



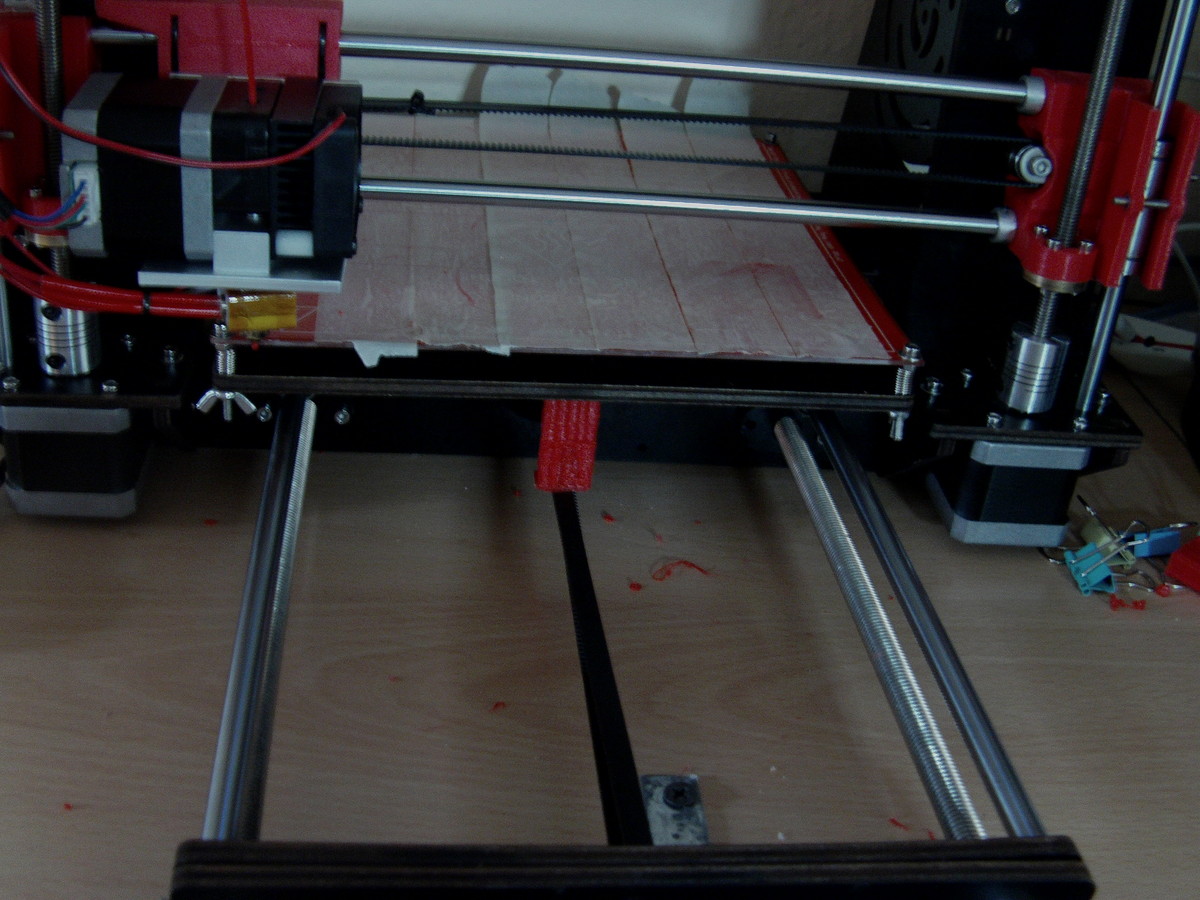
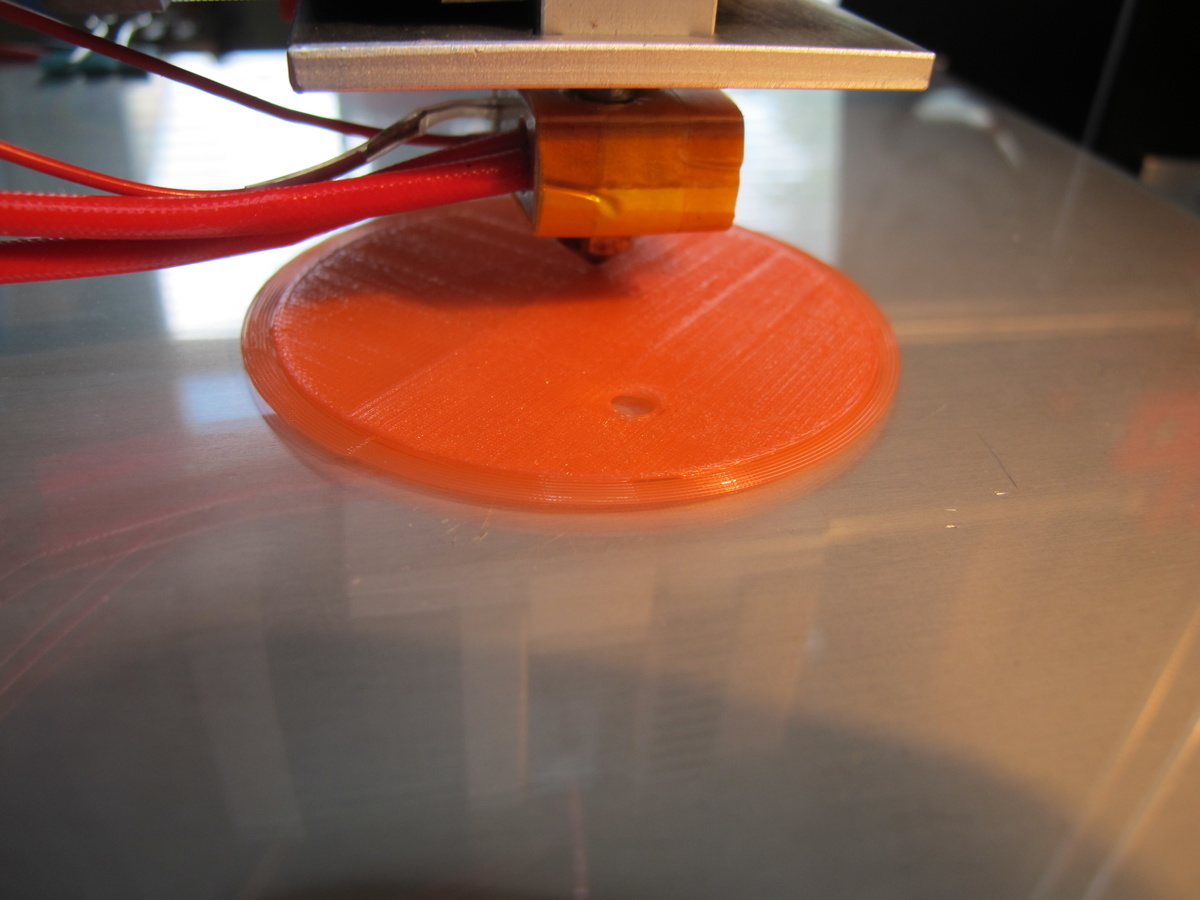
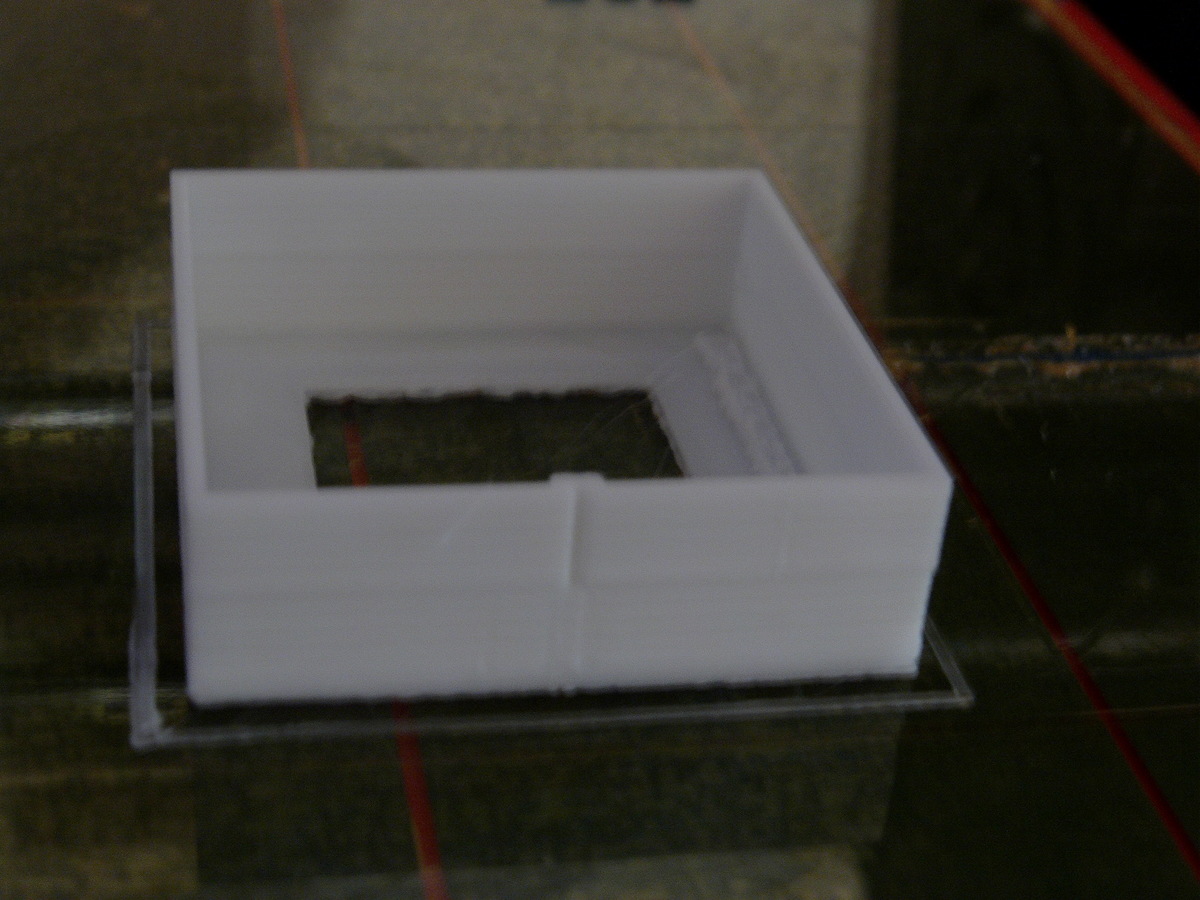
Hallo, ich habe mir einen prusa i3 pro drucker gekauft und bin soweit zufrieden habe nur ein problem beim drucken und zwar druckt er nicht rund und füllent und er verzieht das druckbild manchmal was kann ich da machen das ich auch solche ergebnisse wie du erzielhen kann?
Angehängte Dateien:
-

