Moin, da ich doch mal CNC-Bohren probieren will, mal zur Vorbereitung eine Frage: Gibt es eine Möglichkeit, die Bohrungen von Bauteilpads im Board gleich groß zu machen? Ich habe von einem Board mal das Bohrprogramm erstellt und angesehen. Da habe ich aber jetzt 0,61mm 0,8mm 0,813mm 0,914mm 1,016mm 1,118mm 2mm Die 2mm kommen von Bohrungen, die ich selber gesetzt habe, 1mm von den Kabelanschlusspads und 0,8mm von den Vias. Wenn ich die Pads für THT-Bauteile auch mit 0,8mm bohre, bräuchte ich drei Durchmesser, das Programm verwendet aber sieben. Den Viadurchmesser kann man später noch mit 'change' ändern, aber geht das auch irgendwie für die anderen Pads? Natürlich kann man das Programm von Hand umschreiben, aber das wäre natürlich nicht die eleganteste Lösung. Mit DRC kann man die Padgröße ändern, aber für Bohrungen geht das anscheinend nicht.
Die Bohrdurchmesser für die Bauteile stehen fest in der Bauteildefinition. Man könnte die Bibliotheken ändern oder gleich SMD verwenden ;-) cnc-drill.ulp hast du schon angesehen. Das ließe sich bestimmmt anpassen und würde dir dann direkt GCode liefern.
Michael A. schrieb: > Die Bohrdurchmesser für die Bauteile stehen fest in der > Bauteildefinition. Das ist klar. Deshalb geht das mit change auch nicht. Michael A. schrieb: > Man könnte die Bibliotheken ändern Um mir das Ändern des Programms zu sparen… Daran habe ich auch gedacht, aber das lohnt sich gar nicht :-) Michael A. schrieb: > gleich SMD verwenden ;-) Kabellötpunkte oder Vias gibt es nicht in SMD… Michael A. schrieb: > cnc-drill.ulp hast du schon angesehen. Ja, und gcode_02.ulp Die Daten kriege ich ja auch richtig raus, aber die Funktionen geben eben auch nur aus, was ihnen das Board sagt. Michael A. schrieb: > Das ließe sich bestimmmt anpassen Glaube ich nicht. Man könnte die höchstens so umschreiben, dass alle Bohrungen gleich sind. Aber das bringt mich auf die Idee, den Bohrdurchmesser runden zu lassen. Das muss ich mal ausprobieren.
Angehängte Dateien:
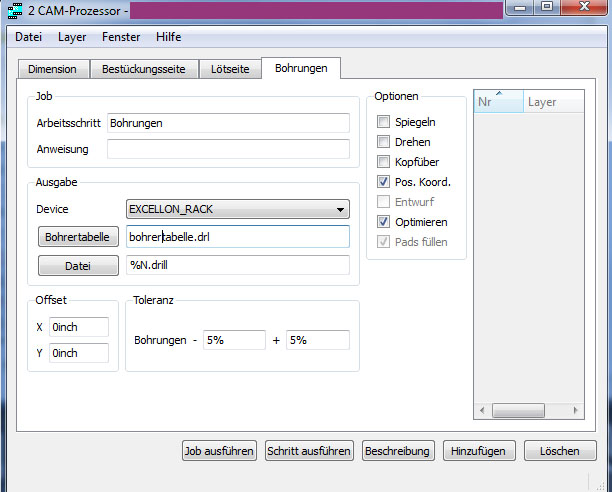
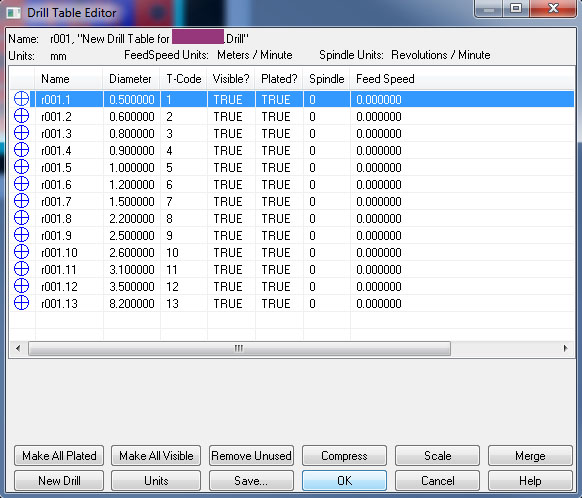
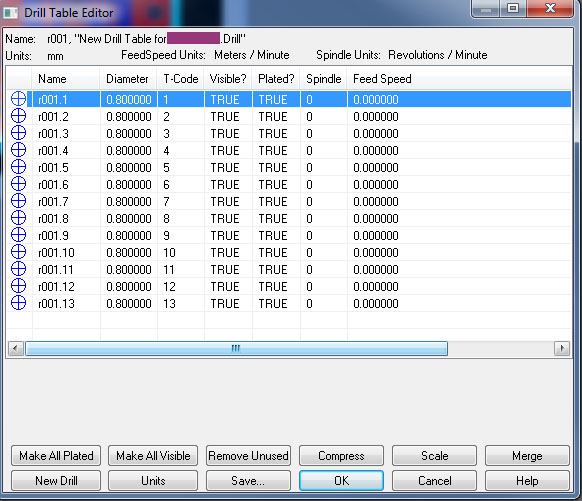
