Hallo, die Suche hier im Forum war leider ohne Erfolg. Ist es möglich selbst Durchkontaktierungen (mit Drahtbrücken) unter einem Spartan 3 im TQPF144 Gehäuse zu machen??? MfG
Der einzig zuverlässige Weg ist es, durch das Via einen Draht zu stecken, und ihn oben an der wegführenden Leiterbahn anzulöten und unten zu verlöten bevor das IC montiert wird, da kann man auch kontrollieren ob es geklappt hat und einzeln nachlöten. Ich nehme dafür einzelne Drähte aus einen 230V Litzenkabel.
Ich habe sowas schon gemacht, zwar nicht unter einem Spartan (für Vielpinner würde ich wohl lieber eine Platine anfertigen lassen), aber unter ATmega88 & Co. Nach dem Verlöten aller Vias bin ich mit einem Fräser (Proxxon-Bohrständer) über alle Stellen gegangen, die später unter einem IC sein sollen. Feilen geht zur Not auch, aber da ist das Risiko höher, dass man leicht verkantet und dann noch an anderen Stellen Material abträgt, wo man es gar nicht will.
Jörg Wunsch schrieb: > Nach dem Verlöten aller Vias bin ich mit > einem Fräser (Proxxon-Bohrständer) Welche Fräser meinen Sie? Gibt es eine Bezeichnung? Ich benutze Proxxon Micromot 50E mit Proxxon 140BS Bohrständer. Geht es damit auch? MfG aus Westerwald
Dimi schrieb: > Jörg Wunsch schrieb: >> Nach dem Verlöten aller Vias bin ich mit >> einem Fräser (Proxxon-Bohrständer) > > Welche Fräser meinen Sie? Gibt es eine Bezeichnung? Ein 3,2-mm-Schaft-Hartmetallfräser, wie er beispielsweise in den Ramsch-Kits bei Pollin lange Zeit zu haben war (momentan aber offenbar nicht mehr im Angebot). > Ich benutze Proxxon Micromot 50E mit Proxxon 140BS Bohrständer. Ich habe einer 140er Maschine, aber das spielt sicher keine Rolle. Im Gegensatz zum Bohren mit den kleinen Bohrern laufen die Fräser sowieso eher langsam.
oder mit den flachen Bungard-Nieten die DKs herstellen.
Angehängte Dateien:
-

fraeser.jpeg
12 KB
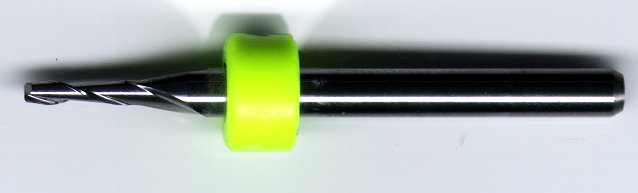
Jörg Wunsch schrieb: >> Welche Fräser meinen Sie? Gibt es eine Bezeichnung? > > Ein 3,2-mm-Schaft-Hartmetallfräser, wie er beispielsweise in den > Ramsch-Kits bei Pollin lange Zeit zu haben war (momentan aber > offenbar nicht mehr im Angebot). Habe mal einen davon auf den Scanner gelegt. Die gibt's auch noch in anderen Formen, wichtig für den Zweck hier ist, dass die Stirnseite flach ist (und nicht angeschrägt wie bei einem Bohrer).
In einem anderen Forum wurde mir empfohlen die Pins von alten AMD-Prozessor zu benutzen. Einfach mit Heissluftfön aufwärmen und die fallen ab. Werde heute abend ausprobieren. Ich habe gestern eine doppelseitige Platine gemacht und Vias mit 0.5mm bohrer gebohrt. An der Seite wo ich gebohrt habe sieht es sehr gut aus, aber auf der andere Seite ist bisschen Kupfer rund ums Bohrung gelöst. Die bohrer sind nagelneu! Wie kriegt man die Vias sauber gebohrt? MfG aus Westerwald
> Wie kriegt man die Vias sauber gebohrt?
