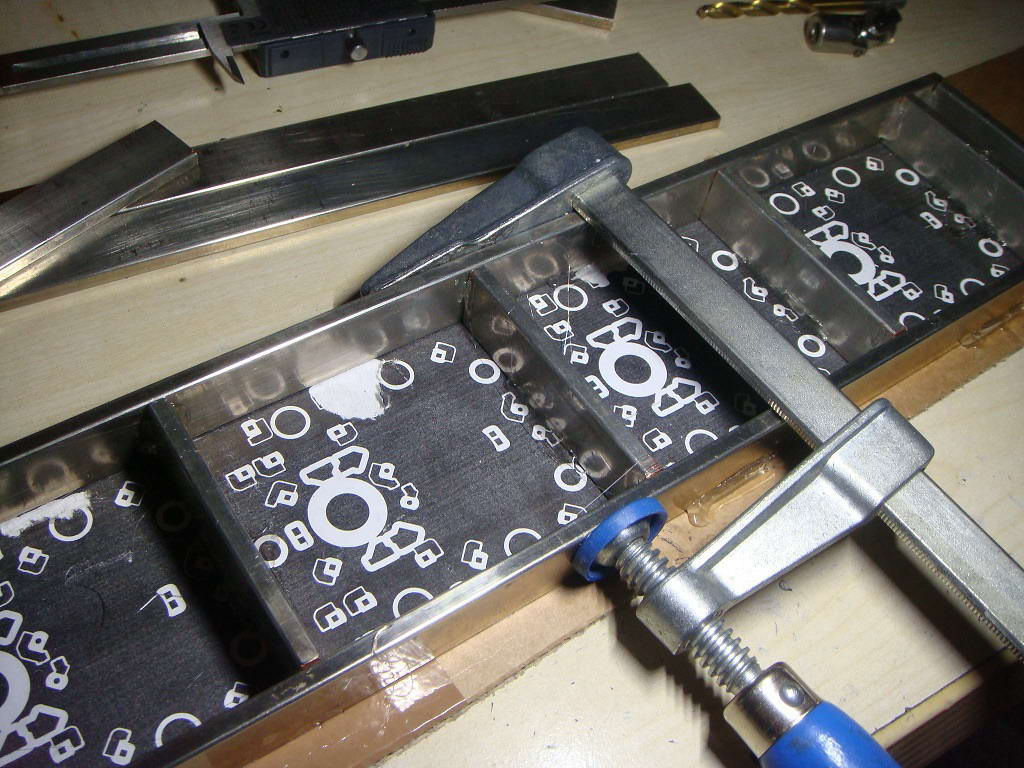
Hallo Leute, Für eine Ultra-Mega-Hyper-Krass-Fett-Viel-Strom-Platine muss ich einen Käfig aus Stromschienen bauen. Dafür habe ich massives Kupfer zur Verfügungn mit 5x20mm Querschnitt. Es ist bereits alles zurechtgesägt und fixierst. Die Kupfer-Dinger sollen mit möglichst wenig Lötzinn und mechanisch stabil miteinander verbunden werden. Dafür möchte ich die Teile vorher miteinander verschrauben, um die Spalten zusammenzudrücken.. (M3-Schrauben) Ich hab jetzt mal spaßeshalber - weil ich dachte, es funktioniert - einen Borher angesetzt. Aber ein Metallborher schrubbelt da nur drauf rum, so richtig ins material arbeit der sich nicht und es bilden sich auch keine Späne aus, wie wenn man z.B: Alu bohrt. Ich habe auch einen neuen Bohrer probiert - da rein zu bohren ist irgendwie verdammt schwer. Mein Loch muss nur 2.5mm groß sein, weil ich noch Gewinde schneiden muss. Bohre ich zu schnell? Soll man besser einen Holzbohrer verwenden? Kupfer ist ja recht weich ;-) Wie geht sowas, ich muss da 28 Löcher zu stande bekommen und scheitere schon am ersten :-/
Ein normaler Metallbohrer sollte da rein gehen wie in Butter. Aber gut schmieren mit Öl, Kupfer trägt HEFTIG Material auf (Abrieb) Wenn's nicht geht: - Bohrmaschine läuft rückwärts - Bohrer ist stumpf - Material ist nicht Kupfer sondern Hart-Bronze/Messing Legierung (Kann verdammt hart sein und tatsächlich nicht mit HSS bearbeitbar)
Das Problem von Kupfer ist, daß es so weich ist, ein normaler Bohrer sich schnell sehr tief hineinzieht und einen dicken Span abheben will, und dann die Bohrmaschine dazu keine Kraft hat, oder bei 3mm den Bohrer abbricht. Das Problem ist übrigens nicht unähnlich bei Alu, bei beiden Materialien legt sich der Span um die Spitze vom Bohrer und verschmiert dort so daß er wie stumpf erscheint. Für das Bohren in Kupfer gilt eine Schnittgeschwindigkeit von 62 m/min. Die Drehzahl bei 3mm wäre also 6500, also alles was deine Bohrmaschine bringt. Da sich der Bohrer so schnell hineinfrisst, darfst du ihn nur kurz ins Loch drücken, so 1mm, und gleich wieder rausziehen, damit der Span bricht, und das immer wieder kurz nacheinander. Denn du kannst den Bohrer nicht auf kleineren Spanwinkel umschleifen. Zum Kühlen damit das Kupfer nicht den Bohrer verschmiert immer wieder Spiritis oder Öl ins Loch träufeln. Dann wird das auch mit dem Loch was.
