Guten Tag und Hallo an alle Leute hier in diesem hilfreichen Forum ! Inspiriert wurde ich durch diese Homepage mir eine Fräsmaschine zu zu legen http://www.herberts-n-projekt.de/basteleien-1/cnc-umbau-proxxon-mf70/ Meine Ahnung von CNC war aber gleich Null. Ich kam sehr günstig an eine fertige Fräsmaschine von Proxxon ran. Nun habe ich mich 14 Tage lang sehr intensiv mit diesem Thema auseinander gesetzt und gerade hier in diesem Forum viel gelernt und auch einiges verstanden. Eine Vorstellung meiner Hard/Software : Meine CRC-Maschine ist eine MF 70 CNC-Ready: http://www.proxxon.com/de/micromot/27112.php also mit von Proxxon installierten Steppermotoren http://de.nanotec.com/fileadmin/files/Datenblaetter/Schrittmotoren/ST4118/L/ST4118L1804-A.pdf Meine drei Stepperplatinen : http://wirbel.htpc-forum.de/cnc/TB6560/index2.html Mein Netzteil 24V 6,5 A http://www.pollin.de/shop/dt/OTk0ODQ2OTk-/Stromversorgung/Netzgeraete/Festspannungs_Netzgeraete/Schaltnetzteil_MEANWELL_RS_150_24_24_V_6_5_A.html und einen Arduino-Uno R3 (Nachbau) Mein Zeichenprogramm ist Librecad, danach Estlcam um die Fräswege zu setzen und der G-Code den dieses Programm ausgibt gebe ich dann weiter an SerialCNC. Ein wirklich geniales Programm (Auch von mir ein herlich fester Händedruck-Dank an Albert M. !!!). Ich habe den Arduino mit dem grbl-hex-File geladen welches bei SerielCNC dabei ist. http://www.serialcominstruments.com/cnc.php Version 0.9f geladen. Wenn ich nun im Librcad z.B. ein kleines Haus zeichne und dies über Estlcam an das SerialCNC schicke, so zeigt mir SerialCNC bei dem Reiter GRAPHIC genau die Wege, die eine Fräse abfahren würde. Schaut wirklich gut aus. Bis dahin bin ich der Meinung habe ich alles richtig gemacht. Doch nun bin ich an einem Punkt angelangt wo ich nicht weiterweiss und hoffe hier nun nicht nur eine Antwort zu bekommen : Und zwar geht es um die Einstellung der Steppermotoren durch grbl. Ich starte SerialCNC und verbinde mich mit dem Arduino und bei dem Befehl $$ gibt mir der arduino folgendes aus $$ $0=200 (step pulse, usec) $1=200 (step idle delay, msec) $2=200 (step port invert mask:11001000) $3=50 (dir port invert mask:00110010) [die Zeit zwischen einzelnen Befehlen] $4=0 (step enable invert, bool) [was machen ab hier die Einstellungen] $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=3 (status report mask:00000011) $11=0.020 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $20=0 (soft limits, bool) $21=0 (hard limits, bool) $22=0 (homing cycle, bool) $23=0 (homing dir invert mask:00000000) $24=25.000 (homing feed, mm/min) $25=500.000 (homing seek, mm/min) $26=250 (homing debounce, msec) $27=1.000 (homing pull-off, mm) $100=250.000 (x, step/mm) $101=250.000 (y, step/mm) $102=250.000 (z, step/mm) $110=500.000 (x max rate, mm/min) $111=500.000 (y max rate, mm/min) $112=500.000 (z max rate, mm/min) $120=10.000 (x accel, mm/sec^2) $121=10.000 (y accel, mm/sec^2) $122=10.