Hallo zusammen... In einer ruhigen Stunde, habe ich mal ein bisschen mit Delphi gespielt. Dabei herausgekommen ist ein Programm, welches aus Altiumdesigner exportierte Pick and Place Files in G-Code für die CNC Umwandelt. Es gibt dabei die Möglichkeit mehrere Feeder anzugeben. Wobei das Programm erst noch am Anfang steht. Aber ich wollte mal hören, was ihr dazu meint. Mann könnte sich damit ja eine Bestückungsmaschine basteln :) Der Code wurde übrigens auf meiner CNC getestet. Jedoch ohne irgendwelche Feeder oder echten Bauteilen. Aber die Bewegungen sind korrekt. :) Anbei das Programm und ein Demo CSV (Pick and Place file..) Gruss
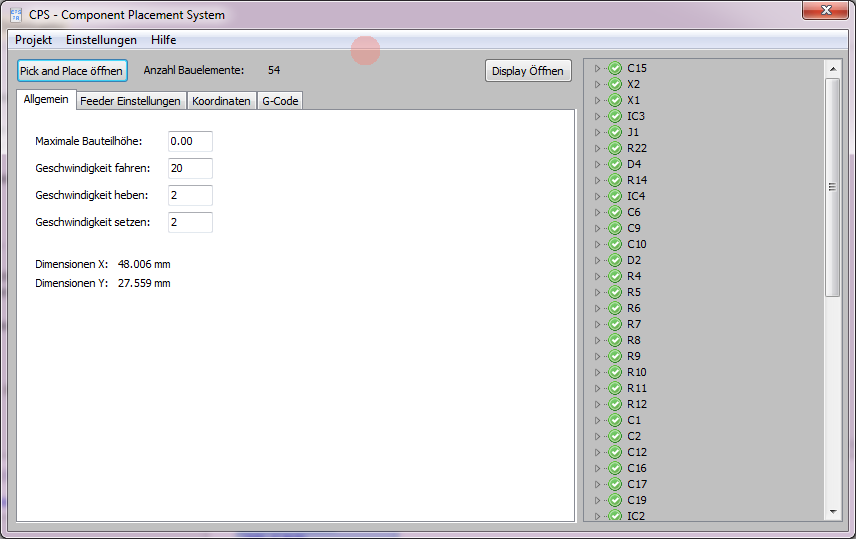
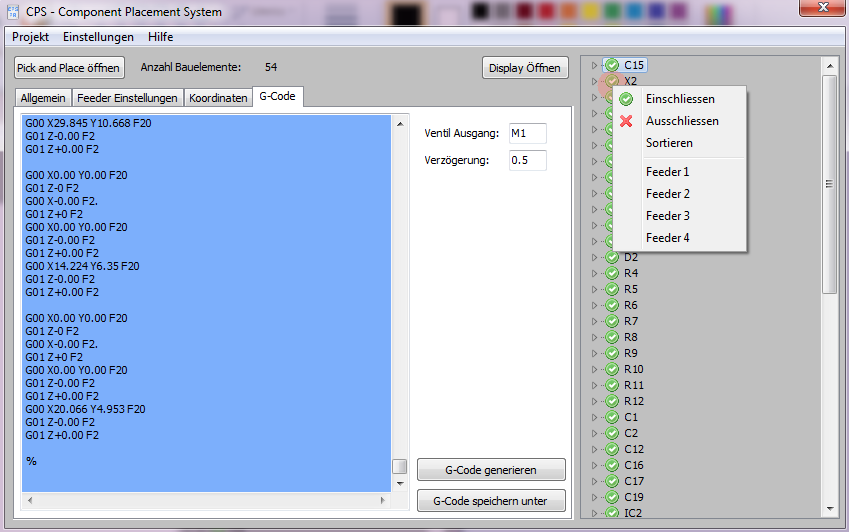
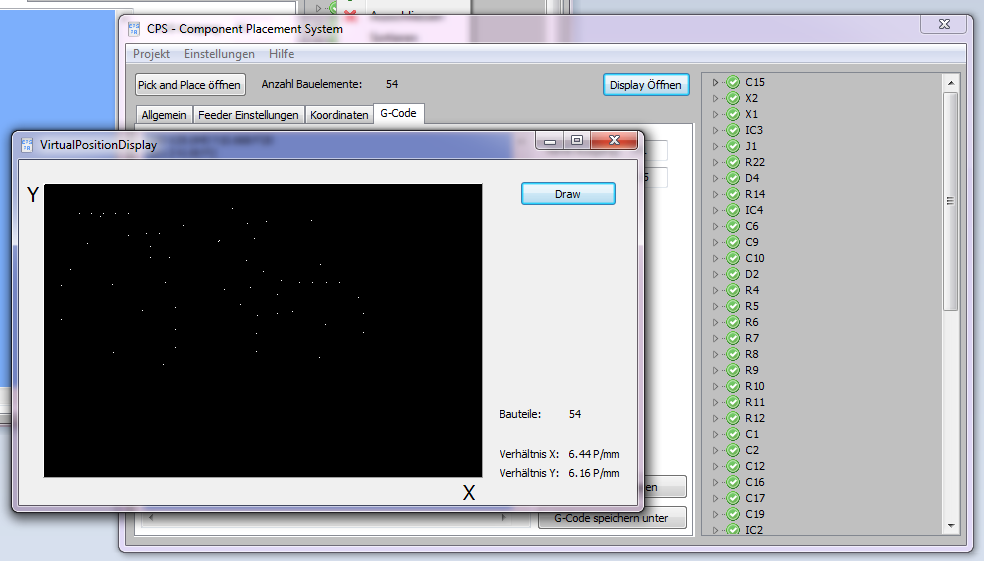
Bitte entschuldigt, ich habe die Screenshoots vergessen :)
Hallo, ich spiele auch schon länger mit dem Gedanken aus einer CNC Maschine einen Bestückungsautomaten zu basteln. Um keine Feeder bauen zu müssen könne man auch spezielle Trays bauen, in welche die gegurteten SMD BE als ca. 40cm lange Streifen in nach oben offene Nuten eingeschoben werden. Die Abstände auf dem Gurt sind fix und wenn man viele BE von einem Wert hat kann man auch mehrere Streifen nebeneinander einschieben. Anregungen für den Selbstbau von Feedern gibt es auch unter: http://buildyourcnc.com/PickandPlaceMachineTheredFrog.aspx
