Vielleicht haben hier im Forum einige Leute Interesse daran? Schöne Grüsse Mani
Angehängte Dateien:
-

img031.jpg
250 KB
Angehängte Dateien:
-

img033.jpg
220 KB
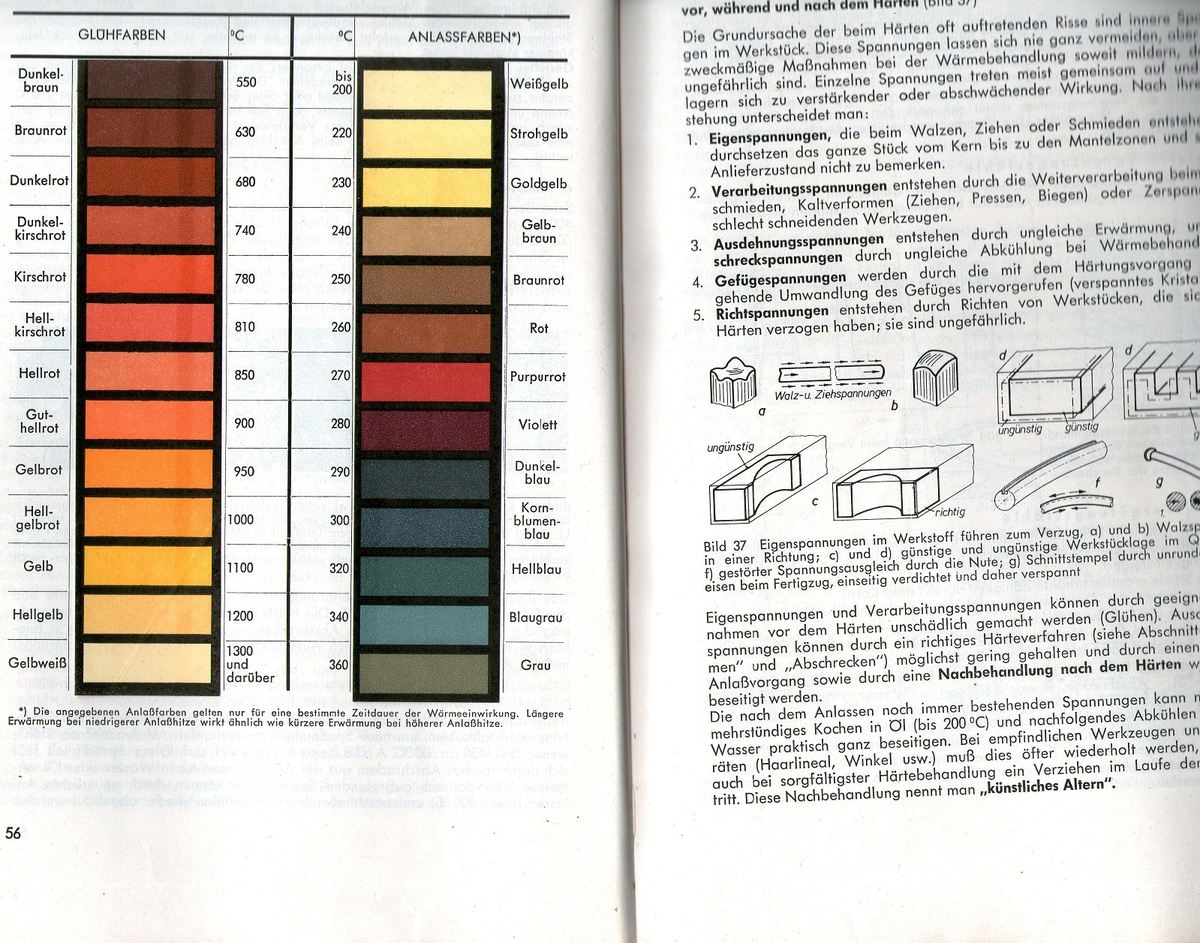
Copyright 1970 by .... Sehr interessantes Lehrbuch! Alles, was mit Metall und Kunststoffen zu tun hat, wird in diesem Buch sehr gut vermittelt... Schönen Gruß Mani
Die Glühfarben sind ideal, um die Gehäusetemperaturen von ICs beim IR-Löten bestimmen zu können ;-) Wer erkennt "Kirschrot" auch heller als "Hellkirschrot", und "Dunkelrot" noch als sauberes Braun?
