Meine mit Mesa 5i25+7i76 aufgebaute LinuxCNC Steuerung funktioniert soweit ganz gut. An der x- und an der y-Achse habe ich zwei und an der z-Achse einen Endschalter verbaut. Fahre ich diese an bleibt die Maschine stehen und lässt sich nicht mehr bewegen. Nun möchte ich es aber so haben, dass ich die Maschine freifahren kann, d.h. beim Auslösen des Minus-Endschalters möchte ich die Achse weiter in Plus und beim Auslösen des Plus Endschalters die Maschine weiter in Minus fahren können. Ich nutze die Axis GUI. 1. Weiß jemand Rat? 2. Dieses Forum ist ja nur bedingt zuständig. Kennt jemand ein passenderes? Falls es ein englisches Forum ist kein Problem.
Hi, hmm, poste mal Deine Konfiguration (hal und ini). Hier noch ein Link zum Handbuch Kapitel: http://linuxcnc.org/docs/2.4/html/config_ini_homing.html#r0_1_3 Sonst gibts eine LinuxCNC Mailinglist: https://lists.sourceforge.net/lists/listinfo/emc-users Grüße Flo
Hi Flo, hier sind die files. Ich stehe erst ganz am Anfang. Die Endschalter werden auf jeden Fall erkannt. Das sieht man im screen shot. Ich habe mit pyvcp leds auf der rechten Seite der axis Oberfläche erstellt. Beim Erstellen des screen shots war der positive X-limit-switch gedrückt. Ich versuche mal mit dem von Dir geposteten link weiterzukommen. Herzlichen Dank und einen guten Start ins neue Jahr Reinhard
Angehängte Dateien:
-

Screenshot.png
130 KB
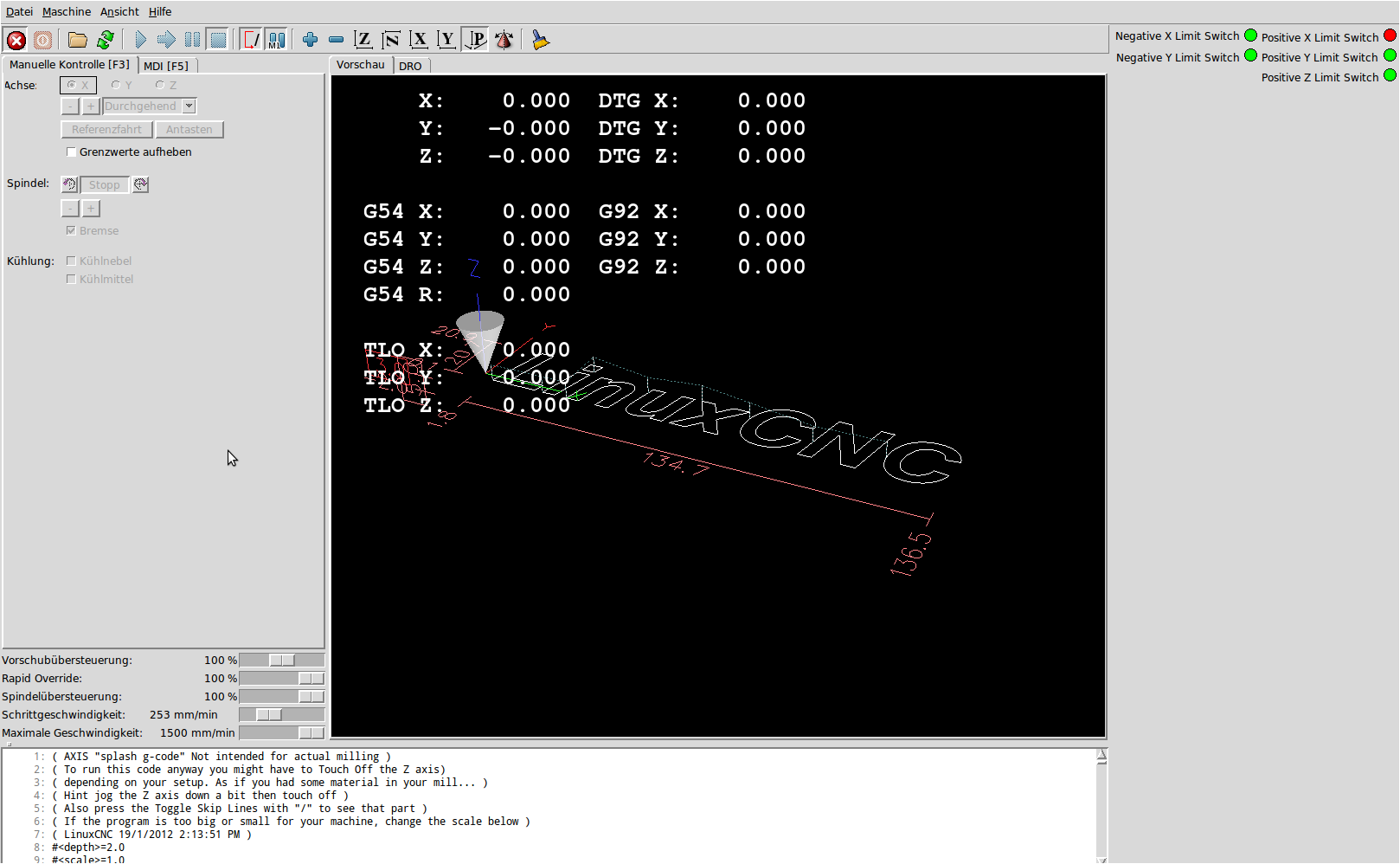
Klick mal auf "Grenzwerte aufheben". Dann kannst du wieder runterfahren. Siehe auch hier: http://linuxcnc.org/docs/html/gui/axis.html#_manual_control -> override limits edit: du hast scheinbar referenz-schalter. du solltest dann einen sogenannten maximum travel pro achse angeben. dann passiert es deutlich seltener, dass man mal auf einen endschalter fährt. vor allem wird schon vor programm-start geprüft, ob deine programm so abarbeiten kann.
