
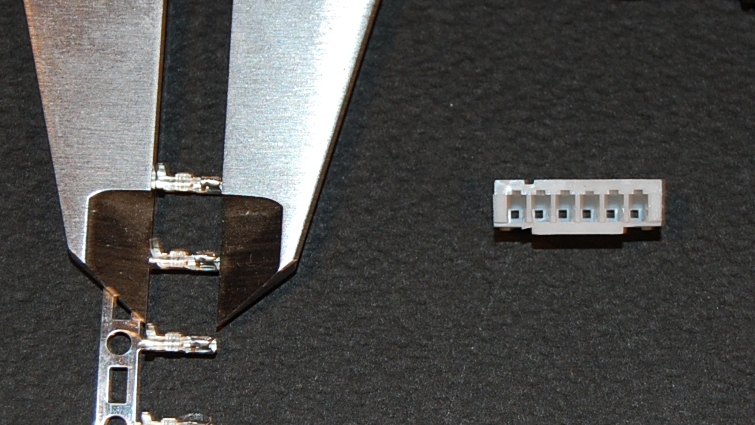
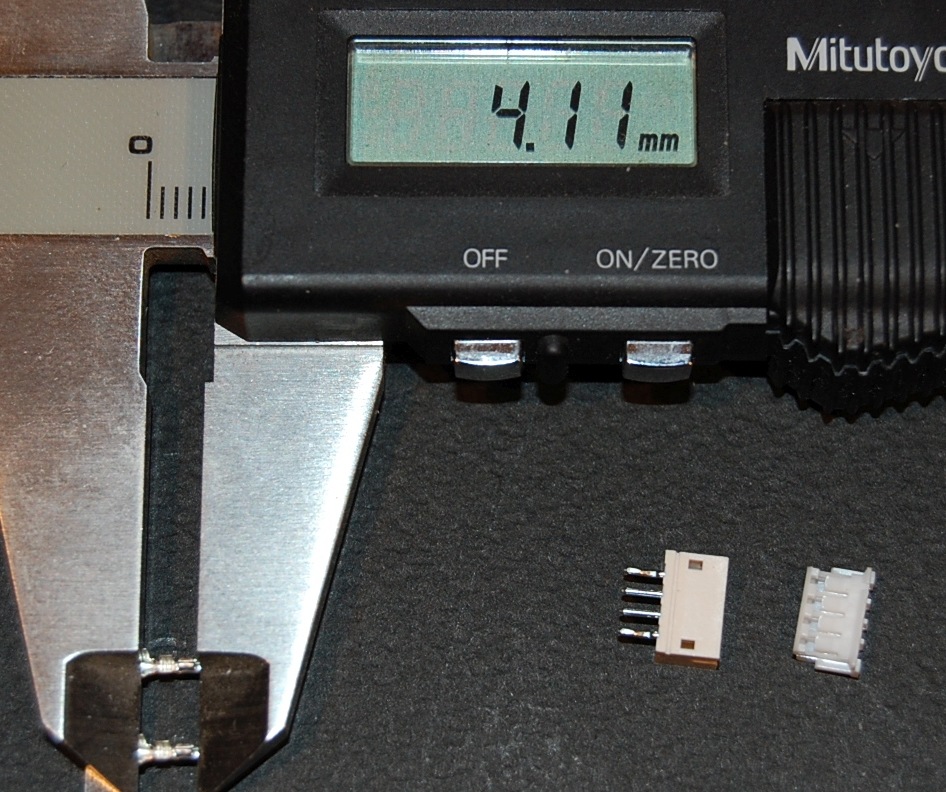
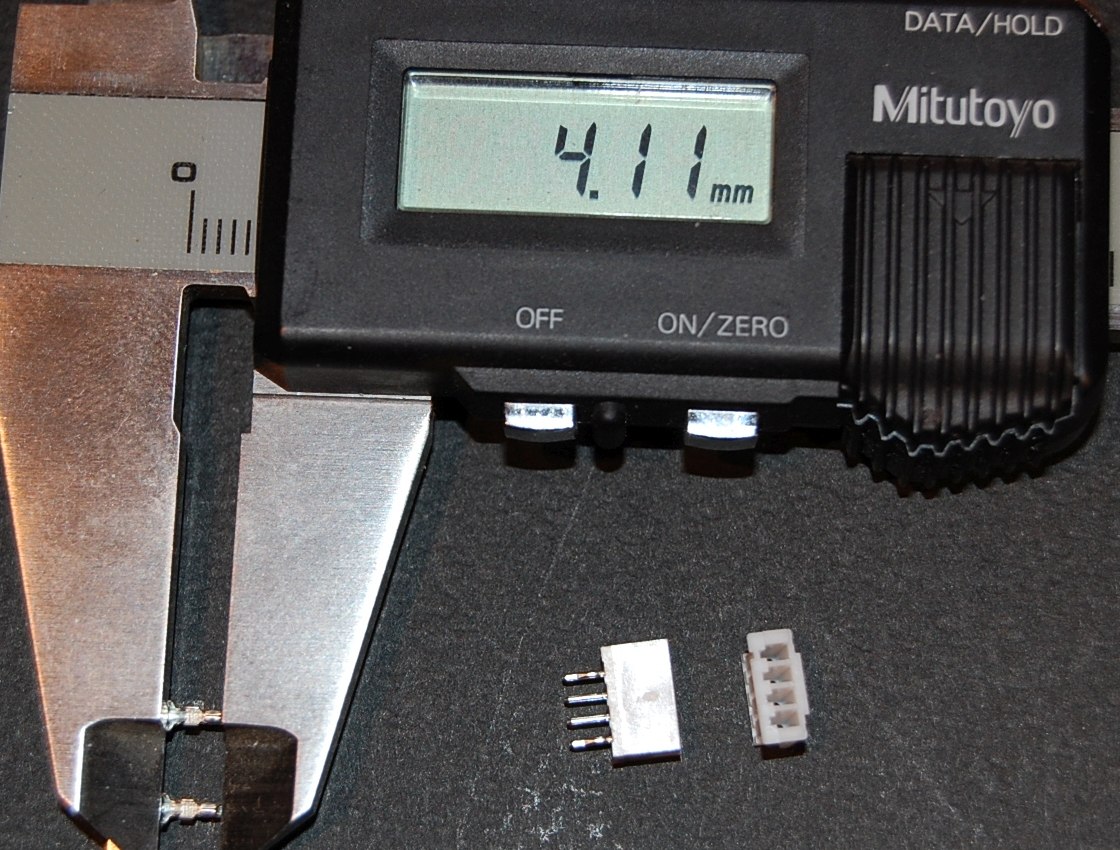
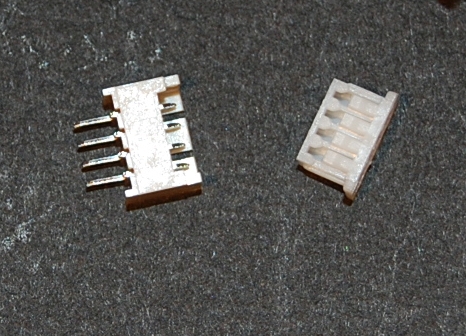

Ich hab die Gehäuse und die Kontakte vor Jahren gekauft, damals für ein Projekt, das ich dann liegen lassen hab. Nun hab ich leider keine Ahnung mehr, welcher Hersteller die Gehäuse und Kontakte produziert hat. Ich möchte das Projekt weiterführen und mir dafür eine (preiswerte) Crimpzange anschaffen. Welche Handzange kommt da in Betracht? Danke, Günther
Angehängte Dateien:
Für diese Kontakte passt die Crimpzange "Engineer PA-09". Mit der muss man zwar jeden Kontakt zweimal crimpen (den eigentlichen Kontakt mit der abisolierten Litze und die Isolation mit der Zugentlastung), dafür aber sind mit den vier Crimpstellen mit 1.0, 1.4, 1.6 und 1.9mm Breite eine Vielzahl an kleinen Crimpkontakten gut verarbeitbar. Auch die sogenannten "Dupont"-Kontakte (2.54mm-Rastermaß, bekannt von PC-Anschlusskabeln für USB-Slotblecke, Taster und LEDs) sind damit gut verarbeitbar. Zwar hat die Zange keine Ratsche, aber das ist bei diesen verhältnismäßig kleinen Kontakten auch kein großes Problem. http://www.engineer.jp/en/products/pa09e.html Dort findet sich auch eine Übersicht der verarbeitbaren Kontakte: http://www.engineer.jp/en/products/pa09_20applicatn_chart.html
Rufus, ich danke Dir, das ist wohl die richtige Zange für meine Anwendung. Es sind nicht so viele Kontakte zu crimpen, dass mir mit der Zange die Hand abfällt. Mit freundlichen Grüßen, Günther
Die Engineer-Zangen sind qualitativ sicher top, garkeine Frage. Aber das Attribut preiswert trifft da eher nicht zu. Ich wuerde eher zu einer Zange mit auswechselbaren Gesenken raten. Preise zwischen 20 EUR im Baumarkt und 150 EUR (Knipex). Damit bist Du auf jeden Fall flexibler.