Angehängte Dateien:
-

img034.jpg
250 KB
Sind ja nur "Anhaltspunkte" und durch "elektronische Aufnahme und Übermittlung sowie des Alters meines Lehrbuches können schon "Abweichungen vom Normalbild" auftreten, Farbänderungen incl. 0815 schrieb: > Wer erkennt "Kirschrot" auch heller als "Hellkirschrot", und "Dunkelrot" > noch als sauberes Braun? Jeder hat eben seine "Farb-Toleranz"! Was für mich rot ist, ist für Andere rosa oder orange, auch dunkel... Trotzdem hier noch die Ansicht meines zweiten Lehrbuches über Metallbearbeitung. Wirklich empfehlenswert, meine Meinung! Mani
Das Problem sind Farbnuancen der Abbildung mit der Realität. Was fehlt, sind Spectrometer, die jeder Farbe eine bestimmte Temperatur zuordnen. Oder gibt es da Empfehlungen? Sonst beibt das wahre Fachwissen auf der Strecke und damit alten Schmieden vorbehalten.
Aus eigener Schmiedeerfahrung (Feuerschweißen) kann ich sagen, dass man das eben gesehen haben muss. Da kommt es auf die Erfahrung an, auf das Umgebungslicht, etc. Die ersten Farben sieht man beim Glühen nur im Dunkeln. Aus einem Buch ist es relativ schwierig, da das Buch ja nicht selbst leuchtet.
Wenn man das in der Praxis, bei einem Schmied oder anderen Berufen sieht, was man mit Metallen und Wärme, Hitze, Glut mit diesen Materialien tun kann, dann gäbe es schon eine Grundstellung im Bereich der Farb-Erkennung bei erhitzten Eisen-Werkstoffen... Mani
rbcn schrieb: > Aus einem Buch ist es relativ schwierig, da das Buch ja nicht selbst > leuchtet. Direkt durch einen Monitor abgebldet, sollte sich das aber schon deutlich genauer machen lassen, als in nem Buch. Außer ab etwa 1000°, weil das real dann schnell deutlich heller strahlt als jeder Monitor.
Ja das mag sein, ich habe eine solche Übersicht mit kalibrierten Fotos und dazugehörigen Temperaturen aber nicht nicht gesehen. Vermutlich deshalb, weil IR Thermometer und Co heute verbreitet und billig sind. Sodass man auf diese Methode prozesstechnisch heute kaum noch zurückgreift.
rbcn schrieb: > Vermutlich > deshalb, weil IR Thermometer und Co heute verbreitet und billig sind. > Sodass man auf diese Methode prozesstechnisch heute kaum noch > zurückgreift. Glaube nicht, daß irgendein Schmied ein IR-Thermometer benutzt...sowas ist doch Kickimicki, das hält in ner Schmiede keine drei Tage. Vom Messbereich her wirds bei billigen Geräten auch eng. Bei Metalloberflächen braucht man auch eines mit abstimmbarem Emissionsfaktor, das wird noch teurer. Diese ganze Farb-Geschichte ist sowieso was für Anfänger, ein Schmied kennt die Farben nach spätestens 2 Wochen auswändig. Dem ist auch egal, ob der Stahl 850 oder 900° hat, er weiß lediglich, wie hell er sein muss, um wie lange und wofür bearbeitbar zu sein.
0815 schrieb: > Glaube nicht, daß irgendein Schmied ein IR-Thermometer benutzt... Ist nicht anzunehmen!
