Hallo, ich habe in meinem momentanen Job immer wieder das Problem, dass die EMS Dienstleister unsere kleinen Stückzahlen(<100) nicht in gescheiten Lieferzeiten und Preisen hinbekommen. Nachdem ich mich diese Woche erneut damit herum ärgern durfte, wie ich es schaffe meine 40 Baugruppen in 9 statt 14 Woche zu bekommen und das zu einem vernünftigen Preis, kam die Frage auf, ob man solche kleinen Serien nicht einfach selber Bestückt und Lötet. Daher die Frage: Hat jemand von euch schon Erfahrungen damit? Was für Maschinen/Anlagen gibt es? Was kostet der Spaß? Wo gibt es Probleme? Ich habe ja schon etwas herum geschaut und das Bundle von Paggen gefunden: http://www.paggenshop.com/epages/61935700.sf/de_DE/?ObjectPath=/Shops/61935700/Products/Fertigungslinie Taugt das was? Wie sieht es mit den ProtoXXXX S von LPKF aus? http://www.lpkf.de/produkte/rapid-pcb-prototyping/smd-bestueckung/smd-bestueckung/smd-pick-and-place-bestueckung-fine-pitch.htm http://www.lpkf.de/produkte/rapid-pcb-prototyping/smd-bestueckung/smd-loeten/reflow-ofen.htm http://www.lpkf.de/produkte/rapid-pcb-prototyping/smd-bestueckung/lotpastendruck/smt-schablonendrucker-protoprint-s.htm Kennt da jemand Preise oder wie gut die Funktionieren? Wie steht es um die Maschinen von C.I.F? Preislich sind wir offen, sofern es Wirtschaftlich ist. Gesamt würde ich gerne unterhalb von 15k€ bleiben wollen, sofern das überhaupt machbar ist. Und ja, ich bin mir bewusst das das alles nicht Plug&Play ist, dass ich da immer wieder rumprobieren muss für optimale Einstellungen, dass die Reproduzierbarkeit leidet, das die Langlebigkeit leidet, etc. Danke im voraus für Antworten und Anregungen. Gruß J. Hebeler
Für die Anschaffungskosten, Betriebsmittel und die Arbeitszeit zum Bestücken, Drucken, Backen und das Theater mit der Wartung, Pressluft usw. kannst Du auch erstmal eine ganze Menge teureres innerhalb von Deutschland/Europa ordern.
J. Hebeler schrieb: > ich habe in meinem momentanen Job immer wieder das Problem, dass die EMS > Dienstleister unsere kleinen Stückzahlen(<100) nicht in gescheiten > Lieferzeiten und Preisen hinbekommen. Das ist nicht die Ursache. Die eigentliche Ursache ist, dass "gescheiter Preis" von der anderen Seite eben ganz anders aussieht. Und wer dann noch erwartet, dass die Planung fuer die naechsten drei Monate umgeworfen wird, aber das nicht honorieren will, der muss sich eben aergern. Vermutlich wird es darauf hinauslaufen, dass ihr beim Selbermachen eine deutlich angepasste Sicht auf "gescheiter Preis" bekommt. uztrdfvgb
J. Hebeler schrieb: > ich habe in meinem momentanen Job immer wieder das Problem, dass die EMS > Dienstleister unsere kleinen Stückzahlen(<100) nicht in gescheiten > Lieferzeiten und Preisen hinbekommen. Kannst du das detaillierter schildern? Wo liegt dein Preis und wo der Preis des Bestückers? Nach meiner Erfahrung ist bei kleinen Stückzahlen (30er-, 50er-Serien) ein Bestücker nicht zu schlagen, wenn man die Angelegenheit in die eigenen Hände nimmt. Empfehlung: deine Preise anpassen, Lieferzeiten hinnehmen, einen anderen Bestücke suchen. Es gibt Bestücker, die sich auf Kleinserien verstehen.
J. Hebeler schrieb: > nicht in gescheiten > Lieferzeiten und Preisen hinbekommen. Halten die den angebotenen Preis und die Deadline nicht ein? Die können nämlich auch Aufträge ablehnen, wenn damit kein Gewinn erwirtschaftet wird. Auch wird der zu kalkulierende Anteil an den Personalkosten meist unterschätzt und ohne extra Personal wird das chrashen. Wir hatten hier mal einen User, der sich eine Bestückungsmaschine zugelegt hatte. Die Bedenken, dass weitere Geräte nötig wären und dafür ein Maschinist und weiteres Personal mit einzukalkulieren, schlug er in den Wind. Letztendlich hat er hier später durchblicken lassen, dass er die Maschine nach ca. einem Jahr wieder verkauft hat, vermutlich zum Schleuderpreis. Details hat er nicht gepostet, aber die Probleme, die er da wohl verleugnet hat, dürften offensichtlich gewesen sein. Deshalb veröffentlichen Firmen von Fall zu Fall häufig Stellenanzeigen, mit Jobs, die sie nicht besetzen können und wo dann solche Investitionen auf der Kippe stehen, was auch nachvollziehbar ist. J. Hebeler schrieb: > Preislich sind wir offen, sofern es Wirtschaftlich ist. Gesamt würde ich > gerne unterhalb von 15k€ bleiben wollen, sofern das überhaupt machbar > ist. Da würde ich noch ein Null hinten dann hängen, wenn das man reicht. Auch werden zusätzliche Geräte benötigt, die ein Bestücker in aller Regel hat und nutzt.