Kampfbastler schrieb: > Hallo, > ich spiele auch schon länger mit dem Gedanken aus einer CNC Maschine > einen Bestückungsautomaten zu basteln. Um keine Feeder bauen zu müssen > könne man auch spezielle Trays bauen, in welche die gegurteten SMD BE > als ca. 40cm lange Streifen in nach oben offene Nuten eingeschoben > werden. Die Abstände auf dem Gurt sind fix und wenn man viele BE von > einem Wert hat kann man auch mehrere Streifen nebeneinander einschieben. > > Anregungen für den Selbstbau von Feedern gibt es auch unter: > http://buildyourcnc.com/PickandPlaceMachineTheredFrog.aspx Danke für deine Antwort. Meine Software, mach mommentan genau die selben Bewegungen in G-Code wie auf dem Video sichtbar. Soll heissen, dass die Düse nach dem Setzen bzw. vor dem neuen ansaugen den Grurt um eins weiterschiebt. Ich habe jedoch die Möglichkeiten einer Ausrichtungstasche vorgesehen. Diese Taschen (Ausfräsungen) sollen aus z.B. Aluminium sein und eine genau definierte Abmessung besitzen. Diese Taschen, sollen dazu dienen, die Angesaugten Bauteile absolut zu zentrieren. Dazu muss man die Länge und Breite der einzelnen, auszurichtenden, Bauteile definieren. Danach fährt die Düse mit dem Bauteil in die Tasche und fährt darin jeweils 50% an die obere Kante und 50% an die Rechte, so dass das Bauteil absolut Zentriert sein müsste. Was mich persönlich auch noch reizen würde, wäre eine Feeder Eigenentwicklung. Eventuell auch als Forumsprojekt. Eventuell wäre es auch möglich eine gesamte Bestückungsmaschine als Forumsprojekt anzustreben. Ich dachte da an ein Kleingerät. Die Idee dazu kam auf, als ich vor der Aufgabe stand, meine Prints mit jeweils 105 0805 LED's und 105 0805 Widerständen zu bestücken. Und das mal 25 :)
Hallo Wie gehts deiner Software, bzw deiner Maschine?