0815 schrieb: > Glaube nicht, daß irgendein Schmied ein IR-Thermometer benutzt... Nein, denn für einen Schmied ist alles nur warm MfG Paul
Paul Baumann schrieb: > für einen Schmied ist alles nur warm Unser alter Schmiedemeister Heinrich sagte immer wenn jemand von heißem Eisen sprach "Frauen und Stuten sind heiß, Eisen ist warm"
Ich meinte mit "prozesstechnisch" auch keinen Schmied. Wo gibt es denn heute noch einen klassischen Schmied? Genau, nirgends! Allenfalls noch einen Hufschmied, dem geht es wirklich hauptsächlich um die Formbarkeit. Handelt es sich aber etwa um einem Messerschmied, kommt es ihm sehr wohl auf die Temperaturen an. Er kennt nämlich das Eisen-Kohlenstoffdiagramm und auch Abkühldiagramme zum Härten. Und dass in einer Kugellagerfertigung die Lagerringe nach Glühfarben vergütet werden, können Sie dem Osterhasen erzählen. Heute werden in der industriellen Fertigung einfach andere Messmethoden angewendet.
rbcn schrieb: > Wo gibt es denn > heute noch einen klassischen Schmied? Genau, nirgends! Unbelegte Behauptung.
rbcn schrieb: > Wo gibt es denn > heute noch einen klassischen Schmied? Genau, nirgends! bei den Kunstschmieden? Für die Gartenzäune im Villenvirtel!
Und das mit den Anlaßfarben geht auch bei Kupfer? oder Messing ? oder Aluminium? oder rostfreiem Stahl? ...oder nur bei Hufeisen?
Quietsch Boy schrieb: > rbcn schrieb: >> Wo gibt es denn >> heute noch einen klassischen Schmied? Genau, nirgends! > > Unbelegte Behauptung. Komm mal vorbei. Grüße Bernd www.metallfunk.de P.s. Obwohl Kaltschmiede in die Hölle kommen, verfestigen wir auch mal Kupferscheiben für Rollenschweißmaschinen. ( Kalt). Und dann gibt es tolle Filme im Netz über Kurbelwellen für Schiffsdiesel. Das ist Schmieden!
Paul Baumann schrieb: > Nein, denn für einen Schmied ist alles nur warm Schon, aber je nach Farbe und Auge des Schmieds entschied dieser "Jetzt oder Nie" und härtete das Material oder beschlug es mit Hammer und schwererem Gerät. Der brauchte kein IR- Thermometer und keinen PC zur Auswertung... Der gute Mann, manchmal auch Frauen, diese entschieden nach "Sehen" und "Erfahrung" die sie von den "Alten" gelernt haben und sich auch neue Techniken angewohnt haben... L.G. Mani
Mani W. schrieb: > Der brauchte kein IR- Thermometer und keinen PC zur Auswertung... > > Der gute Mann, manchmal auch Frauen, diese entschieden nach "Sehen" > und "Erfahrung" die sie von den "Alten" gelernt haben und sich auch > neue Techniken angewohnt haben... Ich habe nichts Anderes behauptet. Im Rahmen der Berufsausbildung haben wir auch eine Grundausbildung in der Schmiede gehabt und dort z.B. Zinken für Eggen geschmiedet oder auch ganze Zaunfelder mit Ornamenten versehen, die wir selbst herstellten. Ich könnte das heute nicht mehr, da mir sowohl die Übung als auch mittlerweile die Körperkraft dafür fehlt. :-( Mich störte das Gesumm der Fliegen. Ich schlug Eine tot und blieb kraftlos liegen. Denn wie sagte damals mein Vater schon: "Mach Dich nur nicht kaputt, mein Sohn!" MfG Paul
