So, ich habe das Ätzen satt - wird bei mir einfach nichts und ist viel zu ungenau... Nun möchte ich mir eine Portalfräse kaufen. Budbudged ist 2-3k@. Kennt da jemand was für heim arbeiten brauchbares?
Ohne dir die Portalfräse ausreden zu wollen, kennst du diese Seite? http://www.bungard.de/iso/seiten/aetzenundfraesen.htm
Mag schon sein, aber Lötaugen werden bei mir ungenau - selbst dicke Leiterbahnen sind durchgeätzt wärend an anderen stellen noch Kupfer alles überbrückt. So ist das doch Misst!
Ralf Liebau schrieb: > aber Lötaugen werden bei mir ungenau - selbst dicke Leiterbahnen sind > durchgeätzt wärend an anderen stellen noch Kupfer alles überbrückt. Mach doch mal ein Foto. Da stimmt was mit deinem Belicht-/Entwickel- oder Ätzvorgang nicht. :-)
Hast du schon mal anstatt Belichten dich mit dem Tonertransfer-Verfahren versucht ? Ich habe einen Samsung CLP-315 und erreiche geniale Ergebnisse mit einem Laminator, bei dem beide Rollen beheitzt sind. Transferpapier ist Lidl-Werbung - SUPER Fürs Fräsen braucht es viel Erfahrung und gute Werkzeuge - teuer ! Und Herr Bungard hat recht !
Hast du schon mal anstatt Belichten dich mit dem Tonertransfer-Verfahren versucht ? Ich habe einen Samsung CLP-315 und erreiche geniale Ergebnisse mit einem Laminator, bei dem beide Rollen beheizt sind. Transferpapier ist Lidl-Werbung - SUPER Fürs Fräsen braucht es viel Erfahrung und gute Werkzeuge - teuer ! Und Herr Bungard hat recht !
Kurt Bohnen schrieb: > Ohne dir die Portalfräse ausreden zu wollen, kennst du diese Seite? > http://www.bungard.de/iso/seiten/aetzenundfraesen.htm Auf der WebSite wird das Kürzel "DM" verwendet. Z.B.: 25 DM und DM 1,60. Die meinen doch nicht ernsthaft "Deutsche Mark"??
Alex W. schrieb: > Die meinen doch nicht ernsthaft "Deutsche Mark"?? ... gibt immer Leute, die die Erbsen in der Suppe zählen... Alex W. schrieb: > Auf der WebSite wird das Kürzel "DM" verwendet. Z.B.: 25 DM und DM 1,60. Das zeigt uns nur, das diese Informationen damals schon so zutreffend waren wie sie heute noch sind...
Was für ein equipment benutzt du ?Fehler bei der Fototechnischen Herstellung von Platinen zu korrigieren ist sehr viel billiger als die Anschaffung einer Portalfräsmaschine. Eins zu erst:Es gibt immer sehr viele Vorschläge für Methoden welche weder Qualitativ noch von der Sicherheit dass es immer funktioniert mit dem belichten mithalten können.Ok du hast schon graue Haare bekommen und es sollen nicht noch mehr werden dann musst du das Feld des experimentierens verlassen und nach guter alter Väter Sitte ...Nägel mit Köpfen machen.Vergiss die Tonermethode, vergiss das belichten mit Uv-Dioden das sind Sachen ,da braucht man Nerven... die hast du nicht mehr ...im Gegenteil Angesichts deiner gewählten Alternative musst du sehr verzweifelt sein und brauchst dringend ein Erfolgserlebnis.;-)
Ralf Liebau schrieb: > So, ich habe das Ätzen satt - wird bei mir einfach nichts und ist viel > zu ungenau... > > Nun möchte ich mir eine Portalfräse kaufen. Budbudged ist 2-3k@. > > Kennt da jemand was für heim arbeiten brauchbares? das ist der Rohbau meiner werdenden Fräse. 3 Kugelumlaufspindeln kosten gut das was ein ordentliches Belichtungsgerät kostet. Da reden wir noch nicht von Profilen, Motoren, 100erten von Schrauben, Muttern, Endlagenschaltern, Software etc. pp. Vom CAM Prozess ganz zu schweigen. Platine in Eagle zeichnen, mit der Mouse klicken und die Maschine spuckt nach 30 Min eine Platine aus,.... vergiss es !!! Nimm oder baue einen ordentlichen Belichter. Optimiere den Prozess und alles wird gut. Ich mache seit vielen Jahren Platinen auf diese Weise mit immer wiederholbaren Ergebnissen. Und ich baue die Fräse nicht um Platinen damit zu machen. Der Aufwand für die Fertigung einer Platine ist VIEL zu gross. Vom Verschleiss an Graviersticheln ganz zu schweigen.

