Hallo, Ich bin neu im Bereich des 3D Druck und bin nun etwas verwirrt. Im Internet sieht man verschiedenste Arten von Oberflächen auf dem Heizbett. Glas, flüssiger Kunststoff, Kleber,Blue Tape usw. Nun bin ich mir nicht sicher was ich außer dem Heizbett wirklich benötige, oder was am besten funktioniert. Vielleicht hat kann mir ja jemand helfen. Mfg. Christoph
Das kommt ganz drauf an, womit Du drucken willst. Das grundlegende Problem ist die Haftung des Drucks auf dem Druckbett - die wird beeinflusst vom Druckmaterial (ABS, PLA etc.), von der Temperatur des Druckbetts und natürlich dessen Oberfläche. Du wirst Dich durchprobieren müssen. Ich verwende auf meinem K8200 mit PLA ein beheiztes Druckbett, das mit blauem Kreppband beklebt ist. Das funktioniert etwas besser als die lackierte Rückseite des Spiegels, den ich wegen des miserablen "Original"-Druckbetts auf selbiges gelegt habe. Andererseits wird durch die hohe thermische Last des Spiegels das Druckbett nur sehr langsam warm, und der Wärmeübergang zwischen der Druckbettplatine und der Glasplatte ist auch nur sehr dürftig - bei meiner nächsten Bastelwutsitzung fliegt der ganze Kram raus und wird durch ein direkt beheiztes Alu-Druckbett ersetzt (was dann vermutlich wieder mit Kreppband beklebt werden muss, oder vielleicht auch nicht). Nachteil des Kreppbandes ist die recht rauhe Oberfläche der Werkstücke auf der Druckbettseite, andererseits sehen die anderen Oberflächen auch nicht besser aus ...
Vielen dank erstmal, werde mal mit dem Klebeband experimentieren und mich dann ggf. nochmal melden. Mfg. Christoph
Alu dehnt sich bei Wärme recht stark, das kann möglicherweise Probleme machen. Das mit dem Spiegel hab ich schnell wieder gelassen dauert ewig bis der aufheizt. Eine zugeschnittene Platte aus einem defekten Ceranfeld brachte da erheblich bessere Ergebnisse. Auch mit Edelstahl die mit Kapton Folie beklebt wurde hat man gute Ergrbnisse. Die Haftung ist aber auch nicht so toll. Mit Haarspray ging es dann recht gut mit PLA (got2b als Empfehlung meiner Tochter, Billigzeug von Aldi ging gar nicht) - bis die Spraypulle alle war und ich eine neue gekauft habe. Offenbar hat man die Rezeptur etwas geändert und nun klebt das Zeug nicht mehr gut. Saufest hält einstreichen mit Klebestift und einer Spur Wasser, etwas Übung ist notwendig damit das glatt wird, damit klappt auch ABS. Allerdings ist das so fest das es nur schwer wieder zu lösen ist, für Kaponband ungeeignet das geht da kaput. Probiere gerade Sprühkleber auf Ceran, druckt aber gerade noch. Hält offenbar recht gut, wie die Oberfläche wird - mal sehen. Übrigens, das könnte doch in Mechanik&Werkzeug verschoben werden.
Wir haben bei unseren Tests bisher mit einem preiswerten MK3-Heizbett dieses Anbieters http://www.ebay.de/itm/141548881688 sehr gute Ergebnisse erzielt. Bei 70°C haftet PLA ohne Probleme und ohne weitere Vorbereitung auf dem Aluminium. Wir hatten da noch keine einzige Ablösung. Die starke Wärmedehnung des Aluminiums hat dann Vorteile: Kühlt die Druckplatte ab, so löst sich das Modell bei etwa 35°C von selbst ab und kann einfach weggenommen werden. Auch Reste (Fäden etc.) lassen sich einfach per Hand abziehen. Die Oberfläche wirkt für Aluminium etwas zu gräulich - eventuell ist die Platte (PEI?)-beschichtet. Allerdings findet das in der Beschreibung nirgends Erwähnung und das originale MK3 hat auch keine Beschichtung. Schön ist auch die sehr gleichmäßige Wärmeverteilung. Tipp: zum Anlöten der Stromzuführungen sollte man das Bett sich selbst vorher auf Maximum (etwa 110°C) aufheizen lassen - dann geht das auch mit einem 50W-Lötkolben. Sonst: no chance ;-) Edit: ich habe das mal wie gewünscht verschoben. Da passt es wirklich besser.