CR schrieb: > Aber das Attribut preiswert trifft da eher nicht zu. Für die PA-09 habe ich kürzlich knapp 45 EUR bezahlt. Andererseits habe ich noch keine Baumarktzange für so kleine Crimpkontakte gesehen - die PA-09 fängt bei 1mm Breite an.
Japan Solderless Terminal (JST) VH die Originalzange liegt bei knapp 60,000 JPY
Nur nicht zu viele Informationen geben. Der angegebene Preis entspricht etwa 500 EUR. Das ist bei Herstellern von Crimpkontakten recht üblich; auch Molex verlangt für seine Original-Zangen dreistellige Eur-Beträge. Und mit diesen Zangen kann man dann i.d.R. nur einige wenige Kontakte des jeweiligen Herstellers crimpen, weil sie zwei Crimpvorgänge in einem durchführen, und dazu die Crimpgesenke mit den richtigen Abmessungen im richtigen Abstand kombiniert werden. Der Abstand der Crimpgesenke aber ist es, was Zangen sehr schnell inkompatibel macht. Da ist dann die "teure" PA-09 trotz des erhöhten Bedienaufwandes deutlich überlegen. Solange man nicht als Kabelkonfektionierer sein Geld verdienen will, ist das vermutlich keine schlechte Wahl. Wer eine größere Bandbreite an Kontakten crimpen können möchte, kann sich --ebenfalls von Engineer-- die PAD-11 in Kombination mit dem Gesenk PAD-13S anschaffen. Das deckt dann Kontakte von 0.7mm bis 3.7mm Breite ab. http://www.engineer.jp/en/products/pad11_13e.html Das mittlere Gesenk PAD-12S ist hingegen redundant in PAD-11 und PAD-13 enthalten. Die Zange mit einem Gesenk kann man für etwa 60 EUR bekommen, das zusätzliche Gesenk kostet nochmal 30 EUR dazu. Auch diese Zange hat keine Ratschenmechanik, wie sich das auf das Crimpen großer Kontakte auswirkt, enzieht sich meiner Kenntnis, aber ich könnte mir vorstellen, daß man da mit gesteigerter Aufmerksamkeit und Sorgfalt herangehen muss. Immerhin erlaubt es der doppelte Crimpvorgang, wenn man ihn so durchführt, wie in der Anleitung zur Zange beschrieben, die Qualität der elektrisch relevanten Crimpung ohne Einfluss der Zugentlastung zu testen. Eine Zange, die beides gleichzeitig crimpt, erlaubt das nicht, und bietet die Chance, Crimpungen herzustellen, bei denen die Zugentlastung wunderbar funktioniert, die Litze aber eher mies kontaktiert ist. Das ist insbesondere bei etwas dickerer Isolation zu erwarten.
In meiner aktiven Elektronikerzeit habe ich solche Kontakte mit 'ner Telefonzange zurechtgebogen und verlötet ;) Crimpzangen waren mir (beim Bürklin) schlicht zu teuer.. Heutzutage nutze ich eine SN-28B für fast alles. Zum Wechseln der Einsätze bin ich meistens zu faul. Für PH2 u.ä. sollte IMHO SN-01BM passen, die gibt es für ca. 15€.
Rufus Τ. F. schrieb: > Das ist bei Herstellern von Crimpkontakten recht üblich; auch Molex > verlangt für seine Original-Zangen dreistellige Eur-Beträge. Und mit > diesen Zangen kann man dann i.d.R. nur einige wenige Kontakte des > jeweiligen Herstellers crimpen, weil sie zwei Crimpvorgänge in einem > durchführen, und dazu die Crimpgesenke mit den richtigen Abmessungen im > richtigen Abstand kombiniert werden. Der Abstand der Crimpgesenke aber > ist es, was Zangen sehr schnell inkompatibel macht. Da gebe ich Dir Recht. Deshalb haben wir in der Firma auch fuer jeden Kontakt eine extra Zange, also fuer VH, PH, PD, VX, ... Ausserdem ist das korrekte Einlegen des Kontaktes mit mehr Aufwand verbunden, als mit dem von Dir genannten Modell von Engineer. Zu Hause benutze ich ebenfalls ein Modell von Engineer, in der Firma haben wir aber trotzdem die JST Zangen.