Paul Baumann schrieb: > Mani W. schrieb: >> Der brauchte kein IR- Thermometer und keinen PC zur Auswertung... >> >> Der gute Mann, manchmal auch Frauen, diese entschieden nach "Sehen" >> und "Erfahrung" die sie von den "Alten" gelernt haben und sich auch >> neue Techniken angewohnt haben... > > Ich habe nichts Anderes behauptet. Im Rahmen der Berufsausbildung haben > wir auch eine Grundausbildung in der Schmiede gehabt und dort z.B. > Zinken für Eggen geschmiedet oder auch ganze Zaunfelder mit Ornamenten > versehen, die wir selbst herstellten. > > Ich könnte das heute nicht mehr, da mir sowohl die Übung als auch > mittlerweile die Körperkraft dafür fehlt. > :-( > > Mich störte das Gesumm der Fliegen. > Ich schlug Eine tot und blieb kraftlos liegen. > Denn wie sagte damals mein Vater schon: > "Mach Dich nur nicht kaputt, mein Sohn!" > > MfG Paul Paul, für die über 60ziger gibt es bei mir einen elektrischen Schmiedehammer. :) 50 kg Bärgewicht, so fest können auch die " Jungen" nicht kloppen. Grüße Bernd
Paul Baumann schrieb: > Ich habe nichts Anderes behauptet. Bernd Funk schrieb: > 50 kg Bärgewicht, so fest können auch die " Jungen" nicht > kloppen. Sind wir uns jetzt einig? Mani
Paul Baumann schrieb: > Ich schlug Eine tot und blieb kraftlos liegen. Na ja, mit einem 5 kg - Blutdruck - Gerät ist das leicht möglich. Und die Fliege freute sich, mit vollkommener Gesundheit, auch über die Dummheit? Schöne Grüsse Mani
Mani W. schrieb: > Paul Baumann schrieb: >> Ich schlug Eine tot und blieb kraftlos liegen. > > Na ja, mit einem 5 kg - Blutdruck - Gerät ist das leicht möglich. > > Und die Fliege freute sich, > mit vollkommener Gesundheit, > > auch über die Dummheit? Na, du hast den Sinn des Spruches von PB nicht begriffen.
michael_ schrieb: > Na, du hast den Sinn des Spruches von PB nicht begriffen. Doch! Habe ich begriffen und bin voll seiner Meinung! Aber PB wird selbst entscheiden, ob ich ein Schurke bin oder nicht! I have no Problem! Mani
Mani W. schrieb: > Na ja, mit einem 5 kg - Blutdruck - Gerät ist das leicht möglich. > > Und die Fliege freute sich, > mit vollkommener Gesundheit, > > auch über die Dummheit? Ich dachte, dass, wenn man mit einem 5 kg Hammer auf eine Fliege schlägt - der Blutdruck steigt... Und niemand wurde von mir bezichtigt, ein Dummer zu sein !!! Schöne Ostergrüße Mani
lrep schrieb: > Und das mit den Anlaßfarben geht auch bei Kupfer? > oder Messing ? > oder Aluminium? > oder rostfreiem Stahl? > ...oder nur bei Hufeisen? Aus eigener Erfahrung geht das mit den Anlaßfarben bei Aluminium und Messing nicht. Versuch mal Messing autogen zu schweißen, nicht hartlöten! Du bekommst nur Löcher, da das Messing die Farbe beim erhitzen nicht ändert.Wird dann Zusatzmaterial an der Oberfläche zugeführt, so wird schlagartig die Oberflächenspannung der Schmelze überwunden und das flüssige Messing fällt nach unten - Loch. D.h. optisch, anhand von Farbe, kann man den Übergang vom festen in den flüssigen Übergang nicht erkennen.