Chris D. schrieb: > Wir haben bei unseren Tests bisher mit einem preiswerten MK3-Heizbett > sehr gute Ergebnisse erzielt. So ein Ding liegt bei mir auch schon herum, ich muss nur die Stromversorgung umbauen (dieses Heizbett kann mit 12V oder 24V betrieben werden, das Netzteil des K8200 liefert 15V, ist aber zu schlapp, um das Heizbett mit 15V zu speisen (das wäre dann recht flott). Obendrein muss ich mir auch noch eine brauchbare Befestigung für das Heizbett einfallen lassen, mir schwebt da eine Dreipunkt-Auflage zur besseren Nivellierung vor. Danke für den Tip mit dem Löten (eine Anwendung mehr für meine Heißluftbläse). Was für einen Drucker verwendest Du und wie genau ist da das Druckbett montiert?
Angehängte Dateien:
-

IMG_20150612_183627-1.jpg
220 KB
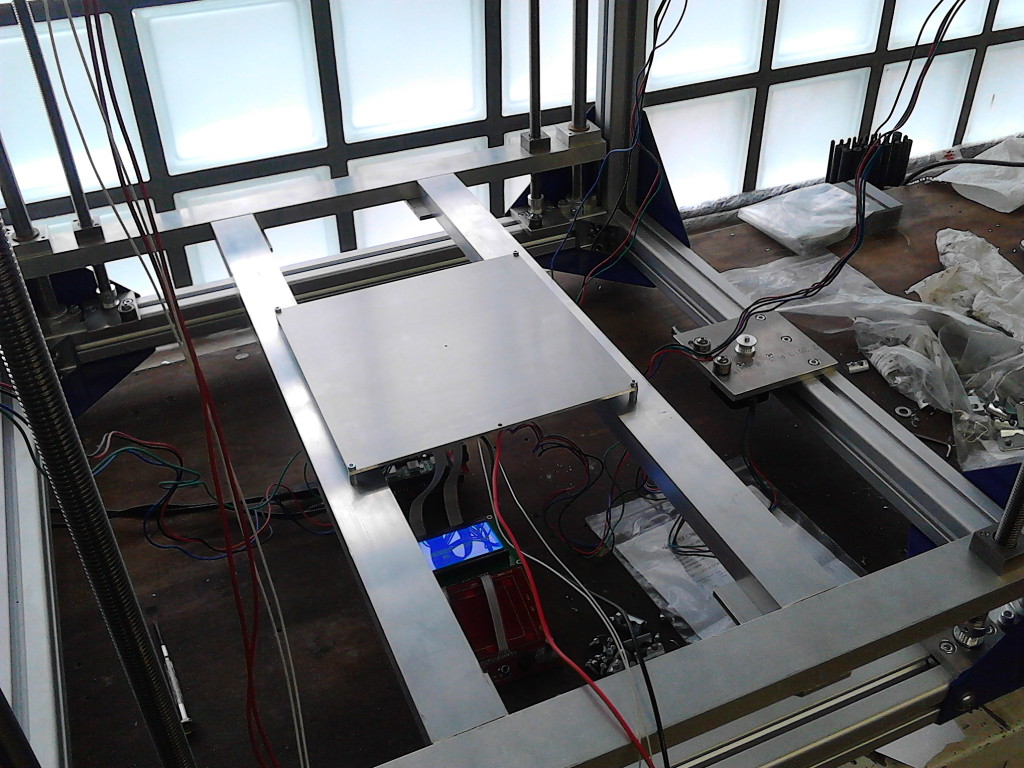
Rufus Τ. F. schrieb: > So ein Ding liegt bei mir auch schon herum, ich muss nur die > Stromversorgung umbauen (dieses Heizbett kann mit 12V oder 24V betrieben > werden, das Netzteil des K8200 liefert 15V, ist aber zu schlapp, um das > Heizbett mit 15V zu speisen (das wäre dann recht flott). Hier läuft das mit 24V. Die Aufheizzeit (20°-70°C) liegt bei gefühlten 5-6 Minuten. Für mich reicht das erstmal. 24V am 12V-Eingang - das hab ich mich dann doch nicht getraut ;-) > Obendrein muss ich mir auch noch eine brauchbare Befestigung für das > Heizbett einfallen lassen, mir schwebt da eine Dreipunkt-Auflage zur > besseren Nivellierung vor. > > Danke für den Tip mit dem Löten (eine Anwendung mehr für meine > Heißluftbläse). Ja, das sollte auch gehen. Zuerst hatte ich es so versucht, aber das Zinn wurde nicht einmal teigig - logisch bei der Metallmasse und Aluminium. Bis mir dann einfiel, dass ich ja die Heizung in den Händen halte - also flugs Krokodilklemmen dran und dann ging es problemlos. Aber man kommt ja nie direkt auf die einfachste Lösung ;-) > Was für einen Drucker verwendest Du und wie genau ist da das Druckbett > montiert? Wir haben hier einen Eigenbau. Das MK3-Druckbett ist nur ein Test, da das endgültige Druckbett 500x500mm Größe haben wird und auch für Dispenser etc. genutzt werden soll. Ich überlege noch, wie ich für die doch große Fläche die Heizung aufbaue. Ratsam wäre wohl 230V, andererseits sind 600W-Netzteile für 24V preiswert erhältlich. Eventuell "kachele" ich die Fläche auch mit kleineren MK3-Platten (100x100mm oder so - mal sehen, wo man die kaufen oder fertigen lassen kann), die ich mit einem minimalen Luftspalt (1/10mm) als Wärmesperre montieren würde und könnte so ganz gezielt nur den Teil heizen, der wirklich verwendet wird. Ich möchte ja nicht das Labor heizen. Ich habe das MK3 an den vier Bohrungen mit M3-Schrauben und untergelegten Spiralfedern auf Aluminiumschienen montiert. Das ältere Foto ist nicht optimal, sollte aber das Prinzip zeigen. Vier Auflagepunkte sind natürlich statisch überbestimmt, aber das Einstellen ging ganz gut und die Höhe der ersten Schicht ist bis jetzt stabil geblieben. Den Sensor habe ich in die Bohrung in der Mitte mit 2K-Epoxyd eingeklebt. Dann ist die Bohrung auch weg.