> Kannst du das detaillierter schildern? Wo liegt dein Preis und wo der > Preis des Bestückers? "Ich" habe kein Preis, sondern ich habe zwei Angebote, eins ist fast 2k teurer als das andere(5k3 gegenüber 3k2). Dann habe ich einen Liefertermin für den Kunden. Insgesamt ist das eine Angebot zu teuer, das andere dauert zu lange. Es geht hier nicht darum, das billigste vom billigsten zu haben, ich bin nicht im "Consumer" Markt tätig. Es muss aber wirtschaftlich sein. Meine Frage ist auch nicht auf den konkreten Fall bezogen, wir planen nicht in den nächsten 4 Wochen eine eigene SMD Linie hinzustellen. Ich suche halt nach Alternativen für die Zukunft, weil es immer wieder kleine Stückzahlen mit "knappen" Lieferzeiten geben wird. Weiterhin gefiel mir der Gedanke, dass man auch komplexere Bauteile(BGA, etc) Prototypen könnte, wenn man denn entsprechendes Equipment da hat. Es ist also mehr eine Frage nach Erfahrungen und Ideen, über den Tellerrand hinaus schauen, den Status Quo hinterfragen, etc. > Wir hatten hier mal einen User, der sich eine Bestückungsmaschine > zugelegt hatte. Die Bedenken, dass weitere Geräte nötig wären und > dafür ein Maschinist und weiteres Personal mit einzukalkulieren, > schlug er in den Wind. Letztendlich hat er hier später durchblicken > lassen, dass er die Maschine nach ca. einem Jahr wieder verkauft hat, > vermutlich zum Schleuderpreis. Details hat er nicht gepostet, > aber die Probleme, die er da wohl verleugnet hat, dürften > offensichtlich gewesen sein. Ich hatte eher an was kleines Gedacht, wie den ProtFlow S, der noch auf den Schreibtisch passt. Aber das Argument Arbeitszeit ist natürlich valide, daher auch die Frage: Wer hat damit schon mal gearbeitet und kann beurteilen, wie viel Zeit dort hinein fließt?
uztrdfvgb schrieb: > Vermutlich wird es darauf hinauslaufen, dass ihr beim Selbermachen eine > deutlich angepasste Sicht auf "gescheiter Preis" bekommt. Es gibt das berühmte Dreieck aus Preis, Qualität und Geschwindigkeit. Zwei von diesen Faktoren kann man optimieren, der dritte ändert sich dann entsprechend. 14 Wochen Lieferzeit (nur zum bestücken) sind durchaus lange, besonders wenn der Kunde nach "jetzt sofort" brüllt oder mit einem Großauftrag (ist relativ) droht. Tipp: eiliges inhouse, Großserien und alles was Zeit hat an einschlägige Dienstleister vergeben und fertigungsgerechte Produktentwicklung. 0201-Bauteile sollte man nur verbauen, wenn man es auch günstig bestücken lassen kann. Mit 0805 ist man bei der Wahl des Bestückers wesentlich flexibler. J. Hebeler schrieb: > Ich habe ja schon etwas herum geschaut und das Bundle von Paggen > gefunden: > http://www.paggenshop.com/epages/61935700.sf/de_DE/?ObjectPath=/Shops/61935700/Products/Fertigungslinie so wie ich das sehe, hat das Bestückungsgerät weder Vision noch vernünftige Teilezufühung. Fazit: UNBRAUCHBAR Beim Löten macht Dampfphase auch mehr Spaß und weniger Ärger wie Heißluft...
J. Hebeler schrieb: > Weiterhin > gefiel mir der Gedanke, dass man auch komplexere Bauteile(BGA, etc) > Prototypen könnte, wenn man denn entsprechendes Equipment da hat. Komplexe Bauteile erfordern komplexe Technik und komplexe Technik erfordert einen dicken Geldbeutel. Für BGA sollte man (zumindest am Anfang, bis man den Prozess im Griff hat) röntgen können. Röntgen erfordert dummerweise ein Röntgengerät (neu sehr teuer, gebraucht als altes Dentalröntgengerät halbwegs erträglich) und einen dicken Stapel beschriftetes Papier. Letzteres produziert sich natürlich nicht von selbst, es muss vom Strahlenschutzbeauftragten produziert werden... Fazit: lohnt nicht. BGAs vermeiden, wenn irgendwie möglich. Übermäßig kleine Bauteile ebenfalls.
> Preislich sind wir offen
Dann rechne mal so mit 100 k. Dafür bekommst du bereits einen kleinen
Bestückomaten mit real 1200 cph, einen kleinserientauglichen
VP-Batchofen mit einer Arbeitsfläche von 450 x 450 mm, einen guten
Schablonendrucker und einen leiselaufenden Kompressor als
Grundausstattung.
Ein Konvektiosreflowofen wie der RO 160 oder 250 für Einzelstücke und
ein Reworkarbeitsplatz sind darüberhinaus sehr nützlich.
Alles andere fällt in die Kategorie technisches Spielzeug.