bei Gleichspannung mit Umpolung macht man das mit Überbrückungsdioden, bei Schrittmotore werden die doch von der IRQ abgefragt? ist dann nur SW. Was schaltet der Endschalter nun ab?
Hallo zusammen, Danke für die Tipps. Es funktioniert leider immer noch nicht wie gewünscht. In CNCUSB ist das so wie es mir vorschwebt. Fahre ich in negative Richtung in einen Endschalter, dann kann ich die betreffende Achse nur noch ins Plus fahren und zwar so lange bis der Schalter wieder frei ist. In der anderen Richtung ist es umgekehrt. das geht bestimmt auch in LinuxCNC. @ Michael H. folgendes finde unter Deinem Link > Override Limits > By pressing Override Limits, the machine will temporarily > be allowed to jog off of a physical limit switch. This check > box is only available when a limit switch is tripped. The > override is reset after one jog. If the axis is configured > with separate positive and negative limit switches, LinuxCNC > will allow the jog only in the correct direction. Override > Limits will not allow a jog past a soft limit. The only way > to disable a soft limit on an axis is to Unhome it. Ich verstehe das so, dass es eigentlich standardmäßig so sein muss wie ich es wünsche oder wie sollte ich den diesen Satz sonst verstehen: "If the axis is configured with separate positive and negative limit switches, LinuxCNC will allow the jog only in the correct direction." Bei mir ist das leider nicht so. Bei der x- und y-Achse nutze ich die Endschalter auf der negativen Seite als Referenzschalter, bei der z-Achse den auf der positiven Seite. Die Achsenlänge habe ich spezifiziert. Hat noch jemand eine Idee? Gruß Reinhard
Gast
#4410159
Reinhard J. schrieb: > Hat noch jemand eine Idee? pos und neg vertauscht?