Vollhartmetallbohrer werden nicht schon stumpf, wenn die auf der anderen
Seite des Lochs ankommen.
Stimmt dann Vorschub und Drehzahl, geht der Bohrer sauber durchs Kupfer.
mit alter platine als harte unterlage. klaus.
MaWin schrieb: > Stimmt dann Vorschub und Drehzahl, geht der Bohrer sauber durchs Kupfer. Schwer zu sagen. Ich habe mit max. drehzahl (Proxxon Micromot 50E) gebohrt. Vorschub - ich brauche ca. 0-5 bis 1 Sekunde für eine Bohrung.
Danke für Tipps!!! Ich habe gestern 2 Fräsen gekauft, Proxxon 3mm NO28722. Hat super funktioniert! Ich habe Vias mit Außendurchmesser 1.5mm gemacht. Hat jemand schon selber Vias 1mm oder kleiner hinbekommen??? MfG aus Westerwald
Dimi schrieb: > Hat jemand schon selber Vias 1mm oder kleiner hinbekommen? Die letzten, die ich gemacht habe, waren 1,2 mm Außendurchmesser, aber ich habe auch schon welche mit 0,9 mm gemacht (und 0,5 mm Bohrung), ist dann nur zuweilen problematisch, so dünnen Draht noch zu finden, der auch gut lötbar ist (Kupferlackdraht dieser Stärke habe ich genug, aber das Zeug erst abzukratzen und zu verzinnen, ist auch fummelig).
> Proxxon NO28722 Weichblech. Typisch Proxxon, billigstes Material teuer verkauft, aber immerhin für Handbetrieb gut. > Schwer zu sagen. Ich habe mit max. drehzahl (Proxxon Micromot 50E) > gebohrt. Vorschub - ich brauche ca. 0-5 bis 1 Sekunde für eine Bohrung. Langsam genug, zwar dreht der Proxxon nicht 100000upm wie es für maximalen Vorschub von 0.5mm Bohrern möglich wäre, aber klar und deutlich sagst du NICHTS zu den von dir verwendeten Bohrern.
> ist dann nur zuweilen problematisch, so dünnen Draht noch zu finden, der > auch
gut lötbar ist
Schaltdraht = 0.5mm
Z.B. Conrad 606073-62
Eine andere Möglichkeit ist ein Stückchen Kupferfolie, durchs Loch gesteckt und auf beiden Seiten mit einem Hölzchen fest auf die Leiterbahn gedrückt und dann verlötet. Da muß man hinterher nichts wegfräsen.
MaWin schrieb: >> Proxxon NO28722 > > Weichblech. Ist doch hier wurscht, es soll ja kein Glas gefräst werden (wie das ein FR4-Bohrer muss), sondern nur Kupfer und Zinn. MWS schrieb: >> ist dann nur zuweilen problematisch, so dünnen Draht noch zu finden, >> der auch gut lötbar ist > Schaltdraht = 0.5mm Für einen 0,5er Bohrung möchte ich aber höchstens 0,4er Draht haben. Uhu Uhuhu schrieb: > Eine andere Möglichkeit ist ein Stückchen Kupferfolie, durchs Loch > gesteckt Bei 0,5 mm Bohrungsdurchmesser?
> Für einen 0,5er Bohrung möchte ich aber höchstens 0,4er Draht haben.
Den Draht auf einem kurzen Stück kräftig ziehen, dann längt er sich und
wird dünner. Das reicht um in einzufädeln und bis zur stärkeren Stelle
durchzuziehen. Dann mit etwas Überstand abschneiden, mit 'ner Flachzange
plattdrücken oder einem kleinen Hammer, falls nicht mehr per Zange
erreichbar. Das kann dann ganz entspannt gelötet werden ohne Angst haben
zu müssen, daß das Drahteil durch Lötzinn aus der Bohrung gesaugt wird.
