Hi, ich habe ja schonmal angekündigt, eine CNC Fräse zu bauen. Nun will ich das Portal schweißen und die Linearführungen anbringen. Das muss aber auf die Grundplatte montiert werden und zum bewegbaren Tisch perfekt ausgerichtet sein. Wie soll ich da vorgehen? Ich habe ja schon den Tipp bekommen, mit mit Mineralguss erst mal die Grundplatte "plan" zu machen, und dort meine Linearführung anzubringen. Dabei dachte ich mir jetzt, dass ich den Mineralguss nicht bis ganz nach außen gehen lasse, sondern auf beiden Seiten 15cm frei lasse. Dort montiere ich dann das Portal mit Schrauben. Dabei mache ich großzügige Bohrungen um es noch justieren zu können. Dann besorge ich mir ganz dünne Federstahlbleche, die ich unter den Flansch vom Portal legen kann, um die Höhe nach zu justieren. Dann ziehe ich die Schrauben an und versuche es möglichst exakt auszurichten. Sollte es passen, würde ich es dann verschweißen. Wäre das eine gute Idee, oder soll ich es lieber anders machen. Und wenn ja, wie mache ich es am besten? Danke euch schonmal Gruß Mike
Ja erst mal anpunkten und vorsichtig schweißen, das sollte doch gehen? Es wird ja nurnoch am Flansch dann geschweißt.
Mike Mike schrieb: > Ich habe ja schon den Tipp bekommen, mit mit Mineralguss erst mal die > Grundplatte "plan" zu machen, und dort meine Linearführung anzubringen. Das ist schonmal ein guter Ansatz, Mineralguss dämpft gut und ist schwer. Zum Ausrichten der Linearführungen brauchst du zwingend noch Stahlunterlagen auf dem Mineralguss die du überfräsen kannst, damit du die Anlageflächen für die Führungen sauber hast. Also Mineralguss - Stahlblech (8-10mm) - Linearführung. Mike Mike schrieb: > Dort montiere ich dann das Portal mit Schrauben. Warum nicht das Portal direkt bei dem Mineralguss mitmachen? Das Mischen von Mineralguss und Stahlrahmen wird für gewöhnlich nicht gemacht. Grund ist recht einfach: Was willst du mit einem gut stabilen und schweren Rahmen und einem Labberaufbau drüber? Wenn du schon Mineralgusspantscherei anfängst, warum dann nicht ganz. Deine Grundplatte wiegt dann 200kg und dein Portal 20kg. Das ist wie wenn du deinem Hochhaus eine dicke Betonplatte für den Boden spendierst und den Rest aus Holz drüber baust. Mike Mike schrieb: > Sollte es passen, würde ich es dann verschweißen. Vollig falscher Ansatz. Nichts, absolut nichts ist bei der Lieferung wirklich gerade. Keine Stahlvierkantrohre, keine Linearführungsschiene und schon dreimal keine Aluplatten. Alles, jede Anschraubfläche muss überfräßt werden. Gleiches gilt für deinen Stahlrahmen. Der verzieht sich beim Schweißen so, dass du zwingend den ganzen Rahmen überfräsen (lassen) musst. Zumindest den Part an dem irgendwelche treibenden Elemente anliegen. Da führt kein Weg vorbei. Darum: erst Rahmen schweißen, härten lassen wenn gewünscht, überfräsen sprich Anschraubflächen für Linearführungen- & Wägen plan machen. Mike Mike schrieb: > Ja erst mal anpunkten und vorsichtig schweißen, das sollte doch gehen? > Es wird ja nurnoch am Flansch dann geschweißt. Auch keine gute Idee. Schau dich mal bei Peters CNC-Ecke um. Da sind zum Teil sehr ambitionierte Eigenbauer unterwegs. http://www.cncecke.de/forum/forumdisplay.php?f=132 Hier z.B. ein guter Thread zum Thema Mineralgussfräse: http://www.cncecke.de/forum/showthread.php?t=48858&page=65
Mike Mike schrieb: > Ich habe ja schon den Tipp bekommen, mit mit Mineralguss erst mal die > Grundplatte "plan" zu machen, und dort meine Linearführung anzubringen. > Dabei dachte ich mir jetzt, dass ich den Mineralguss nicht bis ganz nach > außen gehen lasse, sondern auf beiden Seiten 15cm frei lasse. > Dort montiere ich dann das Portal mit Schrauben. > Dabei mache ich großzügige Bohrungen um es noch justieren zu können. > Dann besorge ich mir ganz dünne Federstahlbleche, die ich unter den > Flansch vom Portal legen kann, um die Höhe nach zu justieren. > Dann ziehe ich die Schrauben an und versuche es möglichst exakt > auszurichten. > Sollte es passen, würde ich es dann verschweißen. Wie andere schon schrieben: lass das mit dem Schweißen. Sieh einen vernünftigen Flansch vor und verschraub das Portal. Wenn Du schweißt, verzieht sich mit Sicherheit die mühsam geplante Grundplatte. > Wäre das eine gute Idee, oder soll ich es lieber anders machen. > Und wenn ja, wie mache ich es am besten? Eine Möglichkeit wäre, dass Du den Portalflansch ganz dünn mit gefülltem Gießharz unterfütterst und dann sauber ausrichtest und verschraubst, so dass es überflüssiges Harz seitlich rausquetscht. Nach Aushärtung hast Du dann eine großflächige, saubere Verbindung, ganz ohne Planfräsen. Die Grundplatte fertigst Du so an wie ich es schon an anderer Stelle beschrieben hatte: gefülltes Gießharz auf eine Platte definierter Planheit, Grundplatte kopfüber drauflegen und an drei Punkten mit kleinen Schrauben austarieren - aushärten lassen - fertig ist Deine plane Grundplatte. Ganz ohne Planfräsen und genauer - und viel preiswerter. Chris D.
