Hallo Leute, ich bin momentan auf der Suche nach einem MIG/MAG Schutzgasschweißgerät. Geräte von Güde für um die 300 Euro haben bei maximaler Stromstärke (160A oder so) eine Einschaltdauer von 10%. Das ist doch nicht sonderlich gut oder täusch ich mich da? Geräte von Rotenbach oder Einhell bieten da für weniger Geld z.B. bei 195A 10% Einschaltdauer (wobei diese auch teilweise gebraucht sind). Das ist doch dann logischer Weise besser oder lieg ich da falsch? Welche Einschaltdauer bei wie viel Strom ist denn "gut" bzw. was sollte man da mindestens haben ohne, dass einen das Gerät und die Thermosicherung hinterher zu Weißglut treibt? Danke, wer mir das mal erklären könnte :) mfg
Für meinen Teil gibt es nichts unwichtigeres als den Maximalstrom und die ED. Im letzten Jahr habe ich nie über 150 A verwendet (2,5 mm Edelstahl), und dabei habe ich sicherlich genug Zwangspausen fürs Messen, nachdengeln etc. gebraucht. Viel wichtiger finde ich einen ordentlichen mechanischen Aufbau (Schalter, Gehäuse und natürlich Handteil) sowie die Qualität der Elektronik. Meine Chinesin (komplett diskret in THT aufgebaut auf hochwertigen Leiterplatten mit Schaltbild und Stückliste) gibt bei 200 A so viele leitungsgebundene Störungen ins Netz, dass sich z.B. mein Receiver aufhängt... beim Leistungsteil haben sich die Fernostler wohl nicht genau an das deutsche Vorbild gehalten. Grüße Bernhard
Sowas mit den Störungen ist mir mehr oder weniger egal :D Das macht mir nichts aus. Ist 150A dafür nicht zu viel? Mit meinem Elektrodenschweißgerät brate ich mich 110A noch 8mm Stahl... Ist es wichtig, dass in die Drahtführung 1mm Draht rein passt oder reichen da 0,8mm? Danke Dir schonmal! mfg
Die >150A sind von der ED bei den günstigen Geräten eher von der Trägheit der Haussicherung bestimmt ;) Mein WIG-Teil (WSE200) produziert bei 100A so 15-18V. Zuzüglich Verlustleistung wirds einer normalen 10A da sicherlich schon warm... In den einschlägigen Foren hauen zwar die Besitzer der teuren, nahezu Arbiträrgeneratorhochstromquellen die billigen aus China klein, aber so insgesamt sind die wohl gar nicht so schlecht. Bei meinem Gerät ist aber das Strom-Poti hochgradig nichtlinear. Damit gehen natürlich die üblichen 30A*Materialdicke-Regeln total daneben. Habs dann mit einem Zangenamperemessgerät durchgestimmt und draufgeschrieben. Seitdem gibts keine Löcher mehr und es fühlt sich fast wie Löten an :)
Was wollt ihr immer mit eurenm Billigschrott?! Geht auf ebay und kauft euch was Gebrauchtes wie Messer&Griessheim o.ä. anstatt den Schrott aus China bzw aus dem HeimwerkerSchrott-Baumarkt. kommt meisst nur minimal teurer und man hat den Rest des Lebens daran Freude. Gilt im Übrigen generell, nicht nur für Schweissgeräte.
unbekannter schrieb: > Was wollt ihr immer mit eurenm Billigschrott?! > > Geht auf ebay und kauft euch was Gebrauchtes wie Messer&Griessheim o.ä. > anstatt den Schrott aus China bzw aus dem HeimwerkerSchrott-Baumarkt. > kommt meisst nur minimal teurer und man hat den Rest des Lebens daran > Freude. Nicht wirklich. Dass da nur Billigschrott kommt - das war einmal. Gerade die gebrauchten Geräte bei ebay haben viele schöne Funktionen (noch) nicht oder sie sind einfach überteuert. Unser (WIG)-Chinese ist sauber aufgebaut, lässt sich sauber einstellen und ist gerade beim Pulsen auf Titanblech richtig gut. Selbst die Schweißerschule hier nimmt diese Geräte, weil sie extrem robust sind (daher auch unser bedenkenloser Kauf). Und: wenn repariert werden muss, ist das dank Händler kein Thema. Da hab ich in einer Stunde ein Austauschgerät. Zum OP: Es kommt immer darauf an, worauf sich die 10% Einschaltdauer beziehen und was Du damit machen willst. Unser Gerät (230V) hat bei 200A auch nur noch 60% Einschaltdauer, aber da wir kaum über 130-140 A gehen (100% Einschaltdauer), ist das eigentlich egal. Chris D.
Man kann auch einen kräftigen Lüfter nachrüsten, dann steigt die ED auf gefühlte über 70%.
Tja ich finde aber kein Gerät, das bei so hohen Strömen ansatzweise an diese ED hin kommt :/ Vllt. leg ich mir einfach mal eins mit 160A und 10% ED zu, eigentlich sollte das ja reichen, ich habe nicht vor furchtbar lange Nähte zu ziehen.
Würde ich mir gut überlegen, weil es eine Investition fürs ganze Leben sein könnte.
Ach ja... Unserer Wirtschaft geht es so schlecht. Drum kaufen wir ein Chinateil... Mal ehrlich: Vielleicht taugen die Dinger inzwischen was. Aber man bezahlt bei Qualität aus Deutschland nicht nur das Produkt, sondern auch den Service. Ich habe bei einem Fender-Bassverstärker zwei Monate auf die dämlichen Endstufentransistoren warten müssen, die aus China über Großbrittanien kamen. Wenn an einem Chinagerät mit Exoten-Leistungselektronik mal was durchbrennt, steht man hier ziemlich blöd dar. Bei Miele beispielsweise werde Ersatzteile binnen 2 Tagen auf Rechnung verschickt. Aber gut, das soll hier nicht das Thema sein. Ich würde beim Nennstrom nicht zu geizig sein. Sonst bereust Du hinterher nur, nicht 10-30% mehr ausgegeben, dafür aber etwas anständiges zu haben.