Durch das Handbohren entsteht genug Toleranz am Bohrloch bei einem 0.5er
Bohrer, damit das Ganze auch funktioniert.
Jörg Wunsch schrieb: >> Eine andere Möglichkeit ist ein Stückchen Kupferfolie, durchs Loch >> gesteckt > > Bei 0,5 mm Bohrungsdurchmesser? So klein hab ichs noch nicht ausprobiert, aber mit etwas Gefummel könnte das schon gehen. Die Kupferfolie läßt sich recht gut zurechtschneiden und -biegen.
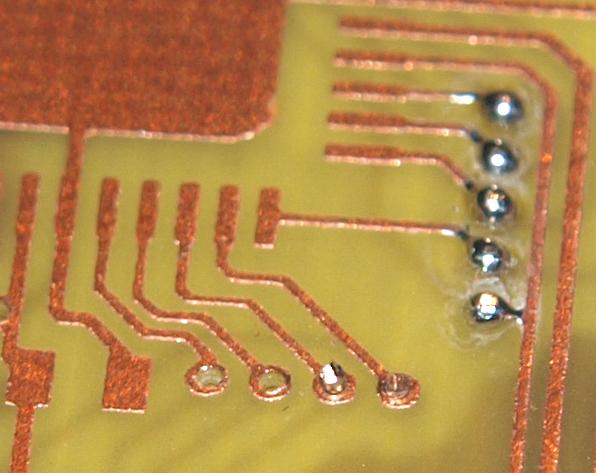
> Warum sieht denn das Kupfer so rauh aus?
Das war 'ne verdorbene Platine, die hatte ich zum Test mit einem
Gummischleifschwamm bearbeitet.
MaWin schrieb: > aber klar und > > deutlich sagst du NICHTS zu den von dir verwendeten Bohrern. Bohrer, die ich benutzt habe, sind von Proxxon. Habe leider die Nummer nicht zur Hand. Sehen wie VHM Bohrer aus, sind aber HSS. Auf der Rückseite von Verpackung steht aber das die Bohrer für Platinen geeignet sind (für Hartpapier bestimmt! aber für FR4???). Da ich mehrmals hier im Forum gelesen habe wie gut die VHM Bohrer sein sollten, habe ich gestern welche bei www.cnc-modellbaushop.de bestellt. MfG aus Westerwald
Dimi schrieb: > Auf der Rückseite von Verpackung steht aber das die Bohrer für Platinen > geeignet sind Wenn man viele Bohrer verkaufen will, stimmt das. HSS ist für FR4 nicht geeignet.
Dimi schrieb: > Da ich mehrmals hier im Forum gelesen habe wie gut die VHM Bohrer sein > sollten, habe ich gestern welche bei www.cnc-modellbaushop.de bestellt. Wie schon häufig hier geschrieben worden ist: preiswerter ist es, gebrauchte Industrie-Altbestände zu kaufen. Die Teile werden dort nach einer bestimmten Arbeitsdauer prophylaktisch außer Betrieb genommen (das ist billiger, als wenn mitten in der Arbeit einer abbrechen würde), und taugen in dem Zustand bis zum Abbrechen durch die wackelige Hand eines Hobbybenutzers allemal noch ausreichend gut.
Jörg Wunsch schrieb: > Wie schon häufig hier geschrieben worden ist: preiswerter ist es, > > gebrauchte Industrie-Altbestände zu kaufen. Wo gibt sowas zu kaufen??? MfG
Habe ich gestern bei eBay gesucht. Vielleicht gibt es manchmal gute Agebote, aber günstigste was es gab: 10 Bohrer 15.90€ zzl. 4.90€ Porto. MfG
Dimi schrieb: > Habe ich gestern bei eBay gesucht. Vielleicht gibt es manchmal gute > Agebote, aber günstigste was es gab: 10 Bohrer 15.90€ zzl. 4.90€ Porto. Das ist Neuware (der Preis ist ja vergleichbar zu deinem Laden), gebrauchte habe ich auf Anhieb 10 Stück für EUR 8 oder 100 Stück für EUR 60 gefunden. Möglicherweise gibt's die gelegentlich auch noch preiswerter, habe lange nicht mehr gesucht (habe im Moment genügend rumliegen).