CR schrieb: > Die Engineer-Zangen sind qualitativ sicher top, garkeine Frage. Aber das > Attribut preiswert trifft da eher nicht zu. Du verwechselst preiswert mit billig. Die Engineer ist die preiswerteste Crimpzange für solche Kontakte, die ich kenne.
Vielen Dank für die vielen Antworten. Ich habe mir die PA 09 bestellt, ich denke, das diese Zange für meine Bedürfnisse ausreicht. Und da diese Zange ja bereits mehrfach genannt wurde, ich bereits eine größere Zange für die 'normalen Kontakte' habe, sind mir die knapp 50 Euro auch nicht zu teuer. Noch einmal herzlichen Dank für die vielen Wortmeldungen. Mit freundlichen Grüßen, Günther
> Da ist dann die "teure" PA-09 trotz des erhöhten Bedienaufwandes > deutlich überlegen. Vor allem weil sie in Tokyo auch deutlich billiger ist. Ich weiss es leider nicht mehr so genau, aber ich meine ich habe 20-30Euro dafuer bezahlt. Wenn ihr also sowieso mal in der Gegend seid, ein gutes Mitbringsel. .-) Wundert mich eigentlich das es fuer diese Zange noch keinen chinesischen Nachbau in schlecht gibt. Die zugrunde liegende Idee hinter dieser Zange ist naemlich sehr gut. Olaf
Wer wissen will, worauf es beim Crimpen ankommt, lese das Molex Quality-Crimping-Handbook: www.molex.com/pdm_docs/ats/TM-638000029.pdf
Wo das Thema nochmal aufkommt: Ich habe mir auch diese Crimpzange zugelegt. Meine Beobachtung: Wenn das Gesenk trocken ist, werden alle Crimpungen unbrauchbar (meist knickt die Zugentlastung). Mit einem leichten Film 220er Öl im Gesenk geht das Crimpen einwandfrei - allerdings ist das ja nicht der Sinn der Sache. Bin ich der einzige mit dieser Erfahrung?
> Bin ich der einzige mit dieser Erfahrung?
Bei sehr duennen Kontakten halte ich das Kabel oder den Kontakt fest
bevor ich die Zange oeffne. Ich kann also deine Erfahrung fuer
Ausnahmefaelle bestaetigen, konnte das Problem aber ohne oelen loesen.
Olaf
Hat schon mal jemand im Vergleich mit der Knipex 97 22 240 oder der Knipex 97 21 215 B gearbeitet? Die haben auch die Gesenke für unisolierte Steckverbinder. Also sehr ähnlich zur Engineer PA-09. Ich frage mich ob die Knipex-Zangen genau so gut funktionieren, da sie nur ungefähr die Hälfte kosten.
Die beiden Knipex-Zangen haben gerade mal drei Gesenke (wenn man das "isol" beschriftete mitzählt, sonst sind es sogar nur zwei), dazu kommt, daß sie im Vergleich zur PA-09 nur ziemlich große Gesenke hat. Die Angaben "2.5" und "1.5" beziehen sich hier auf den Leiterquerschnitt in mm² und nicht auf die Breite des Gesenks in Millimetern. Bei der PA-09 sind die Gesenkbreiten angegeben (in vier Schritten von 1.0 bis 1.9mm). Damit lassen sich sehr kleine und feine Crimpkontakte verarbeiten, wie sie in JST PH (2mm Rastermaß) oder Molex Milligrid (ebenfalls 2mm Rastermaß) o.ä. auftauchen, auch kleineres wie JST SH (1mm Rastermaß) ist damit verarbeitbar.