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm) ok Meine Motoren sind wie oben geschrieben : Nanotec-ST4118L1804 Weitere Infos aus dem Handbuch der Fräse : Typ_______________________:_Bipolar Strom_____________________:_1,8A/Phase Haltemoment_______________:_0,5 Nm Schrittweite______________:_1,8° Gewicht___________________:_0,34kg Rotorträgheitsmoment______:_66,5 gcm2 Widerstand pro Wicklung___:_1,75 Ohm Induktivität pro Wicklung_:_3,3 mH Auch habe ich auf der Seite https://www.lxrobotics.com/produkte/arduino-shields/cnc-shield/cnc-shield-inbetriebnahme unter Abschnitt 5d folgende Aussage gefunden : ---- zitat ----- Bei der Proxxon MF70 Fräse entspricht eine volle Umdrehung (360°) der Achse einem Verfahrweg von 1 mm. Damit ergibt sich die Auflösung für x,y,z-Achse zu 200 Schritten / mm. Das Setzen der Werte wird durch Eingabe von $0=200 [Enter] $1=200 [Enter] $2=200 [Enter] im Input Control Textfeld durchgeführt. Jede Eingabe wird durch grbl mit ok quittiert. ---- zitat Ende ----- Das habe ich auch verstanden. Aber was sagen die Werte ab $4 in der GRBL genau aus. Eine Übersetzung à la Google ergibt für mich keinen Sinn, den ich auch verstehe. Kann mir da jemand helfen ? Zwar ist es am einfachsten, wenn jemand den $$ Code fertig hier uploadet, aber ich würde gerne verstehn, was die einzelnen Befehle für eine Bedeutung haben. Was dann auch noch wäre, wäre die Verkabelung vom Arduino zu den Stepperplatinen. http://up.picr.de/25474064vo.jpg Ich kann unter Estlcam auswählen zwischen folgenden Einstellungen die auch dann den arduino weiter gegeben werden : GRBL sicher GRBL GRBL PWM Estlcam GRBL Laser. Ich habe mich für GRBL-SICHER entschieden. Laut der Abbildung rechts im Programm sehe ich nun, daß ich X-Y-Z von 2-3-4 und 5-6-7 abgreifen kann. Kann ich bei den 9-10 Endschalter einfach so die Endschalter der Proxxon anschliessen ? Was hat es mit PIN 8 auf sich (Stepper enable) Sowie die PINs A0=Fehlereingang, A3=Ausgang1, A5=Sensoreingang ? Fragen über Fragen..... Wenn jetzt einer denkt : Nicht schon wieder...... so möchte ich gerne folgendes zur Kenntniss schreiben : Als ich vor zwei Wochen hier in das Forum kam, verstand ich gar kein Wort von dem was hier abgeht. Alles was ich wie oben schon erreicht habe, habe ich durch dieses Forum und andere gelernt und auch verstanden. An Alle hier ein herzliches Dankschön !!! Doch wie beschrieben bin ich nun an meine Grenze gestossen. Würde mich über Reaktionen sehr freuen. Ich wünsche jedem einen wunderschönen Sonntag hier aus dem Saarland Jack Lear
{kind=link}
Jack L. schrieb: > $3=50 (dir port invert mask:00110010) > [die Zeit zwischen einzelnen Befehlen] Nein, das ist nicht richtig. Die letzten 3 Bits von dem Wert, also ...mask: xxxxx000 bestimmen die Drehrichtung deiner Motoren für Achsen zyx. Wenn der "0" steht, dreht der Motor z.B im Uhrzeigerrichtung, wenn "1" umgekehrt. Jack L. schrieb: > $4=0 (step enable invert, bool) > [was machen ab hier die Einstellungen] Ebenfalls die letzten 3 Bits für die Achsen zyx: -0: der Motor soll Stromlos - 1: Der Motor soll bstrommt werden oder umgekehrt. Vorrausgesezt, du verbindest die Anschlüsse (EN+ und EN-) von der Motorendstufe mit dem Arduino (Stepper enable). siehe auch https://github.com/grbl/grbl/wiki/Connecting-Grbl https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9 Jack L. schrieb: > Bei der Proxxon MF70 Fräse entspricht eine volle Umdrehung (360°) der > Achse einem Verfahrweg > von 1 mm. Damit ergibt sich die Auflösung für x,y,z-Achse zu 200 > Schritten / mm. > > Das Setzen der Werte wird durch Eingabe von > > $0=200 [Enter] > $1=200 [Enter] > $2=200 [Enter] Nur, wenn Vollschritt in deiner Enstufe eingestellt ist. Wenn du auf 1/2 Schritt einstellst, dann 200 X 2 =400 und wenn 1/4 : 200x4 =800 usw... d.h aber dann z.B bei 1/4 Schritt: $100=800 für x-Ache.(x step/mm) und NICHT $0=800! Die Einstellung von Estlcam kenne ich leider nicht.