Chris D. schrieb: > Wir haben hier einen Eigenbau. Schick, wenn auch etwas sperrig. Aber sicherlich ein verdammt großes Druckvolumen. > Ich überlege noch, wie ich für die doch große Fläche die Heizung > aufbaue. Pollin verkauft selbstklebende Heizfolie in verschiedenen Varianten* mit rechteckigen Abmessungen, vielleicht lassen sich davon mehrere brauchbar auf einer ausreichend steifen Aluplatte verteilen. Zu klären wäre allerdings die Hitzebeständigkeit des verwendeten Klebstoffes. Danke für den Montagehinweis; ich denke, daß ich das mal ausprobieren werde. Wie steif sind die verwendeten Druckfedern? *) z.B. 850494 in etwa 20x20 cm, 10 Watt, 230 V oder 850486 in etwa 32x14 cm, 36 Watt, 12 V oder 850492 in eta 10x5 cm, 5 Watt, 24 V
Rufus Τ. F. schrieb: > Chris D. schrieb: >> Wir haben hier einen Eigenbau. > > Schick, wenn auch etwas sperrig. Aber sicherlich ein verdammt großes > Druckvolumen. Ja, etwas Platz muss man dafür schon haben. Der maximale Druckraum ist 500x500x500mm. Die Druckzeiten steigen bei solchen Größen natürlich exorbitant an. Wir wollen damit Abformkörper für GFK/Polyvinylester-Behälter für spezielle kleine chemische Reaktoren anfertigen. Die müssen von der Oberfläche her nicht so toll sein, da wir diese eh noch glattschleifen bzw. mit Silikon überziehen. Darüberhinaus werden sie außer beim Laminieren nicht belastet, können also mit sehr wenig Infill und großer Düse (0,8mm) gedruckt werden. Die Außenmaße des Würfels sind 700x700x700mm - er passt also noch auf einen 80x80cm-Tisch und vor allem noch durch eine normale Tür (wird tatsächlich gerne bei größeren Selbstbaudruckern vergessen ;-) Aber der wird dann natürlich auch an einem Ort stehen bleiben. >> Ich überlege noch, wie ich für die doch große Fläche die Heizung >> aufbaue. > > Pollin verkauft selbstklebende Heizfolie in verschiedenen Varianten* mit > rechteckigen Abmessungen, vielleicht lassen sich davon mehrere brauchbar > auf einer ausreichend steifen Aluplatte verteilen. Zu klären wäre > allerdings die Hitzebeständigkeit des verwendeten Klebstoffes. Ja, so etwas hatte ich auch schon überlegt, allerdings sind die Heizleistungen doch sehr gering. Bei der MK3 hatte ich jetzt immer um die 5A, was bei 24V etwa 120W auf 200x200mm entspräche. Ich werde mal anfragen, was so eine 100x100mm-Aluplatine bei meinem Chinesen kostet. Ich brauche ja 25 identische Stücke. Die müssten dann natürlich noch thermisch gut isoliert auf