Walter T. schrieb: > Wenn das Gesenk trocken ist, werden alle Crimpungen unbrauchbar (meist > knickt die Zugentlastung). Mit einem leichten Film 220er Öl im Gesenk > geht das Crimpen einwandfrei - allerdings ist das ja nicht der Sinn der > Sache Naja, das kommt schon sehr auf den verwendeten Kontakt, genau genommen auf das Material an. Messing klebt, verzinnte Kontakte ggf auch. In richtig großen Vollautomaten (Komax, Schäfer usw.) wird bei entsprechenden Kontakten der Chrimper und der Amboss während des Prozesses durchaus mit Öl benebelt. Chrimpkontakte von Rolle (also für Vollautomaten) sind i.d.R auch leicht geölt. Vernickelte oder VA Kontakte brauchen in aller Regel auch auf Automaten nicht extra geölt werden.
bianchifan schrieb: > In meiner aktiven Elektronikerzeit habe ich solche Kontakte mit 'ner > Telefonzange zurechtgebogen und verlötet ;) > Crimpzangen waren mir (beim Bürklin) schlicht zu teuer.. Das nennt man aber nicht crimpen, sondern murksen. Da die Verbindung nicht den Bogen im Blech hat, der sich bei einer richtigen Crimpzange ergibt, hat das Blach keinen Federwirkung und die Quatschung ist nicht gasdicht, wird also in kurzer Zeit oxidieren und zum Wackelkontakt.
Michael B. schrieb: > Quatschung ist nicht gasdicht Gelötet? (Bleibt Murks, aber Gasdichtigkeit ist nicht das Problem)
Bei meiner Mercedes C-Klasse sind z. b. die Massekontakte an der Karosserie gecrimpt und das Kabelende zusätzlich verlötet. Es handelt sich dabei um normale unisolierte Flachstecker und Ringkabelschuhe. Ich könnte mir vorstellen, dass sich durch das Crimpen kein Zinn nach hinten in die Adern zieht. Wenn das so ist, wäre diese Vorgehensweise meiner Meinung nach super sicher. Zumindest sieht das sehr haltbar aus. Wie seht ihr das? Macht das Sinn oder ist das übertrieben?
Grimbzange schrieb: > Bei meiner Mercedes C-Klasse sind z. b. die Massekontakte an der > Karosserie gecrimpt und das Kabelende zusätzlich verlötet. Es handelt > sich dabei um normale unisolierte Flachstecker und Ringkabelschuhe. Das hat VW Anno 1960 beim Käfer auch so gemacht. Sinn oder nicht Sinn. Zumindest wird es dadurch nicht schlechter. Hatte Mal gelesen das diese Methode bei Gleichstrom kombiniert mit Feuchtigkeit etwas besser vor Elektrolyse schützt. Achso, das ganze gasdicht Geplapper ist zu 90% nur Propaganda was aus einigen Sonderfällen überall verallgemeinert wird.
Jetzt habt er mich auch angefixt, morgen soll die Engineer PA-09 eintreffen (Amazon). Habe auch ein paar Videos bei Youtube angesehen, wobei da viele als Vergleich eine Zange mit überdimensionierten Gesenk verwenden. Wobei die Crimpung mit der Reichelt PSK eigentlich auch zuverlässig sind. Nervig ist nur die Fummelei, da man Litze und Kontakt nicht richtig fixieren kann. Wenn das so läuft, wie ich mir es vorstelle fällt der zweite Arbeitsschritt bei der PA-09 gar nicht ins Gewicht.
Mario H. schrieb: > Achso, das ganze gasdicht Geplapper ist zu 90% nur Propaganda was aus > einigen Sonderfällen überall verallgemeinert wird. Schön, wenn jemand so gut bescheid weiß.
Walter T. schrieb: > Wenn das Gesenk trocken ist, werden alle Crimpungen > unbrauchbar (meist knickt die Zugentlastung). Mit einem leichten Film > 220er Öl im Gesenk geht das Crimpen einwandfrei Ich hole das mal wieder hoch: Habe die gleiche Erfahrung gemacht. Habe allerdings nur billige Zangen. Sind also teure Zangen da besser?