IMAG0004.JPG
230 KB -

IMAG0005.JPG
220 KB -

IMAG0006.JPG
240 KB -

IMAG0007.JPG
220 KB -

IMAG0008.JPG
230 KB -

IMAG0009.JPG
210 KB -

IMAG0010.JPG
220 KB
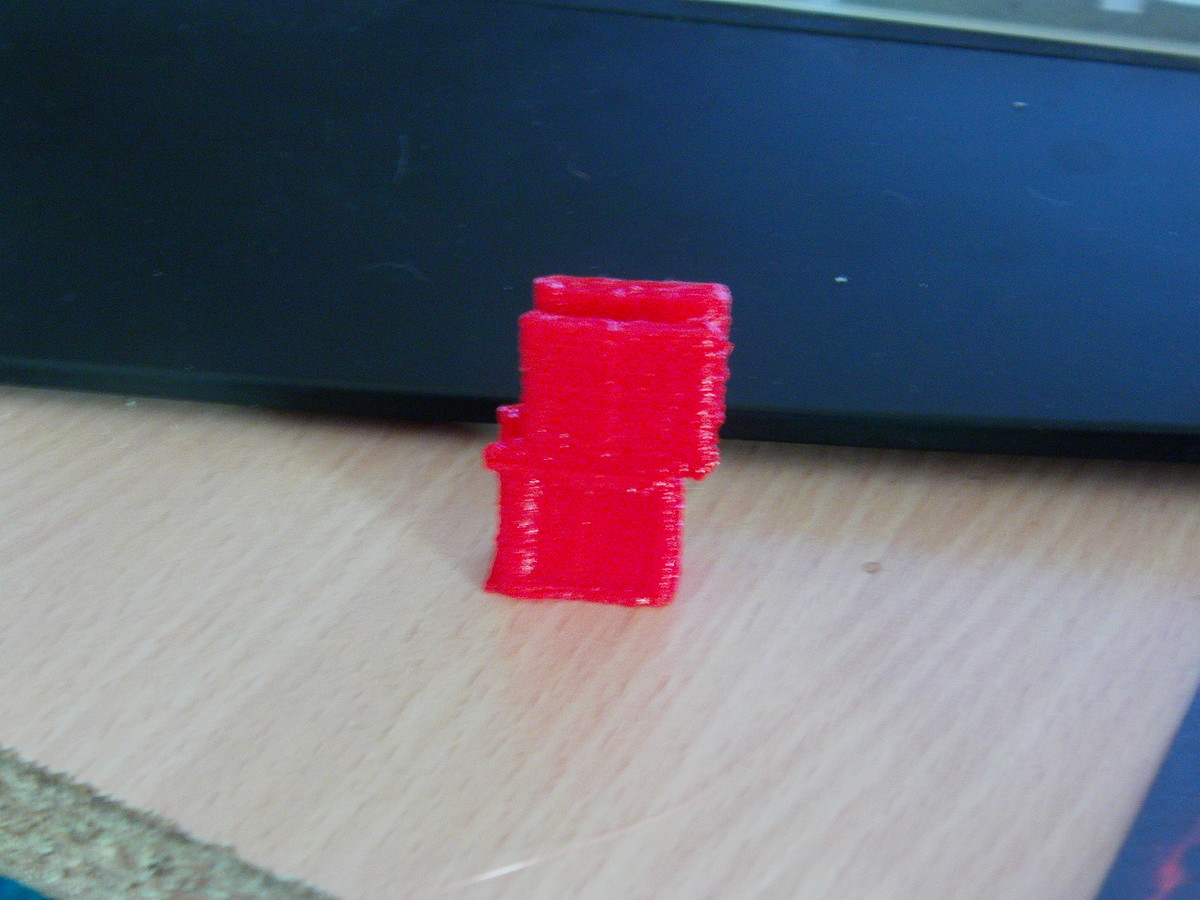
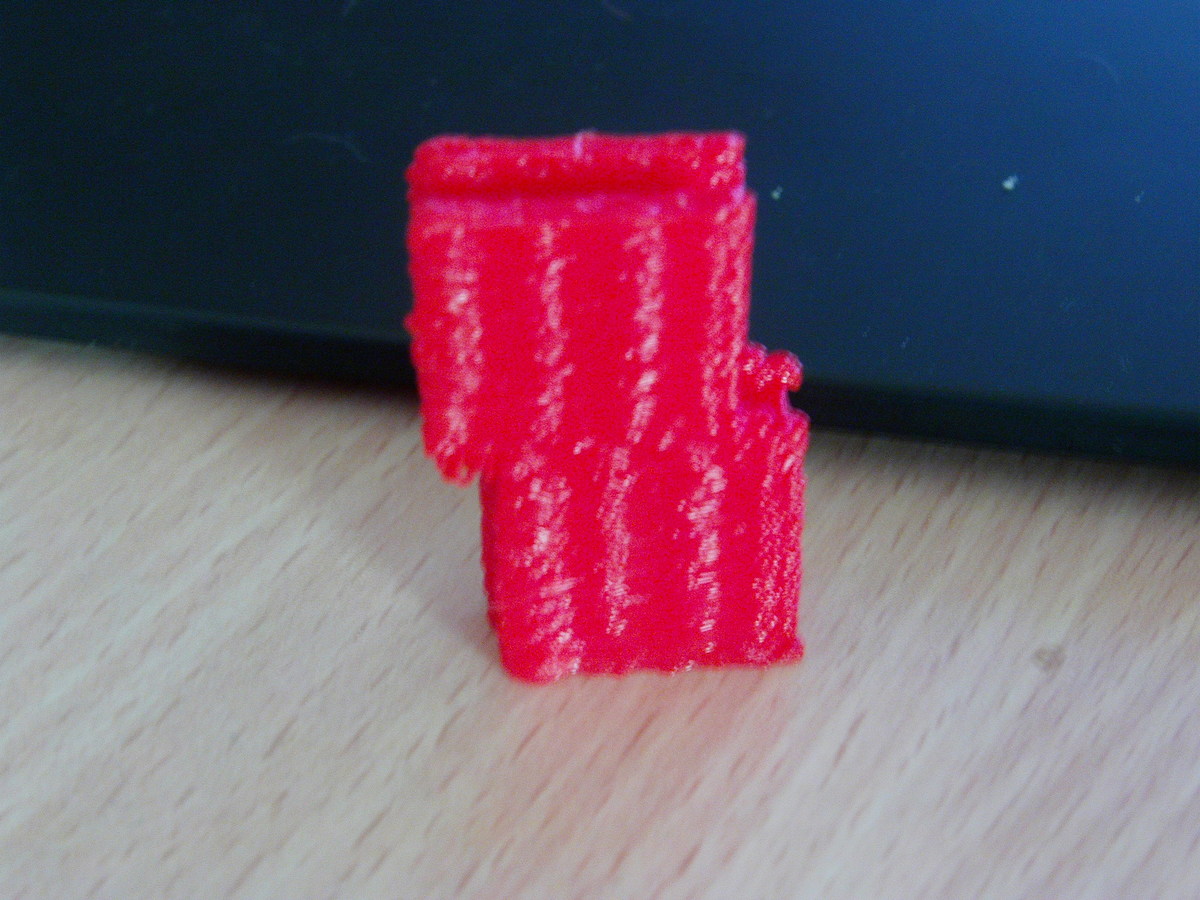
Jens H. schrieb: > ... ich habe mir einen prusa i3 pro drucker gekauft und bin soweit > zufrieden ... So wie ich die Bilder interpretiere besteht dazu kein Grund. Da sind doch allenfalls Kunststoffabfälle zu sehen.
Und wie kann man auf die Firmware zugreifen wenn man schauen möchte was da eingestellt ist?
Das zufrieden bezieht sich ja auch nur auf den Drucker weil er soweit geht und nicht auf den Druck selbst.Darum bitte ich ja hier um hilfe was ich da machen kann.
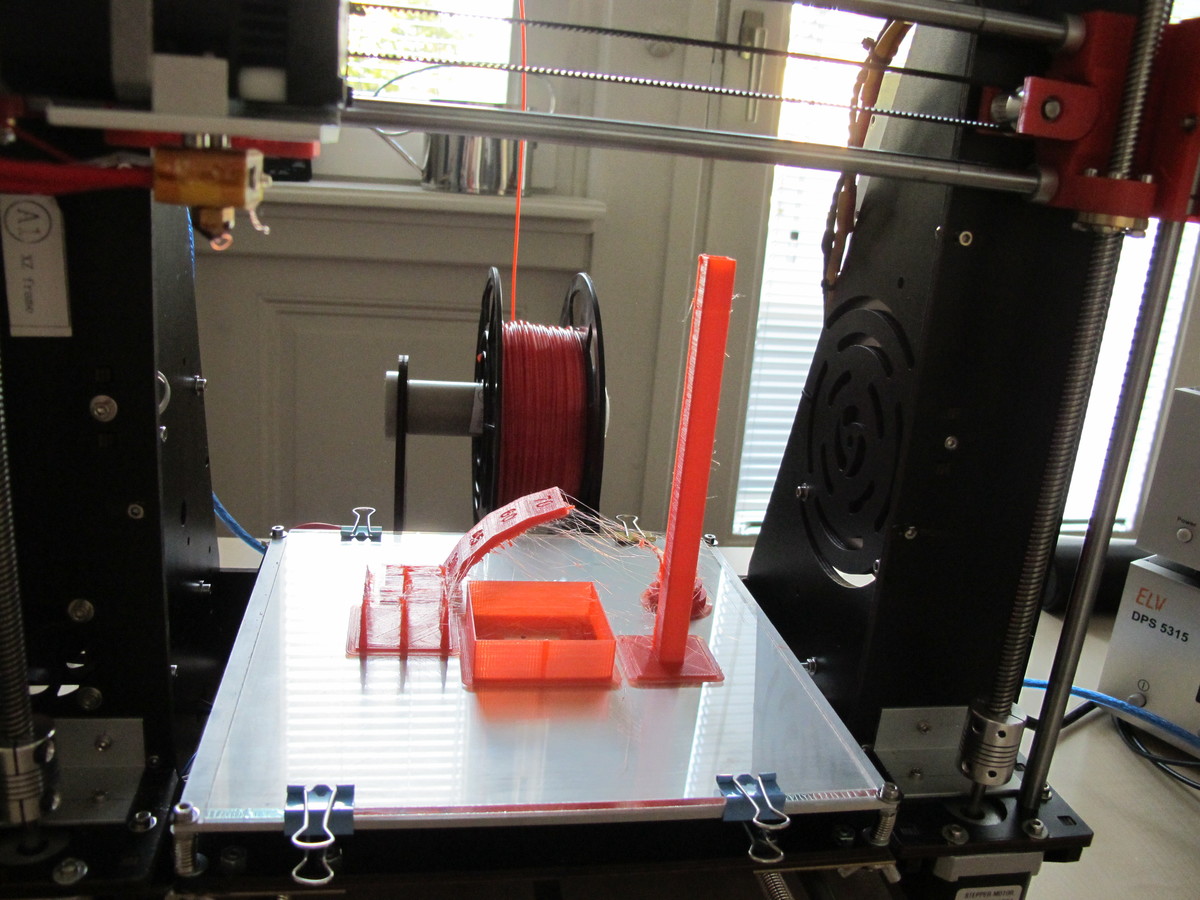
Jens H. schrieb: > bin soweit zufrieden Echt? Jens H. schrieb: > habe nur ein problem beim drucken Ach, na dann. Mein Auto hat auch nur das Problem, das es nicht fährt. Ist trotzdem ein super Briefbeschwerer... ;) Spaß beiseite: Den Versatz bekommst du, weil deine Stepper Schritte verlieren. Erstmal prüfen, ob alle Schlitten sauber laufen. Da darf nichts hakeln / schwergängig sein. Sobald das ok ist, prüfe die Parameter für Vmax, Beschleunigung ... der Stepper. Taste dich von unten an die Werte heran, die dein Drucker fahren kann, ohne Schritte zu verlieren. Die Abflachungen in den Rundungen kommen