Einige haben hier geschrieben das VHM Bohrer mehrere tausende Bohrungen im FR4 schaffen. Hoffentlich ist das auch so. Habe 0.5mm, 0.8mm, 1.0mm und 1.2mm jeweils 2 Stück bestellt. Und zum probieren noch einen 10er Set gebrauchten Bohrer für 5.50€. MfG aus Westerwald
Dimi schrieb: > Einige haben hier geschrieben das VHM Bohrer mehrere tausende Bohrungen > im FR4 schaffen. Wenn du sie nicht vorher abbrichst. ;-)
was auch gut geht wie schon oben beschrieben mit dem feilen... 0,5 mm bohrung...nen 0,2 mm oder 0,3 mm draht... verloeten... dann ein kleines viereck in ein blatt papier schneiden... ueber die loetstelle legen und bisschen feilen... klappt wunderbar... ich hab zwar kein spartan bisher verbaut... verwende ich aber unter einem pic32 oder xc95144 funktioniert geht super... gruss egon ;)
>Einige haben hier geschrieben das VHM Bohrer mehrere tausende Bohrungen >im FR4 schaffen Ich habe aber auch schon Kandidaten gehabt, die nicht mal ein Dutzend Löcher überlebt haben. Mir ist auch schon mal ein Nagelneuer runtergefallen und auf dem Betonboden zerbrochen, noch bevor er sein erstes Loch boren konnte.
> sind aber HSS Ich habe es geahnt, die Löcher sehen danach aus. > Hoffentlich ist das auch so. Natürlich nur im MBS140 Bohrständer, sonst brechen sie.
Jörg Wunsch schrieb: > Wenn du sie nicht vorher abbrichst. ;-) Lehrgeld halt :) MaWin schrieb: > Natürlich nur im MBS140 Bohrständer, sonst brechen sie. Genau so ein Bohrständer habe ich. Die VHM Bohrer sind bei mir eingetroffen! Ich bin gespannt... MfG
Die Bohrer sind echt super!!! Auf beide Seiten absolut saubere Bohrung!!! Habe 0.8mm nagelneuen und 0.8mm gebrauchten ausprobiert. Absolut kein Unterschied gemerkt. Mit welche Drehzahl soll gebohrt werden??? MfG aus Westerwald
Dimi schrieb: > Mit welche Drehzahl soll gebohrt werden? So viel, wie deine Ohren aushalten bei diesen kleinen Durchmessern. Je langsamer, desto langsamer musst du den Vorschub machen. Ich glaube, maximal könntest du mit 60000/min oder sowas arbeiten, wenn es nur dein Werkzeug hergäbe.
Klaus schrieb: > Satzzeichen sind keine Rudeltiere. LOL, der war gut. Dimi schrieb: > Mit welche Drehzahl soll gebohrt werden??? 0,8 in Hartpapier =40000U/min
Den blanken Kupferdraht aus der Litze sollte man mit vorsicht geniessen.... das wird (ausser man hat n Lotbad) ne ziemlich nervige Vorverzinnaktion; blank ist dem Zeug nicht immer zu trauen und an den Fehlern sucht man sich nachher blau... Wenn man aber kein Bohrstaender hat und/oder des Nachts keinen Krach machen will und langsam und mit Druck mit dem Akkuschrauber bohrt, sind HSS- oder (echte) titanbeschichtete Bohrer wohl die bessere Wahl. Und in der Tat, man gewoehnt sich schnell an duenne Bohrer sofort auszuspannen weil eine Handbohrmaschine sehr schnell irgendwo gegengestossen wird ....
faustian schrieb: > langsam und mit Druck mit dem Akkuschrauber bohrt Gewissermaßen wird das Loch dabei gestanzt. ;-)
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.