Michael S. schrieb: > Würde ich mir gut überlegen, weil es eine Investition fürs ganze Leben > sein könnte. Wie oft im Leben braucht man 100% ED bei vollem Strom? (jetzt mal nur das Schweißen betrachtet)
> Würde ich mir gut überlegen, weil es eine Investition fürs ganze Leben > sein könnte. Mein China-WIG-Ding (mit AC für Alu) war auf ebay für ca. 300EUR (ohne Gas und den diversen anderen Kleinkram, den man am Anfang noch so braucht) nicht gerade eine Investition fürs Leben. Da habe ich tw. schon wesentlich mehr Geld für völkisch gebauten Dreck ausgegeben...
Klaus Wachtler schrieb: > Wie oft im Leben braucht man 100% ED bei vollem Strom? Weiß ich doch nicht was du oder der TO noch so vor haben im Leben. Um am Auto zu brutzeln reicht vielleicht nen kleines Gerät, aber wenn man dicke Stahlträger schweißen will, dann will ich sicher nicht nach 10 Minuten einundeinhalb Stunden warten bis es weiter geht.
Für fette Stahlträger hab ich doch mein Elektrodenschweißgerät ;) Kann mich noch jemand zur Drahtstärke beraten, was ich oben schon gefragt hab? Ich brauch das Schutzgasschweißgerät eben nicht sehr oft, deswegen kommt für mich nur was um die 250€ in Frage, leider :/
Wende dich am besten hier an Bernd Funk. Der hat beruflich damit zu tun.
http://www.ebay.de/itm/Hst-Sicherheit-MIG-MAG-195-Schutzgas-Schweissgerat-Schweisgerat-/300694379654?pt=Schwei%C3%9F_L%C3%B6ttechnik&hash=item4602c81c86 Taugt das einigermaßen was? Wie gesagt ich brauch es vielleicht zwei drei mal im Monat. Kann man damit noch 9mm Stahl verschweißen?
Nö, die Stromabstufung ist viel zu grob. Sechs bis acht Stufen sollte es schon haben. Die popelige Drahtrolle deutet darauf hin das du, wenn du das Gerät billig kaufst, du beim Draht kräftig draufzahlst, ähnlich wie bei Tintendruckern und den Patronen. Natürlich könnte man von einer größeren auf eine kleine Rolle umwickeln, wenn man eine Vorrichtung dafür hat. Wenn, dann sollte das´Gerät für die Aufnahme von 5kg oder besser 15kg-Rollen geeignet sein und der Lagerort für das Gerät sollte trocken sein, damit der Draht bei längerem Nichtgebrauch nicht zu rosten anfängt, ansonsten muss man die Drahtrolle eintüten, damit kein Wasserdampf, den es praktisch immer in der Luft gibt, drankommt. Das Gerät ist für das Lichtnetz ausgelegt und da spielen die Automaten nicht mit. Also muss eine träge Schmelzsicherung im Sicherungskasten umgerüstet werden, es sei denn das Gerät hat eine Schutzschaltung, ähnlich wie das heute viele Elektrowerkzeuge haben. Was mir noch auffiel, das das Gerät anscheinend ohne Schutzgas arbeitet(kein Druckminderer usw.). Das kenne ich so nicht und daher kann ich dazu auch nichts sagen. Das Gas, was ich brauche, hole ich mir immer im Baumarkt, aber da hab ich auch keine Wahl weil es Lieferantengebunden ist, auch wenn die Flasche mein Eigentum ist. War bisher immer am günstigsten. Da such dir was besseres.
... wie das hier: http://cgi.ebay.de/ws/eBayISAPI.dll?ViewItem&item=290697161386&ssPageName=ADME:B:SS:DE:1123
Chris D. schrieb: > Unser Gerät (230V) hat bei 200A auch nur > noch 60% Einschaltdauer, aber da wir kaum über 130-140 A gehen (100% > Einschaltdauer), ist das eigentlich egal. Dann haben wir vermutlich das gleiche oder zumindest ein sehr ähnliches Gerät. Ich bin auch zufrieden damit, wobei sich meine Anwendung rein auf ein paar Hobbyarbeiten beschränkt. Die vollen 200 A habe ich bislang noch nicht benötigt, und ich habe daher auch keine Ahnung, wie lange die Sicherung das mitmachen würde. ;-) Habe allerdings noch nicht reingeschaut, wie sauber der Aufbau ist, da gab's bisher keine Veranlassung dazu. Die erste 10-l-Flasche Argon habe ich gerade alle, wenn man mal von 8 l/min Durchfluss ausgeht, dürfte die kumulierte Einschaltdauer bisher dann irgendwo im Bereich von 4 ... 4,5 h liegen.
Michael S. schrieb: > Jörg Wunsch schrieb: >> Argon > > Das Gas nimmt man gewöhnlich aber für NE-Metalle, oder? Nein, WIG geht nur mit Argon (ggf. auch Argon + Wasserstoff). Die Frage nach MIG/MAG tauchte vor einiger Zeit schon mal auf, und es war damals Bernd Funks Empfehlung, lieber stattdessen WIG zu nehmen. Daran habe ich mich dann gehalten, und kann seine Einschätzung insgesamt bestätigen. WIG-Schweißen ist (auch wenn ich's meine Sohn noch nicht testen lassen habe) kinderleicht und "sauber wie im Wohnzimmer" (um Bernd Funk zu zitieren). Allerdings sollte man sich in Sachen Sauberkeit nicht zu zu geringen Schutzmaßnahmen verleiten lassen. Wenn man das ordentlich macht (also keine Luft an die heißen Teile lässt), dann spritzt oder funkt da ja wirklich fast nichts. Letztens habe ich daher kurzärmelig, nur mit den (ziemlich langen) Schweißerhandschuhen eine größere Menge geschweißt — und mir dann prompt in der Armbeuge einen Sonnenbrand geholt. Seither ziehe ich mir dann doch lieber wieder was Langärmeliges an.