Thomas K. schrieb: > Hallo > > Wie gehts deiner Software, bzw deiner Maschine? Hallo Thomas Schön das du fragst. Die Software wurde nur noch ein bisschen weiterentickelt. Die damalige Maschinenkonstruktion vom CAD komplett überarbeitet. Leider ging das Projekt dann mangels Zeit und auch Geld wieder unter. Doch seit einigen Monaten läfut wieder ein wenig was. Ich konnte mit einigen Kollegen zusammen einen Verein gründen welcher nun dieses Projekt und andere weiterverfolgt. Die Konstruktion im CAD ist grundsätzlich fertig und vollendet. Was Fehlt sind intelligente Feeder oder ein simples Feeder system.
Claudio schrieb: > Schön das du fragst. Wow, nach 3 Jahren Antwort in einer Stunde, beeindruckend. Was die Software angeht, weniger. Ich würde erst Software schreiben, wenn eine Maschine dafür existiert, nicht umgekehrt. Ist aber nur meine persönliche Auffassung, trotzdem viel Erfolg. Georg
Georg schrieb: > Claudio schrieb: >> Schön das du fragst. > > Wow, nach 3 Jahren Antwort in einer Stunde, beeindruckend. > > Was die Software angeht, weniger. Ich würde erst Software schreiben, > wenn eine Maschine dafür existiert, nicht umgekehrt. Ist aber nur meine > persönliche Auffassung, trotzdem viel Erfolg. > > Georg Die Idee damals war eben dass man eine bestehende CNC Maschine zur bestückung verwendet. Diese war ja bereits vorhanden. Deshalb wurde zuerst Software geschrieben um die bewegungen der Maschine einmal testen zu können.
Claudio schrieb: > Deshalb wurde zuerst Software geschrieben um die bewegungen der Maschine > einmal testen zu können. Um das zu begründen, was ich geschrieben habe: ich fange bei einem Projekt immer mit der schwierigsten Teilaufgabe an, denn wenn die gelöst ist, weiss ich dass ich das ganze erfolgreich abschliessen kann. Fängt man mit den einfachen Sachen an, kann es sein, dass man eine Menge Arbeit reingesteckt hat und dann nicht weiterkommt, weil man es persönlich nicht hinkriegt oder auch weil es garnicht lösbar ist. Soweit ich das verstanden habe, ist bei euch das Problem gelöst, dass die Mechanik an die richtige Position fährt, aber mangels Feeder gibt es keinen Bestückungskopf, der das Bauteil dann auch aufsetzt, und keine Feederauswahl und und und... Das ist aber die wesentliche Aufgabe bei dem Projekt. Ist nur meine persönliche Strategie, man kann natürlich auch eine Autokonstruktion damit beginnen, schicke Radkappen zu designen. No Risk no Fun. Georg
Wer so was ernsthaft basteln will, kann sich hier austoben. https://www.vbesmens.de/de/bestueckungsautomat.html Halbgare und nicht mal ansatzweise dokumentierte Projekte sind ja ganz nett, aber wenn die Leidenschaft daran verloren geht und das geht ja vielen so, kann man es vergessen.
Danke für die Antwort Claudio Ich versuch gerade den Umgekehrten Weg. Ich habe einen Bestückautomat, eine Philips CSM 60, und möchte einen Bestückungskopf zur Z-Achse umbauen, um sie auch als Fräse verwenden zu können. Wobei ich mechanisch nicht so das Problem sehe, eher Softwaremäßig, da ich sie mit G-Code betreiben möchte.