Dieter J. schrieb: > lrep schrieb: >> Und das mit den Anlaßfarben geht auch bei Kupfer? >> oder Messing ? >> oder Aluminium? >> oder rostfreiem Stahl? >> ...oder nur bei Hufeisen? > > Aus eigener Erfahrung geht das mit den Anlaßfarben bei Aluminium und > Messing nicht. Versuch mal Messing autogen zu schweißen, nicht > hartlöten! Du bekommst nur Löcher, da das Messing die Farbe beim > erhitzen nicht ändert.Wird dann Zusatzmaterial an der Oberfläche > zugeführt, so wird schlagartig die Oberflächenspannung der Schmelze > überwunden und das flüssige Messing fällt nach unten - Loch. D.h. > optisch, anhand von Farbe, kann man den Übergang vom festen in den > flüssigen Übergang nicht erkennen. Das lässt sich so pauschal nicht sagen. Wir schmieden Messing ( Kein Problem bei möglichst wenig Licht), Die Glühfarben lassen sich nur schlecht bestimmen, ein wenig zu warm, dann ist es hin. Autogenschweißen geht sogar auch, dazu verwenden wir die Flussmittel gefüllten Lötstäbe. Ist eine sehr dampfige Geschichte und es ist kaum was zu sehen. Wir schmieden auch Alu. Die Glühfarbe sieht man durchaus im Dunkeln, aber das helle Feuer der Schmiedeesse oder des Brenners überstrahlt das. Bis sich das Auge angepasst hat, ist das Teil kalt. Bei Alu hilft nur der uralte Trick mit dem Fichtenholzspan. Wenn ich mit dem Span (ähnlich einem Bleistift ) irgendwas auf mein Material kritzel, und es bleibt ein satter schwarzer Strich, dann ist es butterweich. Jetzt noch ein Zacken mehr erhitzen und ich habe Pulver. Messing oder Alu im glühenden Zustand zu bearbeiten ist also äußerst schwierig. Da kommt noch erschwerend dazu: Das Material ist " warmbrüchig", das heißt kurz nach Glühen ist es spröde. Dann lieber ausglühen, abkühlen lassen und draufrumhämmern. Grüße Bernd
Bernd Funk schrieb: > Bei Alu hilft nur der uralte Trick mit dem Fichtenholzspan. ...oder der neuere Trick mit dem Infrarotthermometer. ...oder ein großer Ofen mit Thermostat (Schutzgas nicht vergessen) und genug Zeit Bernd Funk schrieb: > Autogenschweißen geht sogar auch, dazu verwenden wir die Flussmittel > gefüllten Lötstäbe. Löten oder Schweißen mit Lötstäben?
Material mit artgleichem Zusatz zu verschmelzen, hat mit Löten nichts zu tun. Das Flussmittel hält hier aber den Sauerstoff ab. Grüße Bernd
Bernd Funk schrieb: > Das Flussmittel hält hier aber den Sauerstoff ab. ok, also so ähnlich wie beim Autogenschweißen von Aluminium, nur dass bei Messing das Flussmittel im Schweißdraht steckt und nicht außen aufgepinselt werden muss? Kannte für Messing bislang nur Hartlöten mit dem Autogenschweißgerät, daher die Nachfrage.
Schreiber schrieb: > Bernd Funk schrieb: >> Das Flussmittel hält hier aber den Sauerstoff ab. > > ok, also so ähnlich wie beim Autogenschweißen von Aluminium, nur dass > bei Messing das Flussmittel im Schweißdraht steckt und nicht außen > aufgepinselt werden muss? > > Kannte für Messing bislang nur Hartlöten mit dem Autogenschweißgerät, > daher die Nachfrage. Das funktioniert genauso wie beim Alu. Das Schmelzbad muss begrenzt werden, am besten mit Hitzeschutzplatten aus dem Ofenbau, sonst läuft die Soße unkontrolliert weg. Im Gegensatz zu einer WIG- Schweißung lässt sich derart verbundenes Messing rotglühend schmieden, ohne zu brechen. Grüße Bernd
Beitrag #5395110 wurde von einem Moderator gelöscht.
Beitrag #5395271 wurde von einem Moderator gelöscht.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.