Dussel schrieb: > gleich groß zu machen? Ich habe von einem Board mal das Bohrprogramm > erstellt und angesehen. Da habe ich aber jetzt > 0,61mm > 0,8mm > 0,813mm > 0,914mm > 1,016mm > 1,118mm > 2mm Die erste Variante wäre im Eagle Cam-Editor Bohrungen als Device:Excellon_Rack zu exportieren. Erstens kannst du da Werkzeugdurchmesser an Werkzeugnummer verknüpfen, Zuweisung läuft über diese Bohrertabelle (*.drl). Zweitens kannst du die Bohrer ab-und aufrunden, Toleranz Einstellung z.B- +-5% (siehe Bild1) die zweite Variante wäre im GerberEditor die erstellte Bohrdatei (*.drill) zu editieren, ich verwende GC-PrevuePlus als GerberEditor, ob das in der Freeware Version geht muss halt selber ausprobieren. Die Bohrdatei laden (siehe Bild2), manuell aufrunden (Bild3), dann auf einen Werkzeug komprimieren (Bild4). Und am Ende als Excellon Drill exportieren, das wird wahrscheinlich mir der Freeware nicht funktionieren. Gruß Hermann
Solche Probleme gibts bei Target gar nicht. Doppelklick aufs Pad, alle Einstellungen anpassen fertig. Bei eagle ist das immer n Krampf.
mahlzeit! o.k., Eagle ist gewöhnungsbedürftig, aber soo schlimm finde ich es nicht: * Bibliothek aufmachen * Package aufmachen * alle Layer außer Pads ausblenden * alles markieren * change drill 0.8 * rechte Maustaste -> change group
gnd3 schrieb: > * Bibliothek aufmachen > * Package aufmachen > * alle Layer außer Pads ausblenden > * alles markieren > * change drill 0.8 > * rechte Maustaste -> change group Gut, das wirkt für ein Package. Aber wenn man mehrere hat, wird das ganz schöne Arbeit. Hermann U. schrieb: > Die erste Variante wäre im Eagle Cam-Editor Bohrungen als > Device:Excellon_Rack zu exportieren. > […] > exportieren, das wird wahrscheinlich mir der Freeware nicht > funktionieren. Muss ich erst mal ausprobieren. Aber danke schonmal für die Arbeit.
Ingo schrieb: > Solche Probleme gibts bei Target gar nicht. Doppelklick aufs Pad, alle > Einstellungen anpassen fertig. Bei eagle ist das immer n Krampf. Ich war heute den ganzen Tag unterwegs und bin entsprechend müde. Kannst du bitte genauer ausführen, wie der Beitrag bei meinem Problem weiterhilft?