Tany schrieb: > $4=0 (step enable invert, bool) > [was machen ab hier die Einstellungen] > > Ebenfalls die letzten 3 Bits für die Achsen zyx: > -0: der Motor soll Stromlos > - 1: Der Motor soll bstrommt werden > oder umgekehrt. Vorrausgesezt, du verbindest die Anschlüsse (EN+ und > EN-) von der Motorendstufe mit dem Arduino (Stepper enable). Es ist doch besser, wenn er bestromt wird, oder ? Ich denke an eine Aussage die behauptet : Wenn z.B. Z stromlos ist und xoderY bewegt wird, sollte die Welle gehalten werden. Müßte ich demnach $4=1 eingeben ? > siehe auch > https://github.com/grbl/grbl/wiki/Connecting-Grbl > https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9 leider bin ich dem englischen nicht Herr und Tante Google's Deutsch ist da für mich auch nicht verständlich genug. > Nur, wenn Vollschritt in deiner Enstufe eingestellt ist. > Wenn du auf 1/2 Schritt einstellst, dann 200 X 2 =400 > und wenn 1/4 : 200x4 =800 > usw... > d.h aber dann z.B bei 1/4 Schritt: $100=800 für x-Ache.(x step/mm) > und NICHT $0=800! wie aus meinem Bild http://up.picr.de/25474064vo.jpg zu ersehen ist habe ich 8 eingestellt Siehe Switchs. Ist dies richtig für den Steppermotor ? Und nach Deiner Rechnung wären es dann ja 200x8=1600 ?! muss ich dies dann bei $100 eingeben ? Du merkst schon, ich komme mit diesen $-Einstellungen nicht so gut zuerecht > Die Einstellung von Estlcam kenne ich leider nicht. das macht nichts.... Ich habe durch Deinen Beitrag wieder etwas gelernt. Danke ! Abendgrüße aus dem Saarland Jack
Deine Einstellung könnte so aussehen: $0=10 (step pulse, usec) $1=25 (step idle delay, msec) $2=0 (step port invert mask:00000000) $3=0 (dir port invert mask:00000000) $4=0 (step enable invert, bool) $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=3 (status report mask:00000011) $11=0.010 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $14=1 (enable hysterese, bool) $20=0 (soft limits, bool) $21=0 (hard limits, bool) $22=0 (homing cycle, bool) $23=0 (homing dir invert mask:00000000) $24=25.000 (homing feed, mm/min) $25=250.000 (homing seek, mm/min) $26=250 (homing debounce, msec) $27=1.000 (homing pull-off, mm) $30=1000. (rpm max) $31=0. (rpm min) $100=1600.000 (x, step/mm) $101=1600.000 (y, step/mm) $102=1600.000 (z, step/mm) $110=250.000 (x max rate, mm/min) $111=250.000 (y max rate, mm/min) $112=250.000 (z max rate, mm/min) $120=20.000 (x accel, mm/sec^2) $121=20.000 (y accel, mm/sec^2) $122=20.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm) $140=0.025 (x hysterese, mm) $141=0.020 (y hysterese, mm) $142=0.010 (z hysterese, mm) gute Nacht.
