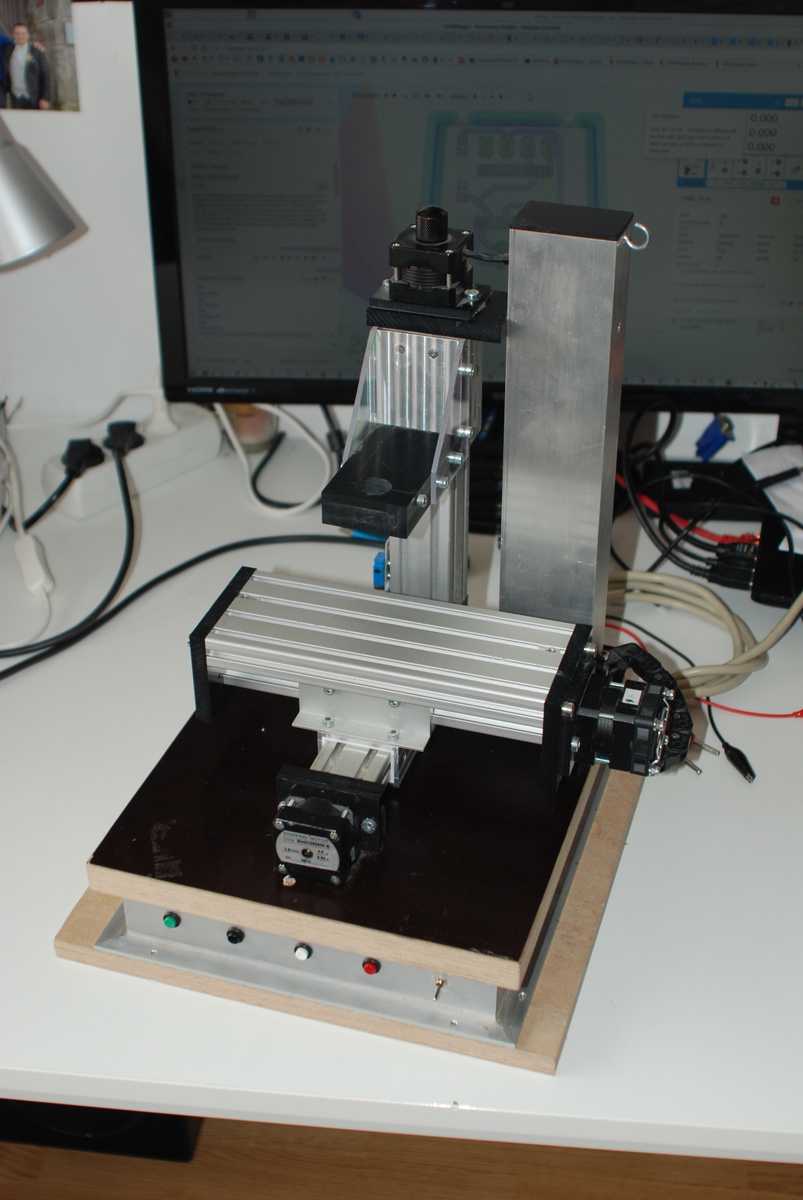
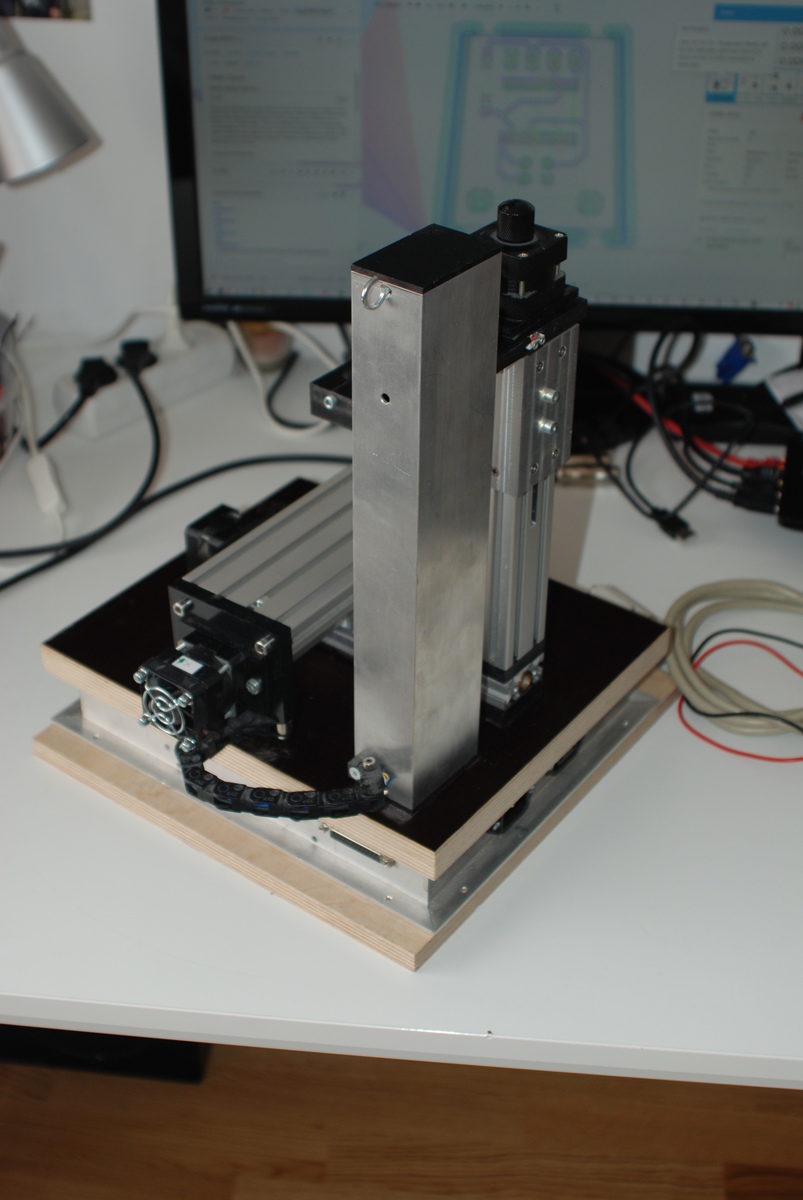
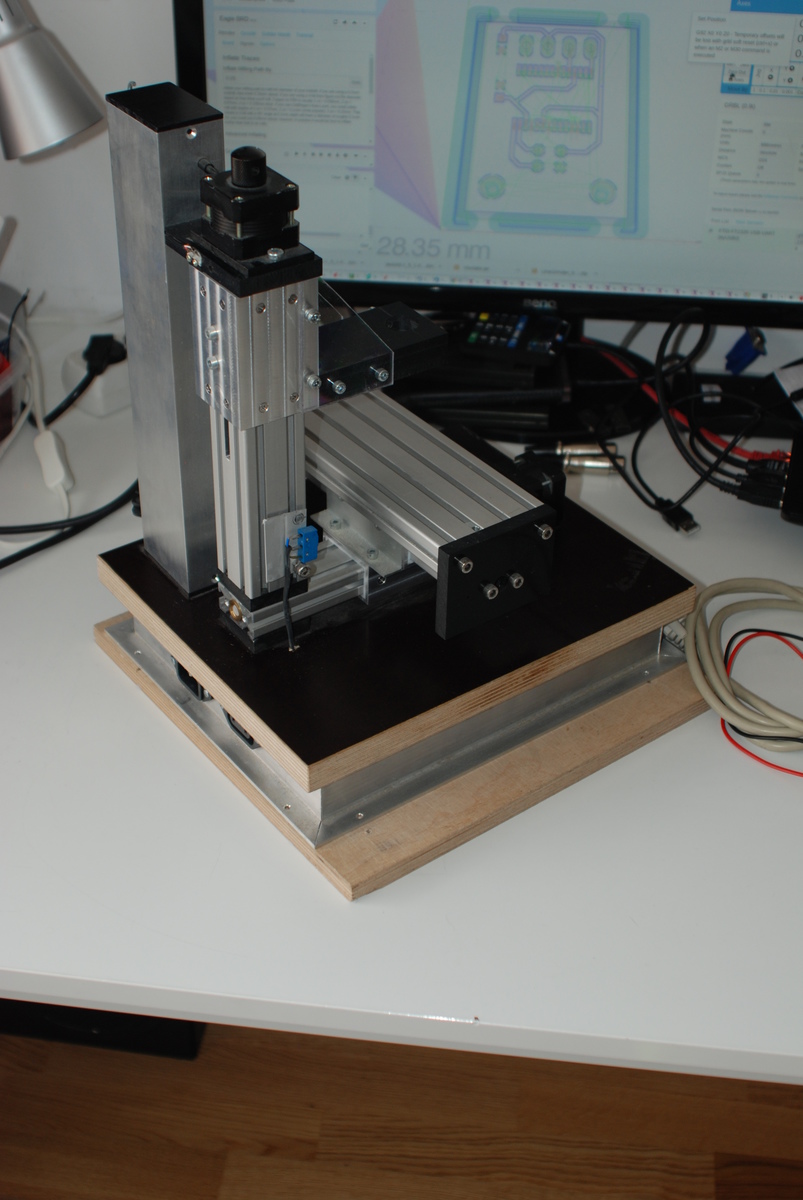
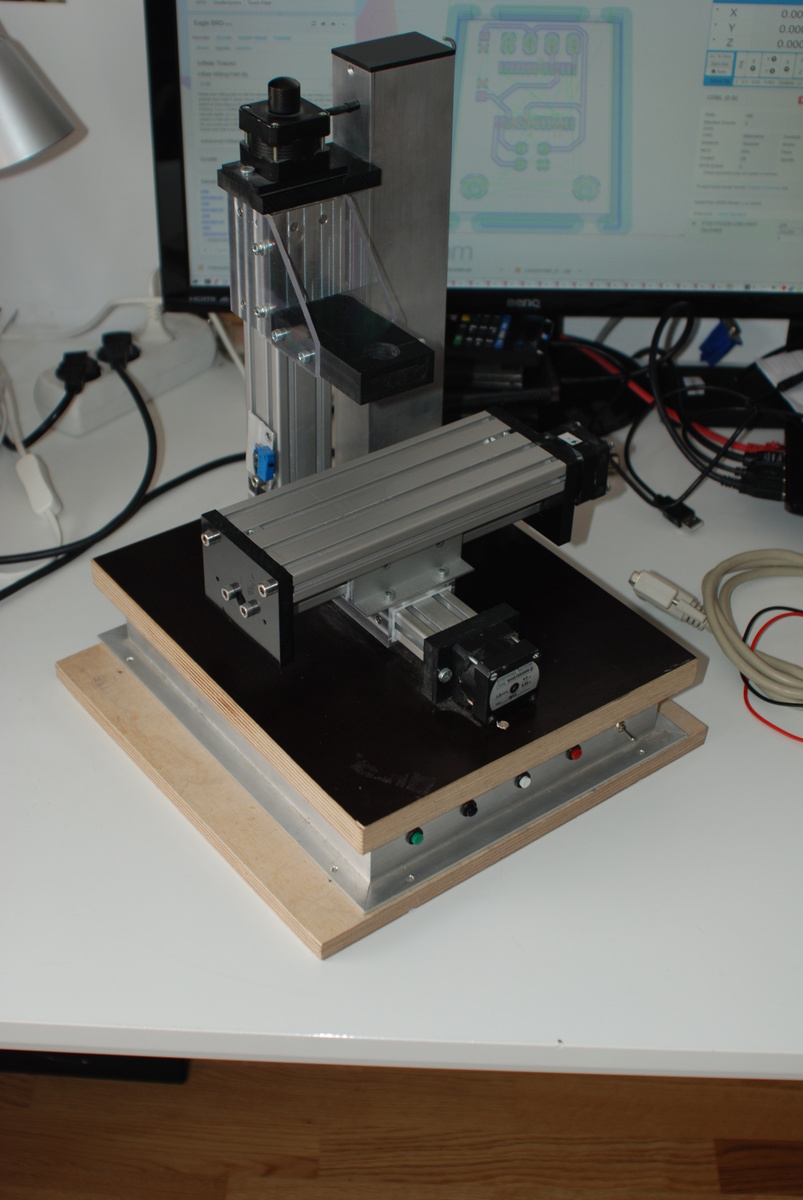
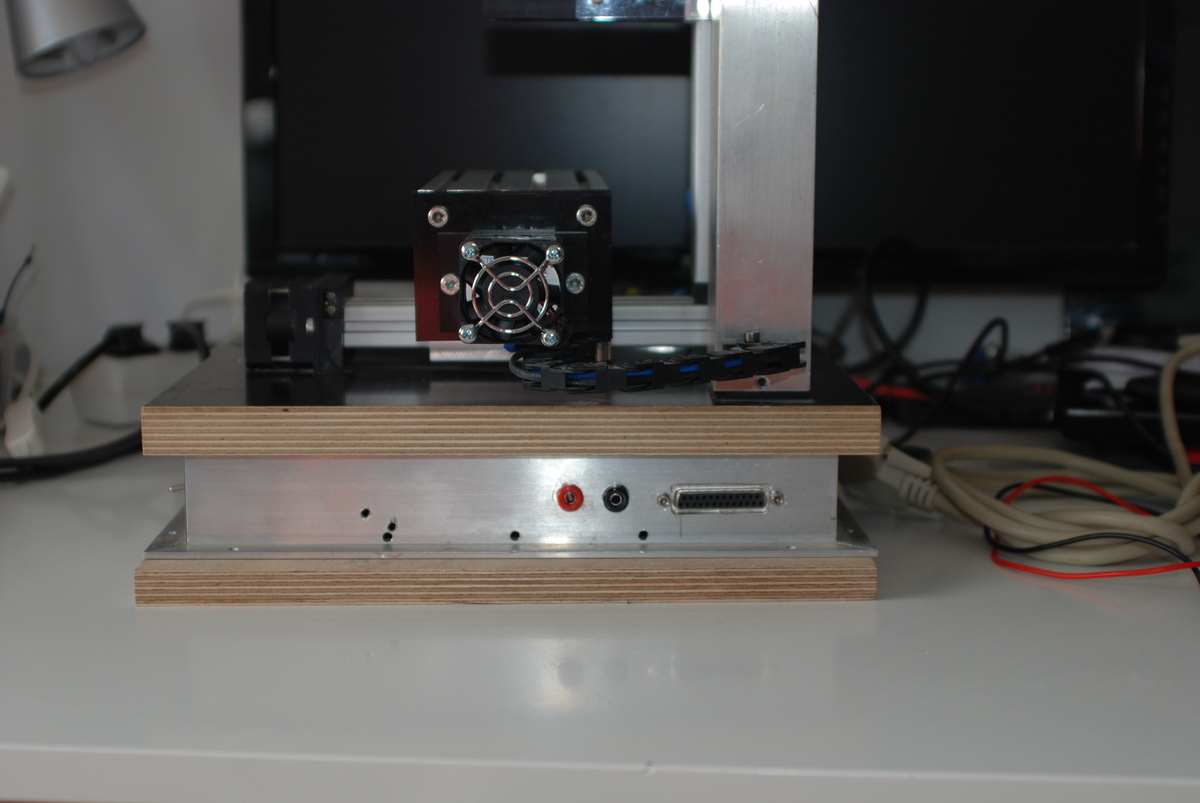
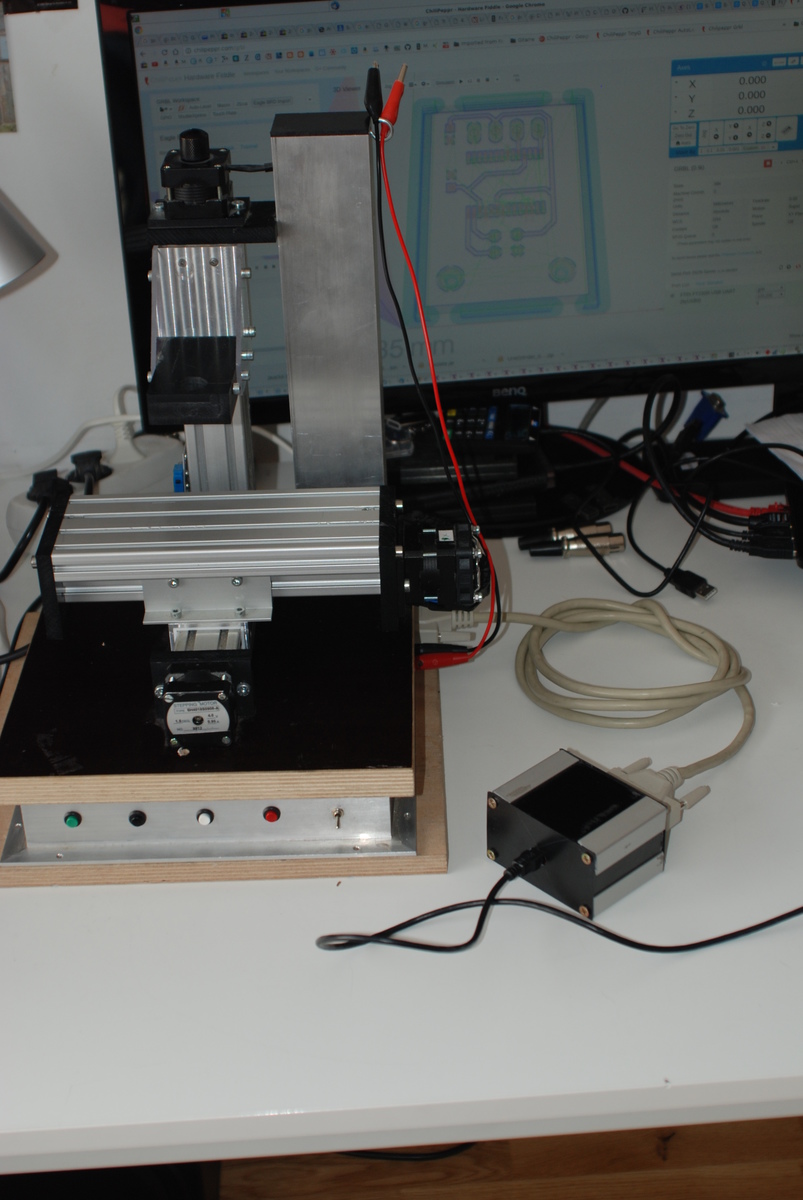
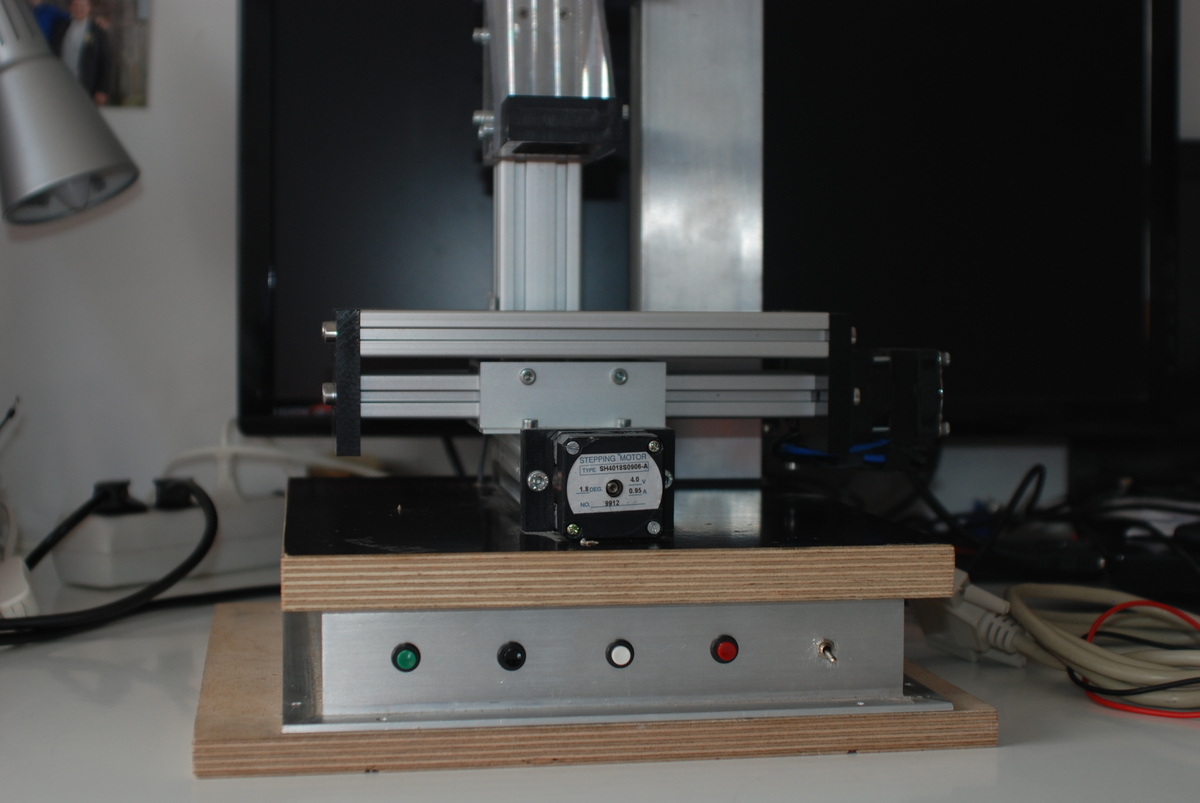
Ich verkaufe meine kleine CNC Fraese, da Sie seit ueber zwei Jahren nur noch im Schrank steht. Ich habe sie angeschafft um Platinen zu fraesen. Das macht sie auch sehr gut. Als Steuerung gibt es Grbl 0.9i. Anbei sind einige Bilder. Der Maximale Verfahrwege sind: X: 117mm Y: 78 mm Z: 60 mm Sie besitzt einen schaltbaren 230V Ausgang um die Spindle ueber M-Kommandos an- bzw. abzuschalten. Es gibt jeweils Endschalter