J. Hebeler schrieb: > Ich hatte eher an was kleines Gedacht, wie den ProtFlow S, der noch auf > den Schreibtisch passt. > Aber das Argument Arbeitszeit ist natürlich valide, daher auch die > Frage: Wer hat damit schon mal gearbeitet und kann beurteilen, wie viel > Zeit dort hinein fließt? Ich habe beide Möglichkeiten und mache nur meine Nullserien und Kleinstserien in meiner Fertigung, wobei ich Platinen und Schablonne zukaufe und nicht selber fräse (kann ich auch, wird aber nur für Evalzwecke und anderen Kleinkram, der morgen früh fertig sein muß genutzt) Meine Kunden erwarten eine gewisse nachweisbare Qualität und den Nachweis durch Audits etc ist mir für meine eigene Fertigung zu kompliziert... brauch ich aber auch nicht. Daher - ich würd die Finger von einer eigenen Fertigung lassen und mir Fertiger suchen und bei Entwicklungen die von dem gefertig werden eng mit deren EK zusammenarbeiten. Damit sind zB. Teile nutzbar, die dort in Massen verbaut werden und damit keine nennenswerte Beschaffungszeit oder -kosten verursachen. Abgesehen davon sind 3k2 für 40 Platinen nicht unbedingt schlimm wenn da mehr als nur eine handvoll Bauteile drauf sind. Was C.i.F betrifft: http://www.eevblog.com/forum/reviews/deadly-insane-design-(cif-ft-02-reflow-oven)-teardown-rant-safety-fix/?all ich denke das sagt alles über den Laden. MiWi
Die wirtschaftliche Bewertung des TO bzgl. der ihm vorliegenden Angebote entbehrt jeder Grundlage. Angebot und Nachfrage regeln den Preis und da stehen die Bestücker z.Zt. eben gut dar. Wer High-Tech entwickelt muss eben zusehen das sich das rechnet. Die Zeiten können sich auch mal wieder ändern und die Chinesen mischen ja am Markt auch noch mit. Zu glauben, mit ein paar Maschinen hier billiger bei weg zu kommen, hat von Ökonomie scheinbar keine Ahnung. Der TO tut ja so, als wäre es sein Geld ;-b
J. Hebeler schrieb: > Nachdem ich mich diese Woche erneut damit herum ärgern durfte, wie ich > es schaffe meine 40 Baugruppen in 9 statt 14 Woche zu bekommen und das > zu einem vernünftigen Preis, kam die Frage auf, ob man solche kleinen > Serien nicht einfach selber Bestückt und Lötet. Vorweg, ich bin bei einem EMS-Dienstleister tätig und wundere mich fast jeden Tag über die Vorstellungen so mancher Kunden. Gerade bei neuen Aufträgen sind fehlerhafte Zeichnungen oder Stücklisten eher die Regel. Für den Kunden sind viele Sachen normal, aber für den Fertiger sind Zeichnung und Co. das Einzige, was euren Auftrag beschreibt und müssen 100% stimmen. Egal ob du 40 Stück oder 10000 bestellst, die Rüstzeiten/-kosten sind fast die gleichen. Stellst du das Material bei oder beschafft das der Dienstleister? Es gibt aktuell bei nicht wenigen Bauteilen Lieferzeiten von 20-26 Wochen. Oft genug mit Mindestabnahme eines ganzen Trays oder Reels. Was soll der Fertiger machen, wenn er in Erwartung eines Folgeauftrages sich einen Haufen BE hinlegt und du den nächsten Auftrag beim Mitbewerber machen läßt? Nicht zuletzt wird der DL einen großen Auftrag zwei kleinen vorziehen, einfach weil es mehr Umsatz bei weniger Aufwand bedeutet. Deshalb wird der Großkunde fast immer bevorzugt. Also nicht immer auf den DL schimpfen, vielleicht auch mal überlegen, wie man die Arbeit des DL vereinfachen kann. Wenn alle Bauelemente etc. vorrätig sind, sind aber 14 Wochen ganz schön lang... PS: Dieser Post stellt einzig meine persönliche Meinung dar.
J. Hebeler schrieb: > Preislich sind wir offen, sofern es Wirtschaftlich ist. Gesamt würde ich > gerne unterhalb von 15k€ bleiben wollen, sofern das überhaupt machbar > ist. Nun, das Problem ist nicht, daß man für den Preis nichts bekommt, statt manueller SMD Bestückung geht da auch Pick & Place, https://www.youtube.com/watch?v=2hDsy_EeDSA das Problem ist, daß die billigen Maschinen nicht viel können und mit Ausschuss zu rechnen ist. Wenn dir also die Limitierung auf wenige SMD Gehäuse reicht, und du, wenn du 80 Platinen brauchst, auch 100 bestücken kannst, den misslungenen Rest wegwerfen, dann ist in House kein Problem. Richtig billig ist das nicht, denn man zahlt mit langer Einrichtzeit und mit verschwendetem Verbrauchsmaterial weil man die Packungen geöffnet hat und die nächste Bestückung erst läuft, wenn es schon verdorben ist, also die Packungen wegwerfen kann. Aber man weiss wenigstens, was Arbeit macht, und jammert nicht mehr, wenn Dienstleister bei manchen Aufträgen plötzlich teuer werden.