eine Trägerplatte montiert werden. Ich hab auch schon verrückte Lösungen gesehen, bei denen Tiffanykupfer in Mäandern auf die Trägerplatte geklebt wurde - quasi die alte Rubbeltechnik für PCBs, nur diesmal direkt mit Kupferbahnen. Und das funktionierte. > Danke für den Montagehinweis; ich denke, daß ich das mal ausprobieren > werde. Wie steif sind die verwendeten Druckfedern? Relativ schwabbelig. Ich hätte gerne stärkere, aber die waren aus so einem Federsortiment: http://www.ebay.de/itm/251799498673 Ich meine, das wären welche aus dem Fach oben rechts im Kasten.
Chris D. schrieb: > Ich überlege noch, wie ich für die > doch große Fläche die Heizung aufbaue. Ratsam wäre wohl 230V, > andererseits sind 600W-Netzteile für 24V preiswert erhältlich. Je nach gewünschter Temperatur könnte man auch über Warmwasser oder Thermoöl nachdenken. Vorteil ist, dass die Temperatur gleichmäßig ist, wenn man Heizfolie verwendet und nur an einer Ecke misst (und die andere Hälfte der Platte mit einer dicken Plastikschicht bedruckt ist) dürfte das recht ungleichmäßig werden.
Chris D. schrieb: >>> Ich überlege noch, wie ich für die doch große Fläche die Heizung >>> aufbaue. >> > Ja, so etwas hatte ich auch schon überlegt, allerdings sind die > Heizleistungen doch sehr gering. Bei der MK3 hatte ich jetzt immer um > die 5A, was bei 24V etwa 120W auf 200x200mm entspräche. > > Ich werde mal anfragen, was so eine 100x100mm-Aluplatine bei meinem > Chinesen kostet. Ich brauche ja 25 identische Stücke. Die müssten dann > natürlich noch thermisch gut isoliert auf eine Trägerplatte montiert > werden. Ich reprapforum läuft im Moment eine Sammelbestellung für selbstklebende Silkonheizmatten mit Sondermaßen. Bzw. man kann sich auch eine Dauerdruckbett (feinsgefräst) komplett mit Beschichtung, Heizung und Hitzeschild + Thermistor fertigen lassen. Einfach ein wenig auf dem Schwarzem Brett umschauen. ( alles für normale Taler ) http://forums.reprap.org/read.php?251,548342 12 V o. 24 V macht kaum Sinn. Bei der Größe kommt man locker auf 1 kW Heizleistung.
Ich habe eine Glasplatte aus einem Rahmenlosen Bilderahmen genommen (24x18cm). Auf das Heizbett habe ich dann großflächig dünn Wärmeleitpaste geschmiert, und dann die Glasplatte drauf geklatscht und mit etwas Kapton-Tape fixiert. Für Drucke mit PLA und ABS schmiere ich immer eine hauchdünne schicht ABS Saft drauf (ABS in Aceton aufgelöst). Bei einer Betttemperatur von 65°C für PLA und 110°C für ABS haftet das bombig und gibt eine Spiegelglatte Unterseite. Ich drucke auch nicht mehr mit Raft sondern direkt auf die Platte. Nur 2 Spuren Brim für eine Lage. TPU drucke ich ohne ABS-Saft mit 65°C Heizplatte. Die Spielereien mit Bluetape, Kapton, Kleber etc habe ich endgültig hinter mir gelassen.