an X+, X-, Y+, Y-, Z+ Fuer Z- gibt es zwei Bananenbuchsen mit Krokoklemmen. Damit kann Z-Probing und Autoleveling der Platine durchgefuehrt werden. Gerade durch das Autoleveling sind Unebenheiten des Bettes und/oder der Platine super ausgleichbar. Es gibt eine 20 mm Aufnahme fuer Proxxon Geraete. Wobei hier auch ein anderer Aufnahmeklotz montiert werden kann. Als GCode-Sender kann ich entweder GrblController oder den Grbl Workspace von Chilipeppr (www.chilipeppr.com/grbl) empfehlen. Ich erzeuge GCode entweder direk aus Eagle mit dem pcb2gcode.ulp oder aus Gerber Dateien mit dem Programm pcb2gcode Preislich dachte ich an 400 Euro VHB. Es war meine erste Fraese und fuer Einsteiger oder gelegentliche Platinenarbeiten mehr als geeignet. Hier sind noch die Grbl Einstellungen: Grbl 0.9i ['$' for help] $0=20 (step pulse, usec) $1=25 (step idle delay, msec) $2=1 (step port invert mask:00000001) $3=0 (dir port invert mask:00000000) $4=0 (step enable invert, bool) $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=10 (status report mask:00001010) $11=3200.000 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $20=0 (soft limits, bool) $21=1 (hard limits, bool) $22=1 (homing cycle, bool) $23=3 (homing dir invert mask:00000011) $24=25.000 (homing feed, mm/min) $25=250.000 (homing seek, mm/min) $26=100 (homing debounce, msec) $27=1.000 (homing pull-off, mm) $100=3200.000 (x, step/mm) $101=3200.000 (y, step/mm) $102=3200.000 (z, step/mm) $110=400.000 (x max rate, mm/min) $111=400.000 (y max rate, mm/min) $112=400.000 (z max rate, mm/min) $120=100.000 (x accel, mm/sec^2) $121=100.000 (y accel, mm/sec^2) $122=30.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm) Nun zum Schluss: Bitte keine Kommentare von eingefleischten Kaesefraese-Hassern. Ja, sie kann keine Aluminium - und nein, das braucht sie auch nicht koennen... Interessenten bitte per PN melden
Angehängte Dateien:
-

DSC_7076.JPG
220 KB -

DSC_7077.JPG
220 KB -

DSC_7078.JPG
240 KB -

DSC_7079.JPG
210 KB -

DSC_7080.JPG
200 KB -

DSC_7082.JPG
240 KB -

DSC_7081.JPG
200 KB
Hi! Kannst Du bitte ein Beispiel von einer gefrästen Platine zeigen, welche Ergebnisse erreichbar sind bzw. wie genau die Fräse arbeitet?
Angehängte Dateien:
-

DSC_8625.JPG
240 KB -

DSC_8624.JPG
230 KB -

DSC_8626.JPG
240 KB
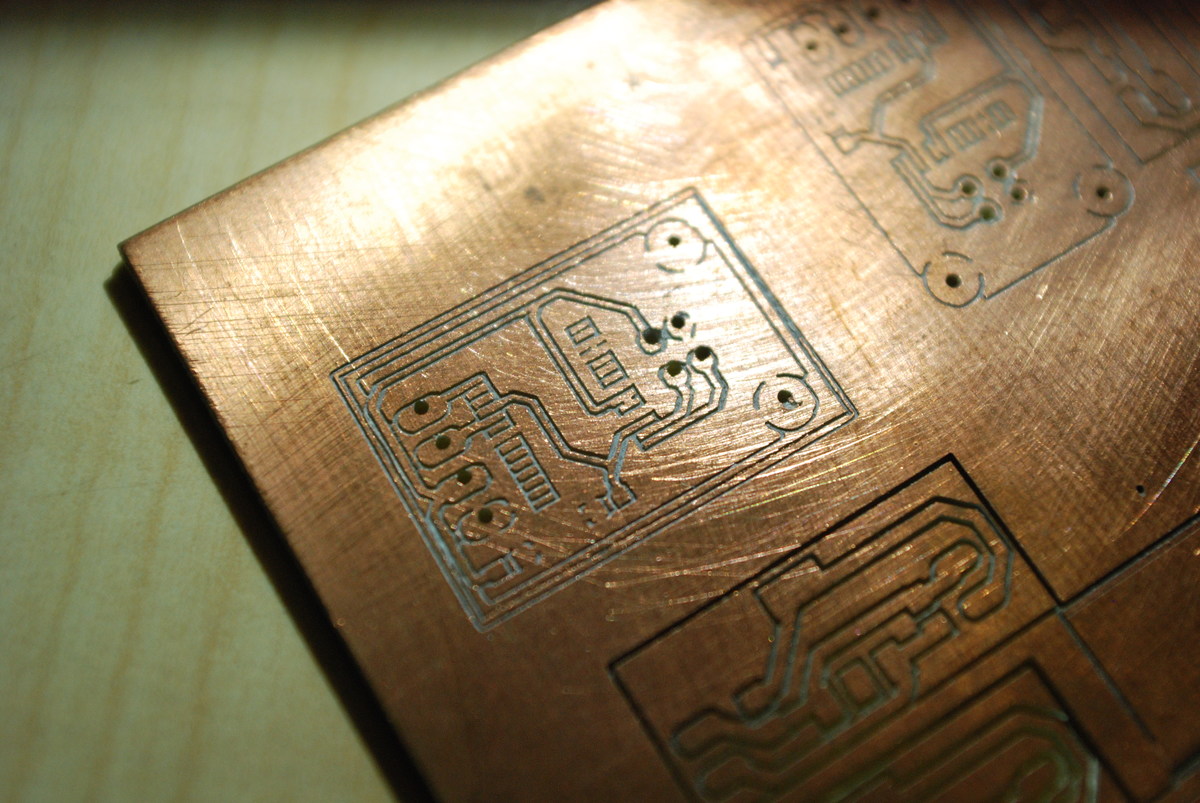
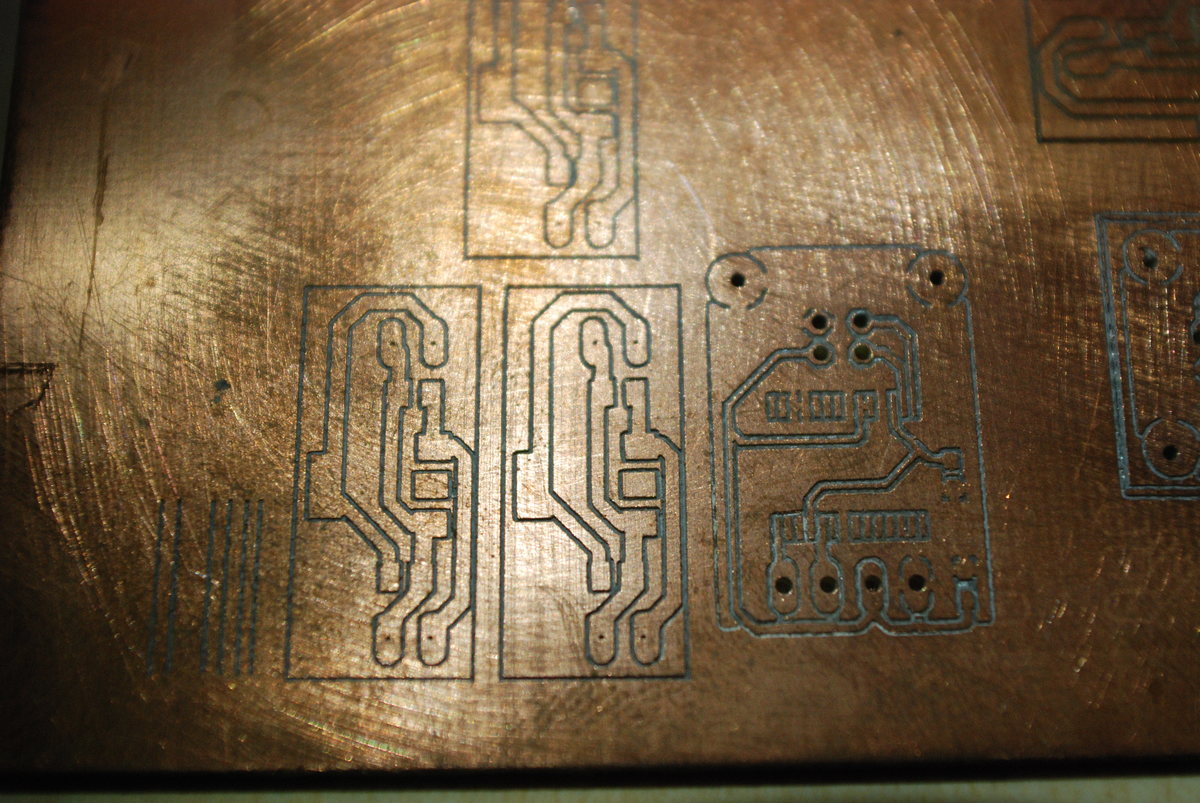
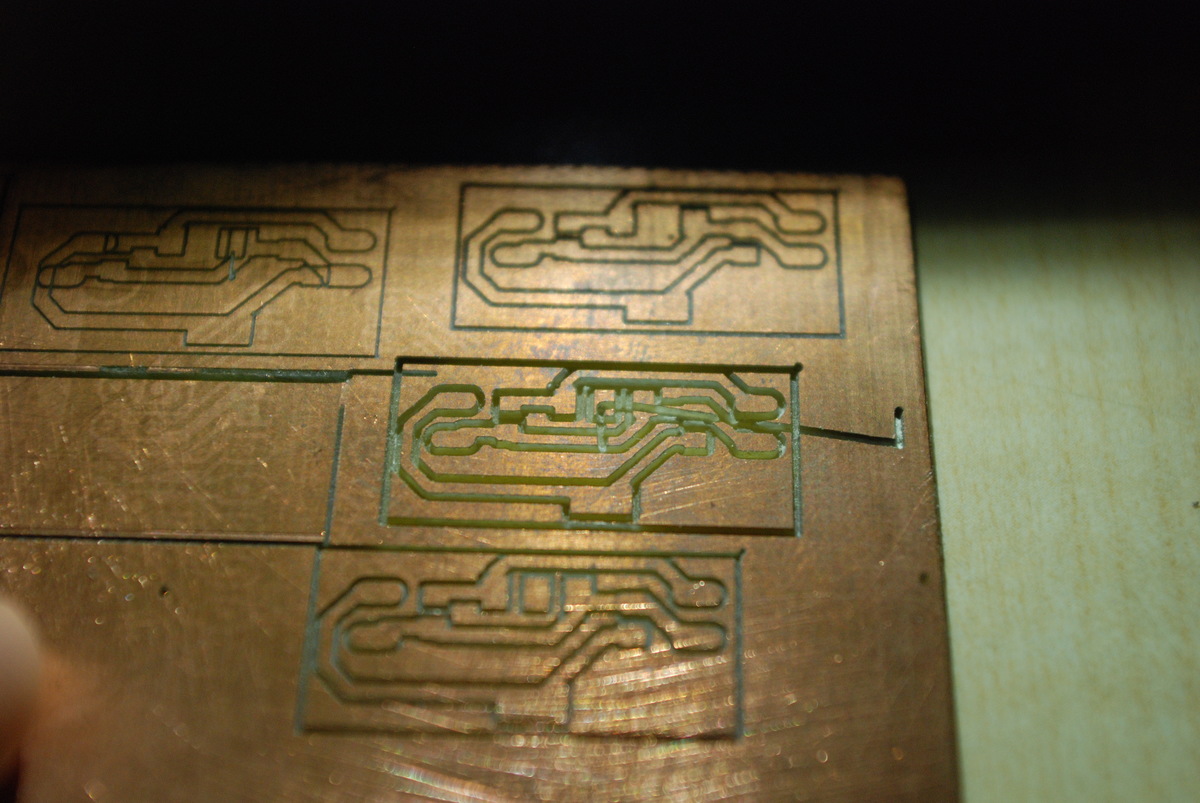
Na klar. Hier sind ein paar Bilder. Zu sehen ist eine Platine für einen FTDI Chip (SSOP 28) und diverse Tests mit verschiedenen Tiefen.
Okay, danke Dir ... kann ich noch fragen, wie lange hält der Fräser wenn man GFK-Platinen bevorzugt? Man sollte wohl sowieso einen Hartmetall-Fräser nehmen, beim ein normaler Bohrer oder eine einfache Stahlsäge hat ja bereits nach ein paar Sekunden