> Die Grundplatte fertigst Du so an wie ich es schon an anderer Stelle > beschrieben hatte: gefülltes Gießharz auf eine Platte definierter > Planheit, > fertig ist Deine plane Grundplatte. Ganz ohne Planfräsen und > genauer - und viel preiswerter. Kaum. Eine "Platte definierter Planheit" nennt man (mindestens) Richtplatte, und die sind teuer http://www.praezisionstools.de/mwgpt/richtplatte/richtplatte/wg1pt.html 1 Quadratmeter um 5000 EUR. Wer sich so was kauft für eine EINZELANFERTIGUNG, der kann auch die Platte selbst als Grundplatte verwenden. Und Serienproduktion wird er nicht machen, davon stand dort nichts. Und eine Richtplatte leihen ist nicht ganz einfach, vor allem wenn man vor hat sie mit Geissharz einzusauen, das snd deren Besitzer ein wenig pikiert. Einfacher wäre sicher eine Schiefer/Granit/Marmorplatte, aber die ist nicht definiert plan, sondern eben nur eben gerade so plan. Und auch die könnte dann die Grundplatte darstellen. > Dann besorge ich mir ganz dünne Federstahlbleche, Wieso federnd ? Normal sind solche Massbleche aus Edelstahl, schliesslich will man keinen Rost mitmessen.
Erstmal, ich mach also einen großen Flansch unten dran. Reicht eine gute Verschraubung wirklich aus? Ich möchte immerhin Aluminium fräsen können. Und das Gießharz dazwischen, erscheint mir doch zu "weich"? Wie justieren den die Leute das, die kommerziell CNC Fräsen herstellen? Und wegen der Grundplatte hatte Chris D. gemeint, eine Referenzfläche zu nehmen und mit Backpapier zu trennen und diese "abzuformen". Das heißt ich brauche keine Richtplatte zu kaufen.
MaWin schrieb: >> Die Grundplatte fertigst Du so an wie ich es schon an anderer Stelle >> beschrieben hatte: gefülltes Gießharz auf eine Platte definierter >> Planheit, > >> fertig ist Deine plane Grundplatte. Ganz ohne Planfräsen und >> genauer - und viel preiswerter. > > Kaum. Eine "Platte definierter Planheit" nennt man (mindestens) > Richtplatte, und die sind teuer > http://www.praezisionstools.de/mwgpt/richtplatte/richtplatte/wg1pt.html > > 1 Quadratmeter um 5000 EUR. Richtig. Deswegen schrieb ich auch: "wie an anderer Stelle beschrieben hatte". Dort steht dann auch, dass man sich einfach eine Firma mit Richtplatte in der Nähe sucht und dort die Abformung vornimmt. Übers WE ist das kein Problem - manchmal reicht sogar ein Kaffeekassenbeitrag, da ja niemand Arbeitszeit investiert. Und schon hat man eine sehr genaue Grundplatte praktisch für lau. > Und Serienproduktion wird er nicht machen, davon stand dort nichts. Muss er ja auch nicht :-) > Und eine Richtplatte leihen ist nicht ganz einfach, vor allem wenn man > vor hat sie mit Geissharz einzusauen, das snd deren Besitzer ein wenig > pikiert. Nein, nicht ausleihen - hingehen, fragen, machen. Es sollte natürlich klar sein, dass man nicht direkt auf die Grundplatte gießt. Daher: Backpapier drunterlegen :-) Hört sich einfach an, ist es auch. Die Schichtdickenabweichungen dieser Papiere liegen im deutlich einstelligen µ-Bereich (zumindest sind nachher die Platten so genau gewesen). Das geht wirklich gut und habe ich (bzw. jetzt wir) schon mehrfach so durchgeführt. Angenehm ist auch, dass man nicht ins Material fräsen muss, man dessen Stuktur also nicht ändert. Gefrästes Material setzt sich gerne auch noch nach Monaten :-( Chris D.
Mike Mike schrieb: > Erstmal, ich mach also einen großen Flansch unten dran. > Reicht eine gute Verschraubung wirklich aus? Ich möchte immerhin > Aluminium fräsen können. Ja, das reicht - der Flansch benötigt natürlich eine gewisse Auflagefläche und auch Verschraubung - also bitte nicht mit M6 anfangen ;-) Die Flansche unseres Portals haben bspw. 120x180mm Größe mit jeweils 4 M14-Schrauben. Meine manuelle Fräse hat am unteren Ende der Z-Achse (eine 150x150x8mm-Säule) einen 200x200mm-Flasch, der mit 4 M12-Schrauben in der Grundplatte verschraubt ist. Da verbiegt sich auch bei Stahlbearbeitung mit einem 16er-Fräser nichts merklich. Also: keine Panik :-) > Und das Gießharz dazwischen, erscheint mir doch zu "weich"? Nein, nicht einfach Gießharz - es sollte schon spezielles gefülltes sein (wie nehmen hier welches von Akemi - nennt sich Akepox) - quasi Polymerbeton in "fein". Viele neue Maschinen werden nur noch mit Polymerbeton hergestellt - weich ist da nix :-) > Wie justieren den die Leute das, die kommerziell CNC Fräsen herstellen? Die bearbeiten die ensprechenden Auflagen für die Führungen natürlich nach. Meist wird ein Stahlprofil mit vergossen, das dann gefräst, geschliffen und gebohrt wird (Gewinde in Beton sind nicht das Wahre ...). Wir Normalsterbliche machen es am besten per Abformung :-) > Und wegen der Grundplatte hatte Chris D. gemeint, eine Referenzfläche zu > nehmen und mit Backpapier zu trennen und diese "abzuformen". Das heißt > ich brauche keine Richtplatte zu kaufen. Genau :-) Chris D.
Ich würde erst mal ein Modell bauen. Wenns da Schwierigkeiten gibt ist das Lehrgeld, das man bezahlen muss, nicht ganz so hoch. Übrigens schleift die Industrie ihre Mineralgusskörper mit speziellen Schleifmitteln ab um die Planheit zu gewährleisten, die deren Kunden erwarten. http://www.youtube.com/watch?v=D7x4T5suLjs
Chris, könntest du mir mal ein paar Bilder von deiner Fräse zuschicken. Wäre wohl sehr interessant für mich. Ein Modell bauen brauche ich eigentlich nicht, wenn ich von Anfang an alles optimal mache, von daher habe ich noch garnicht mit dem Bau begonnen. Es liegen die Komponenten bereit, aber gebaut wird grad noch nichts. Die Pläne die ich von Anfang an habe, habe ich schon alle wieder verworfen. Wenn man mal bei der Google-Bildersuche CNC Fräse eingibt, kommt viel was zwar toll aussieht, aber nicht fürs Alu bearbeiten geeignet ist. Von daher orientiere ich mich jetzt an den Maschinen, bei denen ich sicher sein kann, dass sie Alu sauber fräsen können.
Mike Mike schrieb: > wenn ich von Anfang an alles optimal mache... > von daher habe ich noch garnicht mit dem Bau begonnen. Wer nichts tut, kann auch keine Fehler machen, genial.