Ja äähm, danke. Ich weiß, ihr lacht, aber wie entfernt man einen abgebrochenen Borherkopf aus dem Loch :-D MaWin... hättest dus nicht geschrieben, wärs nicht passiert :-P
>Das Problem von Kupfer ist, daß es so weich ist, ein normaler Bohrer >sich schnell sehr tief hineinzieht Das ist ein Problem von sehr spröden Materialien wie Messing oder Grauguss, aber nicht von Kupfer! >Denn du kannst den Bohrer nicht auf kleineren Spanwinkel umschleifen. es gibt spezielle Weichmetallbohrer für Alu+Kupfer mit kleinem Spanwinkel (mit stark verdrillten Span-Nuten)
Nasenborher schrieb: > aber wie entfernt man einen abgebrochenen > Borherkopf aus dem Loch Mit einem HM Fräser? Oder man bohrt nebendran. Oder man macht das Teil neu. Viel Spass beim Gewindeschneiden, ich würde wenn möglich selbstsichernde Muttern und U Scheiben vorziehen.
Ok, ich denke das mit dem Weichmetall-Borher ist ein angebrachter ansatz. Meine vorhanden borher höhren schon auf späne zu werfen, bevor das loch 2mm tief ist. Es gibt nun sonwas hier: http://www.bohrerdiscount24.de/Metallbohrer/Aluminium-u-Kunststoffbohrer/Aluminium-Spiralbohrer-DIN-338-HSS-G-Typ-W-%D8-2-5-mm::3248.html Oder selber Versender, anderes Bestellinterface: http://www.ebay.de/itm/Aluminium-Spiralbohrer-DIN-338-HSS-G-Typ-W-2-5-mm-/171126461396?pt=Bohren_Senken_Reiben&hash=item27d7ee93d4 Das ist prinzipiell das richtige, aber auch teuer, zumal ich mit etlchem verschleiß rechne. Lohnt sich die Ausgabe?
Wenn du dort Noch Gewinde rein schneiden willst brechen dir die Gewindeschneider ab. Also besser nur durchbohren mit entsprechendem Werkzeug
> ist ein angebrachter Ansatz
Wie wäre es: selbst mit richtigem Spitzen-Winkel 130 Grad für weiches
Material anschleifen? (Normale Bohrer haben 118 Grad).
Sowas ekliges wie kleine Gewinde in reines Kupfer hab ich mit Alkohol als Schmiermittel gemacht. Warum mir Öl da nix gebracht hat, weiß ich nit mehr. Dafür gab's beim Werkzeughändler extra Gewindebohrer für weiche Metalle. Wenn's 'nur' ums Heften vor dem Löten geht, könntest du es mit Blechschrauben versuchen ohne Gewindebohren. Durchmesser der Bohrung und Schraubenlänge muß vorher ausprobiert werden.
Nasenborher schrieb: > Ich weiß, ihr lacht, aber wie entfernt man einen abgebrochenen > Borherkopf aus dem Loch :-D Der Rat meines Lehrmeisters vor 50 Jahren war: "Neues Stück machen." :-) Gruss Harald
Nasenborher schrieb: > aber wie entfernt man einen abgebrochenen > Borherkopf aus dem Loch Zange, Pinzette, Ausdreher oder Senkerodierer (in dieser Reihenfolge). Über wie viele Löcher wie tief reden wir eigentlich? Bei genügend Zeit sind Gewinde in Küpfer eigentlich kein Problem.