Ja, die UV-Strahlung beim Schweißen ist nicht zu unterschätzen.
Jörg Wunsch schrieb: > Die erste 10-l-Flasche > Argon habe ich gerade alle, wenn man mal von 8 l/min Durchfluss > ausgeht, dürfte die kumulierte Einschaltdauer bisher dann irgendwo im > Bereich von 4 ... 4,5 h liegen. Ich habe eine 10l-Flasche nur für Notfälle "im Feld". Diese wird bei Bedarf von unserer üblichen 50l-Flasche aufgefüllt. Ansonsten war ich damals erstaunt, wie günstig die Füllung ist. WIG ist schon eine feine Sache. Mir macht das unheimlich Freude. Wer löten kann, kann auch WIG ;-) Gegen UV-Sonnenbrand gibt es übrigens Armstulpen. Oder man wirft sich direkt einen Overall (möchte ich nicht mehr missen - es gibt nichts Praktischeres!) über. Chris D.
A. R. schrieb: > Ja, die UV-Strahlung beim Schweißen ist nicht zu unterschätzen. Chris D. schrieb: > Gegen UV-Sonnenbrand Eher sollte man die Augen schützen. Wer sich die schon mal verblitzt hat wird die kommende Nacht nicht so schnell vergessen. Jörg Wunsch schrieb: > Nein, WIG geht nur mit Argon (ggf. auch Argon + Wasserstoff). Von WIG hattest du aber bisher nichts geschrieben, oder? Es ging um Schutzgasgeräte und da ist nun mal ein Kohlendioxid/Argon- Gasgemisch usus. Chris D. schrieb: > Gegen UV-Sonnenbrand gibt es übrigens Armstulpen. Haste auch Gamaschen aus Leder falls dir mal geschmolzenes Metall auf die Schuhe tropft? So eine heiße Schweißperle in der Socke ist das richtige für Masoisten.
Michael S. schrieb: > A. R. schrieb: >> Ja, die UV-Strahlung beim Schweißen ist nicht zu unterschätzen. > Chris D. schrieb: >> Gegen UV-Sonnenbrand > Eher sollte man die Augen schützen. Wer sich die schon mal > verblitzt hat wird die kommende Nacht nicht so schnell vergessen. Na, so viel Verstand hatte ich vorrausgesetzt. Aber das Bild ist schön: dick angezogen, Schweißerhandschuhe, Armstulpen, alles bis oben hin dicht - und dann kein Helm :-) Übrigens sollte sich der OP auf jeden Fall einen Helm mit automatischer Verdunklung besorgen. Die sind nicht mehr teuer und unendlich viel praktischer als die alten Dunkelgläser. > Haste auch Gamaschen aus Leder falls dir mal geschmolzenes Metall > auf die Schuhe tropft? So eine heiße Schweißperle in der Socke ist das > richtige für Masoisten. Hehe. Nein, Gamaschen habe ich nicht, aber halbhohe Arbeitsschuhe und einen Overall, dessen Beine lang genug sind. Außerdem tropft es natürlich nur bei Leuten, die nicht WIG-Schweißen können ... ;-) Chris D.
Chris D. schrieb: > Übrigens sollte sich der OP auf jeden Fall einen Helm mit automatischer > Verdunklung besorgen. Die sind nicht mehr teuer und unendlich viel > praktischer als die alten Dunkelgläser. Den brauchst du auch bei WIG weil du in der einen Hand den Brenner und in der anderen den Schweißstab halten musst. Bei den anderen Schweißtechniken kann man ja einen Schirm halten weil der Draht anders der Schmelze zugeführt wird. Wenn ich mal wieder zu etwas Geld komme, würde ich mir auch noch so ein Gerät zulegen. Chris D. schrieb: > Na, so viel Verstand hatte ich vorrausgesetzt. Aber nur wenn man schon Erfahrung hat und da bin ich mir bei dem TO nicht so sicher. Da kann selbst der simpelste Tipp von Nutzen sein.
Michael S. schrieb: > Es ging um Schutzgasgeräte und da ist nun mal ein Kohlendioxid/Argon- > Gasgemisch usus. Ja, für Stahl zumindest. Z.B. Alu ist aber wieder das sündhaft teure Argon angesagt. Apropoos Alu: Bei WIG gibt es Geräte, die weniger kosten und nur Gleichstrom haben, und welche die auch Wechselstrom liefern. Nur letztere sind wohl für Alu geeignet, erstere leider nicht.
Michael S. schrieb: > Wenn ich mal wieder zu etwas > Geld komme, würde ich mir auch noch so ein Gerät zulegen. Ich hatte mal eienen für 70 oder 80 Euronen bei Hagebau erstanden, der seit Jahren problemlos geht. Soviel Geld wird man in der Regel haben. So ein Helm mit Auto-Verdunkelung ist Gold wert.