Cerberus schrieb: > Wer High-Tech entwickelt muss eben zusehen das sich das rechnet. > Die Zeiten können sich auch mal wieder ändern und die Chinesen > mischen ja am Markt auch noch mit. Zu glauben, mit ein paar Maschinen > hier billiger bei weg zu kommen, hat von Ökonomie scheinbar keine > Ahnung. Das kann sich schon lohnen, es muss sich aber nicht lohnen. Eigene Fertigung ist teuer und macht dafür flexibel. Wenn es oft schnell gehen muss, dann kann man über eine begrenzte inouse-fertigung nachdenken. Solange man keine besonderen Anforderungn hat, kommt man auch mit einfacher Technik erstaunlich weit
Ich kann nur dazu raten, sich einen Bestücker zu suchen, der sich auf Kleinserien eingeschossen hat. Oder der eine separate Strecke für Prototypen / Kleinaufträge hat. Die können das meist in vernünftiger Zeit und zu vernünftigen Konditionen. Beispiel: 60 Platinen, Oberseite ganz gut gefüllt, Passive 0402, ein BGA, mehrere QFNs, ca. 10 Durchsteck-BE (Buchsen), Rückseite nur Cs (100n), insgesamt 300 BE. Der Bestücker hat eine Maschine, die mit Gurtschnipseln zurechtkommt (Mydata). Bauelemente werden komplett beigestellt, was dank Gurtschnipseln einfach ist - Digi-Key-Bauteilliste für ein Stück mit der gewünschten Menge multiplizieren, einmal durch den Warenkorb iterieren und die Mengen fertigungsgerecht aufrunden, die 10 teuersten Positionen (ICs) noch bei 2 anderen Distributoren vergleichen, fertig. Leiterplatten werden auch beigestellt, so dass nur noch Schablonenfertigung und Bestückung anstehen. Das geht in 10 AT für ca. 2,5 k€, ist natürlich von Bauelementen abhängig. Die Röntgenkontrolle für den BGA ist da schon mit drin. Bislang 100 % Ausbeute bei 3 Kleinserien. Wenn ein Inkjet-Pastendrucker vorhanden ist, geht das u.U. noch preiswerter, weil keine Schablonenkosten. Das geht aber bei uns wegen der Bauelemente nicht. Zu meinem Hintergrund: Vor Firmengründung ein paar Jahre Mitarbeiter an einem Packaging-Institut gewesen, wo man alles zur Verfügung hatte ... mehrere Bestücker (automatisch und manuell, das im OP verlinkte Essemtec-Teil kenne ich sehr gut), alle Lötverfahren, verschiedene Pastendrucker ... je nach Art, Größe und Anzahl der Bauteile hört der Spaß mit manueller Bestückung schon bei 4 Platinen auf. Die Bestückgeschwindigkeit zusammen mit der Haltbarkeit der gedruckten Lotpaste begrenzt die Anzahl der fertigbaren Platinen pro Tag deutlich, man würde an einer mittleren zweistelligen Zahl der oben beschriebenen Platinen 2 Wochen sitzen.
Ergänzung: Qualitätssicherung und Prozessstabilität ist auch ein wichtiger Punkt. Wenn man einen Prozess nur aller 1-2 Monate einmal fährt, weiß man nie, ob man in der goldenen Mitte des Parameterraumes ist oder kurz vor der Kante. Das ist uns so wichtig, dass wir extern bestücken lassen, obwohl wir die ganzen tollen Maschinen an der Uni (Schablonendrucker, neuere SiPlace, Lötöfen) benutzen könnten!
Ich schrieb: > je nach Art, Größe und Anzahl der Bauteile hört der > Spaß mit manueller Bestückung schon bei 4 Platinen auf. Wenn richtig viel SMD-Kleinzeug drauf ist, hört der Spaß sogar schon bei weniger wie einer Europakarte auf. Kann man von Hand bestücken, sitzt man dann aber tagelang dran. Untragbar unwirtschaftlich... Ich schrieb: > Ergänzung: Qualitätssicherung und Prozessstabilität ist auch ein > wichtiger Punkt. Wenn man einen Prozess nur aller 1-2 Monate einmal > fährt, weiß man nie, ob man in der goldenen Mitte des Parameterraumes > ist oder kurz vor der Kante. Korrekt muss man halt entsprechend auslegen. große Bauteile, nicht die billigste Lötpaste, Platinen mit verarbeitungsfreundlichem Finish...
Jens P. schrieb: > Vorweg, ich bin bei einem EMS-Dienstleister tätig und wundere mich fast > jeden Tag über die Vorstellungen so mancher Kunden. Gerade bei neuen > Aufträgen sind fehlerhafte Zeichnungen oder Stücklisten eher die Regel. > Für den Kunden sind viele Sachen normal, aber für den Fertiger sind > Zeichnung und Co. das Einzige, was euren Auftrag beschreibt und müssen > 100% stimmen. Ja, schlechte Bestücker die den Schuss nicht gehört haben gibt es überall. Moderne Bestücker können Dateien von Layoutprogrammen direkt in ihre Maschinen füttern und mache KEINE Handarbeit mehr, ausser dem Einlegen bestimmter Bauteilrollen. Da liegen die Rüstkosten bei 0 und die ausgeworfene Platine geht direkt in den Versand. Das Gejammere über die angeblich hohe Nacharbeit bzw. händische Überarbeitung ist nur Folge von schlechten Prozessen, ein Layouter hat normalerweise nämlich schon eine bestückbare Platine gezeichnet. Nur wenn z.B. der Bauteilursprung der Bestückungsmaschine Probleme macht, ist das kein Fehler des Layouters, sondern der schlechten Software auf Seiten des Bestückers. Aber gut, wenn man immer die Schuld von sich weisen kann und den anderen nicht nur als Deppen dastehen lässt, sondern auch extra zahlen lässt. Glücklicherweise sterben solche Bestücker aus.