Mit viel Geduld kriegt man auch den abgebrochenen Bohrer raus. Von der anderen Seite an der exakt! gleichen Stelle nochmal bohren. Dann mit einem Dorn oder einem kurzen Stück passenden Rund- material ( da gibt es doch noch den Schaft des abgerissenen Bohrers ), das Ding rausschlagen. Grüße Bernd
Bernd Funk schrieb: > Von der anderen Seite an der exakt! gleichen Stelle nochmal > bohren. Wenn die Bohrerspitze ganz in dem Loch steckt (was ja zu vermuten ist) dann bohrt er aber in die abgerissene Spitze hinein, was u.U. zum nächsten abgerissenen Bohrer führt. Ausserdem steht dann immer noch das Material der beiden Kegel wenn er Spitze an Spitze bohrt. Wie will er da mit einem gleichstarken Durchschlag was machen können?
Wenn der Bohrer halbwegs bündig abgerissen ist hat man evt. die Chanche mit einem Senker seitlich an der Abrißkante des Bohrers zu schlagen und ihn so stückweise links rauszudrehen.
Angehängte Dateien:
Sieht schlecht aus. ich muss mal sehen. Ich denke ich werde es zu gegebener Zeit von der anderen Seite aus probieren. Ich hab mir erstmal eine Vielzahl borher bestellt ;-) In der Lieferzeit werde ich mir wohl Alu-U-Profile besorgen, die innen einmal 20mm und 5mm haben, sodass ich mir eine Bohrschablone bauen kann. Damit ist hoffentlich das Bohren etwas entschärft... Mir ist hier ein Borher seitlich weggedrifte, je tiefer es ins material reinging. das ist echt zu kotzen. ich hab aber auch beschissenes Werkzeuig dafür -.- Zudem werde ich des Gesamtaufbau auch wieder auseinander nehmen und das alles einzeln borhren. wie ich mit den Abweichungen umgehe.. mal sehen. aber eigentlich müssen nur die Gewinde-Bohrungen gut sitzen, der rest kann ja krumm und schief sein oder sogar zu groß gebohrt, um meine kilomteter weiten toleranzen wieder auszugleichen. es muss ja nur ein schraubenkopf die position halten können.
Das Hauptproblem ist doch: Wenn ich genug Material rumliegen habe, klappt fast Alles. Habe ich aber kein Material und ich " muss" ein Teil retten, geht es fast immer daneben. :) So ist das halt. Grüße Bernd
Wie wäre es, die Teile nicht zu verschrauben und statt dessen hart zu löten? Damit bekommst du bessere mechanische Stabilität. Bei der Konstruktion hab ich Angst um weich gelötete Verbindungen. Einmal beim Transport mit der Ecke irgendwo angestossen und schon ist es passiert. Lass die Bohrer liegen und nimm den Lötbrenner zur Hand (am besten mit Sauerstoffflasche, dann ist das ratzfatz gemacht und hält.
Hast du zuerst den Körner benutzt? Blöde frage, aber ich habe schon oft gesehen, dass die Leute einfach losbohren ohne zu körnen, der Bohrer verrutscht dann, und bricht bei kleinen Durchmesser natürlich ab.
Freihand gebohrt? Auf einmal die Durchgangsbohrung plus die Sacklochbohrung? Ohne Kühl/Schmiermittel?
Was mir auffällt? Wie glatt sind denn die Stirnflächen der Querstreben? Wenn die sägerauh sind, dann ists aber Essig mit: Nasenborher schrieb: > Ultra-Mega-Hyper-Krass-Fett-Viel-Strom
Wäre es nicht ökonomischer, damit einfach mal bei einer Schlosserei oder beim Feinmechaniker vorbeizuschauen? Das ist doch in 10 Min mit 5? in die Bierkasse erledigt. Tom
Nein, gebohrt wird mit ständer.. bin doch ein echter Mann. Habe natürlich ordentlich ordentlich anvisiert und gekörnt wie sau. Das mit dem hart Löten ist so ne sache. Irgendwann muss ich das teil ja auch mal auf die Platine löten. Ich wollte das verschraubte teil dann in einem Schritt im ofen auf 250°C bringen, die wärmekapazität das lötzinn schmelzen lassen und die platine drauf legen, sollte klappen. Ich bekomme die Dickkupferplatinen aber auch erst in 2 wochen oder so.. Ich möchte es vor dem finalen Lötprozess eigentlich ungern unauseinandernehmbar machen, falls ich irgendwelche Abmessung verkacke.. oder was beim Platinen-Hersteller schief geht. Sobald das mit den Platinen verlötet ist, sollte es so stabil sein, dass mechanische belastbarkeit kaum ein problem is.
