kaufen. Allerdings stelle ich mir aktuell die Frage, ob es tatsächlich an der Steuerung liegt. Der Fehler am Samstag lag aus meiner Sicht nicht an der Steuerung. 1. Den PC habe ich testweise getauscht. Keine Veränderung 2. Könnte ggf. ein Motor defekt sein und diese Probleme auf allen Achsen verursachen? 3. Sind die Schrittverluste über „Position prüfen“ bei der alten Anlage normal. Es sind ja umgerechnet nur kleine Ungenauigkeiten (für mich kleine) im Bereich 5-80 Schritte. 400 Schritte/mm : (+-) 50 Schrittverluste= 0,125mm 4. Die Ausgänge der Steuerung sind aus meiner Sicht in Ordnung. Ich habe alle Widerstände zwischen Masse und Motorausgang mal gemessen und verglichen. Da kann ich keine Auffälligkeiten erkennen. Als die Endstufe defekt war, konnte man das mit dem Multimeter aufgrund der abweichenden Werte gut feststellen. 5. Könnte es ggf. sein, dass ich gefälschte Toshiba TA8435HQ (aus Frankreich) erwischt habe und die nicht den notwendigen Strom durchlassen oder Sauereien im Netz veranstalten. Wobei diese Theorie ja nicht für die Z-Achse zutreffen würde. 6. Die Toshiba TA8435HQ werden nicht mehr produziert. Weiß jemand was der Nachfolger ist und ob die Pinbelegung dann die gleiche ist. 7. Nur der Motor von der Z-Achse wird heiß (kann man noch gut anfassen). Die anderen Motoren sind maximal lauwarm nach 20-30min. 8. Gibt es eine Möglichkeit, die Motoren messtechnisch auf Schrittverluste zu überwachen? vorhandene Messgeräte: Fluke Multimeter, Rigol Digital Oszilloskop Link zur Zero 2 (ähnlich meiner Steuerung, nur ohne schaltbare Steckdosen) https://www.cnc-step.de/wp-content/uploads/Controller-Zero2.pdf Hat jemand eine Idee? Ich bedanke mich im Voraus. Viele Grüße Daniel
Angehängte Dateien:
-

IMG_2977.jpg
220 KB -

IMG_2982.jpg
240 KB
Jetzt nur mal so ins blaue hinaus ein paar Ideen: - Lötstellen prüfen - Dioden nachmessen - Alle Jumper herausnehmen und in der selben Position wieder einstecken, mehrmals wiederholen, damit ev. vorhandene Korrosion weg ist. (Die Jumper sind typischerweise für die Strombegrenzung, wenn die jetzt zu tief ist, passieren Schrittverluste)
Scheint alles eine gnadenlose Bastelei ohne reele Zukunft zu sein. Schrittverluste deuten auf zu hohes Drehmoment bei zu hoher Geschwindigkeit hin. Wenn sich das nicht per Software, mit langsamerem Fahren, beheben laesst - in die Tonne. Das wird so nichts mehr.
Super Danke. Dann schaue ich mir die Steuerung nochmal genau an. Bevor ich eine neue Steuerung kaufe, will ich andere Ursachen ausschließen.
Angehängte Dateien:
-

IMG_20211117_074205.jpg
370 KB
{kind=link}
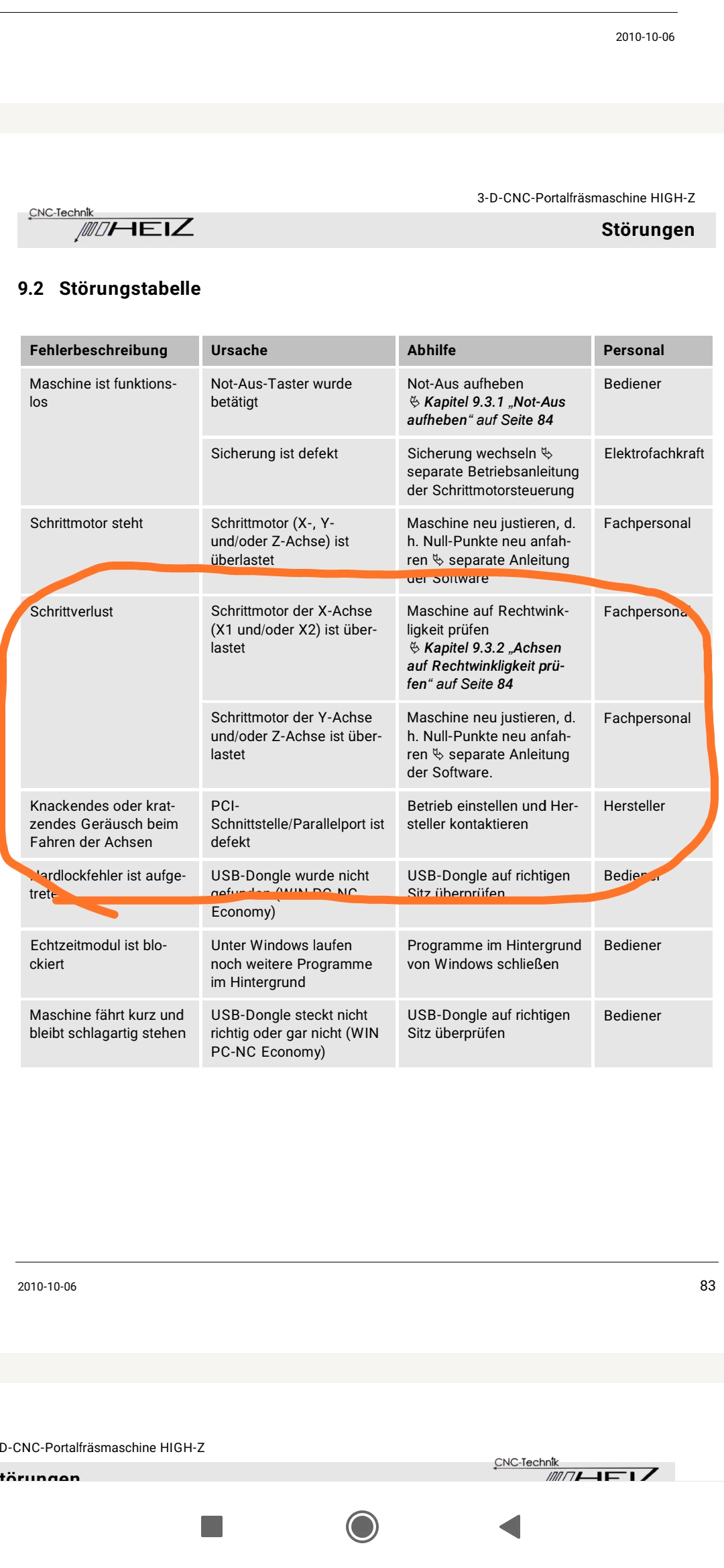
Hi, Ich habe mir vor kurzem auch eine high z von 2006 geholt und bin bei meiner fehlersuche auf das (Bild) gestoßen. Vielleicht hilft es dir ja.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.