Jens P. schrieb: > Vorweg, ich bin bei einem EMS-Dienstleister tätig und wundere mich fast > jeden Tag über die Vorstellungen so mancher Kunden. Gerade bei neuen > Aufträgen sind fehlerhafte Zeichnungen oder Stücklisten eher die Regel. > Für den Kunden sind viele Sachen normal, aber für den Fertiger sind > Zeichnung und Co. das Einzige, was euren Auftrag beschreibt und müssen > 100% stimmen. Ehrlich gesagt-einen Bestücker, der noch eine Zeichnung will, würde ich gar nicht erst nehmen. Ok, eine Zeichnung zwecks Kontrolle würde ich sowieso mitliefern, ich erwarte aber von einem Bestücker daß er seine Maschine mit der Pick&Place-Datei füttert und den Kram nicht händisch in seine Maschine hämmert.
Wühlhase schrieb: > Ehrlich gesagt-einen Bestücker, der noch eine Zeichnung will, würde ich > gar nicht erst nehmen. > > Ok, eine Zeichnung zwecks Kontrolle würde ich sowieso mitliefern, ich > erwarte aber von einem Bestücker daß er seine Maschine mit der > Pick&Place-Datei füttert und den Kram nicht händisch in seine Maschine > hämmert. Also eine Zeichnung sollte Standard sein damit man eventuell auch die Ausrichtung der Bauteile herauslesen kann. MaWin schrieb: > Jens P. schrieb: >> Vorweg, ich bin bei einem EMS-Dienstleister tätig und wundere mich fast >> jeden Tag über die Vorstellungen so mancher Kunden. Gerade bei neuen >> Aufträgen sind fehlerhafte Zeichnungen oder Stücklisten eher die Regel. >> Für den Kunden sind viele Sachen normal, aber für den Fertiger sind >> Zeichnung und Co. das Einzige, was euren Auftrag beschreibt und müssen >> 100% stimmen. > > Ja, schlechte Bestücker die den Schuss nicht gehört haben gibt es > überall. > > Moderne Bestücker können Dateien von Layoutprogrammen direkt in ihre > Maschinen füttern und mache KEINE Handarbeit mehr, ausser dem Einlegen > bestimmter Bauteilrollen. > > Da liegen die Rüstkosten bei 0 und die ausgeworfene Platine geht direkt > in den Versand. > Hast Du schon mal bestückt? Also nicht nur einen Prototypen sondern eine größere Stückzahl. Viel Spass beim abzählen & einspannen der Bauteile sowie das einrichten des Pastendruckers. Das Bestückungsprogramm zu laden finde ich ist das geringste Problem. Ich hab ein kleines Tool geschrieben das mir die Altiumdaten für unsere Bestückungsmaschine übersetzt, das ist überhaupt kein Problem. Ich hab selber 60k in eine kleine Bestückungsanlage investiert da mir die Roundtrip Zeiten auch zu lange waren. Die Maschine ist zwar überwiegend Idle aber dafür hab ich deutlich weniger Stress bei der Bestückung.
MaWin schrieb: > Moderne Bestücker können Dateien von Layoutprogrammen direkt in ihre > Maschinen füttern und mache KEINE Handarbeit mehr, ausser dem Einlegen > bestimmter Bauteilrollen. > > Da liegen die Rüstkosten bei 0 und die ausgeworfene Platine geht direkt > in den Versand. Genau. Der Mitarbeiter, welcher die Rollen und Stangen einlegt arbeitet für lau. Mit dem Einlegen ist es aber nicht getan, da muss viel (elektronisch) dokumentiert werden, gerade auch für die Nachverfolgbarkeit. Die THT-Bauteile bestücken sich deiner Meinung nach auch selber. QS, AOI, Test, etc gibt es auch für lau. Egal, du hast Recht und ich meine Ruhe... Wühlhase schrieb: > Ehrlich gesagt-einen Bestücker, der noch eine Zeichnung will, würde ich > gar nicht erst nehmen. Mit Zeichnung (allgemeiner Begriff) waren schon die Unterlagen als Datei gemeint. Trotzdem müssen gerade beim Erstauftrag die Daten des Kunden kontrolliert und an den eigenen Prozess angepasst werden.
Hm, >Ehrlich gesagt-einen Bestücker, der noch eine Zeichnung will, würde ich >gar nicht erst nehmen. Na dann wünsche ich dir viel Spaß mit kreativen Kollegen, die Nullpunkte irgendwo setzen. mfg Gast
Meine Empfehlung wäre sich ans Telefon zu setzen und mal Angebote von ein paar mehr Bestückern einzuholen. Denn die Preisunterschiede sind meiner Erfahrung nach doch beachtlich.
> Ehrlich gesagt-einen Bestücker, der noch eine Zeichnung will, würde ich > gar nicht erst nehmen. Das trägt das Risiko in sich, dass die Nullpunkte des CAD-Systems nicht unbedingt mit den von der Maschine erwarteten übereinstimmen und der Schaltkreis verdreht wird. Bei QFP etc gibt es immerhin drei falsche Möglichkeiten und nur eine richtige. Im Zweifelsfalle kann der Einrichter das kontrollieren. Ansonsten viel Spaß bei der Lotterie.