Das dicke Ende kommt ja erst noch, wenn NaBo in die Sacklochbohrung M3-Gewinde schneiden möchte. Bei seiner bisherigen Erfahrung sehe ich da schwarz. Besser hart löten lassen oder NOTFALLS selbstschneidende Schrauben sofort nach dem Bohren eindrehen.
@Udo: das ist alles durchaus sehr glatt geschliffen. habe mir mühegegeben. Aber da es verlötet wird, und die Lötstelle keine weiten wege überbrücken muss, wird es im der Leitfähigkeit keine probleme geben. Der Aufbau ist Stromtechnisch eh übertrieben. Hier geht es auch um die Indutktivitätsminimierung. In den Stromschienen wechselt der Strom von +2kA auf -2kA in NoTime, da zählt jedes nH. Das ganze werden 4 asymetrische IGBT halbbrücken.
Also ich weiß nich was es mit dem Gewindeborhen auf sich hat. ich habs mal getestet und eigentlich hab ich dabei keine probleme gehabt. hmmh. Man bekommt halt bei so vielen löchern irgendwann schmerzen im handgelenkt, aber das kennt man ja^^
Da muss ich an mein Praktikum in einer Werkzeugmacherei denken, Erster Kontakt mit einer Gewindebohrmaschine, M4 Sackloch. Da hat dann der Meister auch gesagt: Harald Wilhelms schrieb: > "Neues Stück machen." :-)
"gewindeborhmaschine" hmmh. Neudeutsch für "Hand"? :-O Ich weiß nich wie die Technisch bewanderten unter euch denken, aber ich als HF-Analogtechniker am Ende des Studiums habe weder sinnvolles Werkeug, noch sonderlich begabung oder erfahrung was mechanisches angeht. Aber ich teile gerne meine fehlende Erfarung, zur Belustigung.. so ganz kann ich meine Versuche ja selbst nicht Ernstnehmen, ich steh vor der ganzen geschichte, wie es in meinem Trickfilm dargestellt werden würde. Naja. mal sehen. Morgen gehts in den Baumakarkt. hoffentlich gibts da U-Profule. Ich will mit unbedingt ne Bohrschablone bauen. wozu auch immer. ist so ein bauchgefühl. ich muss in die 7cm langen querstreben ja irgendwie von der seite reinkommen, ohne dass der borher zur seite abrutscht. alptraum.
Gibt das Projektbudget nicht her, daß du das schnell von einem Werkzeugmacher machen lässt? Nasenborher schrieb: > "gewindeborhmaschine" hmmh. Neudeutsch für "Hand"? Sorry nicht "bohr" sondern "schneid" Sowas wie das: http://maxion.de/de/produkte/gewindeschneidmaschinen/bt-15-g.html
denk daran, dass Weichlot bei Einwirkung von Hitze 110 - 140 °C langsam rekristallisiert und die Lötstellen dramatisch an mechanischer Stabilität und elektrischer Leitfähigkeit abnehmen Nasenborher schrieb: > Das ganze werden 4 asymetrische IGBT halbbrücken Baust du eine Lokomotive?
Angehängte Dateien:
-

EpoxyMachtsMoeglich.jpg
55 KB

Ich? Budget? Hö? Was? NEIN. Wenn ich was von gewindeschreidmaschine höre... schau mal in den anhang -> das kapppt auch ;-) irgendwie zumindest. muss ja nicht perfekt sein.
Wenn du eine ordentliche Bohrschablone bauen willst, brauchst du aber auch Bohrbuchsen. Im Gegensatz zum Alu sind die gehärtet und setzen dem Bohrer, so er denn abdriften sollte, auch nennenswert Widerstand entgegen. Ob das dünne weiche Alu diese Funktion zuverlässig und über die gesamte Bohrdauer erfüllen kann, wage ich zu bezweifeln.
@ernst: nein, ich baue 4 asymetrische halbbrücken. Die Leitfähigkeit bei hohen temperaturen entzieht sich ehrlichgesagt der relevanz; das soll bei Zimmertemperatur betrieben werden. Und was macht es schon eine sub-mm dicke lötzinnschicht.. ja ist halt schlechter leitfähig als Kupfer, aber dafür auch vom Weganteil her nichtig.
@tmomas: ist in planung. irgendwo werde ich schon ein rohr autreiben. wie gesagt.. 28 löcher. sollte doch möglich sein. muss ja nicht grundsolide und für die ewigkeit halten.