sehr wahrscheinlich vom Backlash - auf Deutsch: beim Richtungswechsel hast du irgendwo Spiel. Du solltest die Mechanik überprüfen (Zahnriemen nicht ausreichend gespannt, Riemenrad nicht fest auf der Welle...) Wenn du diese Probleme behoben hast, kannst du dich um den Füllgrad kümmern. Wenn die Parameter für den Extruder stimmen, reicht es üblicherweise den wirklichen Durchmesser des Filaments zu messen und dem Slicer mitzugeben, damit die korrekte Menge extrudiert wird. Da steckt noch einiges an Arbeit drin! Wenn du was willst, dass auf Anhieb funktioniert und mit Garantie und so, musst du erheblich tiefer in die Tasche greifen.
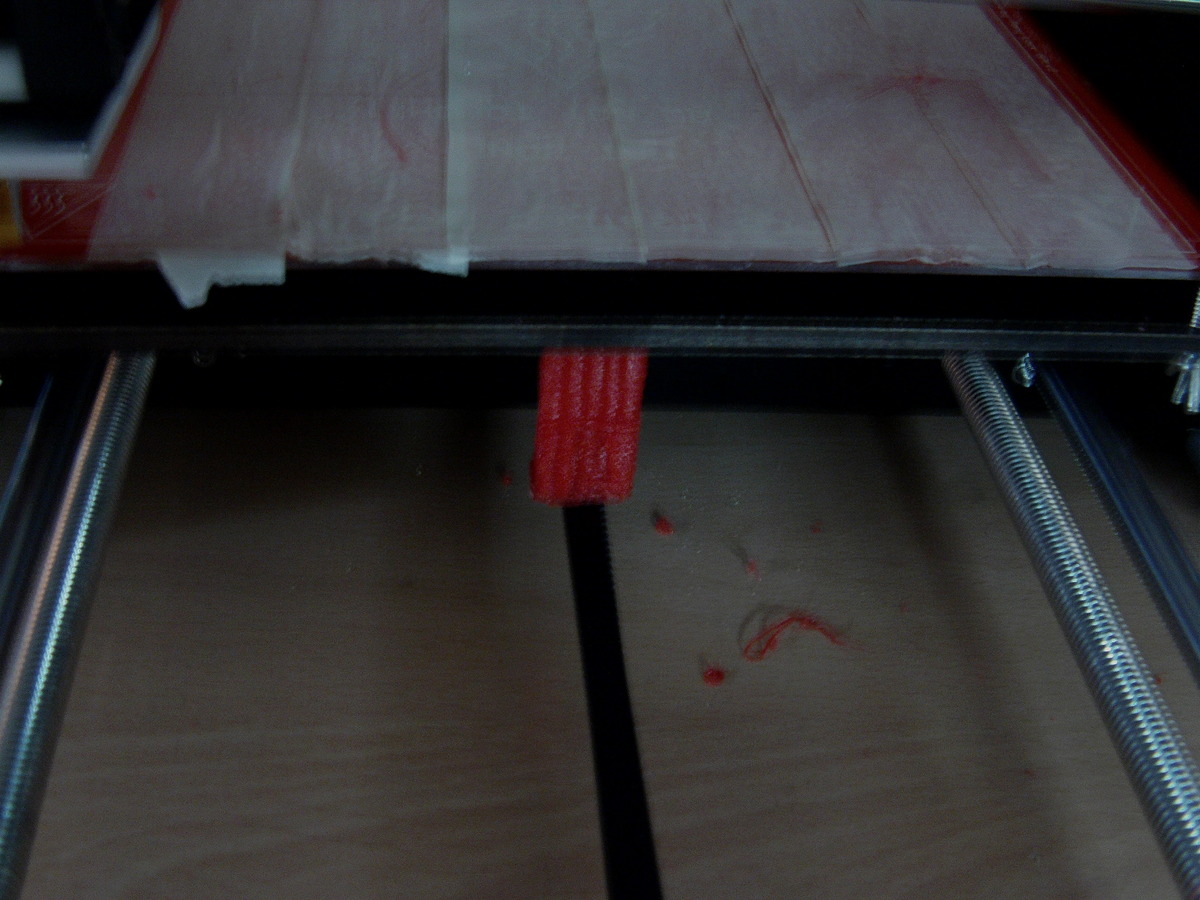
Da scheint noch einiges im argen zu liegen. Zum einen verliert die eine Achse Schritte (mal mehr oder weniger kontinuierlich, mal mehrere auf einmal, zum zweiten sieht es bei den letzten bildern nach massivem wobbel der z-Achse aus und der Filamentvorschub scheint auch noch viel zu wenig Material zu fördern. Hast du den Drucker selbst zusammen gebaut oder wird der montiert geliefert?
Hi >Darum bitte ich ja hier um hilfe was >ich da machen kann. Sieht so aus, als ob der Drucker beim Vorschub hakt. Hatte ich am Anfang bei meinem Drucker (Velleman K8400) auch. Abhilfe hat intensives Schmieren mit Ballistol geschaffen. MfG Spess