Michael S. schrieb: >> Nein, WIG geht nur mit Argon (ggf. auch Argon + Wasserstoff). > > Von WIG hattest du aber bisher nichts geschrieben, oder? Chris (auf den ich geantwortet hatte) schrieb von einem WIG-Gerät. > Es ging um Schutzgasgeräte und da ist nun mal ein Kohlendioxid/Argon- > Gasgemisch usus. Sowohl das Argon bei WIG als auch das CO2 bei MIG erfüllen beide die Funktion eines Schutzgases (Inertgas, daher "IG"), also sind beide erst einmal Schtzgas-Schweißverfahren. Der Unterschied liegt darin, dass bei MIG die Elektrode zugleich Füllmaterial ist, während sie bei WIG nur minimal abbrennt, und man das Füllmaterial unabhängig zuführt (als normalen Schweißdraht, wie man ihn auch beim Autogen- schweißen benutzt). Chris D. schrieb: >> Eher sollte man die Augen schützen. Wer sich die schon mal >> verblitzt hat wird die kommende Nacht nicht so schnell vergessen. > > Na, so viel Verstand hatte ich vorrausgesetzt. Ja klar. :-) > Übrigens sollte sich der OP auf jeden Fall einen Helm mit automatischer > Verdunklung besorgen. Die sind nicht mehr teuer und unendlich viel > praktischer als die alten Dunkelgläser. Auch das möchte ich genaus unterschreiben. So'n Standard-Dunkelglas war bei meinem Schweißgerät noch dabei, aber das Ding drücke ich den Kindern in die Hand, wenn sie mir mal beim Arbeiten zusehen wollen. Der Automatikhelm hat zwei wesentliche Vorteile: . man kann bis zum Zünden des Bogens noch ordentlich die Arbeits- stelle einsehen, . man setzt ihn fest auf den Kopf und hat die Hände frei
Michael S. schrieb: > Den brauchst du auch bei WIG weil du in der einen Hand den Brenner > und in der anderen den Schweißstab halten musst. Bei den anderen > Schweißtechniken kann man ja einen Schirm halten weil der Draht > anders der Schmelze zugeführt wird. Nicht unbedingt. Ich kenne tatsächlich noch professionelle(!) WIG-Schweißer, die die typische Nickbewegung (Helm klappt runter) machen. Die schwören auf "ihren" alten Helm. Sind eben auch nur Gewohnheitstiere ;-) Und man kann WIG ja auch ohne Zusatz betreiben (einer der großen Vorteile). Wir bspw. schweißen fast nur ohne Zusatzwerkstoff. > Chris D. schrieb: >> Na, so viel Verstand hatte ich vorrausgesetzt. > > Aber nur wenn man schon Erfahrung hat und da bin ich mir bei dem TO > nicht so sicher. Da kann selbst der simpelste Tipp von Nutzen sein. Naja, ich denke, wenn er schon Erfahrung im Elektrodenschweißen hat, sollte ihm das geläufig sein. Aber stimmt schon: lieber einmal zu viel. Chris D.
Klaus Wachtler schrieb: > Z.B. Alu ist aber wieder das sündhaft teure Argon angesagt. Naja, so sündhaft teuer ist das Zeug auch nicht. Kostenintensiv ist die Flasche selbst (etwa einen Hunderter), die Füllung kostet bei der 10-l-Flasche (d. h. 2 m³ brutto) ungefähr 40 Fragezeichen, bei der 20-l-Flasche (4 m³) sind's dann 45 (jeweils Baumarktpreis, also ohne irgendwelche Vielverbraucher-Rabatte). Argon ist in der Luft in einem vergleichsweise (gemessen am Namen "Edelgas") hohen Anteil vorhanden. Zusätzlicher Vorteil von Argon: es ist nicht giftig. Ich schweiße im Keller, mit CO2 hätte ich da ein mulmigeres Gefühl. Selbst, wenn sich die 2 m³ Argon komplett in meinem Keller verteilen würden, ist die davon ausgehende Gefahr nicht sehr hoch, da man selbst 10 oder 20 % Anteil in der Atemluft verkraften könnte, während CO2 bereits mit 8 % innerhalb von 30 ... 60 min tödlich giftig ist. > Apropoos Alu: > Bei WIG gibt es Geräte, die weniger kosten und nur Gleichstrom haben, > und welche die auch Wechselstrom liefern. Ja, meins ist auch nur ein Gleichstromgerät, ich habe mich (zumindest vorerst) damit explizit gegen Al-Schweißen entschieden. Wäre mal interessant (auch im Rahmen dieses Forums), ob man sowas auch selbst auf Wechselstrom umbauen kann. ;-)
Das wird nicht so einfach, weil es m.W. nicht Wechselstrom mit 50 Hz ist, sondern deutlich mehr. D.h. man kommt nicht mit einem Trafo aus, sondern braucht einen Wechselrichter, und den naürlich für etliche W Dauerleistung.
Klaus Wachtler schrieb: > D.h. man kommt nicht mit einem Trafo aus, sondern braucht einen > Wechselrichter, und den naürlich für etliche W Dauerleistung. Diese kleinen WIG-Schweißgeräte sind ja aber allesamt bereits Spannungswandler, d. h. irgendwas muss da drin auch schon "wackeln". Bei diesen Leistungen kann es sich auch nicht mehr um einen einfachen Sperrwandler handeln, also wird's ein (Gegentakt-)Flusswandler sein, und damit hat man ja eigentlich bereits Wechselspannung. Kann aber natürlich sein, dass sowas wie die Stromregelung dann wieder auf der Gleichstromseite angreift und daher für Wechselstrom anders gebaut werden müsste.
Klaus Wachtler schrieb: > Das wird nicht so einfach, weil es m.W. nicht Wechselstrom mit 50 Hz > ist, sondern deutlich mehr. Doch, die 50 Hz reichen schon aus, aber üblicherweise kann man die Frequenz und vor allem auch das Puls/Pausenverhältnis (wichtig zur Schonung der Elektrode und maximalen Wärmeeintrag) einstellen. Alu-Schweißen macht auch richtig viel Spaß - vor allem ist das Ergebnis ja direkt optisch ansprechend :-) Bronze und Messing gehen übrigens auch gut. Über sehr spezielle Legierungen anderer Metalle sag ich jetzt mal nix - das ist Unternehmensgeheimnis :-o Aber auch das leisten (entsprechend umgebaute/erweiterte) preiswerte China-Geräte. > D.h. man kommt nicht mit einem Trafo aus, sondern braucht einen > Wechselrichter, und den naürlich für etliche W Dauerleistung. Jepp. Wobei die neuen Inverter wirklich preisgünstig sind. Deswegen haben wir auch direkt ein "All-in-One" (mit Plasmaschneider) genommen.
Chris D. schrieb: > Jepp. Wobei die neuen Inverter wirklich preisgünstig sind. > Deswegen haben wir auch direkt ein "All-in-One" (mit Plasmaschneider) > genommen. Hört sich aber nicht mehr nach ner Elektronik-Klitsche an, sondern eher nach einer Schlosserei.