Sag mal, rein interessehalber: Welche Anschlussleistung ist denn mit "Ultra-Mega-Hyper-Krass-Fett-Viel-Strom" gemeint? ich kann mir keine Anwendung vorstellen, die einen derartigen Aufbau rechtfertigen würde. Zumindest die Kombination mit Standard-FR4-Platinenmaterial mach mMn. wenig Sinn... Vieleicht sollte man hier ansetzen.
Ne, genau wegen solcher art diskussion wird eben nicht gesagt was es wird ;-) Es soll beim Thema bleiben. wbei das wichtigste wohl geklärt ist., danke soweit :-) Wie gesagt: das Kupfer ist Ohmisch gesehen völliger overkill. Aber auf den 400u-Dickkupferplatinen sitzen 20 parallelgeschaltete IGBTs, die hart abgeschaltet werden, wonach sich die Stromrichtung durch die asym.Halbbrücke schlagartig umkehren kann. und do ein dI von 4kA ist ein kleiner Horror, bei 600V Spannungsfestigkeit der Transistoren. Und jetzt wegen ActiveClamping mehere us im Aktiven bereich zu verweilen generiert einfach unheimlich viel Wärme. Deswegen: induktivität klein halten, und das beste rausholen. Was hier zu sehen ist, ist ja nur die LowSide.. es gibt noch 4 weitere IGBT-parall-gräber, die die HighSide darstellen werden. An die Enden des Kupfer-Kastens werden direkt große Elkos angeschaubt.
Udo Schmitt schrieb: > Bernd Funk schrieb: >> Von der anderen Seite an der exakt! gleichen Stelle nochmal >> bohren. > Wenn die Bohrerspitze ganz in dem Loch steckt (was ja zu vermuten ist) > dann bohrt er aber in die abgerissene Spitze hinein, was u.U. zum > nächsten abgerissenen Bohrer führt. > Ausserdem steht dann immer noch das Material der beiden Kegel wenn er > Spitze an Spitze bohrt. Wie will er da mit einem gleichstarken > Durchschlag was machen können? Alo, das kann ich aus eigener Erfahrung bestätigen, ich hab' bei einem abgebrochenen 3mm-Bohrer in Kupfer exakt dagegengebohrt und tatsächlich ist der zweite Bohrer auch weggeknackst - und beide saßen bombenfest in der Bohrung, kein 'rausschlagen, kein 'rausdrehen... Ich hab' dann als letzten Ausweg mit einem 3mm-Betonbohrer beide HSS-Stümpfe aus der Bohrung gekrümelt. In den resultierenden Tunnel, den man nicht mehr Bohrung nennen kann, ein Gewinde zu schneiden, kann man aber getrost vergesssen...
Habs rausgefräßt. Dremel ala Zahnarztstyle. Womit? Scheinbar egal. Geht alles im arsch am Bohrer stahl. Aber stumpf + megadrehzahl zwingt jedes metall nieder.
Nasenbohrer schrieb:
>Habs rausgefräßt.
Meine Fräße!
:-(
Warum denke ich oft, daß es Pflicht sein sollte, vor einem E-Technik-
Studium eine handwerklichen Beruf erlernen zu müssen? Das muß doch ei-
nen triftigen Grund haben....
gez. Buna-Pelzer
Nja, an dem gedanken ist durchaus was dran. Selbst ein E-Technik Studium scheint ohne Hobby-Aktivitöät (die heutzutage recht selten und teuer ist) fast ncihts wert. Die gewöhnlichen Unistudenten können vor lauter theorie keine Praxis, die gwöhnlichen FH-Leute können vor lauter praxis ohne genügend Theorie nicht über ihr Grundwissen hinauswachsen, egal was man macht, man ist am arsch, wenn man ncht selbst extrem viel tut.. Aber man muss auch sagen: nicht jeder muss alles können. Dafür leben wir in einer Gesellschaft - und da muss ich nicht wissen, wie man Milch melkt und aufbereitet. Da geht eifnach nicht. Ich habe halt keine Übung. Da würde auch eine Ausbildung nichts helfen. Beim ersten mal wird das ergebnis da auch nicht besser.
Bitte aufhören, ständig "borher" zu schreiben! Da wird mir irgendwie schlecht von. Danke.