Schreiber schrieb: > Je nach gewünschter Temperatur könnte man auch über Warmwasser oder > Thermoöl nachdenken. > Vorteil ist, dass die Temperatur gleichmäßig ist, wenn man Heizfolie > verwendet und nur an einer Ecke misst (und die andere Hälfte der Platte > mit einer dicken Plastikschicht bedruckt ist) dürfte das recht > ungleichmäßig werden. Ja, das hatte ich auch schon überlegt, aber der Aufwand ist schon groß - und der Energieeinsatz bleibt ja derselbe bzw. ist sogar noch etwas höher. Ich möchte eigentlich nicht permanent 600-1000W Heizleistung im Raum haben, wenn ich "normalgroße" Teile drucke. Daher die Idee mit der Kachelung. Die Wärmeverteilung war bisher sehr gleichmäßig. 3mm Aluminium haben bei dem Querschnitt schon sehr wenig Wärmewiderstand. Tests mit einem Infrarotthermometer haben hier bei der MK3 weniger als 2°C Abweichung über das gesamte Bett ergeben. Pong L. schrieb: > Ich reprapforum läuft im Moment eine Sammelbestellung für selbstklebende > Silkonheizmatten mit Sondermaßen. Bzw. man kann sich auch eine > Dauerdruckbett (feinsgefräst) komplett mit Beschichtung, Heizung und > Hitzeschild + Thermistor fertigen lassen. Einfach ein wenig auf dem > Schwarzem Brett umschauen. ( alles für normale Taler ) > http://forums.reprap.org/read.php?251,548342 Danke für den Link - diese hätte allerdings auch wieder den Nachteil, dass ich immer alles heize. > 12 V o. 24 V macht kaum Sinn. Bei der Größe kommt man locker auf 1 kW > Heizleistung. Ja - allerdings nur, wenn ich wirklich die gesamte Fläche benötige. Das wird wohl eher nicht der Fall sein. Ich werde einfach mal schauen, was so eine Aluplatine kostet.
Chris D. schrieb: > Danke für den Link - diese hätte allerdings auch wieder den Nachteil, > dass ich immer alles heize. Chris D. schrieb: > Ich möchte eigentlich nicht permanent 600-1000W Heizleistung im Raum > haben, wenn ich "normalgroße" Teile drucke. Daher die Idee mit der > Kachelung. Aus dem Grund habe ich bei mir noch zusätzlich eine kleine Druckplatte angebracht. Mit einer Adaption (mit Passung). Ist mit ein paar Handgriffen erledigt. Ich wollte auch nicht mit 0,8 kW heizen wenn ich nur einen Bruchteil der Heizfläche benutze. Der Mehrpreis für die kleine zusätzliche Platte hat man über die gesparten Stromkosten im nu wieder drin. Bei der Kachellösung (vom Prinzip nicht verkehrt) hat man nicht nur 25 Heizungen sondern auch 25 Temp. Sensoren. Damit alle die gleiche Temperatur haben + 25x Regelung + Anbindung an die vorhande Steuerung. Um das bekommt man oben erwähnte zweite Druckplatte. Wenn man die zweite Druckplatte oberhalb der großen montiert, bekommt man nur etwas weniger Druckhöhe zusammen. Wenn es dann wirklich um die paar cm geht, kann man im Fall der Fälle immer noch doch auf der Großen drucken.