Hallo Tany ! Ich verneige mich vor Dir !! Vielen Dank für diese Mail. Habe alles so eingegeben, wobei ich die Werte von $30-$31 und $140ff nicht eingeben konnte, da sagte grbl : invalit... Dann habe ich meine Anlage unter Strom gesetzt und sie da : HURRA ... meine Maschine reagiert so wie ich es erwartete. Sage ich einen mm nach X+ dann machte sie 1 mm nach rechts. Habe ich 10 mm eingegeben, fuhr die Maschine auch genau 1 cm. Hoch runter, rechts links, vor und zurück. Alles klappt !! Echt klasse ! Nur die Begrenzung am Ende der Wege (Endschalter) die muss ich noch aktivieren. Sonst haut der Steppermotor bei übersteuerung immer an das Ende und rattert. Dennoch nochmals : Herzlichsten Danke an Dich, Tany ! Möchte nochmals drauf hinweisen auch für andere Nachbauer : Mit Kenntniss Null habe ich mich an das Thema Fräse ran gewagt und kann heute 14Tage nach Tag Null sagen : Ich hab's geschafft. Fast sogar alleine geschafft. Also traut Euch. Traut Euch aber auch Fragen zu stellen, wenn man vor einem Problem steht. Werde mich dennoch weiter mit dem Thema grbl beschäftigen, denn es könnte ja sein, daß ich mal was anderes mit Steppermotoren bauen werden und dann muss ich es ja verstanden haben was die $$-Befehle bedeuten. Saarländische Grüße Jack Lear
Man muss dir auch lassen: du hast dir Mühe gegeben, a) das Problem selbst zu lösen und b) eine sinnvolle Problembeschreibung zu geben. Beides ist nicht selbstverständlich. Max
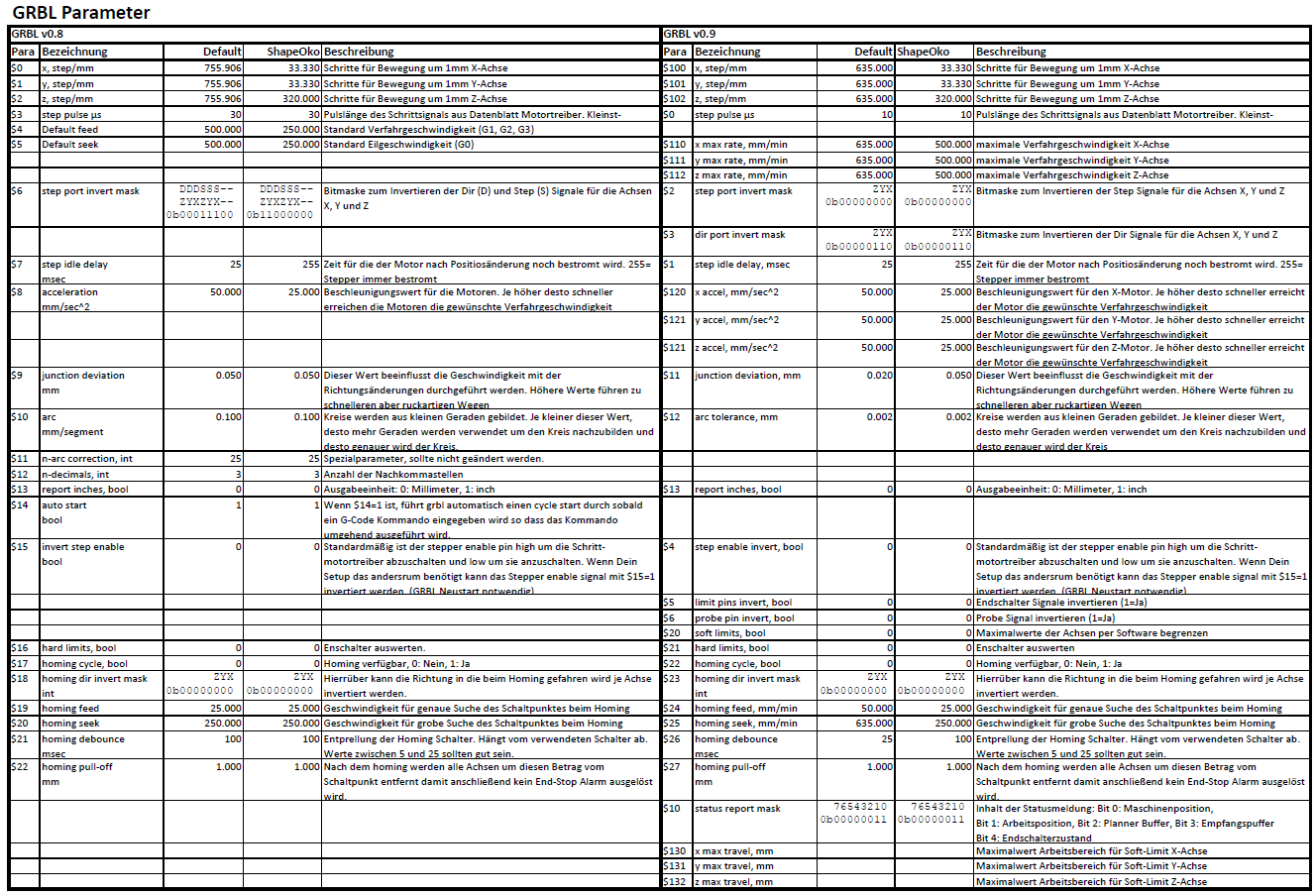
Halloe Max G. ! Danke, aber so sehe ich es, erst die Infos, dann die Fakten, denn nur dann kann mir geholfen werden. Habe nun auf der Suche nach der Einstellung der Entschalter aber etwas gefunden, daß hätte ich vorher finden sollen : ! GRBL auf Deutsch ! Hier zwei Seiten zur Info : http://wiki.myhobby-cnc.de/doku.php?id=myhobby-cnc:grbl-konfiguration&#abc_der_grbl_settings und http://www.cramernetz.de/fraese/GRBL-Params.png Ich kann garnicht genug danken, wie einem hier geholfen wurde/wird. Sonnige Grüße aus dem Saarland Jack Lear
{kind=link}
Hallo Jack, als erstes einmal Danke für diesen Beitrag! Durch ihn hab ich mich endlich getraut mir die MF 70 CNC zuzulegen, die ich zwar schon ne Zeit lang auf dem Schirm hatte, aber an die ich mich mangels Erfahrungsberichten noch nicht ranwagen wollte. Jetzt hab ich mir erlaubt dein Setup, faul wie ich bin, einfach weitestgehend zu kopieren. Soweit man es ohne den Stecker für die z-Achse, der noch nachgeliefert werden muss, beurteilen kann, läuft das ganze auch einigermaßen (naja, bis auf SerialComCNC), nur die Endschalter machen nicht was sie sollen. Das heißt, bei jeder Bewegung einer Achse gibt der zugehörige Endschalter Alarm. Direkt verwunderlich ist das bei meiner Verkabelung nicht, aber ich denke es könnte helfen zu wissen, wie du den Anschluss der Taster gelöst hast. Am Stecker (ich benutze eine Sub-D Anschlussplatine von Pollin, die als Bausatz recht billig war [http://www.pollin.de/shop/dt/MjE5OTgxOTk-/Bauelemente_Bauteile/Bausaetze_Module/Bausaetze/Bausatz_SUB_D_Anschlussplatine.html]) liegen die Kontakte von Sensor- und Motorkabel ja ungünstig