Angehängte Dateien:
-

Holzplatine.jpg
230 KB

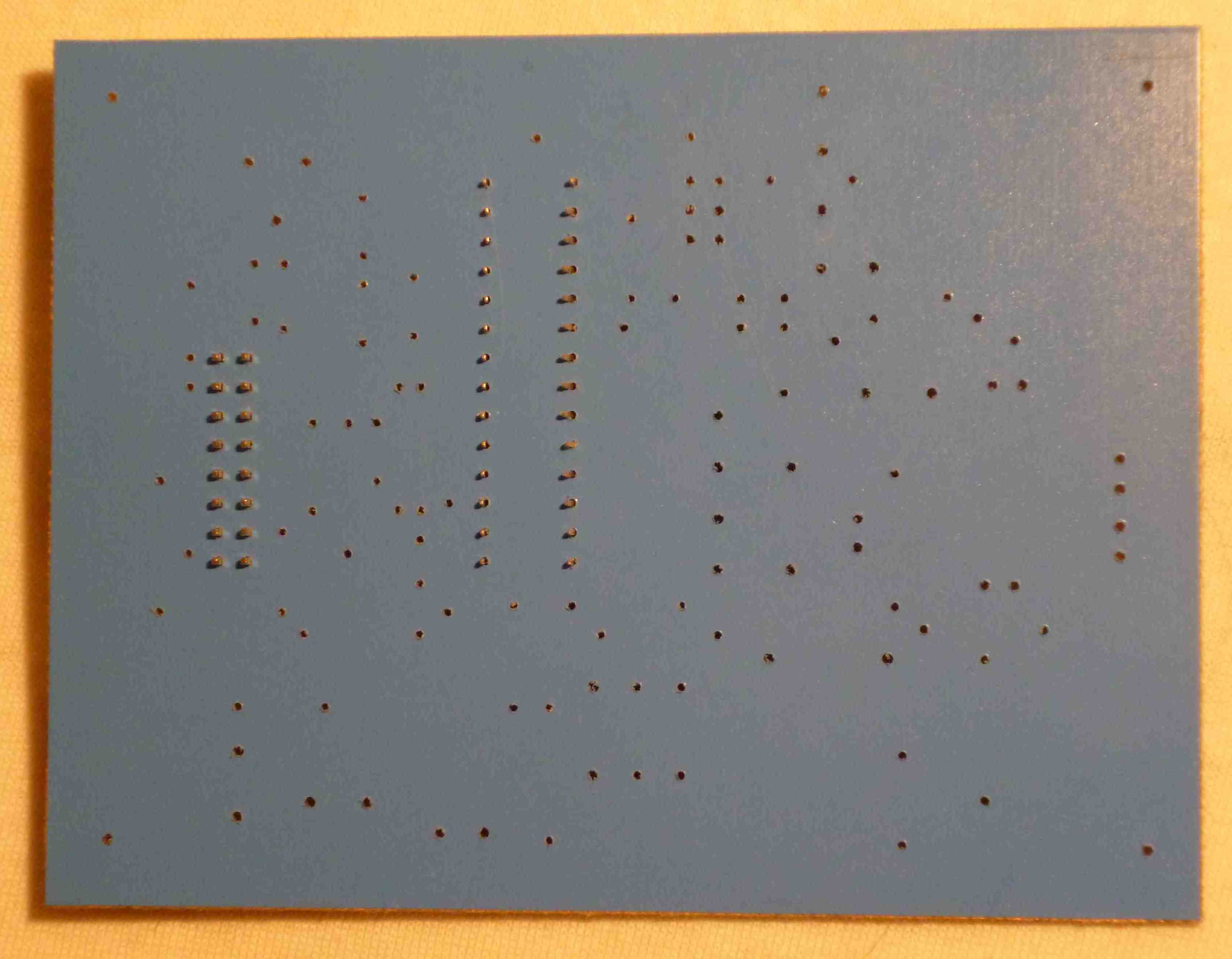
Mir ist was blödes dazwischen gekommen, aber trotzdem habe ich mal die ersten Versuche gemacht. Das Ändern der Bohrdurchmesser mache ich jetzt doch von Hand. Dafür muss man nur ein paar Zeilen im Maschinenprogramm löschen. Es wäre mir lieber gewesen, wenn das mit wenigen Klicks direkt gegangen wäre, aber so ist es auch ganz gut machbar. Excellon-Rack gibt bei mir nur die Positionen und nicht den Code aus. Daraus ein g-Code-Programm zu machen wäre eine riesige Arbeit oder ich müsste ein