Wühlhase schrieb: > Ehrlich gesagt-einen Bestücker, der noch eine Zeichnung will, würde ich > gar nicht erst nehmen. > > Ok, eine Zeichnung zwecks Kontrolle würde ich sowieso mitliefern, Man schickt IMMER eine Zeichnung mit. Ohne Ausnahme. Das keiner anhand dessen die Maschine programmiert (ich stelle mir jetzt jemanden mit Geo-Dreieck vor einem ausgedruckten Plan vor ;-) ) ist natürlich klar.
Bürovorsteher schrieb: > Bei QFP etc gibt es immerhin drei falsche > Möglichkeiten und nur eine richtige. Der Klassiker :) "Ich habe das auf der Schablone/Bestückungsplan nicht so genau gesehen bevor es in Lötbad/Ofen ging." Wie hier schon mehrfach geschrieben, ist es wichtig, dass der TO sich vor der Beschaffung mal genau durchrechnet wie viel ihn das Bestellen von ordentlicher Arbeit oder der Versuch des Aufbaus einer Bestückungsabteilung und deren Betrieb kostet. uztrdfvgb schrieb: > Vermutlich wird es darauf hinauslaufen, dass ihr beim Selbermachen eine > deutlich angepasste Sicht auf "gescheiter Preis" bekommt. ^^ das trifft es vollkommen
@Mac Gyver (macgyver0815) >> Ehrlich gesagt-einen Bestücker, der noch eine Zeichnung will, würde ich >> gar nicht erst nehmen. Quark. >> Ok, eine Zeichnung zwecks Kontrolle würde ich sowieso mitliefern, >Man schickt IMMER eine Zeichnung mit. >Ohne Ausnahme. Sicher, wenn gleich das heute ein PDF ist.
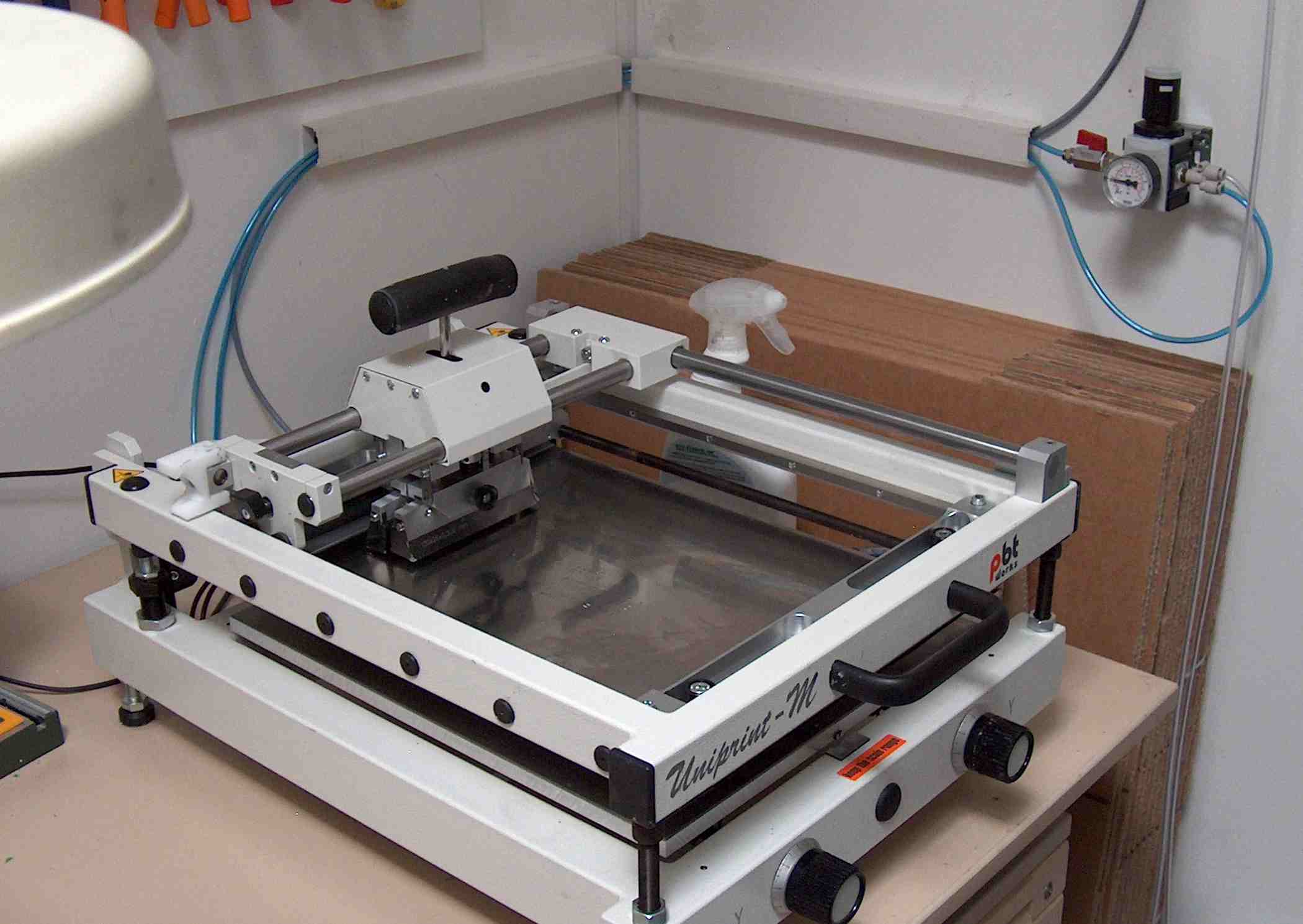
Der Drucker von Paggen ist sicher nicht schlecht, der Reflow-Ofen vermutlich auch nicht. Vom Handbestücker halte ich nicht viel. Ich habe mir vergangenes Jahr einen kleinen Bestücker angeschafft (SmallSMT VP-2500). Seither weiß ich: das Problem ist nicht das eigentliche Bestücken, das Problem sind die Feeder, d.h. die Zuführung der Bauelemente. Kleinzeug (0603) geht hervorragend, größere und komplexere Bauelemente sind etwas für Leute mit guten Nerven. Hohe Bauelemente wie Elkos sind schwierig. Pastendruck stabil hinzubekommen, ist ebenfalls nicht trivial. Ein zwangsgeführter Rakel ist enorm hilfreich, um eine konsistente Druckqualität hinzubekommen. Löten musst du das Ganze auch noch. In einem Thread hier hatte mal jemand einen Puhui T-960 angeschafft und war wohl ganz zufrieden. Summary: Wenn du LED-Arrays, SO-8 oder ähnliches unterkomplexes Zeug hast, ist eine derartige China-Lösung für < 10k umsetzbar. Wenn QFN, TSOT und ähnliche Packages dein tägliches Brot sind, wirst du damit nur nach massiven Schmerzen (oder gar nicht) glücklich werden. BTDT. Alternativ: Ruf doch mal bei Paggen an und lasse sie vorbeikommen. Dann können sie dir auch gleich erzählen, was sie an Gebraucht-/Vorführgeräten haben. Bei alledem gehe aber nicht davon aus, letztendlich billiger davonzukommen (oder erst nach längerer Zeit). Wenn es dir aber hilft, innerhalb einer Woche statt ein bis zwei Monaten liefern zu können, kann das ein Argument für eine eigene Linie sein.