Mike Mike schrieb: > Chris, könntest du mir mal ein paar Bilder von deiner Fräse zuschicken. > Wäre wohl sehr interessant für mich. Ich mache nachher mal ein paar Bilder vom Flansch der manuellen Fräse. Von der CNC habe ich auch Bilder, allerdings ist die noch im Bau und nicht hier vor Ort. Aber Portal- und Grundgestell sind schon fertig. > Ein Modell bauen brauche ich eigentlich nicht, wenn ich von Anfang an > alles optimal mache, von daher habe ich noch garnicht mit dem Bau > begonnen. Es liegen die Komponenten bereit, aber gebaut wird grad noch > nichts. Ein Modell muss man auch nicht unbedingt haben - aber eine 3D-Zeichnung ist praktisch, gerade wenn es mal eng mit dem Platz wird. Da sieht man schnell, was geht, und was nicht. Das ist gut investierte Zeit, gerade, wenn es Änderungen gibt. > Die Pläne die ich von Anfang an habe, habe ich schon alle wieder > verworfen. Woher kenne ich das nur? ;-) Das ging mir damals auch so. Man sollte es aber auch nicht übertreiben - irgendwo muss das Ganze ja auch bezahlbar und im Rahmen bleiben. Die Geschwindigkeit unserer CNC-Fräse ist später eher Nebensache. Die ist weder bankfinanziert noch muss sie tausende Stücke im Akkord auswerfen. Die Maschinenstunde kann ich also getrost mit 5 Euro ansetzen ;-) Wenn sie für ein Teil statt 10 Minuten 20 benötigt, dann stört das wenig. Dementsprechend werde ich auch die Antriebe auslegen: Stepper mit preiswerten Endstufen. Also: immer schauen, was die Fräse später wirklich leisten soll. Chris D.
;) Danke dass du Bilder machst, stellst du sie hier ein, oder soll ich dir meine Email Adresse schicken? Und was die Fräse leisten soll ist immer so eine Sache, man will immer, dass sie alles kann. Wenn ich mir da Maschinen angucke, die im 7 bis 8 Stelligen Bereich kosten... da wird man echt neidisch, was alles geht :)
Angehängte Dateien:
-

manuelle-fraese.jpeg
120 KB -

cnc-fraese.jpeg
180 KB

Die schlechte Nachricht zuerst: ich hatte gestern Abend keine Zeit/Lust mehr - außerdem sieht die manuelle Fräse und ihre Umgebung im Moment dank PVC-Bearbeitung aus wie die S.. :-} Die elektrostatische Aufladung macht einen waaaahnsinnig ... Die gute Nachricht: ich hatte noch Bilder vom Zusammenbau und Lackierung der manuellen Fräse - so kann man sie vorzeigen ;-) Der Flansch und die Schienenauflagen wurden damals in einer Aufspannung überfräst. Die Grundplatte wurde natürlich auch plangefräst. Heute würde ich wohl abformen. Ich muss mich bzgl. der Flanschmaße der CNC korrigieren: das sind nur 160x100mm-Flansche, die oberen Portalrohre haben 100x100x6mm Wenn der bereits gefräste Bereich der Lagerung der Y-Achse für Linearführungen seltsam aussieht - da kommen Kreuzrollenführungen rein. Da habe ich noch einige neu auf Lager und es wär schade, die nicht zu verwenden. Wegen "Resteverwertung" sind auch die Portalständer etwas seltsam mit Sockeln aufgebaut - aber nur so war ohne Neumaterial die gewünschte Höhe über Tisch zu erreichen :-) Sorry für die Bildqualität des Portals - das Bild stammt von meinem Maschinenbauer, nicht von mir. Also, für die manuelle Fräse kann ich definitiv sagen, dass man damit mit einem 16er-Schaftfräser 10mm Alu wegnehmen kann, ohne Rattermarken oder Schwingungen zu haben. Bei der CNC verlasse ich mich auf die 50 Jahre Erfahrung im Sondermaschinenbau :-) Ich hoffe, die Bilder helfen etwas weiter bei der Einschätzung. Chris D.
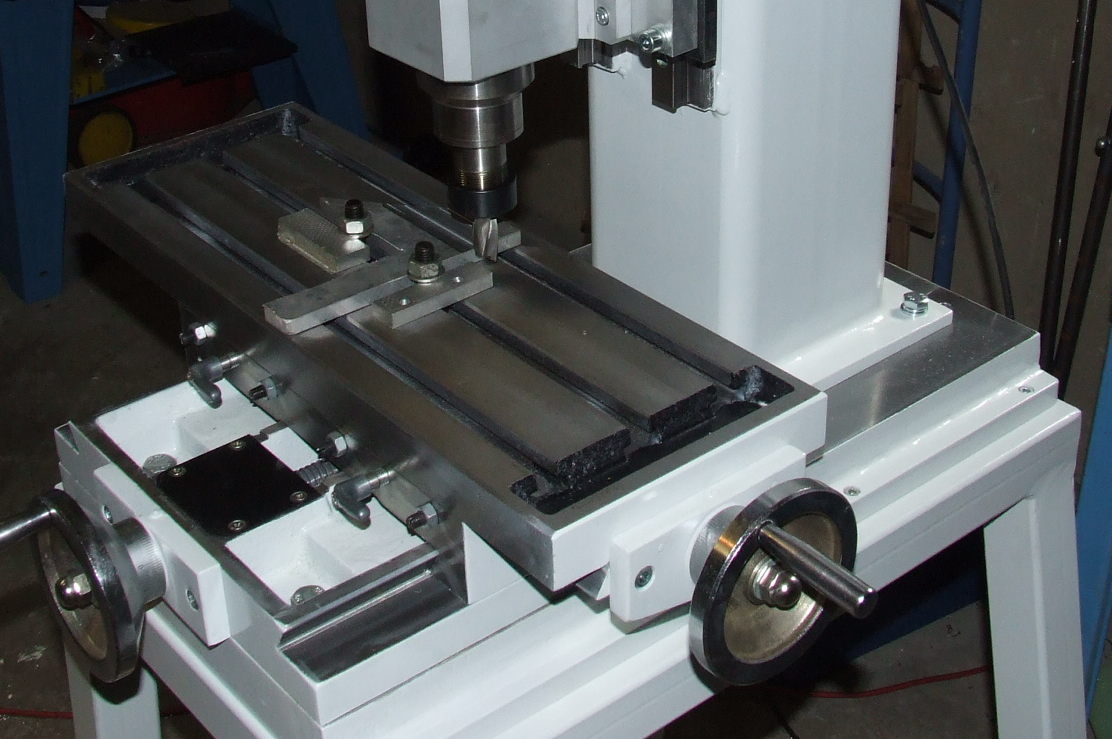
Chris D. schrieb: > Die elektrostatische Aufladung macht einen waaaahnsinnig ... Dafür gibts ja Staubsauger mit Schlauch und dünner Spitze. Die Maschine im ersten Bild hat ja so toll durchdachte Taschen, das da die meisten Späne schön gesammelt werden. Sieht sonst ganz brauchbar aus.