Michael S. schrieb: > Chris D. schrieb: >> Jepp. Wobei die neuen Inverter wirklich preisgünstig sind. >> Deswegen haben wir auch direkt ein "All-in-One" (mit Plasmaschneider) >> genommen. > > Hört sich aber nicht mehr nach ner Elektronik-Klitsche an Habe ich nie behauptet :-) Elektronik ist für uns nur Mittel zum Zweck. > sondern eher nach einer Schlosserei. Da wir im Moment für die chem. Industrie produzieren, müssen die Reaktoren/Durchflussmesser etc. natürlich auch entsprechend gebaut werden - ein paar Chips + Platine alleine hilft da wenig :-) Und um Prototypen, Gussmodelle, Behälter, Gehäuse usw. zu erstellen, benötigt man eben auch eine gut ausgerüstete Werkstatt. Den Plasmaschneider möchte ich übrigens nicht mehr missen. Man benötigt ein Titanblech 100x200 mit 5mm Stärke? Eben die Blechtafel rausgeholt, Eckpunkt markiert, Lehre (natürlich selbstgemacht :-) aufgelegt, ssssst, einmal dran lang, Lehre um 90 Grad gedreht, ssssst - schon hat man das Blech in der Hand (und keinen Verschnitt!) Chris D.
Chris D. schrieb: > Eben die Blechtafel rausgeholt, Eckpunkt markiert, Lehre (natürlich > selbstgemacht :-) aufgelegt, ssssst, einmal dran lang, Lehre um 90 Grad > gedreht, ssssst - schon hat man das Blech in der Hand (und keinen > Verschnitt!) Von Hand? Gibts zu, da juckt dir doch das Fell, für den Plasmaschneider ne CNC-Vorrichtung zu bauen, oder? Dann machts bei dir dann nur noch ssstssstsssstssstsssstsssstsssstssstsssstsssstsssstsssstssssss......
Angehängte Dateien:
-

IMGP2621.JPG
190 KB -

IMGP2623.JPG
190 KB
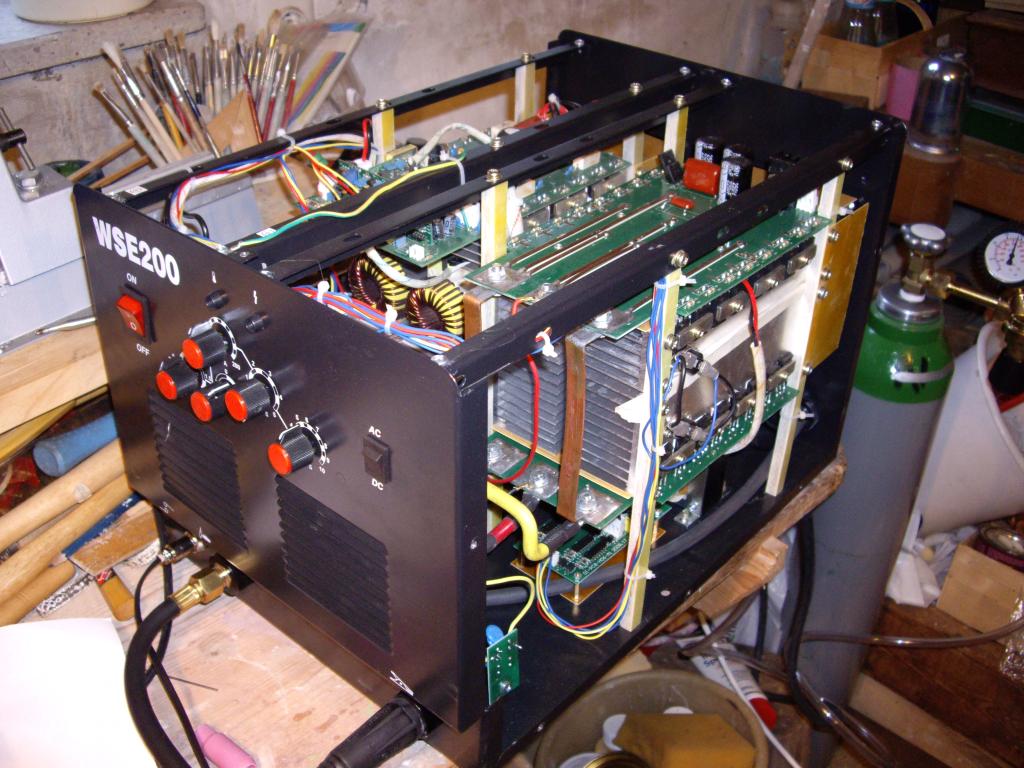
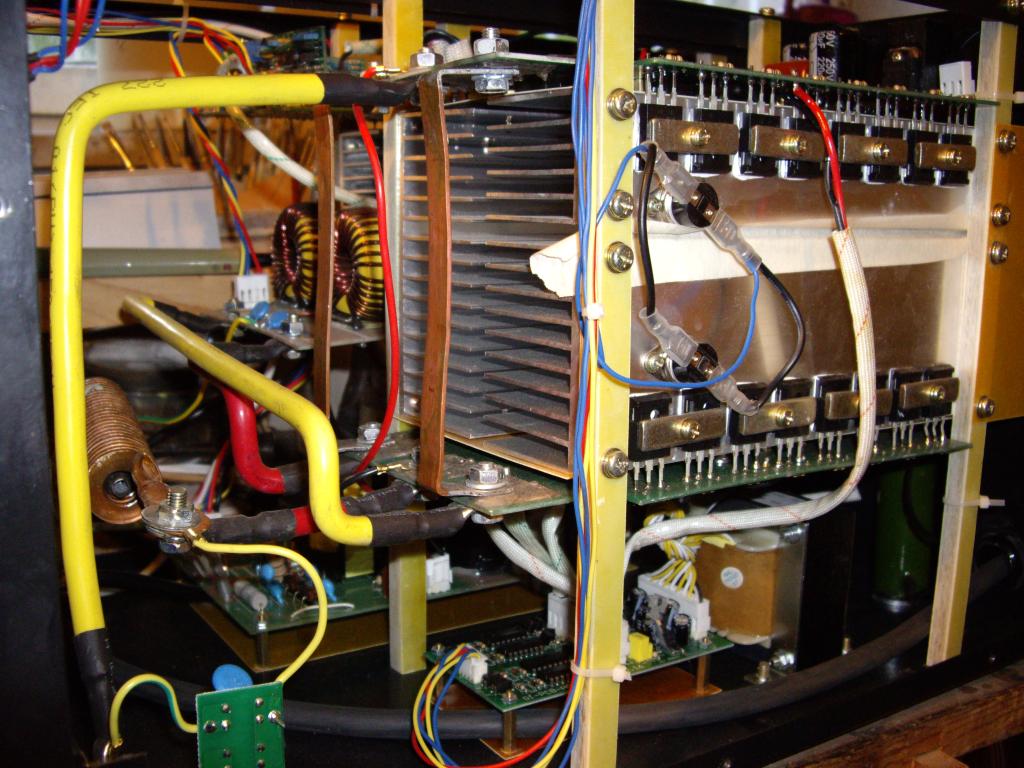
Die chinesischen AC/DC-WIGs (und vermutlich auch MIGs) sind recht modular aufgebaut. Zunächst ein normales SNT (naja, halt mit Strombegrenzung und viel Strom...), und danach eine Vollbrücke für die Erzeugung des Wechselstroms. Wer nur ein DC-Gerät kauft, bekommt auch nur das SNT, daher sind die Dinger auch nur halb so breit ;) Anbei mal Bilder vom WSE200. Der linke Teil ist das SNT, der rechte die Vollbrücke. Insgesamt ist es schon recht erstaunlich, was man da so fürs Geld bekommt... Vom Aufbau her sieht es auch recht ordentlich aus.