Hallo hedie, bin gerade darüber gestolpert... Obiges Programm steigt mit Demo.CSV und Fehlermeldung: "29.845" ist kein gültiges Format aus. Gibt es eine aktuellere Version? Ich nutzte Win8.1 64bit. Vielen Dank.
Sinnvoller wäre Sourcecode, damit man keine eventuell virenverseuchte EXE herunterladen muss
Thomas K. schrieb: > Ich habe einen Bestückautomat, eine Philips CSM 60, und möchte einen > Bestückungskopf zur Z-Achse umbauen, um sie auch als Fräse verwenden zu > können. Hat die Mühle Zahnriemen oder Kugelumlaufspindeln? Bei Zahnriemen wird das eher nichts, aber vielleicht kann man die Riemen rausschmeißen und Spindeln einbauen. Die Führungsschienen könnten das vielleicht packen. Allerdings sollte man beachten, dass ein Bestückungsmaschine von der Linearführung auf Geschwindigkeit und geringe Kräfte ausgelegt wurde und zum Fräsen auf hohe Kräft und relativ geringere Geschwindigkeit gepimpt sein sollte. Es macht nicht immer Sinn da das CNC-Konzept umzubauen, weil das dann wahrscheinlich zu Problemen führt.
Thomas H. schrieb: > Hallo hedie, > bin gerade darüber gestolpert... > Obiges Programm steigt mit Demo.CSV > und Fehlermeldung: "29.845" ist kein gültiges Format > aus. Gibt es eine aktuellere Version? > Ich nutzte Win8.1 64bit. > Vielen Dank. Hallo Thomas Schön, dass nach so langer Zeit nochmals jemand mein Programm gefunden hat. Das waren ja schon ganze 8 Jahre! Wie schnell die Zeit vergeht. Ich schaue mal, ob ich die Sourcen noch finde.
C. H. schrieb: > Ich schaue mal, ob ich die Sourcen noch finde. Wie wäre es, es als Open Source Projekt in Github einzustellen?
;) schrieb: > C. H. schrieb: >> Ich schaue mal, ob ich die Sourcen noch finde. > > Wie wäre es, es als Open Source Projekt in Github einzustellen? Grundsätzlich wäre dies kein Problem. Habe jedoch den Code bisher noch nicht gefunden. Werde in alten Backups nachschauen müssen... Der Code wurde jedoch in Delphi geschrieben und setzt keinerlei Design-Patterns ein. Auch wurden keine Konzepte der objektorientierten Sprache genutzt, da ich zum damaligen Zeitpunkt schlicht das entsprechende KnowHow nicht besessen habe :) Aber wenn ich den Code gefunden habe, werde ich diesen veröffentlichen.
C. H. schrieb: > Der Code wurde jedoch in Delphi geschrieben > und setzt keinerlei Design-Patterns ein. Wenn der Code gut dokumentiert ist, kann man den vielleicht mit Lazarus nutzen. Oder man schreibt den Code auf C++, C#, Python oder wer weiß was, um.
OpenPNP macht doch genau das? G-Code aus einer Bestückungsdatei generieren (jedenfalls gibt es ein G-Code Backend). Naja warum einfach wenn's auch umständlich geht.
KK schrieb: > (jedenfalls gibt es ein G-Code Backend) Bitte etwas genauer...wie komme ich zum exportierten G-Code?
Ich möchte das Thema nochmals nach oben bringen, weil eine Frage noch nicht beantwortet wurde. In diesem Zusammenhang möchte ich dieses Video empfehlen: https://www.youtube.com/watch?v=EGn0nHDiokc Alles ohne Schnick und Schnack...nur mit G-Code z.B. mit bCnC. Wir müssen ja nur noch wenige Bauteile auf unseren China-PCBs selbst bestücken...lassen. ;) z.B. auf ganz alltäglichen 3D-Druckern.
Thomas H. schrieb: > Wir müssen ja nur noch wenige Bauteile auf unseren China-PCBs selbst > bestücken...lassen. ;) z.B. auf ganz alltäglichen 3D-Druckern. Schön, aber ohne Feeder und ohne Kamera vermutlich witzlos. Interessanter wäre es, den üblichen SainSmart1810 oder ähnlichen nicht nur die Platine erst isolationsfräsen und dann bohren zu lassen, sondern auch aus einem zweiten Kopf danach Lötpaste per schrittmotorbetriebener Dispenserspritze aufbringen zu lassen, oder Epoxykleber wenn die SMD durch die Lötwelle gehen sollen.