Michael S. schrieb: > Die Maschine im ersten Bild hat ja so toll durchdachte Taschen, > das da die meisten Späne schön gesammelt werden. Das musst Du den Chinesen erzählen. Aber sonst sind die Schwalbenschwanzführungen erstaunlich genau. Ich wollte immer mal Abdeckungen machen ... aber wie das so ist: nichts hält länger als ein Provisorium :-) > Sieht sonst ganz brauchbar aus. Ja, für meinen ersten Versuch und fast null Ahnung von Maschinenbau damals nicht schlecht - und fast täglich im Einsatz :-) Chris D.
Ok, nach dem Bild, vertraue ich den Verschraubungen dann :D Na gut, dann hol ich mir mal einen Fachstahl, wie dick hast du das genommen? 20mm ?
Du meinst für die Flansche? Bei der CNC ist das 15mm-, bei der manuellen war es 12mm-Material. Chris D.
Uia, mir hatten zwei Motoren gefehlt, die habe ich am 6.8. in Shenzhen (über Ebay) bestellt. Heute früh waren die schon da. Und auf dem Paket stand sogar Shenzhen drauf. Das ist echt mal ratz fatz gegangen :)
Chris, welches Backpapier verwendet ihr, und wie habt ihr die Dicke kontrolliert?
Stimmt das wollte ich auch noch fragen. Ich hab hier ein sehr dünnes von der Rolle, das beim Rewe gekauft wurde. Die Zuschnitte sind wohl weniger was, da ich dann wohl mehrer "Nähte" dann habe Mit Trennwachs lässt der wohl seinen Tisch nicht besprühen ;)
Interssierter schrieb: > Chris, welches Backpapier verwendet ihr, und wie habt ihr die Dicke > kontrolliert? Puh, gute Frage - welche Marke das ist, kann ich jetzt gar nicht sagen - auf jeden Fall war es überbreites Papier. Ich meine, von "ja!", bin mir aber nicht sicher, da die Abformungen nicht hier gemacht werden. Man müsste auch eine entsprechende Kunststofffolie (Mylar?) nehmen können - ich weiss allerdings nicht, wie die sich ablöst. Kontrolle erfolgte beim ersten Abguss (ich glaube, das war eine 400x400mm-Platte) per Taster auf einem CNC-Zentrum (Raster war 10x10mm, also 1600 Messpunkte - hat auch knapp zwei Stunden gedauert ;-). Alle Abweichungen lagen unter +/- 0,002mm. Also für unsere Maschinengenauigkeiten absolut ausreichend. Chris D.
Mike Mike schrieb: > Stimmt das wollte ich auch noch fragen. Ich hab hier ein sehr dünnes von > der Rolle, das beim Rewe gekauft wurde. Die Zuschnitte sind wohl weniger > was, da ich dann wohl mehrer "Nähte" dann habe Ja, auf jeden Fall von der Rolle - und Überbreite :-) > Mit Trennwachs lässt der wohl seinen Tisch nicht besprühen ;) Ich denke, das wird auch nicht so genau werden - der Wachsfilm dürfte stark in der Dicke variieren. Chris D.
Mike Mike schrieb: > Mit Trennwachs lässt der wohl seinen Tisch nicht besprühen Haste schon gefragt? Ich glaube nicht das dich da jemand an seine Platte ran lässt. Warum überhaupt die ganze Aktion? Gieße ein paar Vierkantrohre in eine Platte ein und lass die Rohre nach dem Aushärten in einer Schleiferei parallel plan schleifen. Die Platte selbst muss ja nur massiv sein, aber kaum plan.



@Michael, ich verstehe gerade nicht wie du das meinst. Es geht um die Grundplatte, auf die die Linearführungen drauf sollen. Ich hab im Anhang mal die Ersten Bilder vom Portal. Habe vorher mal an einigen Blechen WIG Schweißen geübt, bin also noch kein Profi. Innen, wo ich die Düse auflegen konnte, sind die Schweißnähte einigermaßen geworden, aber an der Stirnseite hab ich mir recht schwer getan. Aber soweit ich das beurteilen kann, ist die Schweißung kraftschlüssig. Hab mal von einer "schönen" Naht ein Bild gemacht, vllt. kann ein Profi dazu was sagen, ob es so okay ist, oder ob ich da auch noch weiter dran arbeiten muss. Das Material für den Flansch kommt erst die Tage an, konnte ich heute noch nicht befestigen. Hab mal zum Testen einen Wellenbock aufgelegt, der 400mm hat, um abschätzen zu können, wieviel Spielraum der Z Achsenhalter den jetzt wirklich haben wird.Hat also nichts mit dem eigentlichen Bild zu tun. Gruß Mike
Michael S. schrieb: > Haste schon gefragt? Ich glaube nicht das dich da jemand an seine > Platte ran lässt. Der Glaube hilft wenig - er muss einfach mal fragen. Die Leute sind hilfsbereit, wenn man einfach mal hingeht, und erklärt, was man vorhat. Bei mir war es damals so, dass die das selbst nicht kannten und einfach neugierig waren. Und dann fährt man da Freitag Nachmittag hin, legt das Ding auf und spendet großzügig für die Kaffeekasse - fertig. > Warum überhaupt die ganze Aktion? Weil die Methode unschlagbar preiswerte und genaue Referenzflächen erzeugt. Dazu gibt es kein mögliches Verspannen des Werkstücks auf dem Maschinentisch. Gerade bei vergossenen Teilen ist das ein Problem, das durchaus zu rissen führen kann. > Gieße ein paar > Vierkantrohre in eine Platte ein und lass die Rohre nach dem > Aushärten in einer Schleiferei parallel plan schleifen. Doppelte Arbeit + mehr Geld für ein schlechteres Ergebnis? > Die Platte > selbst muss ja nur massiv sein, aber kaum plan. Ist kein Mehraufwand und schadet nicht. Mike Mike schrieb: > @Michael, ich verstehe gerade nicht wie du das meinst. > Es geht um die Grundplatte, auf die die Linearführungen drauf sollen. Er meint wahrscheinlich, dass nur die Bereiche der Führungsauflagen planparallel sein müssen. Aber wenn man eh einen Abguss macht, kann man auch direkt alles abgießen. Dann hat man auch direkt eine Referenz für die Lagerböcke der Spindeln. > Ich hab im Anhang mal die Ersten Bilder vom Portal. > Habe vorher mal an einigen Blechen WIG Schweißen geübt, bin also noch > kein Profi. Innen, wo ich die Düse auflegen konnte, sind die > Schweißnähte einigermaßen geworden, aber an der Stirnseite hab ich mir > recht schwer getan. > Aber soweit ich das beurteilen kann, ist die Schweißung kraftschlüssig. Das sieht doch schon gut aus - mach Dir da mal keine Sorgen. Ist auf jeden Fall ein solides Portal :-) Und: Ja, WIG macht Spaß :-) Chris D.