keine Lust mehr auf GFK. Weißt Du, ob man irgendwie die Platinen von NI Ultiboard damit bearbeiten kann oder können einfache grafische Vorlage importiert werden?
Man sollte schon hochwertiges Werkzeug einspannen. Zum Platinen fräsen habe ich bisher immer Gravierstichel zwischen 15 und 30 Grad verwendet. Hintergrund ist der, dass ich sonst so Feinpitchlayouts wie den SSOP28 nicht hinbekomme. Zur Haltbarkeit kann ich sagen, dass man hierbei wohl ein bisschen experimentieren muss. Gerade was Eindringtiefe, Vorschub und Kosten/Stichel angeht. Ist also schwer zu sagen. Die Billigeren aus China brechen leicht ab und im Idealfall ca. 3-4 Eurokarten aus. Ich habe auch schon mit einem Diamantschleifstein händisch die Stichel nachgeschärft. ist aber eine Fummelei. Meine höherwertigeren Stichel (https://shop.stepcraft-systems.com/gravurstichel-mit-spiralnut) halten dabei länger die Schärfe und brachen bisher noch nicht ab. Bearbeiten kannst du damit alles was GRBL 0.9 versteht. Ich kenne NI Ultiboard nicht. GRBL ist die Steuersoftware auf, die die Motoren, Endschalter, etc. ansteuern. Dieser liest den GCode ein, der durch "irgendeine" Software erzeugt wird. Ob und inwieweit dein NI Ultiboard GRBL kompatiblen GCode generieren kann, muesstest du selbst rausfinden. Ich habe bisher immer Eagle mit den pcb2gcode.ulp verwendet. Das hat mir den GCode erzeugt. Um diesen an die CNC zu senden, habe ich bisher www.chilipeppr.com verwendet. Es gibt aber auch offline Alternativen wie z.B. Universal GCode Sender.
Armin S. schrieb: > Ja, sie kann keine Aluminium - und nein, das > braucht sie auch nicht koennen... Hallo, ich kenne mich nicht besonders gut mit Mechanik aus, darum die blöde Frage: Warum kann man damit kein Alu fräsen? Wenn der Vorschub klein genug ist?
Bitte korrigiert mich jeder, der es besser weis: Weil die CNC nicht genügend Steifigkeit besitzt für Aluminium. Bei langsamen Vorschüben kann Aluminium außerdem anfangen zu schmieren und verklebt dann mit dem Fräser.
Beitrag #5265723 wurde von einem Moderator gelöscht.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.