Hi, was soll der Aufbau denn später mal fräsen? Ehrlich gesagt macht das keinen sehr stabilen Eindruck, von den falsch montierten Linearführungen mal ganz abgesehen :(
Habe auf der Embedded eine kleine LPKF - Fräse gesehen, sehr nett und "handy", IIRC irgendwas bei 5k€. Meine LPKF (Protomat92s) ist inzwischen 16 Jahre alt und funktioniert nach wie vor perfekt, (von W95 nach W98 und dann XP). Für Kleinprojekte oder Prototypen ist sie nach wie vor genial. ABER - ich würd heute sowas nicht mehr kaufen, um den Preis bekomme ich schon sehr viele Leiterplatten, vielleicht nicht sooo schnell, aber besser zum löten (SMD ohne Lötstplack geht bei 0805 noch gut, 0603 oder noch kleiner ist mehr als mühsam) Grüße Michael
Leo-andres H. schrieb: > Hi, > > was soll der Aufbau denn später mal fräsen? > > Ehrlich gesagt macht das keinen sehr stabilen Eindruck, von den falsch > montierten Linearführungen mal ganz abgesehen :( Wo ist den bitte definiert wie die Linearführungen zu montieren sind? Ob die oben oder seitlich montiert sind, spielt für die Genauigkeit üerhaupt keine Rolle. Und gegen Verschmutzung muss "Mann" selbst bei seitlicher Montage was tun. Ich kann die Schienen nur oben montieren, da an den Seiten noch die Riemenantriebe kommen (HTD). Ich will die Motoren nicht vorn dran haben. Wegen der Tiefe der Maschine. Die Senkrechten Wangen sind 40x160mm. Das Portal sind 45x90 Profile. Die Bilder täuschen etwas !!! Über die 2 Motoren Rechts und Links laufen die 2 Kugelumlauspindeln für das Portal. Da bleibt kein Platz für die 25er Schienen ! Ja Du hast richtig gelesen. 25er Schienen. Die Wägen sind 70mm breit. Nun rechne mal. Nema23 plus 16er Spindel mit Mutter plus 70mm Wagen. Das auf 160mm ?? Viel Spaß !! Für Holz und Alu reicht das alle Male. Schau Dir mal die Drehmomente eines 25er Wagens an! ps.: zeig doch mal ein Bild Deiner selbst gebauten Maschine! "Mann" lernt ja nie aus.

>Ob die oben oder seitlich montiert sind, spielt für die Genauigkeit >üerhaupt keine Rolle. Das lass mal keinen Maschinenbauer lesen. Der würde dir was erzählen.
Michael S. schrieb: >>Ob die oben oder seitlich montiert sind, spielt für die Genauigkeit >>üerhaupt keine Rolle. > > Das lass mal keinen Maschinenbauer lesen. Der würde dir was erzählen. was denn ???