> Sieht so aus, als ob der Drucker beim Vorschub hakt. Hatte ich am Anfang > bei meinem Drucker (Velleman K8400) auch. Abhilfe hat intensives > Schmieren mit Ballistol geschaffen. > > MfG Spess ich habe da erstmal siliconspray genommen
Du stellst es fest, indem du schiefe Drucke bekommst... dein Drucker verliert definitiv Schritte. lassen sich die Schlitten denn in alle Richtungen leichtgängig bewegen? Sind vielleicht die Schienen nicht 100% parallel zueinander? Sitzt ein Lager fest? Ich hatte auch schonmal, dass die Stepper-Treiber zu heiß geworden sind, aber da hatte ich dann kontinuierlich leichten Versatz (ca. 0,5mm bei einem 10mm hohen relativ flächigen Teil)...
leider bleiben die vmax werte im drucker nicht bestehen.wie kann ich sie speichern im drucker? oder muss ich dies in der firmware tun? aber wie komm ich da ran?
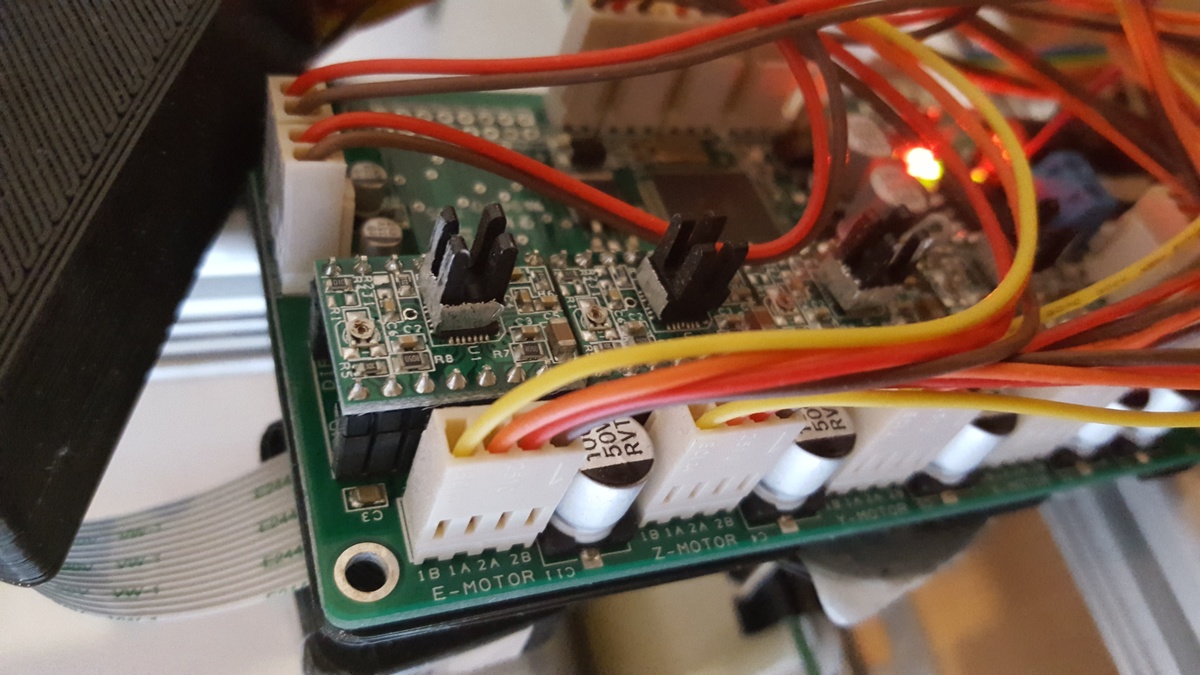
du hast klassische schrittverluste in einer achse kleba mal kühlkörper auf die schrittmotor treiber und stelle an dem Poti mal die spannung richtig ein der treiber
Also was immer es ist. Das DIng kostest 200€€€ ??? Wenn du es hinbekommst kauf ich mir auch son ding.
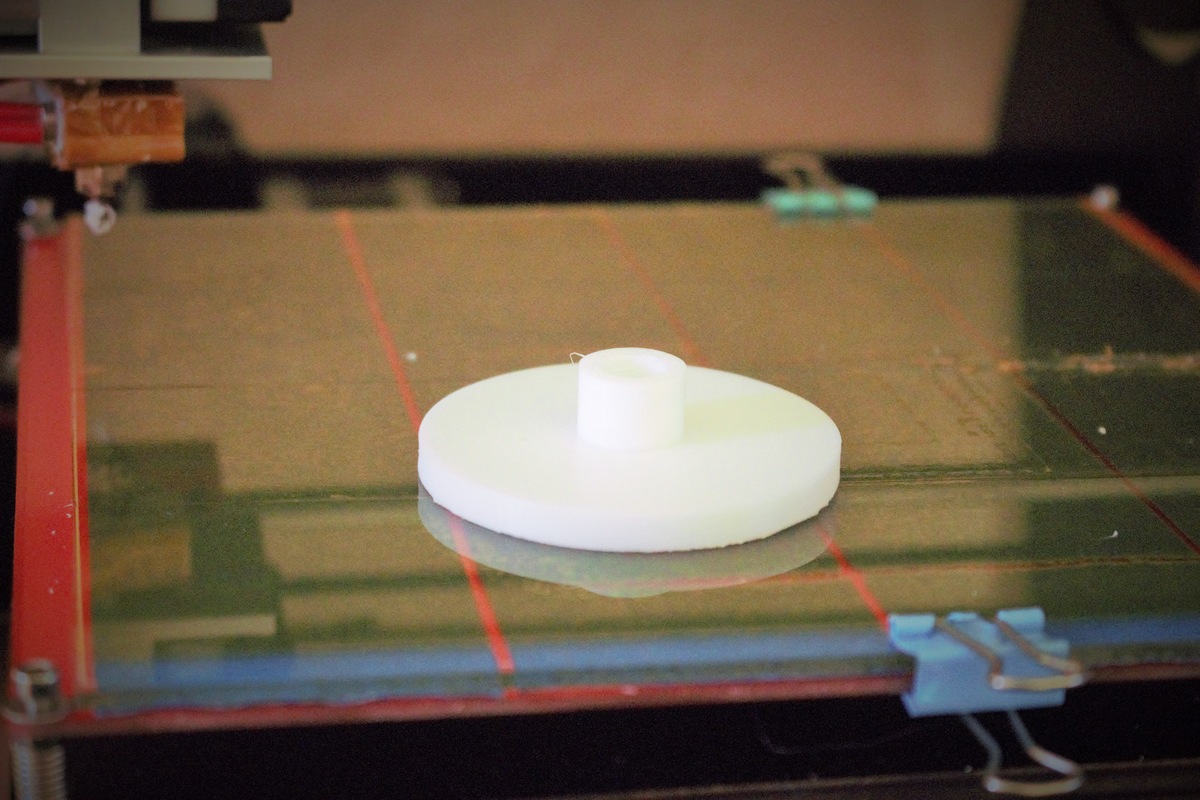
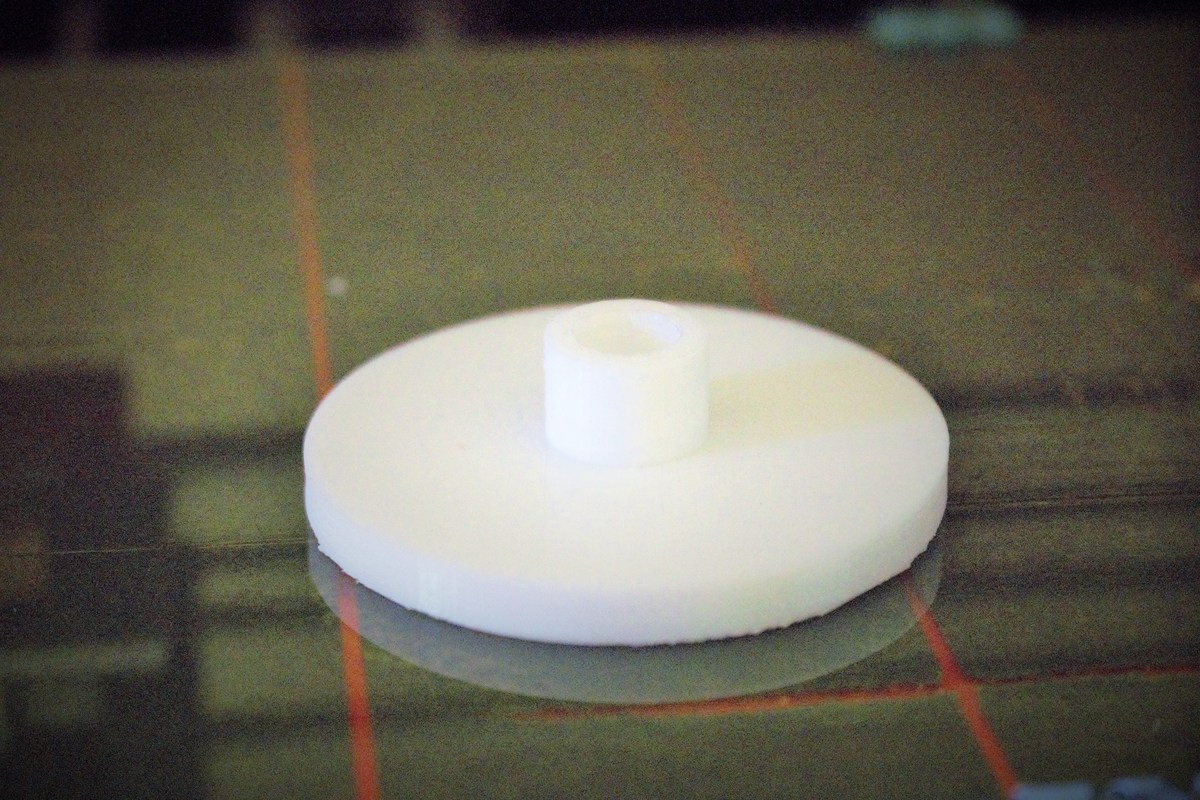
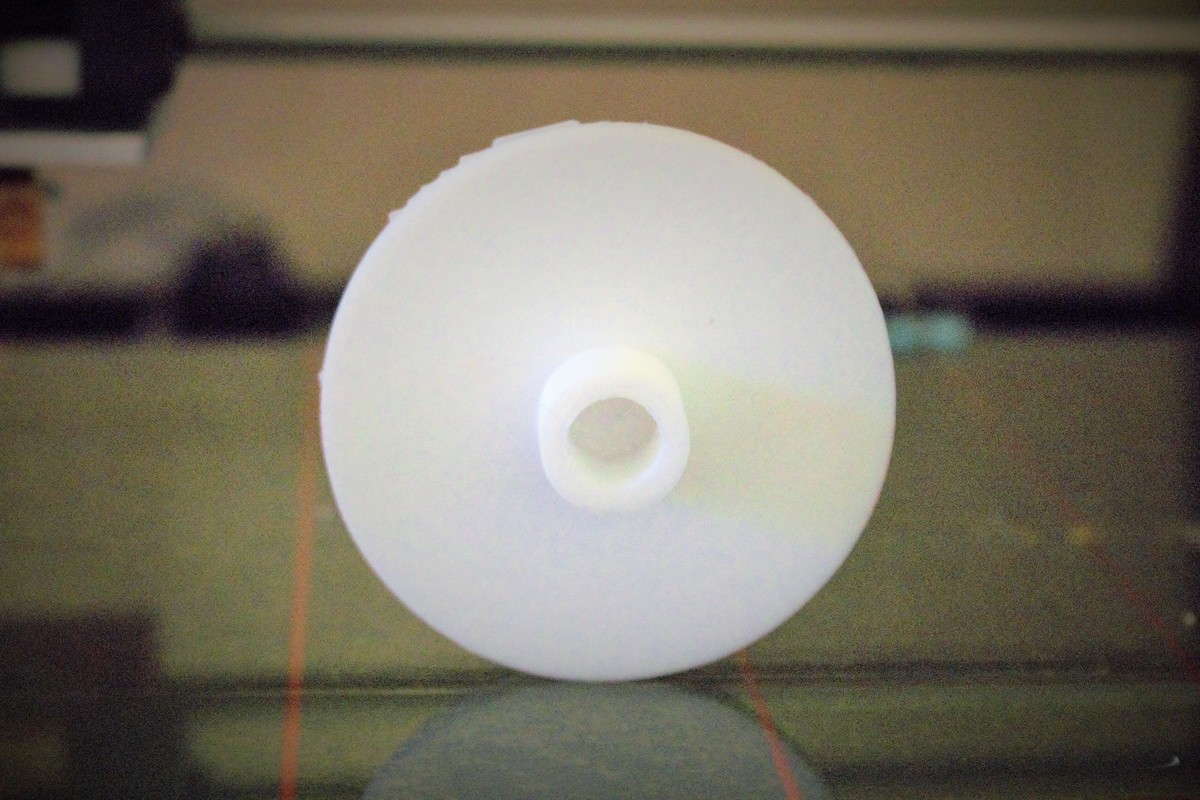
habe mir jetzt kühlkörper bestellt mal sehen was es bringt.habe jetz mal rumprobiert und er druckt jetzt auch rund.
Angehängte Dateien:
-