> Der Drucker von Paggen ist sicher nicht schlecht, Der Uniprint M (bei Essemtec unter der Bezeichnung SP002 verkauft) ist ein sehr ordentlicher und präziser Drucker. Die Option Rakelführung ist absolut empfehlenswert, wenngleich sie sich heftig im Preis niederschlägt. Wie bei allen Geräten kommt man nicht um eine Einarbeitungs- und Lernphase herum, wenn man exakte Druckergebnisse erreichen will. Danach geht es locker vom Hocker. > der Reflow-Ofen RO 160 oder RO 250. Für das Geld recht ordentlich, aber eben Konvektion. Auch hier ist Einarbeiten und Herumprobieren bis zur optimalen Lötung angesagt. Den Zukauf der Software zur Steueung über den PC würde ich dringend empfehlen. Ich benutze den RO 250, um schnell mal ein paar Einzelstücke zu löten, wenn mir das Anwerfen der VP zu lange dauert. Die Lötergebnisse können mit der VP mithalten, obzwar die Konvektionslötung nicht für alle Lp-Typen optimal ist.
Bürovorsteher schrieb: > Die Lötergebnisse können mit der VP mithalten, obzwar die > Konvektionslötung nicht für alle Lp-Typen optimal ist. nicht bei allen Bauteilen. Besonders auflötbare SMD-Kühlkörper vertragen sich nicht sehr gut mit Heißluft, zumal man auch das Bauteil "unter" diesem festlöten muss.
Angehängte Dateien:
-

HPIM0757A.jpg
290 KB

Ist doch meine Rede seit '45. Ebenso massenweise Hühnerfutter plus ein paar SO, QFN, VQFP und dann mittendrin die dicke Drossel mit 12 x 12 x 8 mm. Das geht natürlich in die Hose und würde würde das Prädikat "suboptimal" verdienen. Genau das geht im RO nicht. Dieses Teil musste ich dann immer händisch nachlöten, war frustriert und habe den VP-450 angeschafft.
Angehängte Dateien:
Und dran denken: der Schablonendrucker braucht wie jedes gute Gerät auch Druckluft.
Wir haben von Paggen einen Vor-vor-gänger von dem Handbestücker hier stehen und bin damit recht zufrieden. Der vom LPKF mit Kammera ist dann noch besser. Den Bestücker haben wir aber mit 2 Kammeras aufgepeppt. Die restlichen Teile von Paggen sehen nicth schlecht aus, wir haben andere in einer etwas schlächteren klasse, gehen aber auch recht gut. Unsere Bauteile sind aber alle hamloses Zeug was man noch richtig von Hand löten könnte! Aber die Masse machts dann. Wir machen darauf Kleinserien (10 - 100 Stück). Zeit: Richtig von Hand gehen Handbestücker & Ofen -> bei uns ca. 12mal schneller Ja wir machen das auch mal von Hand ( < 10 Teile). Preis: Bei den kleinen Serien nimmt sich das nicht wirklich viel gegen einen Diensleister. Aber wir haben das in ein paar Stunden fertig und nicth in einigen wochen. Ein Automatischen Vollbestücker hätte ich zwar gerne aber da gehen dann kosten und nutzen zu weit auseinander, bei uns!