Hallo, erstmal vorweg, sorry wenn das falsch rüber kam. Ich wollte dir nicht zu nahe treten! Zu den Linearführungen: Es mag bei deinen Schienen anders sein, die meisten Hersteller geben aber eine (idealerweise geschliffene) Anschlagkante vor. Das hat den Hintergrund, das man zwar Konturen wie das Schienenprofil sehr präzise schleifen kann, die Schiene auf ihrer gesamten Länge aber niemals präzise "gerade" sein kann. Leg so eine relativ dünne Schiene mal ein halbes Jahr auf ein krummes Regalbrett... Deswegen soll eigentlich die Schiene gegen eine präzise geschliffene Kante montiert werden. Diese Kante wird direkt ins Maschinenbett geschliffen, das ist natürlich wesentlich stabiler und wird sehr präzise. So ein Aufbau ist mit den Alu-Profilen natürlich nicht so einfach möglich, ist mir auch klar. Die Größe der Schienen ist auch garnicht so ausschlaggebend. Z.B. beim Portal "liegen" die Profile. Auf der Länge verhindern nur die 5cm Materialstärke, das die Profile nicht nach unten durchhängen. Hättest du die Profile hochkant verbaut, würde die komplette Breite des Profils dem entgegenstehen. Dafür dürfte dein Aufbau prinzipiell gut verhindern können, das die Z-Achse das Portal verwindet. Ähnlich ist es auch bei den Seitenteilen, hier könnte man das Problem aber mit Knotenblechen brauchbar entschärfen. Eine Frage zu deinem Aufbau habe ich noch: Wie synchronisierst du die beiden Antrieben an den Portal-Seiten? Da würde mich auch mal eine elektronische Lösung interessieren, bis jetzt haben alle Fräsen-Bauer die ich kenne die Versuche eingestellt und einen Zahnriemen verbaut. Eigentlich schade. Und P.S.: Bis jetzt habe ich nur eine konventionelle Maschine auf CNC-Betrieb umgebaut. Über die Präzision von so einem China-Klopper muss ich wohl nicht viel sagen... Wobei der Umbau auch eher in die Kategorie "Eine China-Krücke zu viel im Keller, mal etwas CNC spielen..." fällt. D.h. wirklich viel Geld ist da nicht geflossen, dafür fehlen mir auch einfach die Mittel. Deswegen, lass dich von deinem Projekt nicht abbringen!
Leo-andres H. schrieb: > Ähnlich ist es auch bei den Seitenteilen, hier könnte man das Problem > aber mit Knotenblechen brauchbar entschärfen. dazu hätte ich gern nähere Informationen ! Synchronisation der Motoren ? Eigentlich nicht nötig. Beide Endstufen werden parallel angesteuert. Ich hatte allerdings auch so meine Bedenken, welche sich aber in Wohlgefallen aufgelöst haben, da eine solche Maschine bereits existiert, die entsprechend funktioniert und mir die entsprechenden Teile für die Festlager und Motorlansche fräst. Absolute Auflösung liegt bei 10µm !! ( Die Spindel hat 16mm/U und wir abreiten mit 1/8 Stepping) Wenn dann das Portal beidseitig mit der Spindelmutter mechanich gekopplet ist, richtet sich das Portal "selbständig" aus. Wenn dann beide Motoren von der gleichen Eingangsinformation gesteuert werden (Schrittverluste mal außen vor) bleibt alles parallel. Wie gesagt ich arbeite mit Kugelumlauf Wägen und Spindln. Nicht mit Trpetz !! Beide Motoren haben eine 1:2 Untersetzung auf die Spindel und ca. 1,0 Nm. Das sind "theoretisch 4 Nm am Portal!! X wird direkt über eine Kupplung von einem Motor mit 1 Nm angetrieben. Auch über Kugelumlauf. Bei Trapetz geht zu viel an Reibung verloren. Das sollte für Hobbyzwecke DICKE reichen !! Auch in der Auflösung !!
Angehängte Dateien:
-

DSC03153.JPG
140 KB
Leo-andres H. schrieb: > Ähnlich ist es auch bei den Seitenteilen, hier könnte man das Problem > aber mit Knotenblechen brauchbar entschärfen. ps.: vorn (vor den Motoren)kommt noch ein 5mm "Blech" welches mit der Querstrebe unten un der "Wange" verbunden ist. Da gleiche hinten ( allerdings ein 10 mm Blech) worin dann des Loselager der Spindel sitzt. Evtl ist damit das Knotenblech (Problem) gelöst. Diese "Bleche" gehen jeweils mit 2x M6 Schrauben stirnseitig un die Längsbohrungen der Wangen und 2x M6 schrauben in die Nutensteine der unteren Querstrebe. Siehe Bild !!