20160808_201518.jpg
240 KB
mit den kleinen Kühlkörpern und dem richtigen motorstrom war ruhr
> und stelle an dem Poti mal die spannung richtig ein der treiber
aber wie merke ich das die spannung stimmt? werden die motoren dann
leiser oder so?
mit einem messgerät an dem testpin des treibers auch da hilft tante google https://raptech.de/de/content/9-schrittmotor-treiber-richtig-einstellen
Dir scheint es am Grundlagenwissen zu mangeln. 1. Adresse: WIKI von reprap.org 2. Adresse: Reprap magazine Issue 1-3 ( auch auf www.reprap.org zu finden) 3. Adresse: Blog vom reprap user NOPHEAD Wichtiger Aufsatz: Taxonomy of z axis artifacts (Einfluss von Gewindesteigung und -durchmesser) Grundlagen Kalibrierung: - triffidhunter - Slic3R is nicer (Richrap) Fehlersuche: 3DVerkstan - Visual Ultimaker troubleshooting guide allgemein: Das Forum von reprap.org besuchen, es gibt dort auch einen deutschsprachigen Bereich
bianchifan schrieb: > Dir scheint es am Grundlagenwissen zu mangeln. > > 1. Adresse: WIKI von reprap.org Ich muss hier nochmal anknüpfen. In der Küste kostet der Bausatz 200€ ist das möglich ? Habe mir mal die Komponenten aus dem Projekt angesehen. Ich würde sagen für 200€ bekomme ich mit viel Glück die hälfte ???
KOhlee schrieb: > In der Küste kostet der Bausatz 200€ ist das möglich ? Guck mal genau in das Angebot. Auch wenn sie aus D verschickt werden - die Dinger kommen komplett aus China (was nicht schlecht sein muss). Ein bisschen Sperrholz lasern, ein paar Gewindestangen ablängen, das machen die für wenig Geld. Vom reinen Materialwert her halte ich es für möglich, dass die Anbieter noch ausreichend Gewinn machen. Und ich bin mir sicher, wenn man etwas Arbeit in die Feinjustage steckt, kann man damit passable Ergebnisse erzielen.
Danke für die nützlichen tips habe aber folgendes problem wenn ich mit meinem messgerät auf 2v stelle und dann die einzelnen schrittmotor treiber messe und einstelle verändert sich nichts bleibt immer auf 0.06 stehen aber kann keine 451 einstellen wie im video beschrieben.
Messgerät vielleicht auf AC (Wechselspannung) gestellt?
Über die Spannung am Treiber stellst du den Strom für den Motor ein. Und es gibt 2 verschiedene Treiber die normalerweise verbaut werden, A4899 oder die etwas besseren DRV8825, die werden unterschiedlich berechnet. Motoren kühlen kann bei Schrittverlusten auch helfen, die werden nämlich auch warm.
So einfach einstellen ist nicht. Du musst schon mal vorher auf die kleine Platine schauen, welcher "Sense"-Widerstand verbaut ist. Da gibt es z.B. 0,05 0,1 oder auch 0,2 Ohm (bei mir 0,2 Ohm -> R20 beschriftet) und ich habe auch die Sperrholz-Version. Damit kannst Du dann mit Hilfe der Formel http://reprap.org/wiki/Pololu_stepper_driver_board Deine Referenz-Spannung und damit den gewünschten Strom einstellen. Ich habe für die Achsen-Motore jeweils ca. 1,000 Volt und für der Extruder-Motor ca. 1,25 V eingestellt. Da ist es auch ganz gut beschrieben: http://3d-drucker-community.de/forum/3d-drucken/3d-drucker/multirap/2243-anleitung-pololu-a4988-drv8825-einstellen-ohne-gew%C3%A4hr Wichtig ist natürlich das die Achsen leichtgängig sind. Bei der Y-Achse musst Du darauf achten, dass alles absolut rechtwinklig ist. Die Verschiebungen scheinen auf einem Problem mit der Y-Achse zu beruhen. Am besten baust Du die Muttern der Z-Achse genau anders herum (also von oben einsetzen) ein und kürzt die Gewindestangen etwas, so das diese frei stehen. Die sind i.d.R. so ungerade, dass sie zu einer "Oszillation" der Z-Achse führen, wenn die oben in der Führung stecken. Ich habe die gegen günstige Trapezgewindestanden ausgetauscht, welche deutlich präziser sind. Ach ja, die Zahnriemen solltest Du natürlich auch spannen - nicht zu fest, aber auch nicht zu lasch. Wenn Du den Zahnriemen anschlägst (wie eine Gitarren-Saite), dann sollte ein relativ tiefer Ton zu hören sein. Fast vergessen - passe erstmal alle Geschwindigkeiten an - ich habe erstmal alle Werte halbiert. Das geht dann zwar gemächlicher, baer man kann sich später (wenn sonst alles stimmt) an höhere Geschwindigkeiten herantasten. Das Druckbett muss natürlich auch penibel ausgerichtet sein. Ich habe die neueste Marlin-Version aufgespielt, da wird man auch dabei etwas unterstützt und kann - ähnlich wie bei der Version mit Fühlern - Höhenunterschiede einstellen, welche dann beim Druck entsprechend berücksichtigt werden. Problem war für mich nur die korrekte Konfiguration von Marlin. Ich habe mir vorher die aufgespielte Marlin-Version gesichert. Wenn Du einen AVR-Programmer hast (z.B. AVR-ISP MK II), dann kannst Du über den SD-Karten Anschluss den Programmer anschließen (da stehen alle erforderlichen PINS zur Verfügung) und Programm und Eeprom sichern. Hat mir einen kleinen Schock erspart, als meine Konfiguration des neuen Marlin noch nicht funktionierte. Slic3r verwende ich nicht mehr - Cura ist aus meiner Sicht besser. Das musst Du aber selbst ausprobieren, da spiele ich auch noch herum. Ich habe mir auch die neueste Version es Repetier-Host aufgespielt.
> Deine Referenz-Spannung und damit den gewünschten Strom einstellen. Ich > habe für die Achsen-Motore jeweils ca. 1,000 Volt und für der > Extruder-Motor ca. 1,25 V eingestellt. leider geht das bi mir nicht wird immer 0.06 V angezeigt.habe es auf AC gestellt da er mir bei DC nichts anzeigt und er springt immer von hoch nach runter habe kda keine feste anzeige.ich habe den gleichen drucker wie du aus sperrholz.