Hi, ich drucke auf der Glasplatte vom K8200 mit Taff Haarspray hält Bombig. Ablösungen hatte ich nicht mehr seit langem. Musste aber schon mal in den Kühlschrank damit ich den Druck gelöst habe. PLA mit Druckbett Temperatur von 57°C (da noch 12V geheizt die maximal konstante Temperatur) MfG ich
Wie stellst Du Dir das mit der Kachellösung vor? Mehrere separate Platten anreihen? Wie willst Du dann die Planlage sicherstellen? Die Druckfeder/Schrauben-Kombination verbietet sich wegen der vorstehenden Schraubenköpfe ... Wenn Du eine große Aluplatte verwendest, diese aber selektiv beheizt, wirst Du am Rand der Heizzone Wärmeverluste haben, und andererseits sich die Platte verziehen. Das will man auch nicht. Daher erscheint mir der Wechsel des Druckbetts am besten geeignet zu sein.
Ja, da habt Ihr Recht. Die Sensoren könnte man zwar mit einem Analogmultiplexer etc. bedienen, in ähnlicher Art die MOSFETs, aber das ist lästig, auch mit der Verkabelung. Mechanisch wäre das für uns weniger problematisch. Wir würden ein passendes Gitter fräsen und die Platten dann auf ihren Rändern präzise mit 3M-Klebebändern aufkleben. Aber die Idee mit einer einfach aufsetzbaren MK3 ist vermutlich die einfachste Lösung. Eventuell könnte man die magnetisch fixieren. Die einwirkenden Kräfte sind ja eher gering, da der Tisch nur vertikal bewegt wird.
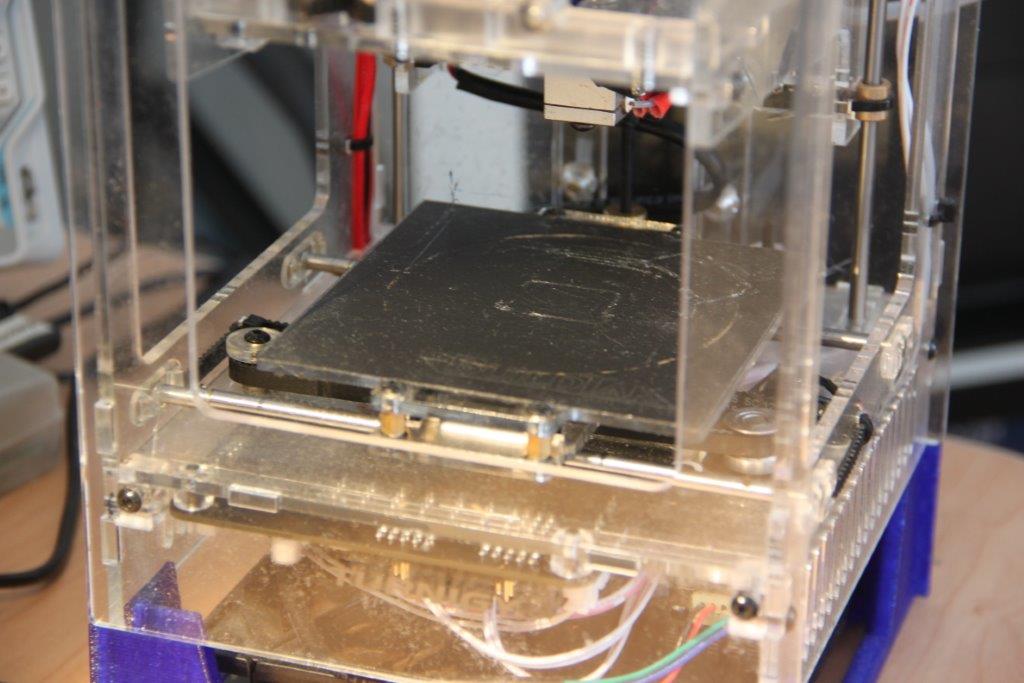
Der Test mit dem Sprühkleber ist recht gut gelaufen. Die Oberfläche ist recht ansehnlich nur läst sich das Teil bei großer Auflagefläche nur sehr schwer von Druckbett lösen. Für kleine Auflageflächen eher von Vorteil. Die Idee mit dem gelösten ABS ist interessant, werd das mal pobieren. Mit dem klebrigen Haarspray, das recycelte meiner Tochter, hatte ich bisher die besten Ergebnisse. Das K8200 Druckbett, im Lieferzustand nahezu unbrauchbar, habe ich umgebaut. Die Heizplatine wurde umgedreht und zwischen Aluhalteplatte un Heitzplatte eine Pappe zur Wärmeisolation gelegt. Als Druckplatte dient eine zugeschnittene Ceran-Platte in die eine Vertiefung für den Temperatursensor geschliffen wurde. Vorteil der Ceranplatte ist das die leicht zu reinigen ist und auch wenn, wie beim Sprühkleber, mal etwas gröber vorgegangen werden muss nicht beschädigt wird. Die Aufheitzzeit ist recht gut, nicht so