Angehängte Dateien:
-

Knotenblech.jpg
120 KB
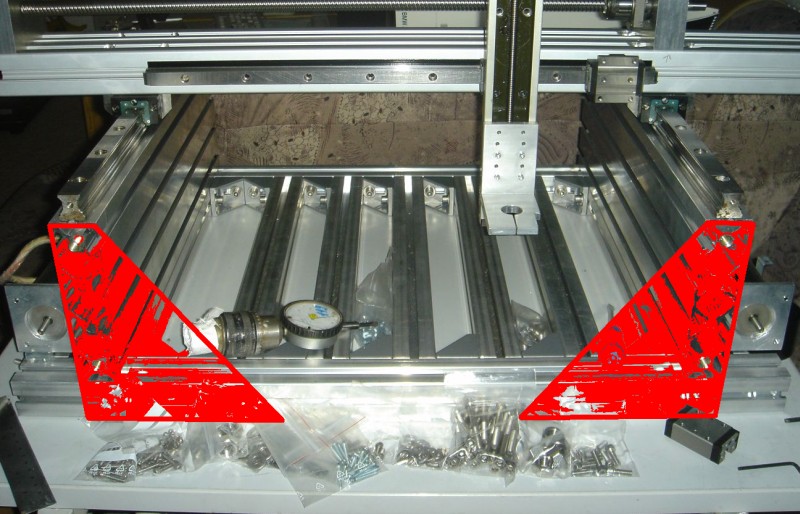
Stephan Henning schrieb: > dazu hätte ich gern nähere Informationen ! Hab dazu mal ein Bild gemalt, das sollte eigentlich alles erklären. Edit: Zu langsam! >Evtl ist damit das Knotenblech (Problem) gelöst. Würde ich mal so sagen ;) Die Bleche verhindern, das dein Portal "kippt", wenn du auf dem Bild die Frässpindel nach links oder rechts ziehen würdest. Eine Messuhr liegt da ja schon, könnte man fast mal probieren: Zur Synchronisation, das wird meistens keine Probleme geben. Meine Sorge wäre, das sich das Portal über die Jahre verspannt. Immer mal wieder ein Schrittverlust auf einer Spindel und irgendwann ist die Maschine krumm. Mit einem Zahnriemen hättest du zusätzlich noch eine Sicherheit eingebaut. Du schreibst, das beide Spindeln von eigenständigen Motoren angetrieben werden. Stell dir mal vor was passiert, wenn sich mal ein Span verirrt und eine Steuerplatine abraucht. Bei der Antriebsleistung und Untersetzung ist das Portal krumm bevor du am Notaus bist.