nah beieinander und Masseanschlüsse sind es insgesamt ja 12 oder 15, dass es da chaotisch wird, das mit einem Pin am Arduino halbwegs elegant zu realisieren, braucht auch nicht zu wundern. Allerdings weis ich in beiden Fällen nicht, wie man es besser machen könnte, wenn mir jemand mit ein wenig mehr Erfahrung im verkabeln helfen könnte wäre ich sehr dankbar. Ohne Endschalter stell ich es mir schwierig vor, den eh schon knapp bemessenen Arbeitsbereich der Fräse noch effektiv nutzen zu können. Schon mal danke im voraus für jede Art von Tipp, Rat und Anpfiff für schlechte Kabelführung :)
Hy Leute bin gerade erst dazugestoßen:)) Meine grundsätzliche Frage an Tany wo gehört dieser Monstercode eingegeben ? LG Martin
@Alfred Die musst du ins Terminal eingeben zB in der Arduino Software im SerialMonitor oder halt in der CNC Software. Jede Zeile einzeln... (oder gibts ne cfg funktion?) ....weiter
Ich habe auch ein paar Verständnis Fragen. Ich habe ein ähnliches Setup wie der TE. MF70 mit Nema23 @2A + TB6560 + Arduino. Soweit funktioniert alles, nur das mit den X Y Achsen +/- scheint verdreht zu sein. Ich habe alles korrekt Angeschlossen. (A+- B+-) Aber wenn ich zB G-Code in den GBRL Plotter lade, muss ich es Spiegeln, damit er richtig verfährt. Die einfachste Möglichkeit wäre es per Software zu ändern, mit dem "$3 dir port invert" Befehl. An die MF70 Besitzer, habt ihr auch invertierte Achsen? Ist es evtl besser die Motoren umzupolen? Und was bedeutet eigentlich +/- auf den XY Achsen? zB wenn die X Achse ein + Befehl bekommt, bewegt sich das Werktstück nach rechts oder sollte es nach links fahren und die feststehende Spindel im Werkstück nach rechts? Hat der Enable Pin eine Bedeutung oder kann man ihn weglassen? Welchen praktischen Nutzen hat man? Seitdem ich die Step/mm auf 1600 gestellt habe, läuft er mm genau, aber die Auflösung scheint gesunken zu sein. Zumindest sieht die Vorschau im GBRL Plotter so aus. Mit den standard Einstellungen musste ich die Zeichnung aufzoomen, um auf die gleiche Größe zu kommen, war dann natürlich nicht mehr mm genau. Und die Max Geschwindigkeit musste reduziert werden auf 250, damit die Motoren nicht heulen. Aber ist damit der Vorschub, mit 250 Schritten in der Skalierung, nicht zu wenig. Danke...
Hallo zusammen, ich habe auch meine Proxxon umgebaut und spiele nun gerade an den Settings von ESTLCam rum. Ich wollte mal fragen welche Werte ihr da genommen habt. Zur Zeit nutze ich Nema 17 Motoren und habe 1600 Umdrehungen und 1,0mm Wege je Umdrehung eingestellt. Meine Teile werden aber glaube ich zu klein. Hätte vielleicht mal jemand eine kleine Beispieldatei um ein einfaches PCB-Layout zu fräsen mit einem 1,4mm Fräskopf. Bin leider noch nicht so tief eingestiegen um das Gcode File selber zu erstellen. Vielen Dank. Gruß kami
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.