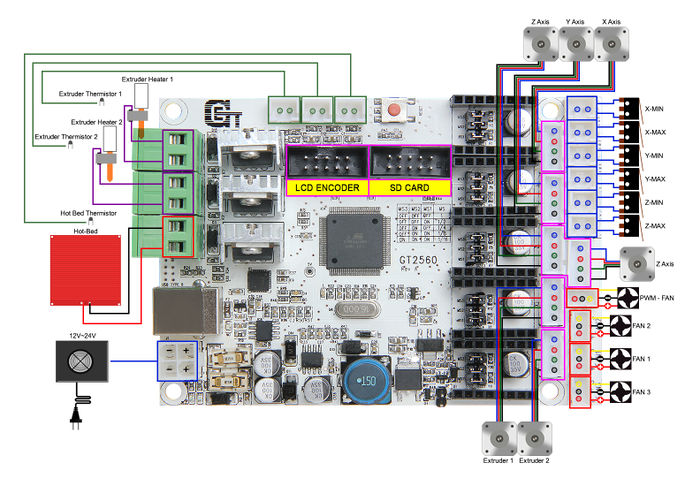
Jens H. schrieb: > leider geht das bi mir nicht wird immer 0.06 V angezeigt.habe es auf AC > gestellt da er mir bei DC nichts anzeigt und er springt immer von hoch > nach runter habe kda keine feste anzeige.ich habe den gleichen drucker > wie du aus sperrholz. Da deine Motore sich ja drehen kann das eigentlich nicht sein. Ich vermute, Du hast GND nicht richtig erwischt. Mit dem Multimeter kennst Du Dich aber ansonsten aus? Misst Du auch direkt "im" Potenziometer? Die Prüfspitze mitten rein - ist ja aus Metall und Du erwischt dann mit Sicherheit den Schleifer. Ach ja, wichtig ist, die Schrittmotore vorher stromlos zu schalten - das kannst Du über das LCD-Menü am Drucker machen. Wenn Du eine ganz ruhige Hand und gute Augen hast kannst Du GND auch direkt am Modul abgreifen. Aber Vorsicht, wenn Du abrutscht kann es das gewesen sein ... Mach doch mal ein Bild von Deiner Steuerung - ich vermute Du hast auch das GT2560-Board - wie hier: http://www.geeetech.com/wiki/images/thumb/4/45/GT2560_wiring.jpg/700px-GT2560_wiring.jpg
das einstellen hat super geklappt Dieter nur bei der Z-Achse kann ich nur 1,6 einstellen drunter läuft der motor nicht.
Jens H. schrieb: > das einstellen hat super geklappt Dieter nur bei der Z-Achse kann ich > nur 1,6 einstellen drunter läuft der motor nicht. Dann ist das aus meiner Sicht zu "zäh" - bei 1,6 V gibst Du knapp 1 A auf die beiden Schrittmotore. Das verkraften diese locker (geht so bis 1,6 oder 1,7 A) aber da schein noch was zu klemmen. AABER - da fällt mir ein, wie ist die Denn bei Dir die Z-Achse konfiguriert (in Schritten pro mm - und wie sieht die max. Beschleunigung/Bewegungsgeschwindigkeit aus)? Das war und ist bei mir ganz merkwürdig. Ich habe eine Steigung con 2 mm pro Umdrehung (bei Dir sollten es 1,25 mm pro Umdrehung sein). Deine Schrittmotore machen 200 Schritte pro Umdrehung * 16 - da ja Mikroschrittbetrieb = 3200 Schritte pro Umdrehung. Das geteilt durch 1,25 bei Dir sollten 2560 Schritte pro mm sein. Bei mir sieht die Rechnung so aus: 400 Schritte pro Umdrehung (habe ich ausgetauscht) * 16 = 6400 geteilt durch 2 = 3200. Einstellen muss ich aber 800 - frag mich nicht warum ... :-/ (und nein, die Jumper sind korrekt und auch verlötet - ich kann an den Anschlüssen MST.. auch Spannung messen und ich habe die Module auch schon mal quer getauscht). Also bitte mal ausprobieren, ob das Teil sich wirklich im 1 cm nach oben bewegt, wenn Du das über den Repetier-Host vorgibt. Wenn die Beschleunigung/Bewegungsgeschwindigkeit zu hoch eingestellt ist, dann rattert er nur etwas und verliert ordentlich Schritte - also dann dort nachbessern. Das Problem hatte ich bei der neuen Cura-Version - die fährt zu Beginn den Extruder 15 mm hoch und presst etwas Filament raus (Voreinstellung Start-Code). Die Bewegungsgeschwindigkeit war auf 7000 eingestellt. Der hat nur mal kurz "geschrubbt" (sich nicht bewegt) und hat dann wieder versucht auf die Ursprungs-Höhe (15 mm tiefer) zu kommen. Das funktionierte natürlich nur im Ansatz und hat mich einen Teil der Glasplatten-Kante gekostet ...
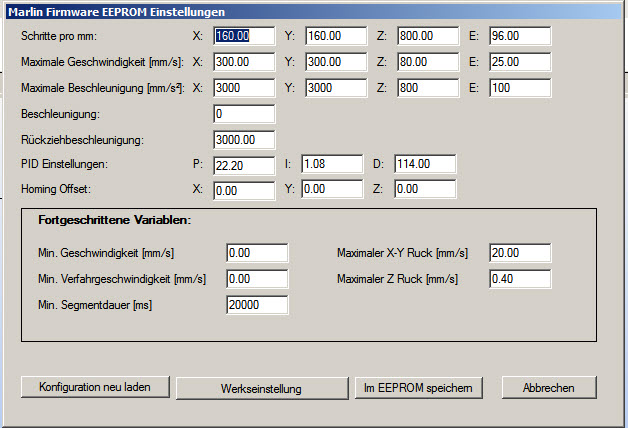
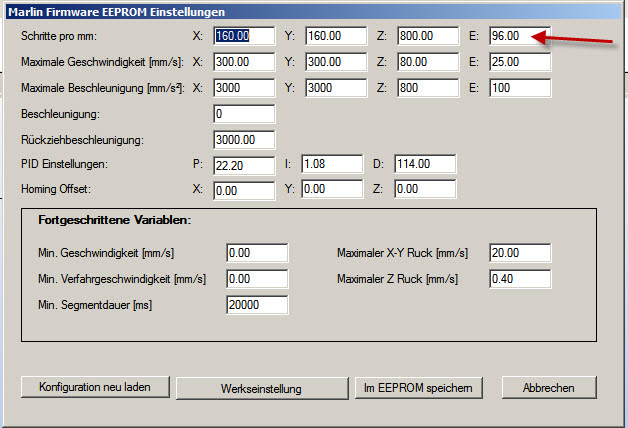
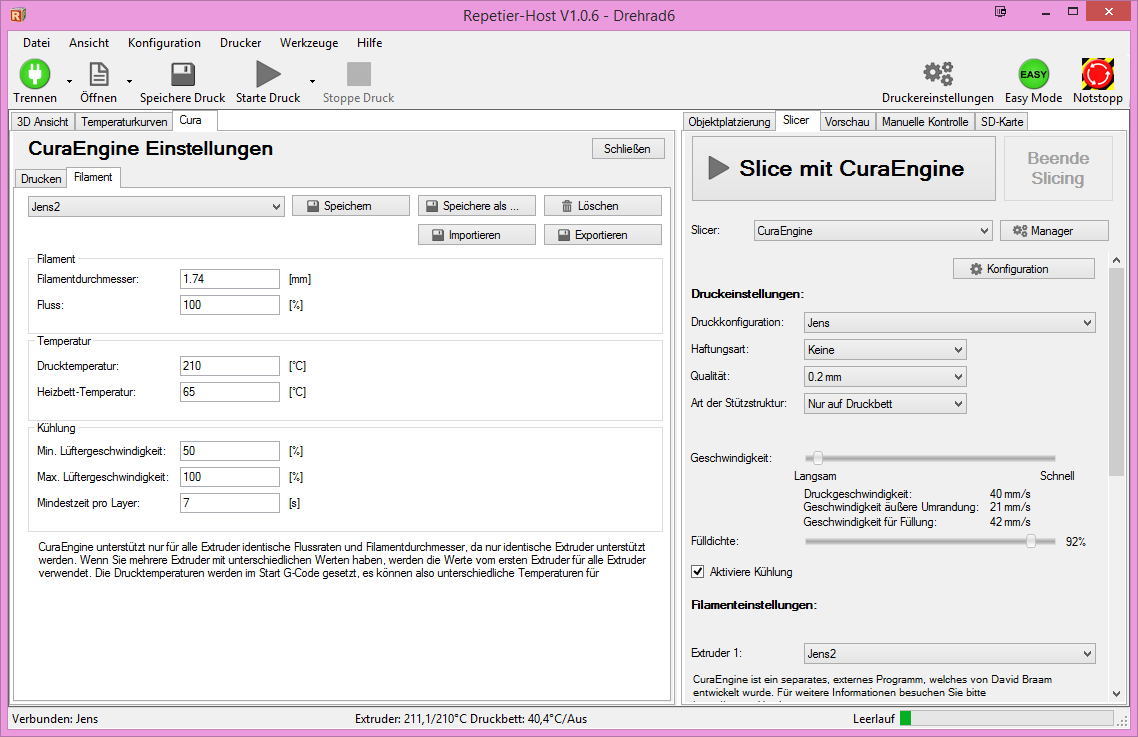
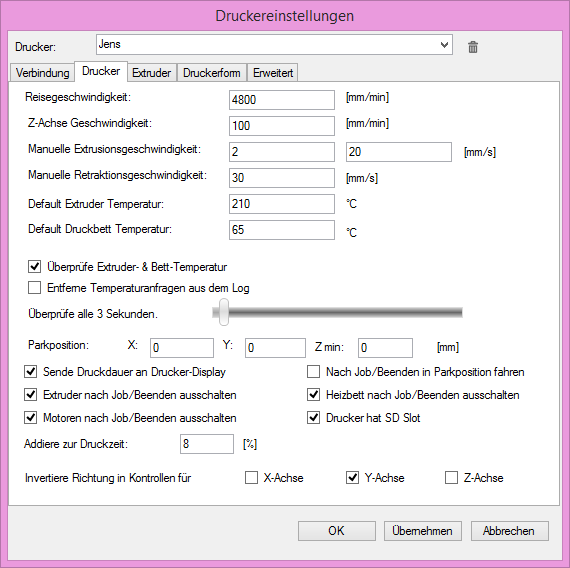
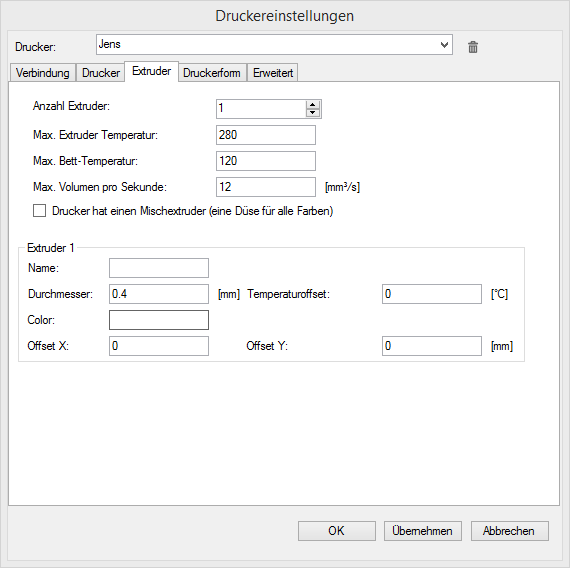
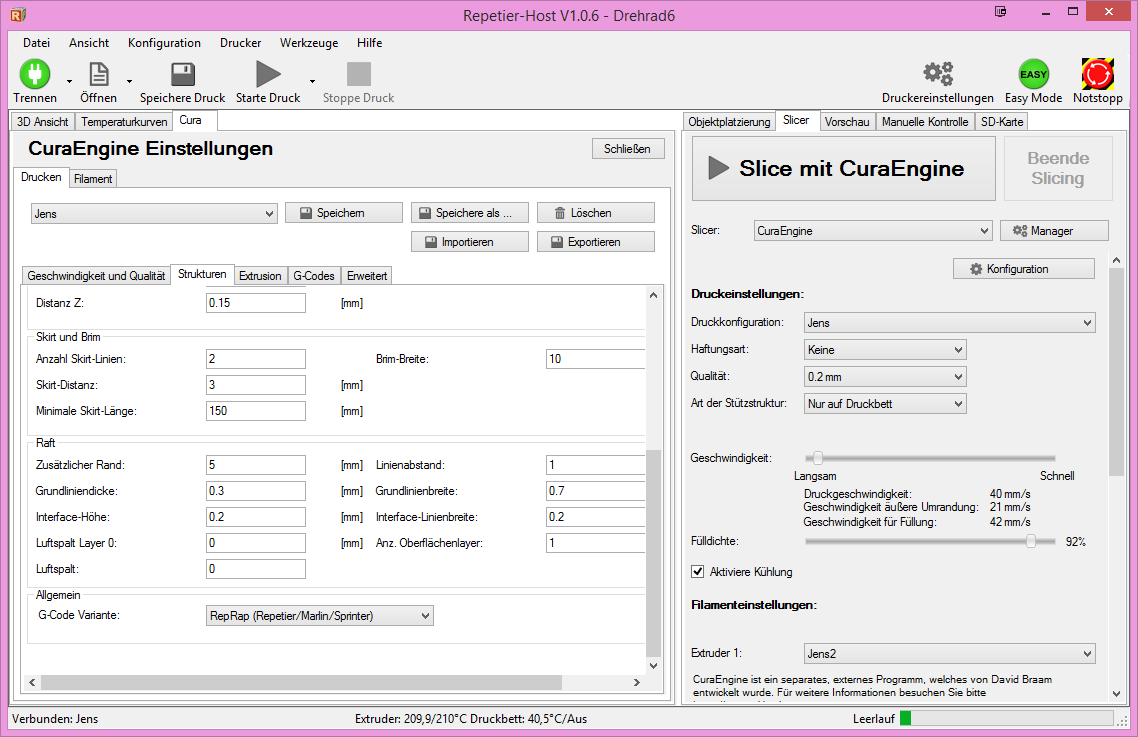
Sehen kannst Du das im Repetier-Host (ich habe mal die Original-Version genommen), wenn Du mit dem Drucker verbunden bist (Bilder meiner aktuellen Einstellungen anbei - beachte, dass ich bis auf den Extruder Schrittmotore mit doppelter Auflösung, also 400 Schritte pro Umdrehung, habe). Zumindest ich konnte die Werte aber nicht aus dem Repetier-Host heraus speichern (es gab auch keine Fehlermeldung ...). Das kannst Du Dir auch am Drucker über das LCD-Menue anschauen und dort auch ändern (soweit ich mich erinnere). Da ich eine neuere Marlin-Version eingespielt habe funktioniert es zumindest bei dieser Version. Probiere es aus ...
Jens H. schrieb: > leider geht das bi mir nicht wird immer 0.06 V angezeigt.habe es auf AC > gestellt da er mir bei DC nichts anzeigt Es muss auf DC stehen. Sonst misst Du Mist.
Rufus Τ. F. schrieb: > Es muss auf DC stehen. Sonst misst Du Mist. Hat er schon geschafft :-) Jens H. schrieb: > das einstellen hat super geklappt Dieter nur bei der Z-Achse kann ich > nur 1,6 einstellen drunter läuft der motor nicht.
ehe ich es vergesse Dieter auf wieviel Volt hast du deine treiber eingestellt?
Jens H. schrieb: > muss ich da noch was ändern? Ja, die maximale Beschleunigung beim Extruder scheint mir etwas heftig zu sein :-) Die maximale Geschwindigkeit bei der Z-Achse ist zu niedrig - dafür die beim Extruder, denke ich, zu hoch. Wie geschrieben - bei der Z-Achse und überhaupt musst Du das ausprobieren - an allen Achsen und prüfen, ob die Bewegungen korrekt sind. Übrigens habe ich beim Extruder 96 Schritte gemessen. Das solltest Du auch machen - oder den Wert übernehmen. Jens H. schrieb: > ehe ich es vergesse Dieter auf wieviel Volt hast du deine treiber > eingestellt? Das hatte ich schon geschrieben Dieter F. schrieb: > Ich > habe für die Achsen-Motore jeweils ca. 1,000 Volt und für den > Extruder-Motor ca. 1,25 V eingestellt.
Angehängte Dateien:
-