Ja solide finde ich es auch, aber mal sehen, wenn nicht, können ja noch Verstrebungen rein;) Ich bin mir aber noch nicht sicher, was ich denn als eigentliche Grundplatte nehmen soll, und wie dick. Was hast du damals genommen, und wie dick ist deine Mineralgussschicht geworden?
Und den Lack bin ich auch gerade am raussuchen, da bin ich mir auch noch nicht so sicher welchen. Grundierung/Rostschutz und den eigentlichen Lack ist ja denke ich die normale Art zu lackieren, bzw. zu Streichen. Aber gibt es nicht mittlerweile so einen "Werkzeuglack", mit dem ich nur einmal Streichen muss?
Mike Mike schrieb: > Es geht um die Grundplatte, auf die die Linearführungen drauf sollen. Meinte ich auch. Wenn, das sollte man sich darüber Gedanken machen was man überhaupt erreichen will? So ein Portal zusammen zu schweißen ist keine große Sache(zumindest für mich) aber Maschinensteif und konstruktiv sinnvoll ist das damit noch nicht. Schließlich benötigt man Steifigkeit (und das heißt dann auch auf Biegung und Schwingungsdämpung) an den Auflagern der Führungsschienen, den Säulen, den Verbindungen zu den Auflagern der Achsen und den Spindellagern/Motoren. Mike Mike schrieb: > Ja solide finde ich es auch, aber mal sehen, wenn nicht, können ja noch > Verstrebungen rein;) Überlege dir mal in welchen Freiheitsgraden die Kräfte beim spanen wirken? Wenn deine Portalbrücke mit Mineralguss vergossen werden soll, wie soll das Zeug denn in die Rohre zwischen die Säulen fließen? Denn da muss es ja auch hin, sonst biegen sich die Rohre bei starker Belastung im ungünstigsten Fall durch. Selbst wenn es nur im Hundestel- Bereich ist, kann das schon zu viel sein, insbesondere bei sehr feinen Werkzeugen. Dann machts nämlich schnell "Knack". Chris D. schrieb: > Ist kein Mehraufwand und schadet nicht. Nützt aber auch nichts. Ist allenfalls Kosmetik. Na, macht man. Ich glaube jedenfalls noch nicht so recht dran. Chris D. schrieb: > Gerade bei vergossenen Teilen ist das ein Problem, das > durchaus zu rissen führen kann. Kann man durch Bewehren vermeiden. Ist nichts anders wie im Betonbau. Damit werden Zugspannungen abgefangen. Mike Mike schrieb: > Aber gibt es nicht mittlerweile so einen "Werkzeuglack", mit dem ich nur > einmal Streichen muss? Ist das nicht etwas verfrüht? Ich würde Hammerschlageffektlack empfehlen. Farbtonmäßig wird im Maschinbau gern der Farbton "Resedagrün" genommen, aber es geht natürlich jeder andere dezente Farbton. Auf einem Schrottplatz hab ich schon mal eine mittelgroße Drehbank (mit Transmissionsantrieb) gesehen, die war in Pink gestrichen. Wer es mag? Natürlich muss man vorher grundieren, oder nimmt Hammerit, der würde sogar auf Rost halten. Vorher Entfetten sollte man aber trotzdem nicht vergessen. Mike Mike schrieb: > Ich bin mir aber noch nicht sicher, was ich denn als eigentliche > Grundplatte nehmen soll, und wie dick. Ein Minimum von 5cm würde ich schon kalkulieren. Das ist auch meines Wissens, die Mindestdicke von Estrich, was ähnlich sein dürfte. Zehn Zentimeter wäre natürlich steifer, aber auch durch das doppelte Gewicht viel schwerer zu handhaben. Eine Bewehrung würde ich aber schon einplanen. Mike Mike schrieb: > Was hast du damals genommen, und wie dick ist deine Mineralgussschicht > geworden? Was hast du denn da für ein Zeug im Sinn? Das würde mich mal interessieren was es da an Infos gibt, insbesondere wer das liefert, was es kostet und zu verarbeiten ist. Chris D. wollte ja zum Thema Mineralguss mal was Ausführlicheres posten, aber dazu ist es dann irgendwie nicht gekommen. Ist auch schon lange her.
Hi erstmal zur Biegung und Steifigkeit, wie gesagt der Flansch ist noch nicht da, habe keine Teile dafür da. Der schließt pro Säule aber zwei Rohre ein, welche die ganze Konstruktion gegen durchbiegen abhalten soll. Bei Mineralguss dachte ich, reicht es wenn innen und außen nicht in Berührung kommen? Oben is noch offen zum füllen. Aber die Querrohre hatte ich eigentlich nicht vor zu füllen, sondern zu "umfüllen". Und das mit dem Abformen vom Tisch, ich weiß nicht ob wir aneinander vorbeireden, aber ich habe zwei Linearführungen, eine Kugelumlaufspindel mit Los und Festlager, und die müssen doch perfekt zueinander ausgerichtet sein. Ein Steigungsunterschied, und der Tisch klemmt. Von daher kommt auf die Grundplatte der Guss, damit ich eine perfekte Fläche habe, denn dort muss ich mich nur noch um die Parrallelität kümmern.