Leo-andres H. schrieb: > Zur Synchronisation, das wird meistens keine Probleme geben. > Meine Sorge wäre, das sich das Portal über die Jahre verspannt. Immer > mal wieder ein Schrittverlust auf einer Spindel und irgendwann ist die > Maschine krumm. da ich ja mit Kugelumlauf arbeite sehe eich da wenig Probleme. Bei Trapetz schon ehr. Die Spindel gehen so leicht (Selbsthemmung fehlt bei Kugelumlauf) das ein Verspannen "eigentlich" "unmöglich" ist. > Du schreibst, das beide Spindeln von eigenständigen Motoren angetrieben > werden. Stell dir mal vor was passiert, wenn sich mal ein Span verirrt > und eine Steuerplatine abraucht. die Elektronik ist abgeschirmt, BUT Nobody is perfect. Aber gleiches Theater. Es geht alles so leicht., da reicht auch ein Antrieb !! > Bei der Antriebsleistung und Untersetzung ist das Portal krumm bevor du > am Notaus bist. Stromüberwachung und das letzte Bild sollten diese Zweifel ausräumen. Da wird von theoretischen 4Nm nichts krumm !! Nicht bei 2 Mal 45x90mm Profil übereinander, verschraubt mit 2x M6x40m auf 20mm massivem Aluminium. Da kann ich warscheinlich mit meinem 5er rüberfahren. :-))
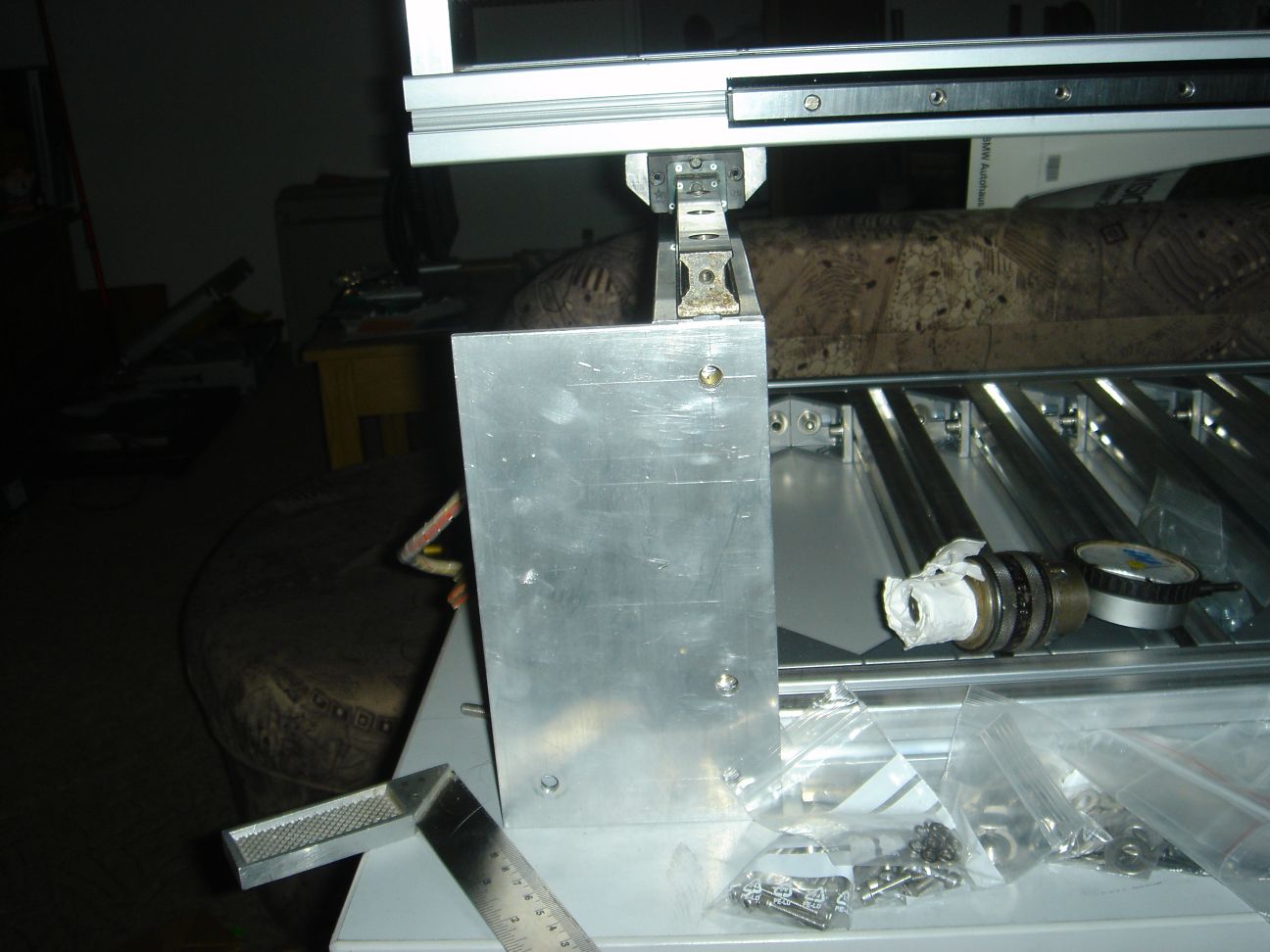
> seitlich sieht das ganze dann so aus Der Fräser-Halter ist so mickrig, ragt erst 10cm nach unten, und hat dann so einen nach 4mm aussehenden, ist aber wohl 10mm, Winkel dran, der auch noch aus Alu ist, das wackelt doch schon beim Angucken, und erst recht wenn man mit dem Daumen draufdrückt, geht das doch um mehr als 1/100, vermutlich sogar mehr als 1/10mm zur Seite. Da rattert doch die Fräse. > Hab dazu mal ein Bild gemalt Aber die Messuhr find ich gut, endlich mal eine Messuhr die sich oben einspannen lässt, überall gibt es nur die saublöden Dinger die das nicht erlauben. Spann mal deinen Fräsermotor ein, einen Hartmetallstab (Bohrer andersrum) ein, leg die Messuhr waagerecht auf den Tisch, festschrauben so daß sie den Bohrer berührt, und drück dann mit dem Daumen auf die Fräserhalterung. Der Daumen ist nur ein Bruchteil der Kraft, die der Fräser beim Fräsen entwickelt. Und der soll reproduzierbar bei jeder Schneidenumdrehung 1/100mm abschaben, und nicht die ersten 1/100 weggedrückt werdn,e die zweiten 1/100 weggedrückt werden, bevor er die dritten dann 3/100 weghaut, denn das wäre rattern.