> Jepp. Wobei die neuen Inverter wirklich preisgünstig sind. > Deswegen haben wir auch direkt ein "All-in-One" (mit Plasmaschneider) > genommen. Mal nur Interessehalber: was für eine Marke / Modell habt Ihr da und was versteht Ihr unter "wirklich preisgünstig"? Nur daß ich mal so ne Hausnummer habe...
Michael S. schrieb: > Von Hand? Ja, das geht wirklich wie durch Butter. Der Schnitt ist natürlich nicht wie bei CNC, aber für den Rest gibt es ja Bandschleifer oder Fräsen. > Gibts zu, da juckt dir doch das Fell, für den Plasmaschneider > ne CNC-Vorrichtung zu bauen, oder? Dann machts bei dir dann nur noch > ssstssstsssstssstsssstsssstsssstssstsssstsssstsssstsssstssssss...... Ja, hast ja Recht ;-) Allein: uns fehlt die Zeit. Wenn ich überlege, wie viele Spezialmaschinen wir gebrauchen könnten ... :-( Naja, eins nach dem andern. Zum Gerät: ja, unser Gerät sieht so ähnlich aus wie das von Georg. vermutlich gibt es nur einen oder zwei Hersteller in China. Wir haben ein Stahlwerk 200 WIG AC/DC mit Puls+Elektrode+Plasma. Hat um die 730 netto gekostet, mit 50l-Flasche lagen wir bei knapp 900 Euro. Chris D.
Georg A. schrieb: > Wer nur ein DC-Gerät kauft, bekommt auch > nur das SNT, daher sind die Dinger auch nur halb so breit ;) Damit erübrigt sich natürlich die Frage, ob man das Teil auch selbst auf AC umbauen kann. Naja, vielleicht verkaufe ich mal irgendwann das WSM200 und kauf' mir ein WSE200 stattdessen. Die Nützlichkeit eines solchen Geräts im Haushalt wurde mittlerweile, glaub' ich, vom Familienrat anerkannt. :-)
...wobei das Alu-Schweissen durchaus Übung braucht. Stahl ging bei mir recht schnell recht gut. Ok, durch eine Schweisserprüfung schaffe ich es wohl nicht, aber ich schweisse auch keine AKW-Rohre... Beim Alu ist es aber noch eher bruzzeln. Mit zuwenig Strom passiert nix, mit zuviel löst sich gleich alles auf ;) Das erinnert dann eher an das Anlöten von dünnen Lötzinn an dickes Lötzinn...
Ich hab mal Aluprofile mit MIC/MAC (Gleichstrom) geschweißt. Damit das auch was wurde, musste viel angepasst werden. Die Spirale im Schweißpaket musste durch eine aus Teflon gewechselt werden und das Gas musste Argon sein, was auch kein Problem war. Vom Schweißverhalten musste 5cm Naht in 1-2 Sekunden gezogen werden, sonst wäre entweder ein Loch rein gebrannt oder keine vernünftige Verbindung entstanden. Zum Vergleich, bei Stahl sind das erfahrungsgemäß etwa 5-8 sek.
Schöner Thread! Bei vielen Aussagen fühle ich mich richtig heimisch (habe auch vor etlichen Jahren schon eine gebrauchte Profi-WIG-Maschine zzgl. Automatikhelm gekauft und immer noch viel Freude damit). @ Georg A.: Dafür gibt es das Fusspedal zum Einstellen/Modulieren der Stromstärke (und die Puls-Strommodulation). @ Jörg (SCNR): Die Dinger mit dem Drahtvorschub verwenden je nach Material, Kosten und Anspruch an die Nahtqualität Argon (innert, daher MIG) oder CO2, das dann aber im Lichtbogen zerlegt wird (CO als Reduktionsmittel-/Schutzgas und O als "Detergent") also aktiv am Geschehen teilnimmt, daher MAG. Und für WIG kann (bzw. muss) man in manchen Fällen Helium(Gemische) nehmen, macht man aber wg. der erheblichen Gaskosten höchst ungern.