Da hat er es im zweiten Post doch beschrieben. www.mikrocontroller.net/topic/gussteile-aus-2k-epoxy-pur-polyester#26258 63 Weiter unten stand glaub auch noch was, hab grad nur ein Smartphone da
mikeii schrieb: > Hi erstmal zur Biegung und Steifigkeit, wie gesagt der Flansch ist noch > nicht da, habe keine Teile dafür da. Der schließt pro Säule aber zwei > Rohre ein, welche die ganze Konstruktion gegen durchbiegen abhalten > soll. Bei Mineralguss dachte ich, reicht es wenn innen und außen nicht > in Berührung kommen? Oben is noch offen zum füllen. Aber die Querrohre > hatte ich eigentlich nicht vor zu füllen, sondern zu "umfüllen". Ich würde mir überlegen, ob ich die Rohre überhaupt fülle. Dein Portal ist auch so schon ein schwerer Trümmer und hat schon eine ordentliche Steifigkeit. In der CNC-Ecke berichten viele, dass das Füllen immer relativ wenig bringt - da hilft eine Querverstrebung mehr. Aber wie gesagt: ich denke, Dein Portal kannst Du so lassen. > Und das mit dem Abformen vom Tisch, ich weiß nicht ob wir aneinander > vorbeireden, aber ich habe zwei Linearführungen, eine Kugelumlaufspindel > mit Los und Festlager, und die müssen doch perfekt zueinander > ausgerichtet sein. Ein Steigungsunterschied, und der Tisch klemmt. > Von daher kommt auf die Grundplatte der Guss, damit ich eine perfekte > Fläche habe, denn dort muss ich mich nur noch um die Parrallelität > kümmern. Genau - wobei ich die Platte selbst relativ dünn (10-15mm) wählen und unter diese dann eine entsprechende Rohrkonstruktion schweißen würde, so dass die Rohre genau unter den Führungen bzw. Lagerböcken verlaufen. Dann ist die Steifigkeit viel höher - bei relativ geringem Gewicht. Die eigentliche Gießharzschicht ist dann vielleicht 2-3mm hoch. Es geht ja nur darum, die Unebenheiten auszugleichen. @Michael Zu echtem Mineralguss kann ich selbst wenig sagen - da sind andere die Experten. Wir formen hier "nur" ab und aufgrund der geringen Schichtdicken sind diese Harze natürlich anders aufgebaut als echter Mineralguss, der ja auch sehr grobe Komponenten enthält und bei dem auch andere Faktoren wie Erwärmung etc. eine Rolle spielen. Aber ich hatte Fotos vom Abgießen versprochen. Leider ist mein Maschbauing. z.Z. im Urlaub aber das Material für die Y- und Z-Achse ist schon da. Ich hoffe, dass ich bald Fotos von so einem Abguss machen und hier einstellen kann. Chris D.
Hi alle zusammen. der letzte Beitrag ist schon einige Monate her, aber trotzdem mal die Frage an Mike Mike: Bist du mit deinem Bau inzwischen weiter voran gekommen? Mich würde brennend interessieren wie das gute Stück in Moment ausschaut : ) Ich hab nämlich vor, mir ebenfalls eine Portalfräse in etwa in der Größenordnung zu bauen wie es auf deinen Bildern erkennbar ist. Stecke aber noch in der anfänglichen Planung. Also, würde mich über Infos zum aktuellen Stand echt freuen :)
Maxim J. schrieb: > Ich hab nämlich vor, mir ebenfalls eine Portalfräse in > etwa in der Größenordnung zu bauen wie es auf deinen Bildern erkennbar > ist. Stecke aber noch in der anfänglichen Planung. Dann würde ich das hier ganz schnell verwerfen. Das ist nämlich ziemliche Käsefräseaktion. http://www.cncecke.de/forum/index.php Anmelden und sich da (hoffentlich) sachkundig beraten lassen. Die Konstruktion hier halte ich nicht für optimal.
Angehängte Dateien:
-

Bild.png
34 KB
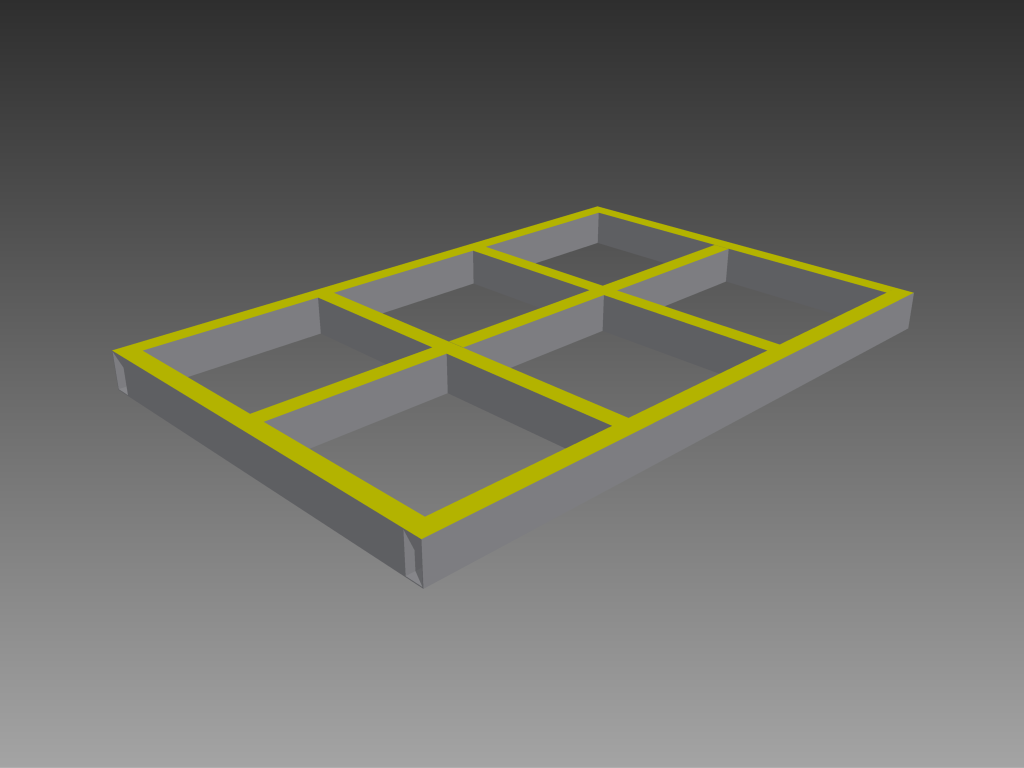
Ja da bin ich auch seit kurzem angemeldet und fleißig auf der suche nach Lösungen für all die diversen Probleme :D Warum hälst du die Konstruktion für untauglich? Man sieht ja noch nicht ganz so viel auf seinen Bildern :) Ich mein, man muss ja "nur" irgendwie, irgendwo dafür sorgen das das Gestell für den Tisch (als Beispiel die vereinfachte Zeichnung) plan gefräst wird (gelbe Flächen in der Zeichnung) und dann gleich am besten noch Anschläge an den Seiten anfräsen (für die Linearführungen). "Schon" hat man sein erstes präzises Teil. Ich versuche gedanklich erst mal nur beim "Tisch" zu bleiben und noch nicht so viel an das Portal selbst zu denken. Erst mal der Tisch : ) und der muss halt plan sein und die Linearführungen (wenn man sich denn für die Führungsart entscheidet, was bei der größe doch sehr warscheinlich ist) müssen nunmal paralel zueinander und höhengleich sein. Wird das nicht auch so bei Industriemaschinen gemacht? Ich grüble seit Tagen darüber wie wohl die erste große Maschine gebaut wurde :D Die konnte doch niemand plan fräsen. Ist wie die Frage nach dem Huhn und dem Ei. Sorry ich bin ganz klar Anfänger :D verzeih mir meine Naivität ; ) aber man wird ja mal drüber nachdenken und diskutieren dürfen. Macht ja auch spaß ^^ Ich hab heute eine Firma relativ in der Nähe gefunden und gleich mal angefragt ob die sowas realisieren können und natürlich ob das bezahlbar ist. Mal schaun was bei raus kommt.