IMAG0001.JPG
220 KB -

IMAG0002.JPG
240 KB -

IMAG0003.JPG
220 KB -

IMAG0004.JPG
220 KB

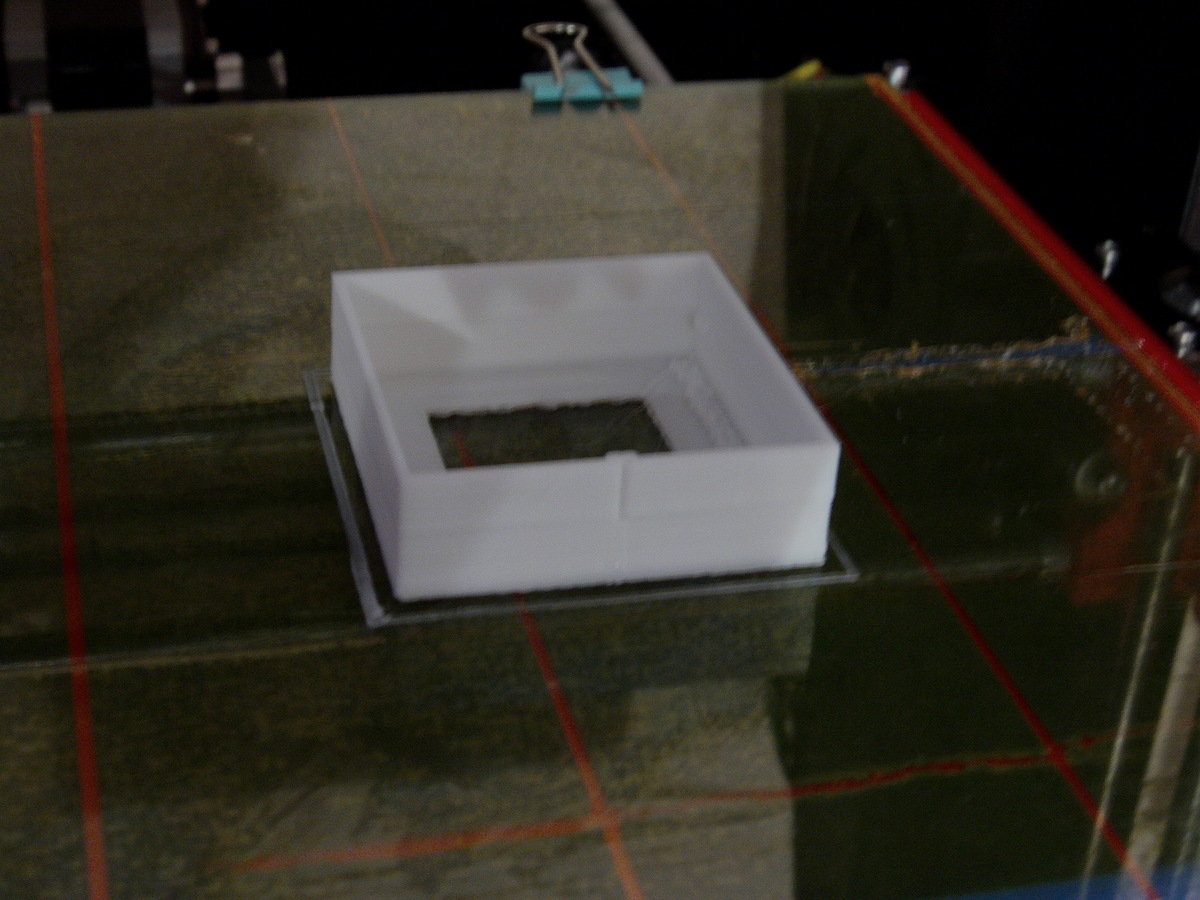
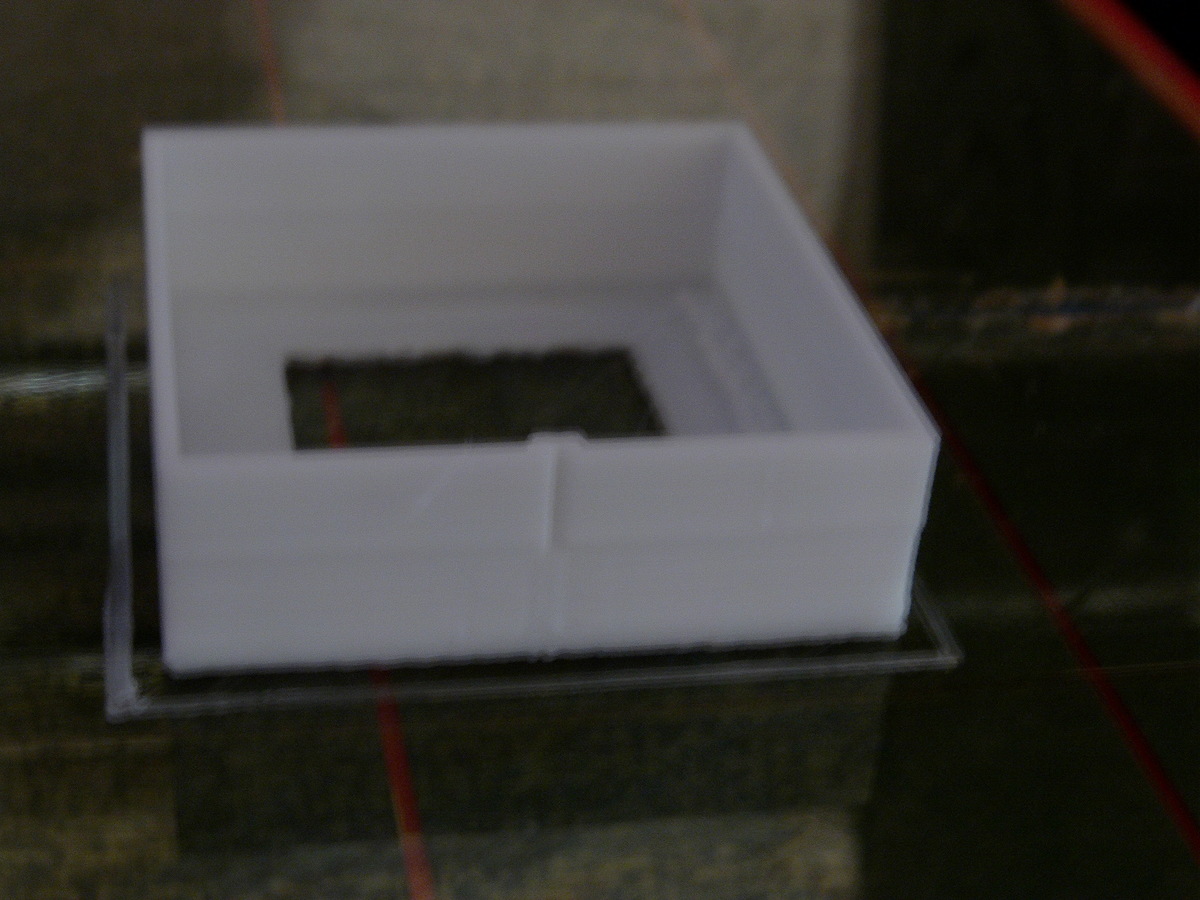
Danke Dieter für die super Tips und Ratschläge von Dir hat super geklappt und er druckt jetzt gut muss nur noch feineinstellen dann klappt das endlich.Mein größtes problem war die Y-Achse da ist der Riemen zu lang jetzt habe ich ihn gespannt und es läuft super. DANKE DANKE DANKE
Das sieht auf den ersten oberflächlichen Blick nach viel zu hoher Extrusionstemperatur aus - Du kochst das Filament ja förmlich.
Jens H. schrieb: > Mein größtes problem war die Y-Achse da ist der > Riemen zu lang jetzt habe ich ihn gespannt und es läuft super. Sehe ich das richtig, dass Du da einen Klotz eingebracht hast, der den Zahnriemen nach unten drückt? Da gibt es einen "Spanner" auf der dem Motor gegenüberliegenden Seite. Wenn das nicht ausreicht musst Du halt an der Befestigung unter dem Schlitten "nachjustieren / nachspannen". Schau Dir mal die Umlenkrollen genau an, wenn Du den Druckbett-Schlitten bzw. den Extruder-Schlitten bewegst. Bei mir waren die Teile aus Plastik und etwas "unrund" - das hat "geeiert". Die Plastik-Zahnräder habe ich komplett gegen Metall-Ausführungen ausgetauscht. Die sind auch nicht teuer und i.d.R. präzise gefertigt. Die gewählte Temperatur ist auch von den Sensor-Werten der Temperatur-Sensoren abhängig (da kommt nicht immer der "korrekte" Wert zurück). Ich drucke das mitgelieferte PLA mit 205 - 210 Grad, die erste Schicht mit 215 Grad. Das Druckbett heize ich auf 65 Grad und gehe im Laufe des Drucks auf 60 Grad zurück.
habe nur ein problem er kommt nicht mit dem fördern des filaments hinterher kann ich das bei repetier host einstellen?
Jens H. schrieb: > habe nur ein problem er kommt nicht mit dem fördern des filaments > hinterher kann ich das bei repetier host einstellen? Woraus schliesst Du das? Eigentlich hast Du den Wert (verglichen mit meinem Wert) zu hoch eingestellt und er sollte zu viel Filament liefern. "Klackert" der Extruder? Ansonsten hilft nur Messen. Schrittmotor abschrauben, Filament aus dem Extruder herausziehen. Dann z.B. oberhalb des Einzugs genau 6 (oder 11) cm Filament abmessen und eine Markierung (Strich) anbringen. 5 (oder 10) cm fördern lassen und schauen, ob noch genau 1 cm bis zum Strich übrig ist. Falls nicht Schritte pro mm entsprechend nachjustieren. Ich sehe gerade - Du druckst direkt auf dem (verbogenen) Heizbett (mit Klebestreifen dazwischen)? Ich würde die Glasplatte nehmen, die beigelegt ist. Wenn die ordentlich sauber ist (Aceton), kann man prima drauf Drucken. Dann abwarten, bis abgekühlt und das gedruckte Teil kann relativ leicht und sauber abgemacht werden.
>> habe nur ein problem er kommt nicht mit dem fördern des filaments >> hinterher kann ich das bei repetier host einstellen? welen wert meinst du?
> Woraus schliesst Du das? Eigentlich hast Du den Wert (verglichen mit > meinem Wert) zu hoch eingestellt und er sollte zu viel Filament liefern. welchen wert meinst du?
Angehängte Dateien:
-