Thomas F. schrieb: >> Wenn das Gesenk trocken ist, werden alle Crimpungen >> unbrauchbar (meist knickt die Zugentlastung). Mit einem leichten Film >> 220er Öl im Gesenk geht das Crimpen einwandfrei > > Ich hole das mal wieder hoch: > > Habe die gleiche Erfahrung gemacht. Habe allerdings nur billige Zangen. > Sind also teure Zangen da besser? Wenn: teuer = hochwertig verarbeitet und billig = einfach verarbeitet dann kann diese These stimmen. Es kommt (neben der generellen Maßhaltigkeit von passender Breite zwischen Amboss und Crimper und richtigen Anpressdurck / Höhe) Natürlich auf die Oberfläche der Werkzeuges an, die letztendlich die Flanken und den Boden des Crimps formt. Wenn das Werkzeug eine raue Oberfläche hat, dann klebt(reibt) der Crimp natürlich leichter dadran fest als bei einer Oberfläche die geschliffen+gehärtet + poliert ist. Ist das billige Werkzeug also einfach gegossener oder gefräster irgendwas Stahl und das teure Werkzeug hat eine entsprechend aufwendige Oberflächen-Nachbehandlung erhalten, dann klebt ein Kontakt dort weniger leicht an. Die Oberflächen von Ambos und Crimper sind empfindlich und wenn man lange damit arbeiten möchte sollte man die wie sein Auge behandeln. Schläge/Macken/Krater dadurch sind für einen guten Prozess tötlich - Natürlich muss man etwas unterscheiden ob wir hier über 2,5mm² an VA Kontakten spricht wo der kontakt selbst schon eine materialstärke von 0,45mm hat oder über eine 0,1mm Litze die nur aus 4 Adern besteht und an einen Messing-kontakt mit 0,08mm Materialstärke kommt. Also öfter man mlt einem sauberen fusselfreien Lampen abwischen und tröpfchen Öl drauf schadet nie.
Angehängte Dateien:
-

IMG_20171201_134444113.jpg
240 KB
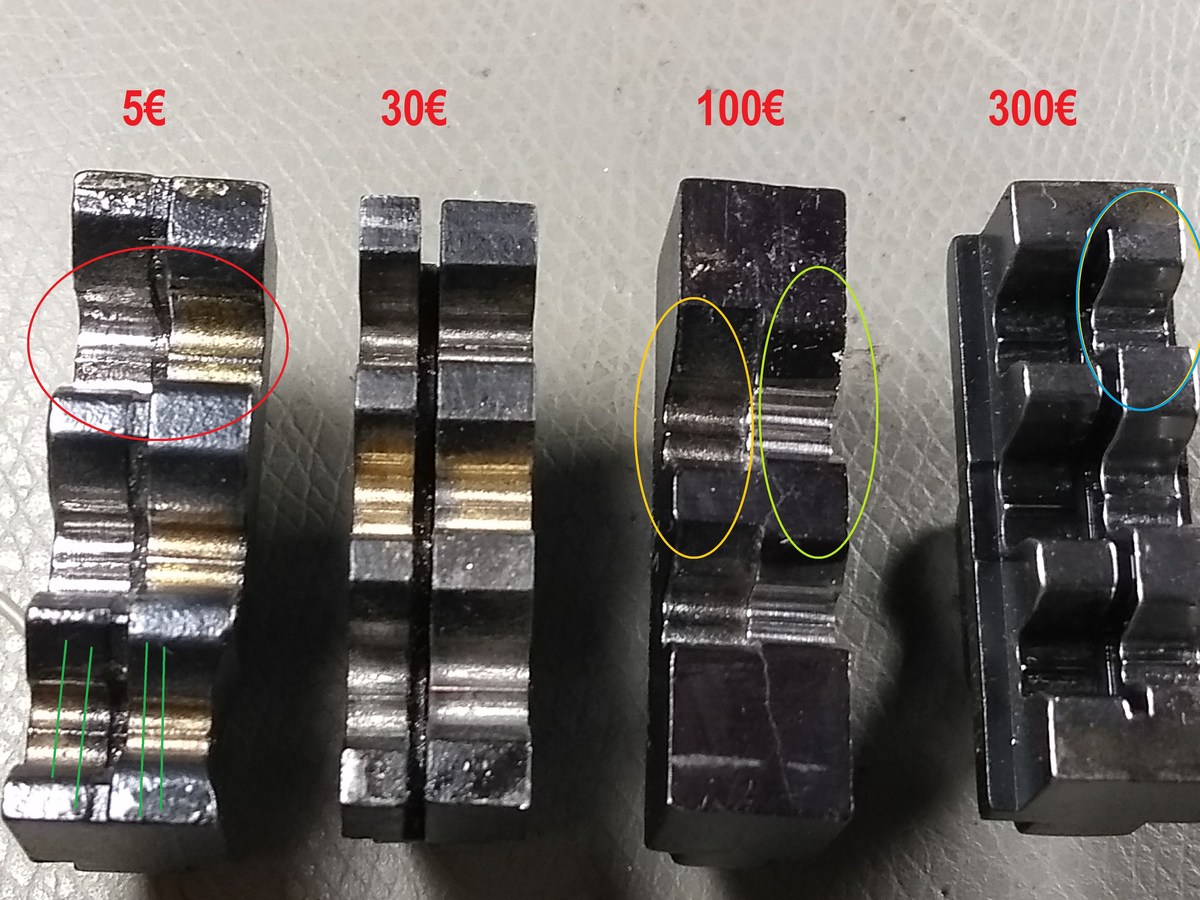
Dazu gerne mal Beispiele: Die billigste Ratschenzange für 5€ Es sind deutlich Bearbeitungsspuren eines gröberen Fräsers zu sehen (wie grün skiziert) das ist natürlich nicht so gut. Das Material selbst ist sehr porenhaltig/uneben. Im roten Kreis sieht man das der verwendete Stahl sehr weich ist, die Bearbeitungsflächen haben sich schon stark abgenutzt (nach weniger als 100 Crimpvorgängen Oben und Mitte, unten fast garkeine). Ich behaupte das die Oberfläche der Crimper nicht nachgearbeitet und definitiev nicht gehärtet wurde. Rechst daneben 35€ Zange von Conrad. Die Oberfläche ist etwas besser verarbeitet und das Material ist weniger rauh, das entscheidende ist die Beständigkeit / härte- der mittlere Crimper hat in den