Maxim J. schrieb: > Ich mein, man muss ja "nur" > irgendwie, irgendwo dafür sorgen das das Gestell für den Tisch (als > Beispiel die vereinfachte Zeichnung) plan gefräst wird (gelbe Flächen in > der Zeichnung) und dann gleich am besten noch Anschläge an den Seiten > anfräsen (für die Linearführungen). Zu viel Aufwand für nichts. Überlege mal. Nur die Flächen für die Linearführungen müssen an ihren Auflagen plan gefräst sein. Der Rest ist doch egal, insbesondere wenn später da mal ein Tisch alles verdeckt. Problem wird bei ungeeigneten Materialien sein, das sich die Konstruktion (vor allem bei geschweißten) verziehen kann. Eine Temperaturänderung kann das schon bewirken. Da wäre dann ein Grabsteinplatte schon besser geeignet wenn es präzise werden soll. Hat dann natürlich den Nachteil des Gewichts und der Sperrigkeit. Ist halt davon abhängig wie viel Präzision man braucht und was man bearbeiten will. Maxim J. schrieb: > Wird das nicht auch so bei Industriemaschinen gemacht? Da wird heute geschliffen. Früher hat man Planflächen bei Werkzeugmaschinen oft grob geschabt und mit einem Lineal und Licht kontrolliert. Material präzise zu bearbeiten werden wohl auch schon die Menschen vor 3000 Jahren gekonnt haben aber weniger bei Metallen(Schwertschmiede und -schleifkunst), als viel mehr bei der Bearbeitung von Stein (z.B. Mamor) und zwar alles in Handarbeit. Selbst heute kann man auf den Werkstoff Stein als Material im Maschinenbau noch nicht vollständig verzichten. Viele Bohr-und Fräsmaschinen für die Leiterplattenfertigung haben/ hatten eine Granitplatte als Maschinenbett, obgleich der Trend in Richtung Polymerbaustoffe gehen dürfte. Aber auch die müssen auf einen präziseres Endmaß geschliffen werden, aber natürlich nur da wo es auch sinnvoll ist, nämlich genau wo die Linearführungen nachher auch platziert werden. > Ich grüble > seit Tagen darüber wie wohl die erste große Maschine gebaut wurde :D Die > konnte doch niemand plan fräsen. Ist wie die Frage nach dem Huhn und dem > Ei. Das Problem dürfte damit geklärt sein. Mit jeder neuen Maschinengeneration wurde die Präzision halt immer besser und Innovativ war der Maschinenbau schon immer. Maxim J. schrieb: > Ich hab heute eine Firma relativ in der Nähe gefunden und gleich mal > angefragt ob die sowas realisieren können und natürlich ob das bezahlbar > ist. Mal schaun was bei raus kommt. Kannst du machen, aber dann wird es schnell so teuer das du auch gleich eine fertige Maschine kaufen kannst. Außerdem machen die Firmen das so wie du es willst. Wenn du Murks verlangst musst du das dann auch bezahlen und damit leben. Die Firmen werden dir da keine Innovation verkaufen, denn die musst du selbst haben.
bitte denkt daran, die geschweisten Stücke spannungsfrei zu glühen. Sonst bringt die ganze Planfäserei nichts. Polymerbeton ist keine Hexerei. Ich habe mir Stopox beim Straßenbau besorgt. 10L Gebinde für 60 EURO. Die benutzen das um zB. Brückenlager zu reparieren. Dazu gesellt sich Quarzsand in versch. Körnungen. Den gibts im Baumarkt als Pool Zubehör. Oder beim gleichen Straßenbauer. Die haben versch. Sieblinien. Spezielle Anbieter für Polymerbetonmischungen sind unbezahlbar. 60 EURO /KG !!!! 5-10% vom Gewicht habe ich an Harz zugegeben. Das wird ein krümliges feuchtes Gemisch und wird von Hand verdichtet. Es sei denn man hat einen Rüttler. Das wars auch schon. Stephan
Keine Ahnung was das Stopox fürn Zeugs ist. Auf jeden Fall aufpassen mit der Topfzeit, bzw. ein sehr langsam härtendes Epoxi auswählen. Wenn eine 10L Mischung verkocht kommt auf jeden Fall die Feuerwehr, brauch ihr nichtmal selber rufen ;) Gut, der hohe Mineralanteil entschärft die Gefahr etwas, aber man sollte wissen was man tut. Ich habe ein Giessharz genommen und die Mineralanteile selbst gemixt, wie schon von Stephan geschrieben.
Thomas H. schrieb: > Auf jeden Fall aufpassen mit der Topfzeit... Dafür gibts einen Inhibitor beim Harz-Lieferanten, um das in den Griff zu bekommen. Stephan Henning schrieb: > Es sei denn man hat einen Rüttler. Ist schwer zu bekommen weil die Dinger anscheinend bei Bauern mit Getreidesilo heiß begehrt sind und hohe Preise zahlen.