Stefan Wimmer schrieb: > Die Dinger mit dem Drahtvorschub verwenden je nach > Material, Kosten und Anspruch an die Nahtqualität Argon (innert, daher > MIG) oder CO2, das dann aber im Lichtbogen zerlegt wird (CO als > Reduktionsmittel-/Schutzgas und O als "Detergent") also aktiv am > Geschehen teilnimmt, daher MAG. Ja, stimmt, ist aber natürlich beides "Schutzgas", d. h. allein von "Schutzgasschweißgerät" kann man nicht auf MIG/MAG oder WIG schlussfolgern. > Und für WIG kann (bzw. muss) man in manchen Fällen Helium(Gemische) > nehmen, macht man aber wg. der erheblichen Gaskosten höchst ungern. Ist mir bekannt, aber das scheinen exotische Fälle zu sein, und im Gegensatz zu Ar ist He ja nun wirklich sündhaft teuer.
Georg A. schrieb: > ...wobei das Alu-Schweissen durchaus Übung braucht. Stahl ging bei mir > recht schnell recht gut. Ok, durch eine Schweisserprüfung schaffe ich es > wohl nicht, aber ich schweisse auch keine AKW-Rohre... Beim Alu ist es > aber noch eher bruzzeln. Mit zuwenig Strom passiert nix, mit zuviel löst > sich gleich alles auf ;) Das erinnert dann eher an das Anlöten von > dünnen Lötzinn an dickes Lötzinn... Hmmm, ich fand das damals nicht so schlimm. Ich habe auf Alu eigentlich direkt sehr schöne Ergebnisse gehabt (aber natürlich mit AC). Ich hab festgestellt, dass es extrem wichtig ist, dem Werkstück genug Zeit zum Aufheizen zu geben (bzw. große Stückes mit einem Gasbrenner vorzuwärmen). Es dauert z.B. schon bei nicht vorgewärmten 4mm-L-Profilen einige Sekunden, bis man eine vernünftige Schweißraupe hinbekommt. Die Wärmeableitung ist schon extrem. Bei 10mm-Platten geht ohne massives Vorwärmen auch mit 200A nix mehr ... Auf 1mm-Blechen ging es dagegen sofort problemlos. Ich finde, bei Aluminium kann man das Schweißbad sehr gut beobachten und merkt direkt, wenn es nach unten hin durchsacken will. Da kann ich übrigens sehr zur Benutzung eines Fußpedals zur Stromeinstellung raten. Hat man das einmal raus, geht das ganz unterbewusst. Und Anfang und Ende der Schweißnaht werden einwandfrei - die automatische Anhebung/Absenkung empfindet man da nur als Notbehelf. Wenn man dann noch den Gleichanteil so verstellt, dass die Oxidschicht nur gerade eben aufgebrochen wird, dann ist es auch bei Alu fast wie beim Zinnlöten :-) Chris D.
Das mit dem WIG hört sich ja auch nicht schlecht an, aber ich glaube, wenn ich das alles so höre, dass sich Schutzgas bei mir momentan echt nicht lohnt. Als Schüler fehlt eben das Geld sich da sofort was anständiges zu kaufen. Ich werde vorerst mal in ein 200A Elektrodenschweißgerät investieren und mein altes verkaufen, da ich hauptsächlich eher dickere Stähle schweiße. Schutzgas für Bleche kann ich ja dann bei Gelegenheit immernoch mal eins kaufen. Aber vielen, vielen Dank für eure Ratschläge, jetzt weiß ich über vieles besser Bescheid :)
> Da kann ich übrigens sehr zur Benutzung eines Fußpedals zur > Stromeinstellung raten. ...was das WSE (wie wohl die meisten günstigen Geräte) nicht hat. Habs mir aber schon fest vorgenommen, das selber nachzurüsten. Müsste mit einem LED+LDR-Optokoppler parallel zum Poti eigentlich recht einfach gehen und wäre dann auch potentialgetrennt und störsicher...
@Jörg Wunsch (dl8dtl) (Moderator) Benutzerseite >Zusätzlicher Vorteil von Argon: es ist nicht giftig. Ich schweiße >im Keller, mit CO2 hätte ich da ein mulmigeres Gefühl. Selbst, wenn >sich die 2 m³ Argon komplett in meinem Keller verteilen würden, ist >die davon ausgehende Gefahr nicht sehr hoch, da man selbst 10 oder >20 % Anteil in der Atemluft verkraften könnte, während CO2 bereits >mit 8 % innerhalb von 30 ... 60 min tödlich giftig ist. OHHHHH, wenn das mal kein fataler Irrtum ist! Argon ist ebenso wie Stickstoff nun mal ein Gas != Sauerstoff, kann diesen also verdrängen. Und Argon riecht und spürt man in keinster Weise! Da kommt der Blackout OHNE Vorwarnung! CO2 spürt man, wenn man plötzlich kurzatmig wird, eben weil der CO2-Spiegel im Blut hochgeht, und nur DER macht den Atemreiz, NICHT der Sauerstoffmangel. Giftig ala Chlor ist CO2 sowieso nicht, "nur" indirekt durch Überlastung der Chemie im Blut. Aber es gibt eine Vorwarnung. Natürlich nicht in Weinkellern und Gärtanks mit astronomisch hohen CO2 Anteilen und wenn's geht noch Sauerstoffmangel. http://de.wikipedia.org/wiki/Kohlendioxid#Physiologische_Wirkungen_und_Gefahren Mit Inertgasen und Blackout haben sich schon sehr viele Taucher mit Kreislaufgeräten ind die ewigen Jagtgründe geschickt. http://de.wikipedia.org/wiki/Kreislauftauchger%C3%A4t MfG Falk
Falk Brunner schrieb: > Giftig ala Chlor ist CO2 sowieso nicht, Dachte ich bis vor kurzem auch, allerdings hat sich da in den letzten Jahrzehnten offenbar die Meinung gewandelt, und es gilt aufgrund seiner physiologischen Wirkung mittlerweile sehr wohl als giftig. Selbst, wenn du es spürst, hilft dir das (bei hinreichender Konzentration) am Ende trotzdem nichts, weil du selbst dann gegen die daraus gewonnene Erkenntnis nicht mehr ankämpfen kannst, sondern bewusstlos zusammensackst (und dann erst recht in der CO2-"Pfütze" liegst). Bei hinreichend kleiner Konzentration in der Luft schaden beide nichts weiter, aber die Konzentration, bei der man bei CO2 völlig handlungs- unfähig wird, ist (was mich auch erstaunt hatte) sehr viel geringer als die, bei der einem das mit einem Edelgas passiert. Dass beide luftverdrängend wirken, hatte ich mal als bekannt vorausgesetzt.