Meine Fresse, Da will einer eine Megastrommaschine bauen und bekommt nichtmal die Löcher in das älteste Metall der Welt gebohrt? Das konnten schon die Urururopas der Römer. Das geht mit jedem (guten) Baumarktbohrer und ohne Öl (dafür Spiritus) wie in Butter. Maschine muss nur richtig herum laufen ;-). Danach Gewinde ist schon eher blöd, man muss halt oft rausdrehen, um die Späne zu entfernen. Oder man hat Gewindebohrer, die einem die Späne nach oben rauswürgen, sowas gibbet auch. Mein letzter Kupferkühler ist erst ein paar Wochen her (auch 20mm-Material), ich hab einfach gebohrt...... Old-Papa
Nasenborher schrieb: > Ok, ich denke das mit dem Weichmetall-Borher ist ein angebrachter > ansatz. Meine vorhanden borher höhren schon auf späne zu werfen, bevor > das loch 2mm tief ist. Schalt mal deine Rechtschreibkorrektur auf "deutsch" um. Das sieht ja grausig aus.
Bohre halt kleiner vor und nimm zum schmieren Petroleum. Hast doch keine China Bohrer oder ? Die sind meistens unter zuhilfe nahme von Reisschnaps händisch geschliffen...;-)
herbert schrieb: > Bohre halt kleiner vor und nimm zum schmieren Petroleum. Hast doch keine > China Bohrer oder ? Die sind meistens unter zuhilfe nahme von > Reisschnaps händisch geschliffen...;-) Muss ne scharfe Brühe sein, wenn man damit schleifen kann... Duck&weg Old-Papa PS: Petroleum (oder Diesel) geht gerade so, ich mach immer Spiritus. Da soll ja nicht geschmiert werden (macht Kupfer eh schon), es soll gekühlt werden!
Hatte heute das gleiche Problem, NaBo, deswegen hatte ich gegoogelt, wie man massives Kupfer bohrt - und bin auf Deinen Thread gestoßen. Seltsam: Löcher 3.5mm und größer gehen ohne Probleme mit Standard-HSS-Bohrern. aber bei 2.5- oder 3mm-Löchern schmiert der Bohrer und bricht dann ab. Da sollten eigentlich auch Gewinde zur Befestigung einer 10W-Led rein. Teil vergurkt, aus, Ende. Ich befestige die jetzt mit Wärmeleitkleber. Volle Zustimmung zu dem "Praxis-Problem" von E-Technik-Studenten - oh ja, eine Lehre vorher wäre hilfreich gewesen. Das Grundpraktikum reicht echt nicht aus. Und auch als alter Heimwerker fehlt einem in vielen Dingen die Praxis. Hoffe, daß Deine E-Lok mittlerweile läuft... :-)
goldoehrchen schrieb: > Hatte heute das gleiche Problem, NaBo, deswegen hatte ich gegoogelt, wie > man massives Kupfer bohrt - und bin auf Deinen Thread gestoßen. Seltsam: > Löcher 3.5mm und größer gehen ohne Probleme mit Standard-HSS-Bohrern. > aber bei 2.5- oder 3mm-Löchern schmiert der Bohrer und bricht dann ab. > Da sollten eigentlich auch Gewinde zur Befestigung einer 10W-Led rein. > Teil vergurkt, aus, Ende. Ich befestige die jetzt mit Wärmeleitkleber. > > Volle Zustimmung zu dem "Praxis-Problem" von E-Technik-Studenten - oh > ja, eine Lehre vorher wäre hilfreich gewesen. Das Grundpraktikum reicht > echt nicht aus. Und auch als alter Heimwerker fehlt einem in vielen > Dingen die Praxis. > > Hoffe, daß Deine E-Lok mittlerweile läuft... :-) Das Problem sind minderwertige Bohrer. Deren Spanraum ist dermaßen klein, Späne können nicht abfließen. Eventuell wird auch mit viel zu hoher Drehzahl und/oder zu hohem Vorschub gebohrt, auch das verhindert den Spanfluss. Bisher habe ich in alle möglichen Kupfersorten erfolgreich bis runter zu 1mm gebohrt. Old-Papa
Matthias L. schrieb: > In den resultierenden Tunnel, den > man nicht mehr Bohrung nennen kann, ein Gewinde zu schneiden, kann man > aber getrost vergesssen... Mit einer entsprechenden Metallwerkstatt und Know-how hat man da durchaus noch Möglichkeiten. Auf einer Fräsmaschine hat man mit Fräsern weniger Probleme als wie mit Bohrern (Wandern und verbiegen). Entweder man schweißt die Kupferlöcher zu und schneidet neu oder fräst größere Löcher und baut Gewindenieten ein. Geht nicht, gibts nicht. Ein bisschen konnte ich mir mal von einem Feinmechnikermeister abgucken. Der hatte Tricks drauf, das glaubt man gar nicht. Abgebrochene HSS-Werkzeuge hat der im Material zertrümmert um die wieder heraus zu bekommen. Hartes Material wie HSS ist nämlich auch spröde. Man braucht halt nur einen entsprechenden harten Dorn oder Meißel. Bei den Bohrern konnte der die Dinger für fast jedes Material so anschleifen, dass alles gelang. Wenn man keine Fräsmaschine hat, kann man auch eine Bohrhülse aus gehärtetem Material benutzen um die Abdrift zu verhindern.