Das obige Beispiel zeigt doch, das es eben nicht witzlos ist, die restlichen 20% SMDs, die noch fehlen, oft größere ICs so ausrichten und aufzukleben. Was fehlt ist eine Vakuumkontroll-Schleife, was der Jung mit seinen Tasten macht. Das wichtigste dabei, ist die statische Aufladung überall zu unterbinden. Entwirft man eine Leiterplatte mit, - SMD-Trays für Streifenzuführung, geerdet - SMD-Ausrichtungsfenster metallisiert, geerdet - Ausrichtungsfenster für bestückende PCBs - mit anfahrbaren Passermarken ...lässt sich das alles mit höchster Genauigkeit herstellen, und auf jeden 3D-Drucker auflegen.
In der Zeit die Du brauchst um Beine Bestückungsmaschine einzurichten und die Daten aufzubereiten, hast Du schon eine ganze Menge PCBs bestückt. Ich habe eine TVM802B und bestücke trotzdem noch so einiges per Hand. Geht einfach schneller für Einzelstücke und alles was man für die Dinge braucht, die hier im Allgemeinen als so völlig unmöglich in Handbestückung angesehen werden ist Erfahrung. Und die muss man sich erarbeiten Es ist eine naive Wunschvorstellung das man mal eben einen 3D Drucker oder eine CNC zum Bestücker umbaut. Wo sind denn alle diese Projekte, wenn das so easy ist? Und jetzt führ bloß nicht diese Müllkisten an, bei denen ich Gurtabschnitte auf den Tisch klebe und für 10min Handbestückung 1Std in Maschineneinrichtung und Versorgung stecke. (z.B. Liteplacer) Was immer nicht dabei steht, ist wie lange die der Maschine beibringen müssen wie schräg der Streifen aufgeklebt ist und wo der nächste beginnt. Nehm 4K€ in die Hand und hol Dir ne TVM802. Oder was olles Gebrauchtes, das ein wenig Liebe braucht. Ohne Vison ist bei 0805 meist Schluss. TQFT, QFN, BGA? HAHAHAHA! Per Hand bekomme ich das hin. Selbst wenn Du die Mechanik fertig hättest, würde schon OpenPNP Deine Nerven aufs äußerste belasten. Wie viele 100 Stunden kannst Du denn in den 105ten DIY Bestüker investieren, der genauso in der Tonne landen wird wie alle anderem vor ihm? Am Ende steckt in einer schlecht funktionierenden Maschine das 100 fache an Arbeit die jemals in die damit bestückten PCBs geflossen wären. Eines dieser Projekte, die mit viel Tamtam die öffentlichkeit gesucht haben, nur um dann sang und klanglos zu verschwinden: https://www.heise.de/make/meldung/Bestueckungsautomat-fuer-Kleinserien-2253204.html Fireplacer ist auch tot. Hört doch auf mit diesem Gespinne von dem mal eben gebauten Bestücker. Der XZ Kram an einem SMD Placer ist das einfachste an der Maschine. Die Probleme gehen dann erst los.
Nochmal, damit auch Du das verstehst ca. 80% der Standard-Bestückung R+C+L+T+D-SMDs kommen immer mit der Leiterplatte aus China ! Kaum jemand braucht da noch neTVM... oder ähnliche. Mit Pastenschablone geht dann nix mehr. Die restlichen 20% werden entweder mit Hand gelötet oder so: https://www.youtube.com/watch?v=xT2mdz0W9FY ...ob nun geklebt oder gepastet ist egal. Und das kann wirklich jeder 3D-Drucker wie man oben sieht. Was wir brauchen ist ein funktionierender PnP-2-G-Code-Konverter von hedie ;) ...sowie ein Gerber-Pasten-2-G-Code-Konverter!
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.