letzten 10 Jahren knapp 5000 Kontakte in der mitte verarbeitet. Meist Messing bzw. Messing verzinnt. Oben und unten nur weniger als 100 Stück - damit ist für diese beiden Crimper ein guter vergleich zu der ganz billigen mit Ähnlicher Stückzahl möglich. Dafür ist Preis/Leistung wirklich unschlagbar. Noch weiter rechts eine 100€ Zange eines renommierten Handwerkzeugherstelles. Hier erkennt man unterschiedliche Bearbeitungen von Isolationscrimper (links) und Drahtcrimper (rechts). Der IsoCrimp ist ja nicht ganz so entscheident, daher hat man hier der Oberfläche weniger Aufmerksamkeit geschenkt als beim Drahtcrimper. Letztendlich überträgt der ISO-Crimper ja auch weniger kraft da der Isolationsbreich ja immer weicher als der Draht ist. Beim Drahtcrimper sind nur noch sehr weniger Bearbeitungsspuren zu sehen. Beide Crimper sind gehärtet. Mit beiden Gesenkteilen wurden ca 500-1000 Kontakte verarbeitet - gröstenteils Messing mit Nickel und Silber Beschichtungen. Ganz rechts die Zange von einem großen Kontakthersteller. (by the Way, nicht alle Welt-Konzerne die selbst Kontakte bauen und Crimpzangen unter eigenem Namen anbieten stellen die Zangen oder Gesenke selbst her...Sehr oft macht das Wezag als OEM. Die CSV10 Zange habe schon von "von" JST, TE, MOLEX, und anderen gesehen) Zurück zu dem Gesenk hier. Fairerweise muss man vorab sagen das damit erst weniger hundert Kontakte verarbeitet wurden, aber sieht sieht man schon ein sehr gutes Produkt. Der Bereich des Drahtcrimpers zeigt KEINE Bearbeitungsspuren, die Oberfläche wurde geschliffen/gehärtet & poliert. Man kann drin spiegeln! Auch hier ist wieder zu sehen das bei dem Iso-Crimper etwas weniger Aufwand getrieben wurde, aus besagten Gründen der fehlenden Notwendigkeit. Kurzzusammenfassung: Der Crimpbereich sollte glatt sein, frei von Kratzern /Frässpueren und ganz wichtig nicht lackiert/bruniert oder so. Dann hat man schon gute Chanchen eine brauchbare Zange erwischt zu haben. Wenn die Oberfläche zusätzlich noch gehärtet wurde ist es noch besser. *Kennt eigentlich jemand Handcrimpzangen wo man die Presshöhe für Drah und Iso-Crimper unabhängig voneinander einstellen kann* ? So wie an den richtigen Pressgesenken in halb/vollautomaten? Gerade wenn man kleinst-Stückzahlen verarbeitet und sowohl UL als "normale" Litzen verwendet muss man ja teilweise für den gleichen Kontakt und den gleichen Leiterquerschnitt 2 Zangen haben - einmal für die Dicke Ul Isolation und einmal für das H0 irgendwas.