Nasenborher schrieb: > Nein, gebohrt wird mit ständer.. bin doch ein echter Mann. Das mag ja sein, aber benutzt Du auch eine Tisch-/Standbohrmaschine? Buna-Pelzer schrieb: > Warum denke ich oft, daß es Pflicht sein sollte, vor einem E-Technik- > Studium eine handwerklichen Beruf erlernen zu müssen? Das muß doch ei- > nen triftigen Grund haben.... Es wäre auch schön wenn man vorher die Rechtschreibung lernen müsste. Die Beiträge von dem Borher [sic] sind grausig zu lesen. Bis zum ersten Bild dachte ich er wäre ein Troll.
Old P. schrieb: > Das Problem sind minderwertige Bohrer. Nemesis schrieb: > Mit einer entsprechenden Metallwerkstatt und Know-how hat man da > durchaus noch Möglichkeiten. Das Problem sind Trolle ...
oszi40 schrieb: >> ist ein angebrachter Ansatz > > Wie wäre es: selbst mit richtigem Spitzen-Winkel 130 Grad für weiches > Material anschleifen? (Normale Bohrer haben 118 Grad). Und angelegentlich mit ruhiger Hand und einer scharfkantigen, feingekörnten Schleifscheibe (oder einer Diamant-Schlüsselfeile) den ersten Millimeter der Spanfläche "stumpfer" schleifen, so daß ein kleinerer Spanwinkel entsteht. Dabei kann man auch die Querschneide ein wenig ausdünnen, das verbessert die Zentrierung und mindert das Verlaufen des Werkzeugs. Siehe dazu auch: https://upload.wikimedia.org/wikipedia/commons/b/b2/Winkel_in_der_Zerspanungstechnik.png http://www.bilder-hochladen.net/files/33s5-4-a87f.jpg
{kind=link}
{kind=link}
Nasenborher schrieb: > ich muss in die 7cm langen querstreben ja irgendwie von der seite > reinkommen, ohne dass der borher zur seite abrutscht. alptraum. Ständerbohrmaschine, Schraubstock, Körnung, Schneidengeometrie (in dieser Reihenfolge) => ein Träumchen.
Old P. schrieb: > PS: Petroleum (oder Diesel) geht gerade so, ich mach immer Spiritus. Da > soll ja nicht geschmiert werden (macht Kupfer eh schon), es soll gekühlt > werden! Es soll vor allem das Anbacken des Materials am Werkzeug verhindert werden. Das kann Petroleum viel besser als Spiritus.
Da ist ein grundsätzliches Problem. Bohrer sind normalerweise so angeschliffen, dass sie bei Stahl oder auch rostfreiem Stahl funktionieren. Bei Kupfer, Messing oder Bronze ziehen sich diese Bohrer von allein in das Material und brechen ab. Hier ist eine andere Schneidengeometrie nötig. Dazu gibt es zwei Möglichkeiten: A: Bohrer im Werkzeughandel kaufen, die speziell geeignet sind. B: Bohrer verändern ( umschleifen ) Warum glauben die Elektroniker eigentlich, das die Metallverarbeitung so nebenhergeht? Wir Schlosser bauen doch auch nicht mal nebenher einen Operations- verstärker. Grüße Bernd
> Warum glauben die Elektroniker eigentlich, > das die Metallverarbeitung so nebenhergeht? Weil das dickste Metall, dem sie normalerweise begegnen, die 35um Kupfer auf der Platine sind ;)
Bernd F. schrieb: > Da ist ein grundsätzliches Problem. > > Bohrer sind normalerweise so angeschliffen, dass sie bei Stahl > oder auch rostfreiem Stahl funktionieren. > > Bei Kupfer, Messing oder Bronze ziehen sich diese Bohrer > von allein in das Material und brechen ab. > Hier ist eine andere Schneidengeometrie nötig. > Dazu gibt es zwei Möglichkeiten: > > A: Bohrer im Werkzeughandel kaufen, die speziell geeignet sind. > B: Bohrer verändern ( umschleifen ) Ich habe noch nie spezielle Bohrer gebraucht um weiche Materialien wie in Alu zu bohren, schon gar nicht bei relativ kleinen Bohrlochgrößen. Dazu genügen mir Bohrer aus