Gast
#4410209
>Fahre ich in >negative Richtung in einen Endschalter, dann kann ich die betreffende >Achse nur noch ins Plus fahren und zwar so lange bis der Schalter wieder Ja natürlich. Wie auch sonst. Das ist ein END-schalter.
Plus und Minus wurden nicht vertauscht. Trotzdem Danke für den Tipp. Oftmals liegt es genau an solchen Sachen. Mittlerweile habe ich mich auch am LinuxCNC Forum angemeldet. Hier ist der Link https://forum.linuxcnc.org/forum/9-installing-linuxcnc/30140-limit-switch-behavior#67707 Ich schilderte meinen Wunsch, fragte und erhielt Antwort >Is there any possibility to get the desired behavior? >> No, but if you home the machine and the axis limits >> are set up correctly it should then be impossible to >> jog into any limit switch. Jetzt versuche ich das so hinzukriegen. Hat jemand in diesem Forum ein Beispiel ini-file? Wenn ich pncconf aufrufe, dann multipliziert mir pncconf die Positionen immer mit 1000. Scheint ein Fehler zu sein und ich schreibe daher meine ini-Datei mit einem Editor.
Gast
#4416351
Hallo Reinhard, dein Endschalter ist doch sicherlich ein Microschalter mit drei Anschlüssen, oder? Falls ja, nimme einen 1µF Elko, löte Ihn zwischen "NC" und "C" an, dann die beiden Kabel an "NC" und "NO", damit wird nur ein Impuls beim Schliessen abgegeben; nur musst DU dann eben sicherstellen, nicht von Hand aus noch weiter "gegen den Nullpunkt" zu fahren! viele Grüße, Frank
Hallo zusammen! In einem anderen Forum erfuhr ich, dass es bei LinuxCNC so ist, dass die Maschine stehen bleibt, falls der Endschalter angefahren wird. Man muss dann die Grenzwerte aufheben, sich konzentrieren und die Maschine aus der misslichen Lage herausfahren. Die Endschalter sind als letzte Barriere vor dem großen crash gedacht und sollten nicht ständig angerempelt werden. Das ganze findet man unter https://forum.linuxcnc.org/forum/9-installing-linuxcnc/30140-limit-switch-behavior?limitstart=0 . Dort habe ich auch meine Achsenparametrierung des ini-files angegeben. Dort steht auch, dass man nachdem das Grundgerüst mit pncconf erstellt wurde besser mit einem Editor weiter arbeitet. Also erst die files mit pncconf anlegen und dann ohne pncconf weiterarbeiten. So hab ich es dann auch getan und habe meine ini mit Kommentaren versehen. Würde ich pncconf verwenden würden all die Kommentare wieder überschrieben. > @Frank: > Danke für den Tipp. Nein solche Schalter habe ich nicht. > Es ist sogar noch doofer: Die Schalter bei x und y sind > normally closed und der bei z normally open. Letzteren > nehme ich, da er so einen schönen langen Hebel besitzt > und das bei meinem Gefriggel gut passt. das Ding stammt > aus einem Uralt Drucker und ist recht solide. Vielen Dank an alle, die mir hier geholfen haben oder auch einfach nur überlegten, ob sie helfen können. Falls jemand Fragen zu dem link https://forum.linuxcnc.org/forum/9-installing-linuxcnc/30140-limit-switch-behavior?limitstart=0 hat, so kann er sich gerne hier melden. Gruß Reinhard
Reinhard J. schrieb: > . Dort habe ich auch meine Achsenparametrierung des ini-files angegeben. Ach ja, du kannst die HOME_SEQUENZ der X u. Y Achse beide auf 1 setzen. Sie fahren dann gleichzeitig nach hause. Spart etwas Zeit. nur so nebenbei...
Danke! Das war mir unklar.
Antwort schreiben
Bitte melde dich an, um einen Beitrag zu schreiben.