schnell wie bei Alu aber bedeutend besser als die oft verwendete Spiegelscheibe. Natürlich wurde auch die Stromversorgung verstärkt, das mitgelieferte Netzteil bringt ja gerade für die Extruderheizung ausreichend Leistung. Läuft nun mit 24V, das Netzteil lag gerade rum und bringt bis 10A die aber nicht gebraucht werden. Die Änderung auf der Platine ist ja simpel da ja in der Lowside geschaltet wird. Am K8200 muß ja ohnehin an vielen Stellen rumgebastelt werden damit das ganze ordentlich funktioniert. Na ja zum Erfahungen sammeln war das Teil recht nützlich. Weitere Umbauerei daran werd ich nicht mehr machen, demnächst kommt da was ordentliches her mit mindestens 2 Extrudern, gescheitem Druckbett und präziser Mechanik.
Angehängte Dateien:
-

IMG_7485.jpg
78 KB -

IMG_7484.jpg
76 KB -

IMG_7488.jpg
59 KB -

IMG_7487.jpg
86 KB


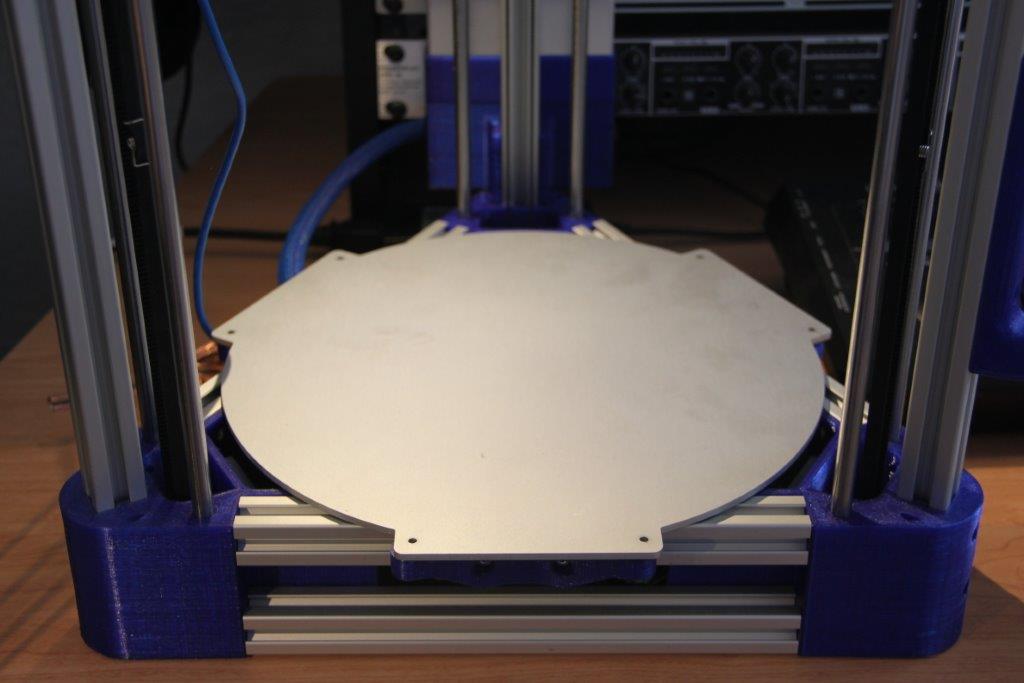
Hallo, der Thread ist zwar schon ein paar Tage alt, aber vielleicht ist das hier ja hilfreich, da sich die Dinge entwickelt haben. Ich benutze auf allen Druckern für PLA, PET und XT - ABS ist mir zu zickig ;-) - BuildTak als Untergrund und bin sehr zufrieden. man sollte das Leveling sehr akurat durchführen, weil das Zeug sonst den Druck nur ungerne wieder los lässt - man sieht es den Beschichtungen beim Fabrikator und dem I3 an - muss ich mal langsam wechseln. So sieht BuildTak nach mehr als einem Jahr Dauerbetrieb aus - das Zeug ist nicht ganz billig, aber es hält offenbar auch ewig. Für Nylon benutze ich eine Pertinaxplatte (auch Phenolhartpapier), da Nylon offensichtlich ungerne auf irgendetwas haftet - jedenfalls nicht auf Malerkrepp (Bluetape) oder Capton, und auch nicht wirklich auf BuildTak - auf irgendwelche klebrigen Experimente mit Prittstift & Co habe ich keine Lust. Am Pertinax haftet Nylon allerdings derart gut, dass man auch hier sehr genau beim Leveling sein sollte, um genau den Punkt zwischen haftet nicht mehr und haftet gerade eben hinzubekommen. Das wird insbesondere dann wichtig, wenn man große Auflageflächen hat. Zum Ausgleich ist Nylon aber so derart reiß- und bruchfest, dass man beim Entfernen von der Druckplatte auch sehr rabiat vorgehen kann, ohne nennenswerten Schaden anzurichten - hier geht her noch die Druckplatte kaputt. ;-) Pertinax ist nicht ganz so leicht