gut sortierten Baumärkten völlig. Ich brauche dafür weder Hand gedengelte goldene Superbohrer noch sündhaft teure Industrie-Ständerbohrmaschinen für mehrere k-Euro. Viel Gefühl beim Bohren (vor allem im Vorschub) + Schneidflüssigkeit (die Schneidölsauerei habe ich durch Spiritus ersetzt), gutes Einspannen im Bohrmaschinenschraubstock und rechtzeitig wieder raus aus dem Bohrloch, um die Späne zu beseitigen - alles im kleinsten Drehzahlbereich. Dauert etwas länger, aber klappt mit HSS-Bohrern immer. Da bricht keiner ab. Wer das nicht kann muss sich halt teures Equipment zulegen. Damit kann dann auch jeder Dussel bohren. ;-)
Bernd F. schrieb: > Wir Schlosser bauen doch auch nicht mal nebenher einen Operations- > verstärker. Öhm, aber mal ne elektrische Uhr ist doch auch kein Problem. Immer diese Verallgemeinerungen, auch manche Elektroniker können etwas bohren, fräsen und drehen. Grüße, Guido
Guido B. schrieb: > Bernd F. schrieb: >> Wir Schlosser bauen doch auch nicht mal nebenher einen Operations- >> verstärker. > > Öhm, aber mal ne elektrische Uhr ist doch auch kein Problem. Immer > diese Verallgemeinerungen, auch manche Elektroniker können etwas > bohren, fräsen und drehen. > > Grüße, Guido Ja, jeder ernsthafte "Elektroniker" muss das auch. Denn diese bauen bzw. bearbeiten für ihre Entwicklungen auch ordentliche Gehäuse und Gedöhns. Ich selbst bin zwar auch Metaller (und Tontechniker, und Fotofix....), einen OPV könnte ich aber ganz sicher hinstricken. Das ist aber nun keine Bedingung, jeder hat andere Begabungen. Was fehlt kann man sich aneignen, muss man aber auch nicht. Old-Papa
Hallo "Warum glauben die Elektroniker eigentlich, das die Metallverarbeitung so neben her geht?" Weil man bei der Metallverarbeitung alles sieht und alles nach vollziehen kann, man sieht das z.B. eine Schraube abgebrochen ist, ein Gewinde "verhunzt" ist, irgendwas nicht passt usw. (bitte nicht aufregen und erst mal weiter lesen) In der Elektrik gibt es 1001 verschiedene Möglichkeiten, Fehlersuche und richtig Messen ist "alles", doch Fehlersuche und richtiges Messen sind in vielen Fällen alles andere als Trivial-sehr beliebt sind dann die Fehler welche nur hin und wieder ohne erkennbaren Gründe auftreten. Elektrik => 95% Fehlersuche 4,9% Ersatzteilbeschaffung und Arbeitsvorbereitung 0,1% echte Reparaturzeit ;-) Man sieht Strom nicht, arbeitet mit Größen zu der Mensch keine direkte Sinne hat und Werte die in der Elektronik lächerlich gering sind sind für einen Menschlichen Körper schon "irrsinnig" hoch - z.B. Frequenzen über 20kHz (Gehör) bei Muskeln und Bewegungen wohl schon bei 10Hz oder Zeiten unter 200ms. Das was man als Elektroniker von der Metallverarbeitung meist mitbekommt sieht halt "grob" und simpel nachvollziehbar aus - das es im Detail auch dort sehr verzwickt und theoretisch sein kann bekommt halt nur selten mit. Es sind halt verschiedene Welten die sich höchsten im Groben überschneiden. Hennes
Kupfer kann man sehr gut mit einen Bohrer für Holz bearbeiten. Es gibt zwar Bohrer mit Zentrumspitze für Metall, aber die sind meist schwer zu bekommen. BG
Ich hätte ja behauptet, in den knapp zwei Monaten hätte der TO sein Kupfer auch mit einem scharfgeschliffenen Löffel schon fertiggebohrt. In den relevanten Größen (2,4mm bis 10mm) hatte ich bei Kupfer auch mit normalen HSS-Bohrern in der Standbohrmaschine nie ein Problem.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.