zusätzliches Programm einsetzen. Angehängt habe ich mal die ersten Versuche auf einer Holzplatte. Das sind jetzt nur die 0,8mm Bohrungen, aber man sieht, dass das Verfahren funktioniert. Die Maschine hat dafür etwa zehn Minuten gebraucht, weil ich einen mehr oder weniger realistischen Vorschub gewählt habe (60mm pro Minute). Verkürzen könnte man die Zeit noch, indem man den Rückzug verringert. Bei dem Versuch waren es 2mm, das heißt, dass der Bohrer die 2mm zusätzlich mit dem langsamen Vorschub runterfahren muss. Mit nur 1mm ließe sich die Zeit noch verkürzen. Den Controller habe ich natürlich nur zum Spaß eingesetzt, wobei es sicher auch mal interessant wäre, die ganze "Platine" zu bestücken ;-)
Angehängte Dateien:
-

Hinten_Gerade.jpg
200 KB -

Vorne_Gerade.jpg
260 KB -

Hinten_Schraeg.jpg
200 KB -

Vorne_Schraeg.jpg
190 KB
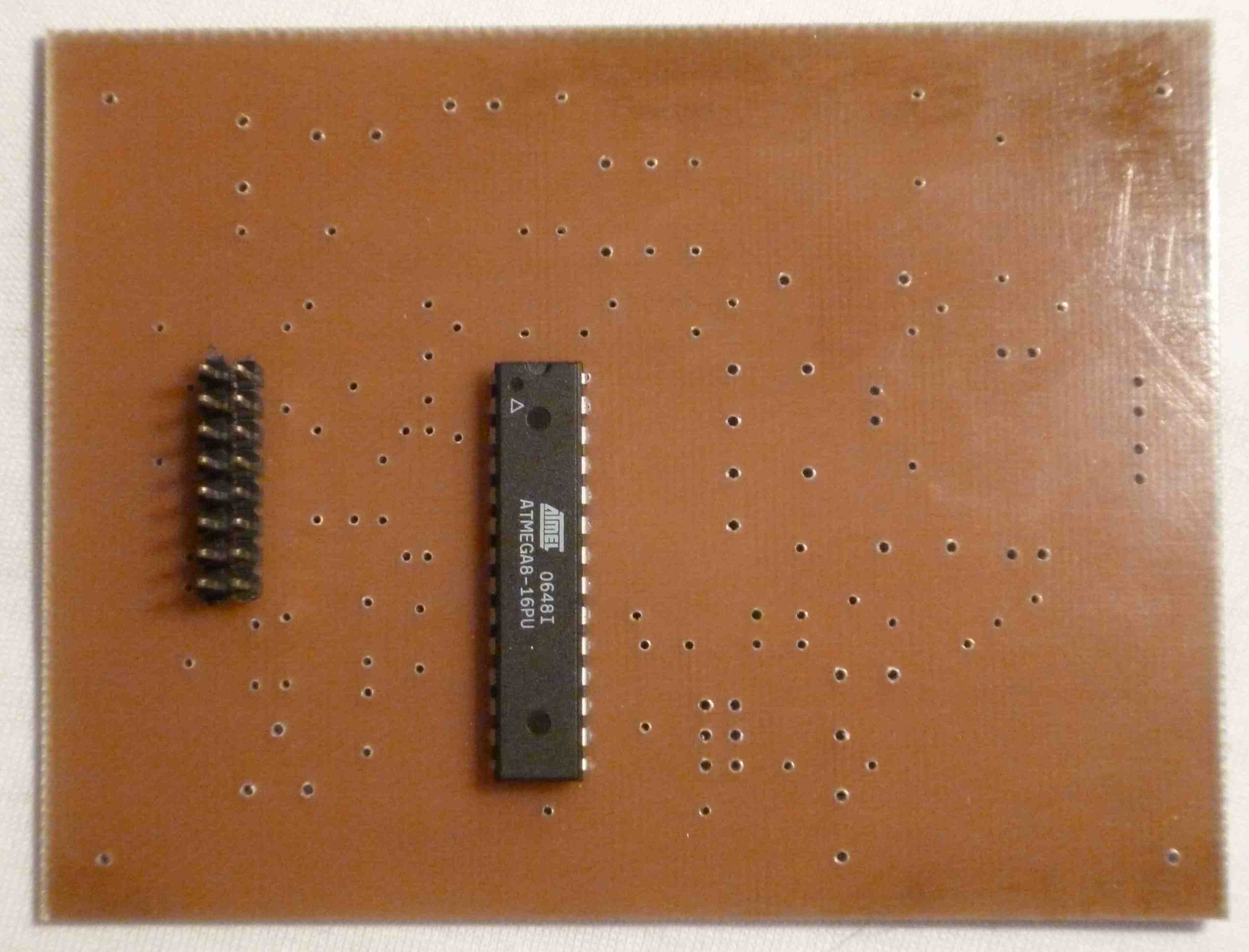
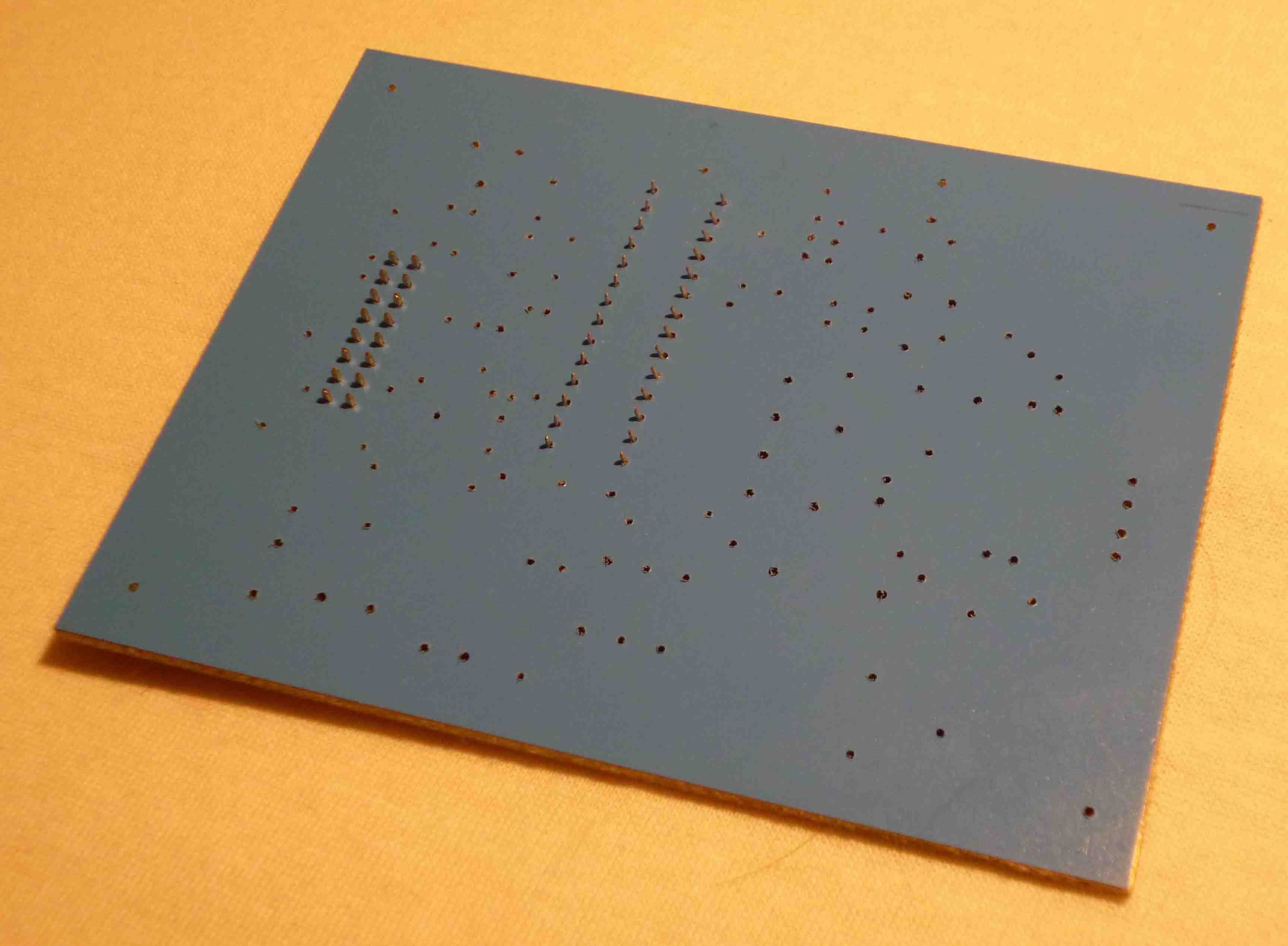
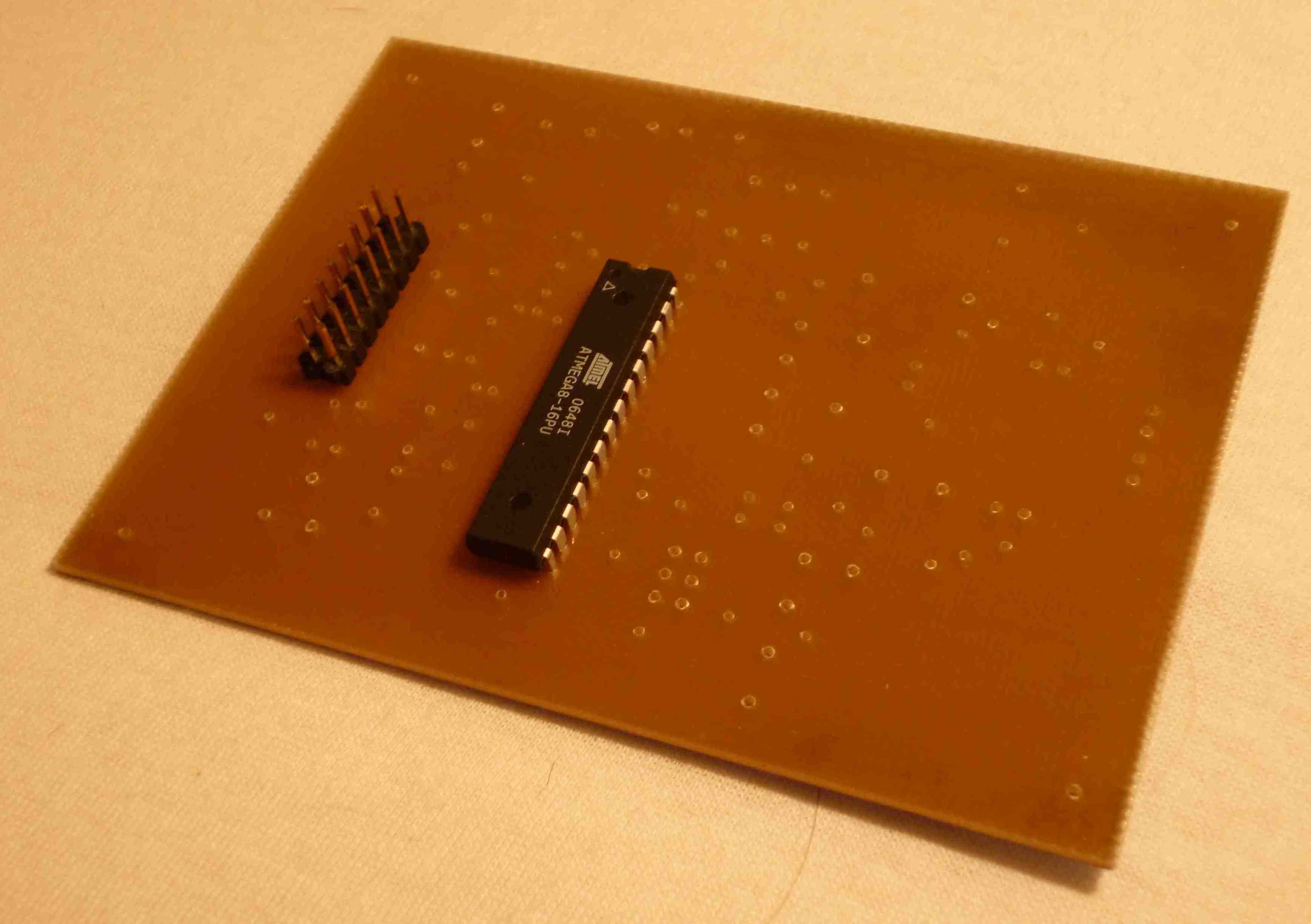
Falls es jemanden interessiert: Was lange währt wird endlich gut. Nach einigen persönlichen und technischen Problemen habe ich es heute endlich geschafft, die Platine zu bohren. Die Bilder zeigen die gebohrte, aber noch nicht geätzte Platine. Die Bilder sind nicht besonders gut, aber sie zeigen das Wichtige. Laut count.ulp hat die Platine 164 Bohrungen. Das Bohren hat etwa 25 Minuten gedauert bei einem Bohrvorschub von 30mm/min. Da die Bohrmaschine nur 20000U/min schafft, wollte ich lieber nicht zu schnell bohren. Die Anpassung des Programms ist kein Problem, wenn man ein bisschen G-Code versteht und Ahnung von CNC-Steuerung hat. Bald werde ich dann die Platine fertig machen und hoffen, dass sie funktioniert.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.