zu bekommen - ich kaufe es bei http://www.masterplatex.de/epages/62236671.sf/de_DE/?ObjectPath=/Shops/62236671/Categories/Hartpapier_/PertinaxPlatten_brown, da ich eh in Berlin bin. Die versenden aber auch. Ist ne etwas schräge Kellerfirma, aber die haben wirklich alles, was es in Plattenform gibt. Pertinax hat die unerfreuliche Eigenschaft, sich zu verziehen - es wird zwar bei Masterplatex stehend gelagert, aber es wird in den meisten Fällen etwas gewölbt daher kommen - man kann es aber ganz gut in Form biegen und der Rest ist saubere Levelling. Auf meinem gerade entstehenden Deltadrucker, werde ich ein MK3-Heizbett aus Aluminium einsetzen - das soll angeblich auch so als Druckoberfläche ausreichen, ich werde aber trotzdem BuildTak drauf kleben. Den I3 werde ich auch auf so ein MK3-Druckbett umrüsten - mal sehen, was das bringt. Grade bei dem I3 ist das Leveling mit dem alten Bett einfach zu nervtötend, weil es - auch mit Spiegelplatte einfach nicht über die ganze Fläche in eine Ebene zu bekommen ist, was u.A. aber auch an der nicht ganz optimalen Konstruktion der Y-Carriage dieses speziellen Druckers liegt. Mit den Aluminiumplatten kann ich dann aber kapazitive Abstandssensoren (https://opencircuit.nl/ProductInfo/1000064/LJ12A3.pdf), wie sie offenbar auch von Prusa selber im neuesten I3 eingesetzt werden, verwenden um ein Autoleveling mit Softwarekorrektur zu benutzen. Hierbei empfiehlt es sich, genau auf die Typenbezteichnung AY/BY/AX/BX zu achten, denn dahinter verbergen sich die Kombinatinen PNP, NPN, normally open und normally closed - ich habe hier ein paar Fehlkäufe, die aber dank Shenzhen eher in die Wartezeit als ins Geld gingen, weil ich einfach zu unüberlegt bestellt habe, ohne genau auf die empfohlene BX-Variante (NPN, normally open) zu achten - alle anderen lassen sich natürlich auch verwenden, nur muss man dann die Beschaltung (NPN vs. PNP) und ggf. die Konfiguration von Marlin & Co (NC vs. NO) anpassen. Vielleicht hilft die ergeänzende Info ja auch nach über einem Jahr irgendwem ;-) Gruß Axel
Axel R. schrieb: > Pertinax ist nicht ganz so leicht zu bekommen Schau mal auf Ebay. Für jeden bestellbar. Und auf Hartpapier druck ich alles. Egal ob PLA, PEtg, Nylon, Flexibel,....
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.