Hallo, was ich dir nur empfehlen kann ist die Kleinanzeigen mal etwas zu durchforsten, da kriegt man ab und zu billig ein Schweißgerät. Ich habe mir als erstes ein kleines Baumarkt-Schweißgerät (160 A) von Metabo gekauft, bis ich auf eine Kleinanzeige aufmerksam wurde, in der ein altes DDR-Gerät angeboten wurde. Ich hab das Ding jetzt bei mir stehen und es ist der absolute Hammer! Es besteht aus dem Trafo selbst und einem externen Vorschubgerät. Man kann mit dem Trafo auch nur Elektroden verschweißen, wenn man einen Elektrodenhalter anschließt. Oder halt wie normal MIG schweißen. Es ist ein Traum das schweißverhalten ist ein himmelweiter Unterschied zu meinem Baumarktgerät. Mit dem Ding kann man die schönsten Nähte ins Blech zaubern. Mir ist dann auch klar geworden (und meinem Kumpel,der das nicht glauben wollte) was das Geheimnis ist: AMPERE und davon möglichst viel. Man bekommt einen herrlichen Einbrand zustande und solche Nähte halten dann auch richtig, alles andere ist nur rumgebrate. Das niedliche Teil hat übrigens bei 100% ED 450A ^^ Man muss es ja nicht so übertreiben wie ich (allein der Trafo hat mit seinen 250kg schon Möbelcharakter) aber mein Tipp ist: Such dir was älteres, die Dinger gibt es fürn Apfel und n Ei
alex schrieb: > Das niedliche Teil hat übrigens bei 100% ED 450A ^^ Sowas wirst du allerdings vermutlich kaum ohne Dreiphasenanschluss betreiben können. Hat nicht jeder im Keller.
alex schrieb: > was das Geheimnis ist: AMPERE und davon möglichst viel. Dann hat dein Bekannter nur ne große Klappe, aber keine Ahnung. Für jede Anwendung benötigt man die richtige Stromstärke und die richtige Menge an Fülldraht. An einer Blechkarosse kommt man in der Regel mit 80-100 A hin. Leichte Profile bis 10mm Stärke kann man von 120 - 150 A gut verschweissen und dicke Stahlträger eben mit Stromstärken die darüber liegen. 450 Ampere reichen locker um Schiffswände von 30 - 50mm zu schweißen aber das muss man dann auch tadellos beherrschen. Anstatt auf die Stromstärke zu schielen, würde ich mal die Leerlaufspannung beachten. Je höher die ist desto zündwilliger wird der Lichtbogen und da können die Industriegeräte gegenüber den Billiggeräten toppen. Jörg Wunsch schrieb: > alex schrieb: >> Das niedliche Teil hat übrigens bei 100% ED 450A ^^ > > Sowas wirst du allerdings vermutlich kaum ohne Dreiphasenanschluss > betreiben können. Hat nicht jeder im Keller. Jörg Wunsch schrieb: > Hat nicht jeder im Keller. Drehstrom meist schon, aber selten den dafür nötigen Zähler, aber das kann man meist umrüsten(lassen). Ich habe meine Lehre nämlich bei einer Firma absolviert die Hausanschlüsse machte. Da waren die Anschlüsse immer Drehstrom der dann auf Wechselstromzähler verteilt wurden.
Michael S. schrieb: > Drehstrom meist schon, aber selten den dafür nötigen Zähler, aber > das kann man meist umrüsten(lassen). Bei Neuinstallationen (zumindest, falls E-Herde installiert worden sind) oft auch den, aber die Anschlussleitung in den Keller ist dann nur 1phasig hier.
Jörg Wunsch schrieb: > Bei Neuinstallationen (zumindest, falls E-Herde installiert worden > sind) oft auch den, aber die Anschlussleitung in den Keller ist > dann nur 1phasig hier. Gewöhnlich wurden schon vor den Siebzigern Drehstrom-Hausanschluss- Anlagen gebaut. Ob ein Elektroherd oder Durchlauferhitzer später mal genutzt werden soll oder kann war egal. Vom Netz her wurden einfach keine Einphasenhausanschlüsse mehr gebaut. Was dann noch dahinter ist, ist dann wieder eine andere Sache. Wenn man allerdings zeitlich lange genug zurück geht kann man auch Einphasen-Hausanschlüsse finden aber da muss man wirklich sehr weit zurückgehen.
Es ging ja um das Vorhandensein eines Drehstromzählers. Ins Haus gehen natürlich in der Regel drei Phasen rein, das war schon im Haus meiner Kindheit so (Bj. 1929). Allerdings wurden die dann eben auf die 8 Wohnungen + Hauslicht aufgeteilt.
Jörg Wunsch schrieb: > Es ging ja um das Vorhandensein eines Drehstromzählers. Ins Haus > gehen natürlich in der Regel drei Phasen rein, das war schon im > Haus meiner Kindheit so (Bj. 1929). Allerdings wurden die dann > eben auf die 8 Wohnungen + Hauslicht aufgeteilt. Genau das wollte ich damit sagen bzw. das ein Drehstromanschluss im Haus nicht so das Problem sein sollte, wenn man das ja kostenpflichtig ändern kann. Hab ich nämlich auch gemacht als ich mir meine Drehbank und Fräse gekauft hatte. Die laufen nämlich mit Drehstrom.
Leute ist es möglich den WSE200 auf Plasmerschneider umzubauen?
Wer soll denn in einem fast drei Jahre alten Thread mit Thema "Schutzgasschweißgerät Einschaltdauer" so eine Frage vermuten? Die Frage stellst Du besser nochmal komplett neu. Ich mache hier mal dicht.