MaWin schrieb: >> seitlich sieht das ganze dann so aus > > Der Fräser-Halter ist so mickrig, > ragt erst 10cm nach unten, und hat dann > so einen nach 4mm aussehenden, ist aber wohl 10mm, > Winkel dran, der auch noch aus Alu ist, > das wackelt doch schon beim Angucken, > und erst recht wenn man mit dem Daumen draufdrückt, > geht das doch um mehr als 1/100, vermutlich sogar > mehr als 1/10mm zur Seite. Da rattert doch die Fräse. na fast richtig. Material ist 8 mm Alu. Der Halter ist aus 1 Stück. Vom unteren Knick bist zur Schraube sind es 20mm. DIESER Halter ist aber auch NUR für die Proxxon FBS 230V. Das man damit Alu nicht fräsen kann muss ich wohl nicht extra erwähnen. Daher bekommt die Kress dann einen "richtigen" Halter. > Spann mal deinen Fräsermotor ein, einen Hartmetallstab > (Bohrer andersrum) ein, leg die Messuhr waagerecht auf > den Tisch, festschrauben so daß sie den Bohrer berührt, > und drück dann mit dem Daumen auf die Fräserhalterung. kann ich noch nicht. Wie gesagt ist noch der Rohbau. Ich habe noch keine Montageplatte für die z Achse. Die ist erstmal nur am unteren Wagen dran um mal ein Bild machen zu können.
moin moin, @Stephan den TO haste jetzt vergrault...mach doch besser einen eigenen Thread auf. @Ralf >>aber Lötaugen werden bei mir ungenau - das liegt doch aber an der Vorlage... >>selbst dicke Leiterbahnen sind durchgeätzt falsche oder sich ablösende Abdeckung oder zu lange geätzt... >>wärend an anderen stellen noch Kupfer alles überbrückt. Platine vorher nicht chemisch gereinigt? Mit Gruß Pieter
vielleicht habe ich ihm aber auch eine sinnlose Ausgabe von 2-3 T€ erspart, über die er sich womöglich ewig geärgert hätte. Wer weis das schon. Der TO könnte ja auch mit uns über seinen Prozess diskutieren. Genügend Erfahrungen gibts ja hier. Will er aber offenbar auch nicht.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.