Michael S. schrieb: > Problem wird bei ungeeigneten Materialien > sein, das sich die Konstruktion (vor allem bei geschweißten) > verziehen kann. Ja sicher verzieht sich das, beim schweißvorgang selbst. Aber das wird doch im Anschluss dann eben wieder plan gefräst/geschliffen. Oder meinst du das sich das nacher bei fertiger Maschine noch verzieht? @ Stephan Henning und Thomas H. Wie geht ihr denn weiter mit diesem Zeug vor? Also das härtet anscheinend aus... so viel hab ich verstanden aber wo kommts hin und wie mach ich das am besten. Und vor allem. Von alleine wirds sicher auch nicht plan. Weiter oben kann man z.B. lesen, dass das ganze mit einer planen Grundfläche gemacht wird. Geht es auch anders? Irgendwie steig ich da noch nicht ganz hinter. Was gibts noch für Ansätze, meine Linearführungen paralel zueinandern und höhengleich zu montieren? Von der Genauigkeit reicht mir im mm-Bereich eine Stelle nach dem Komma locker aus. Also im zehntel-Bereich bin ich sehr gut bedient. Was ich bisher so gelesen habe darf ich warscheinlich auch gar nicht mehr erwarten :D
Du musst mit dem Mineralguss schon eine plane Fläche abformen. Alles andere wäre Blödsinn. Das ist ja das geniale an dem Zeug, das es aufs Tausendstel genau die Form wiedergibt. Hinterher bearbeiten kannst du jedenfalls vergessen. Ich habe keine Fräse aus dem Guss gemacht, nur nen Maschinenfuss. Ich würde das Material beim Bau einer Fräse aber bevorzugen. Für die Führungen würde ich Stahlkötze im Grunkörper vorsehen, in die später die Gewinde gebohrt werden. Die Planfläche ergibt sich, also musst du "nur noch" die Führungen in einer Achse ausrichten. Vielleicht erstmal eine festschrauben und dann eine Messuhr dran montieren. Damit die andere Führung abfahren und wenn die passt auch festschrauben. Zum Schluss alles verstiften. Das ist aber nur mal laut gedacht, bin kein Profi in dem Fach..
Maxim J. schrieb: > Oder meinst > du das sich das nacher bei fertiger Maschine noch verzieht? Wenn man Schweißt, baut man auch Spannungen ein und ob die durch Warmglühen ganz verschwinden, beherrschen vielleicht ein paar Profis die auch die Möglichkeiten dazu haben. Maxim J. schrieb: > so viel hab ich verstanden aber wo kommts hin und wie > mach ich das am besten. Na, vor allem da wo deine Linearführungen platziert werden. Jede Ungenauigkeit führt sonst dazu das die Schlitten klemmen. > Und vor allem. Von alleine wirds sicher auch nicht plan. Da nimmste ein dicke Siebdruckplatte, die ist ziemlich plan. > Weiter oben kann man z.B. lesen, dass das ganze mit einer > planen Grundfläche gemacht wird. Geht es auch anders? Irgendwie steig > ich da noch nicht ganz hinter. Kann man, ist doch aber gar nicht nötig. Du brauchts nur zwei miteinander verbundenen möglichst genaue Streifen eines verwindungssteifen Materials. Das kann auch eine Granitplatte oder Polymerbeton sein. > Was gibts noch für Ansätze, meine Linearführungen paralel zueinandern > und höhengleich zu montieren? Von der Genauigkeit reicht mir im > mm-Bereich eine Stelle nach dem Komma locker aus. Also im > zehntel-Bereich bin ich sehr gut bedient. Was ich bisher so gelesen habe > darf ich warscheinlich auch gar nicht mehr erwarten :D Entweder von der Genauigkeit ein aufbauendes oder ein abbauendes System. D.H. entweder ist die Form schon genau oder man trägt so viel Material ab bis es dann genau ist. Da muss man eben ein bisschen ausprobieren. Eine Feinabgleich kann man mit Metallfolie und einer Messuhr vornehmen, was sowieso wohl nicht zu vermeiden ist. Thomas H. schrieb: > Vielleicht erstmal eine > festschrauben und dann eine Messuhr dran montieren. Damit die andere > Führung abfahren und wenn die passt auch festschrauben. Da bringt man das Bett erst mal in eine Schleiferei und schleift die Bereiche wo die Linearlager montiert werden, plan. Dann kann man eine Schiene montieren und mit einer Messuhr die zweite Schiene ausrichten. Durch zwischenlegen von Metallfolie kann man noch die letzten Ungenauigkeiten herausbekommen. Die Schrauben sollte man mit einem Drehmomentschlüssel und gleichen Drehmomenten anziehen.
also ich hatte den Stopox GH205 http://www.sto.com/webdocs/0000/SDB/T_04807x003_0101_DE_03_00.PDF die Topfzeit war mit 4 Stunden eigentlich schon fast zu lange. Ich habe damit das Bett für die Auspannfläche ausgegossen. Auch sämtliche Alupfofile soweit es ging. Meine Sieblinie ging von 0,3-0,8mm. Heute würde ich sogar 0,3-3 oder 4mm nehmen. Je mehr Anteil an Stein desdo härter. Ebenfalls gut bewährt hat sich Acryharz. Der ist nochmal etwas härter als Epoxyd. Nicht zu verwenden ist Polyester. Der schrumpft zu sehr. Ich habe auch immer nur keline Mengen hergestellt. 500g Weise. Und vorher alle Ritzen und Fugen abdichten. Man glaubt nicht wo der überall raus kommt. Wie bereits gesagt, eine Nachbearbeitung ist fast aussichtslos. Damit ruinierst Du jeden Fräser. UND der absolute Nullpunkt, wächst nicht am Baum. Der muss als erstes geschaffen werden. Überlege also wie Du das konstruktionstechnisch bewerkstelligen kannst. zB. Du gießt das Maschinenbett. Die Oberseite soll NULL sein. Du kannst es jetzt aber nicht einfach auf eine Fräse packen und abfräsen. Die Unterseite ist ja nicht Plan. Es sei denn als Unterlage dient eine bereits geplante Platte. Gruß
Michael S. schrieb: > Wenn man Schweißt, baut man auch Spannungen ein und ob die durch > Warmglühen ganz verschwinden, beherrschen vielleicht ein paar > Profis die auch die Möglichkeiten dazu haben. das Glühen dient aber genau dazu. Und wer das anbietet beherrscht das auch. Sowas machen Schlosserein in Öfen. Die Bezahlung erfolgt meist nach Gewicht. Auf www.cncecke.de ist dazu reichlich zu lesen. Gruß
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.