02.jpg
89 KB
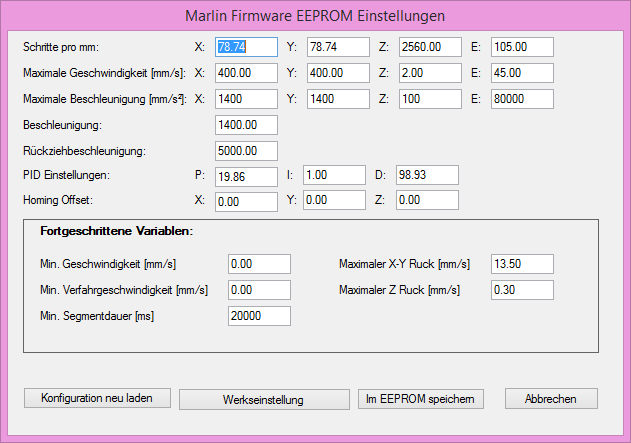
Jens H. schrieb: > welchen wert meinst du? Diesen (Bild) Im Übrigen wäre es nett, wenn auch Du Fragen beantwortest.
> Woraus schliesst Du das? Eigentlich hast Du den Wert (verglichen mit > meinem Wert) zu hoch eingestellt und er sollte zu viel Filament liefern. er hat immer abrisse beim drucken und pumpt viel. > "Klackert" der Extruder? nein er klackert nicht er pumpt halt oft.
warum behält er die einstellungen nicht wenn ich auf eeprom speichern drücke?
Jens H. schrieb: > pumpt viel. Was bedeutet "pumpt"? Schiebt er das Filament oft zurück? Das ist bei Leerfahrten "normal". Oder ist es das, was ich "Klackern" nenne - nämlich beim "extruhieren" ein leicht klackerndes Geräusch mit eben solchen leichten Bewegungen des Filament-Drahtes (vor und zurück)? Dann tippe ich auf zu viel Filament-Vorschub bzw. Rückstau (s.o.) oder ein nicht korrekt nivelliertes Druckbett, wenn das zu Beginn des Drucks auftritt.
Jens H. schrieb: > warum behält er die einstellungen nicht wenn ich auf eeprom speichern > drücke? Habe ich oben schon geschrieben - funktioniert nicht vom Repetier-Host aus. Auf dem Drucker weiß ich das nicht - es kann aber sein, dass es dort auch nicht funktioniert. Das muss in Marlin (der Drucker-Firmware) "erlaubt" (konfiguriert) sein.
Jens H. schrieb: > hier ein video davon. aber musst laut stellen. Ja, das ist das "Klackern" welches ich meinte. Mit welcher Extruder-Temperatur hast Du das gemacht? Hier kommt der Extruder wohl nicht mit dem Schmelzen nach bzw. Dein Vorschub ist zu hoch eingestellt. Es kann auch ein anderes Problem sein - da habe ich aber nur von gelesen. Es gibt ein Teflon-Röhrchen im Extruder, welches genau passen muss - ggf. hast Du da eine Verschiebung. Da hilft dann nur googlen ...
Jens H. schrieb: > also temp bei 225 und dann bei 210.wo stelle ich denn den vorschub ein? Also bei 225 Grad (zu heiß für PLA) sollte das eigentlich nicht passieren. Den Vorschub solltest Du am Drucker unter "Motion" und dann irgendwo die Werte für "E" (Extruder) anpassen. Meine Werte sind da nicht schlecht (Bild) - Deine aus meiner Sicht (Dein Bild) viel zu hoch. Wegen Extruder-Problemen kannst Du auch mal hier schauen / posten: https://forum.germanreprap.com/viewtopic.php?f=29&t=2789 Das solltest Du auch unbedingt machen: http://reprap.org/wiki/Triffid_Hunter's_Calibration_Guide/de
Warum macht er beim drucken eines kreises solche zickzack ecken die 2 am aussenring statt rund und die füllung nicht gerade?
Jens H. schrieb: > Warum macht er beim drucken eines kreises solche zickzack ecken die 2 am > aussenring statt rund und die füllung nicht gerade? Also Du presst aus meiner Sicht zu viel Filament raus - immer noch. Scheinbar auch zu heiß - das fließt ja wie weiße Schokolade. Welche Layer-Höhe(n) hast Du denn eingestellt? Das Druckbett ist nicht optimal eingestellt und die Glasplatte scheint nicht peinlich sauber zu sein - daher fehlt auch die Haftung. Aceton - kein Spüli etc.. Ich nehme Nagellackentferner :-) - so lange, bis meine Regierung meckert. Die Bewegungen an sich generiert der Slicer. Stell doch mal ein, was Du da druckst (.stl-Datei) mit welchem Slicer und zeige die Einstellungen Deines Slicers (ggf. per Config-Datei). Oh, und wenn Videos dann bitte scharf - und am Besten bei Youtube etc. einstellen und hier nur den Link posten. Dateien solcher Größe erzeugen immer Unmut ...
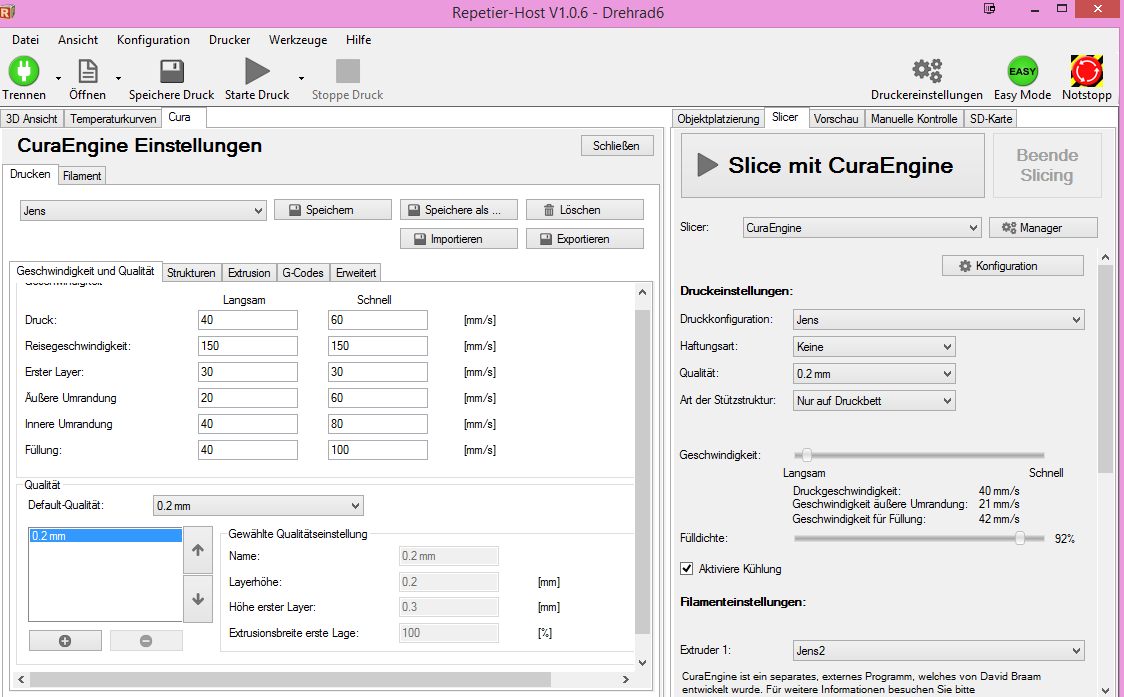
zu 1. die bilder. zu 2. benutze ich den cura slicer und die .stl datei hänge ich an.
Jens H. schrieb: > benutze ich den cura slicer und die .stl datei hänge ich an Wieso druckst Du eigentlich nicht in der Mitte des Druckbetts? Nur so als Frage, weil das ja eigentlich der Standard ist. In der Cura-Konfiguration kann ich so auf Anhieb keinen Fehler feststellen. Probier mal den G-Code, den ich mit der neuen Cura-Version erzeugt habe. Ich drucke mal aus Spaß parallel :-) Nicht erschrecken, ich drucke außen um die Form herum einen "Fuß" (Typ "Brim") für bessere Haftung. Habe ich gerade im letzten Bild gesehen - Grundlinienbreite 0,7 mm? Wahrscheinlich "rotzt" der dort deswegen so vor sich hin ...
Angehängte Dateien:
-

IMG_2762.JPG
210 KB
Schick mir mal Deine eMail-Adresse per PN ... Anbei der aktuelle Stand als Foto.
Jens H. schrieb: > wie mache ich das als PN schicken? Einfach auf (jim_quakenbush) klicken ... und dann die eMail-Adresse eingeben :-)
Angehängte Dateien:
-

IMG_2778.JPG
230 KB
Hi, ich habe mal div. Testobjekte aus "MAKE" gedruckt. Bis auf die "Fäden" (da muss ich noch nachsteuern) sieht alles gut aus. Die Z-Achse ist aus meiner Sicht TOP. Auch auf der X-Achse habe ich 0 Probleme :-). Die Y-Achse muss ich halt vorsichtig bewegen, da sehr "Masse-haltig".
Angehängte Dateien:
-

IMAG0012.JPG
240 KB -

IMAG0013.JPG
220 KB -

IMAG0014.JPG
230 KB
Hat super geklappt. Danke Dieter
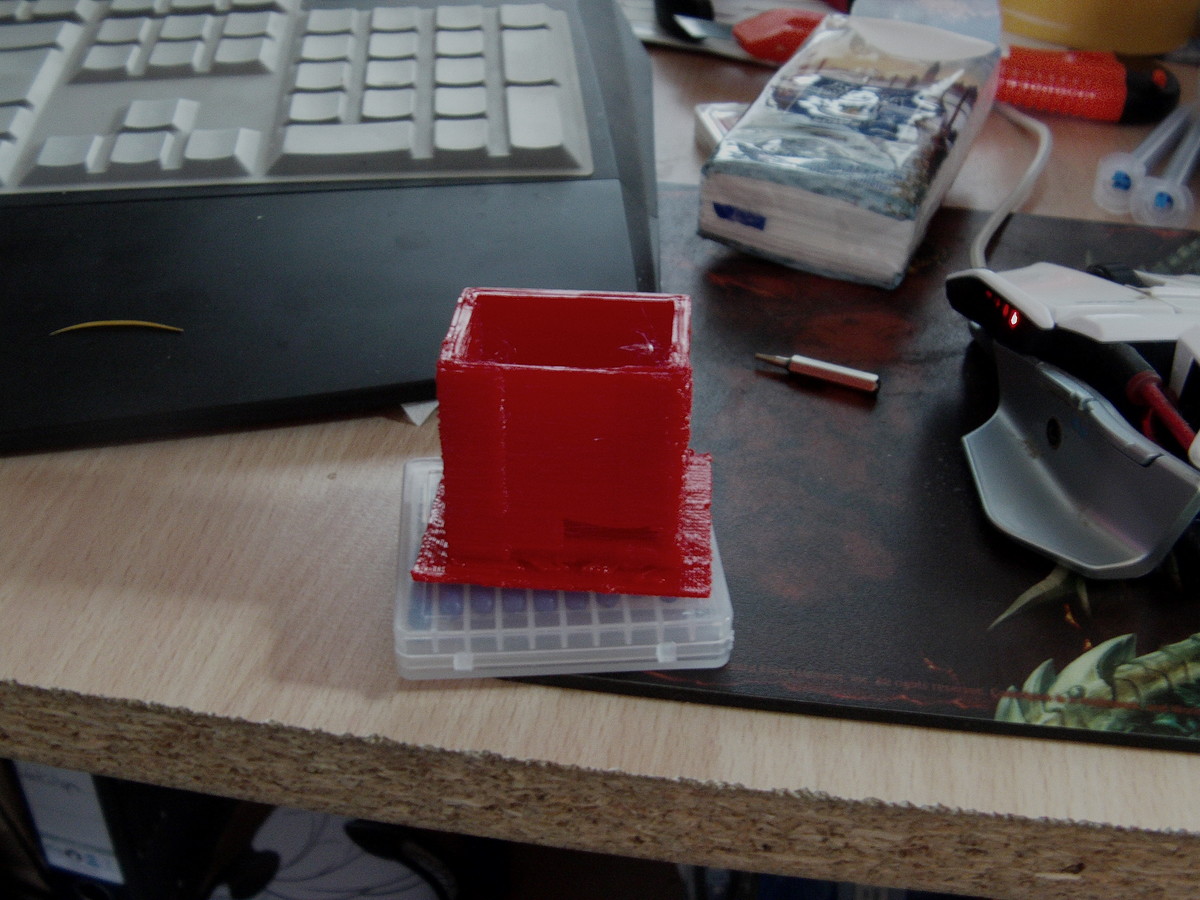
KOhlee schrieb: > Also was immer es ist. Das DIng kostest 200€€€ ??? Wenn du es > hinbekommst kauf ich mir auch son ding. also dann viel spaß beim kaufen der macht richtig gute arbeit der Prusa I3. Siehe Foto.
Statt die gleichen unscharfen Bilder nochmal zu posten, könntest Du ja mal versuchen, scharfe Bilder zu machen.
Angehängte Dateien:
-

IMG_1278.jpg
240 KB -

IMG_1280.jpg
240 KB -

IMG_1281.jpg
220 KB -

IMG_1282.jpg
15 KB
{kind=link}
hoffe die sind jetzt besser.
Ich habe gerade auch einen Prusa i3 Pro aufgebaut und muss sagen, dass mich dieser für seinen Preis total verblüfft. Über Ebay habe ich den Bausatz für 186 € gekauft, Lieferung innerhalb zwei Tagen, Aufbau dauerte etwas länger. Die tragenden Teile sind aus schwarzem Acrylglas gelasert, der Aufbau damit sehr stabil. Das meditative Element beim Aufbau ist das Abziehen der Schutzfolien, wenn man mal bei Youtube schaut, sieht man, dass die angeblich so fleißigen Chinesen darauf verzichten. :-)) Kupplungen für die Z-Achsen sind schon dabei, die Z-Spindeln sind immerhin geschliffen. Das Hotbed ist aus Aluminium. Fast alle Anschlüsse am singularen Mainboard werden gesteckt, mit der ausreichenden Dokumentation kann da wenig schief gehen. Gestern habe ich eines der mitgelieferten Beispiele gedruckt, er hat das out of the box ziemlich gut hinbekommen. Langsam halt, aber auch recht ruhig, nur der Lüfter am Extruder nervt, der wird irgendwann ersetzt. Das Netzteil macht mir etwas Kopfschmerzen, kein Typenschild, Prüfzeichen oder so Gedöns, nicht mal ein Netzschalter. Immerhin, es funktioniert erstmal.
Hallo Guido Kannst du schreiben, bei welchem Verkäufer genau? Würde mir die Wahl des Richtigen etwas erleichtern. Gruß Axel
Das war der ec-sell1 mit Lieferort Frankfurt. Ich habe den Eindruck, dass alles was aus Frankfurt kommt derselbe Händler unter verschiedenen Namen ist.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.