Mario H. schrieb: > Kennt eigentlich jemand Handcrimpzangen wo man die Presshöhe für Drah > und Iso-Crimper unabhängig voneinander einstellen kann In abgewandelter Form ist das bei den Zangen des japanischen Herstellers "Engineer" der Fall. Bei denen wird zwar nichts eingestellt, aber für die Draht- und Isolationscrimpung sind zwei separate Crimpvorgänge nötig. Das ist zwar mehr Aufwand (und damit in der Serienfertigung ein no-go), aber es bietet maximale Flexibilität, weil jede beliebige Kombination der verwendeten Gesenke für Draht- und Isolationscrimpung möglich sind und auch der axiale Abstand beider Crimpungen beliebig gewählt werden kann. Für Prototypen- oder Kleinserienfertigung genügt daher eine Zange für alle Kontakte in einem bestimmten Größenbereich. Die PA-09 hat vier Gesenke zwischen 1mm und 1.6mm Breite, für die PAD-11 können drei unterschiedliche Gesenkbacken (PAD-11S, PAD-12S und PAD-13S) verwendet werden, die den Breitenbereich von 0.7 mm bis 2.2mm, 1.6 mm bis 3.1 mm und 2.5 mm bis 3.7 mm abdecken (PAD-12S ist also redundant in der Mitte zwischen PAD-11S und PAD-13D). http://www.engineer.jp/en/products/pa09e.html http://www.engineer.jp/en/products/pad11_13e.html
Rufus Τ. F. schrieb: > Mario H. schrieb: >> Kennt eigentlich jemand Handcrimpzangen wo man die Presshöhe für Drah >> und Iso-Crimper unabhängig voneinander einstellen kann > > In abgewandelter Form ist das bei den Zangen des japanischen Herstellers > "Engineer" der Fall. Bei denen wird zwar nichts eingestellt, aber für > die Draht- und Isolationscrimpung sind zwei separate Crimpvorgänge > nötig. Ja danke - das habe ich schon wahrgenommen. Ich habe eine Zange aus irgendeiner Serie der Engineer inc mal in der Hand gehabt und das dann sehr schnell als übelsten Bastlerkram weg-entsorgt. Die Idee dahinter ist ja wirklich gut, Einzelgesenke zu schaffen - und der doppelte Arbeitsaufwand kann es in Sonderfällen ja wert sein, ABER was mich an der Zange negativ überzeugt hat ist: - Die Crimphöhe nicht einstellbar. Das ist das erste No-Go für mich. - Keine Ratschtenfunktion -> undefinierter Krafteintrag Aber - jedem das seine - wer damit gerne arbeitet und für sich selbst akzeptable Ergebnisse erzielt soll es machen! Für meinen privatesten Privatkram komme ich bis 2,5² mit 3 Zangen aus - Da wird dann auch mal die Isolierung mit dem Drahtcrimp einer 2. Zange gemacht, oder erst einmal in einem größeren Gesenk vor gepresst.. oder wenn alles nichts hilft Draht anlöten und nur Isocrimp setzten :-)
> Ja danke - das habe ich schon wahrgenommen. Ich habe eine Zange aus > irgendeiner Serie der Engineer inc mal in der Hand gehabt und das dann > sehr schnell als übelsten Bastlerkram weg-entsorgt. Das stimmt so nicht. Das Konzept entspricht eher einer schlichten Quetschzange, aber die Verarbeitung ist ausreichend gut. Insbesondere fuer 20-25Euro (soviel hab ich vor 7-8Jahren in Japan dafuer bezahlt) ist das Preis/Leistungsverhaeltnis sehr gut. Es mag aber natuerlich ein Problem sein das man die Zange in Deutschland nur ueber gierige Zwischenhaendler kaufen kann. Und die Zange ist um Welten besser verarbeitet als der billige Baumarktscheiss der in Deuschland so ueblich geworden ist. > - Die Crimphöhe nicht einstellbar. Das ist das erste No-Go für mich. > - Keine Ratschtenfunktion -> undefinierter Krafteintrag Das ist bei so kleinen Crimpungen verzichtbar. Einfach so fest zudruecken bis die Zange ganz zu ist. Das ist kein Problem weil man kaum Kraft braucht. > Aber - jedem das seine - wer damit gerne arbeitet und für sich selbst > akzeptable Ergebnisse erzielt soll es machen! Ich hab in der Firma auch Profizangen. Die liegen so bei 600 bis 1000Euro pro Steckerfamilie. Ja, das ist was anderes, aber nein ich will mir nicht davon fuenf Stueck fuer diverse Steckverbinder kaufen die ich einsetze. Olaf
Danke für den Tipp mit der Engineer PA-09. Funktioniert super und ich bin deutlich schneller als mit der Reichelt PSK Crimpzange.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.