MKS schrieb: > Viel Spass beim abzählen & einspannen der Bauteile Was willst du da abzählen. Die Standardbauteilrollen liegen eh drin, und die Sonderbauteile muss man einlegen, aber zählen macht die Maschine von alleine, die weiss ja wieviele sie platziert. > einrichten des Pastendruckers. ?!? Der druckt dort, wo im PCB Layput Paste angegeben ist, was willst du da einrichten. Oder ziehst du per Hand ein Rakel ? Dann solltest du dich nicht Bestücker, sondern Hobbyist nennen. Pastendruck ohne Schablose sollte für Kleinserienanbueter selbstverständlich sein. > Ich hab ein kleines Tool geschrieben das mir die Altiumdaten für unsere > Bestückungsmaschine übersetzt, das ist überhaupt kein Problem. Richtig, jeder Bestücker sollte so was haben. _Gast schrieb: > Na dann wünsche ich dir viel Spaß mit kreativen Kollegen, die Nullpunkte > irgendwo setzen. Ich wusste, dass dieses "Argument" von dummen Bestückern kommt. Wer direkt aus dem Layoutdateiformat arbeitet, hat das Problem nicht. Updated also mal eure Schrottsoftware. Jens P. schrieb: > Genau. Der Mitarbeiter, welcher die Rollen und Stangen einlegt arbeitet > für lau. Er legt die 3500er Rolle aber nicht pto Kleinauftrag ein, weil seine Maschinen Standardbauteile sowieso enthalten. > Mit dem Einlegen ist es aber nicht getan, da muss viel > (elektronisch) dokumentiert werden, gerade auch für die > Nachverfolgbarkeit. Das passiert ja wohl bei ernstzunehmenden Bestückern automatisch per Kamera. Klar, kein Grund für gierige Verkäufer dem Kunden für die Sache nicht noch 50 EUR aus den Rippen zu schneiden. Frohes pleitegehen noch. > Die THT-Bauteile bestücken sich deiner Meinung nach > auch selber. Im Gegenteil, nicht ohne Grund verweise ich auf Platinen ausgelegt zum automatischen Bestücken. THT darf der Kunde gerne selbst einlöten, Plastikhalter selbst anschrauben, oder sie werden halt als anfallende Arbeit in Rechnung gestellt. > QS, AOI, Test, etc gibt es auch für lau. Das PCB ist elektrisch getestet, AOI gibt es wirklich für lau, und Endtest macht der Kunde beim Kleinauftrag. Jens P. schrieb: > Egal, du hast Recht und ich meine Ruhe... So wird es sein, wenn ihr pleite seid, weil andere Firmen begriffen haben das Industrie 4.0 nicht bedeutet, die Kosten gegenüber dem Kunden zu maximieren, sondern effektive Arbeitsabläufe nutzen wo ihr noch im vorigen Jahrtausend feststeckt.
Aha, >_Gast schrieb: > Na dann wünsche ich dir viel Spaß mit kreativen Kollegen, die Nullpunkte > irgendwo setzen. >>Ich wusste, dass dieses "Argument" von dummen Bestückern kommt. Wer >>direkt aus dem Layoutdateiformat arbeitet, hat das Problem nicht. >>Updated also mal eure Schrottsoftware. Und welches "Layoutdateienformat" soll das den sein? https://www.mikrocontroller.net/articles/Schaltplaneditoren Da gibt es paar mehr... Gerberfiles, Pick&Place Daten und eine ordendliche Doku im PDF, dann geht das ganze an den Einkauf und fertig. Das funktioniert seit mehreren Jahren wunderbar, und die einzigen Rückfragen von den Bestückern sind fast immer ob Alternativbauteile verwendet werden können. Welcher Bestücker dann zum Zuge kommt weiß ich nicht mal, weil das alles ohne mein Zutun läuft, schließlich muß ich mich ja mit dem nächsten Projekt beschäftigen. >>>Auf DAS "Layoutdateienformat" hat mich noch kein Bestücker angesprochen, >>>und ich habe hier immer wieder Kontakt bei neuen Projekten. Das einzige was man immer wieder mal beim Small Talk mit den Bestückern mitbekommt, das sich manche Kunden die Preise total verbocken, weil diese ohne Plan irgendwas designen und dann halt dementsprechend teuer nachgearbeitet werden muß weil das Design nicht zum Fertigungsprozess passt. mfg Gast
_Gast schrieb: > Und welches "Layoutdateienformat" soll das den sein Das deiner Kunden, Eagle falls Hobbykunden, Altium bei Profis und einige Dutzend mehr, je nach dem wie viel Kundschaft ihr sucht. Gerber ist jedenfalls keines.
Never argue with a fool. He will drag you down to his level and beat you with experience.
MaWin schrieb: >> Die THT-Bauteile bestücken sich deiner Meinung nach >> auch selber. > > Im Gegenteil, nicht ohne Grund verweise ich auf Platinen ausgelegt zum > automatischen Bestücken. THT darf der Kunde gerne selbst einlöten, > Plastikhalter selbst anschrauben, oder sie werden halt als anfallende > Arbeit in Rechnung gestellt. THT kann man auch automatisch bestücken, allerdings nicht mit dem üblichen SMD-Pick&Place-Maschinen. Kann man auch automatisiert löten, entweder mit Lötpaste oder mit Wellenlöten. Oder man bestückt manuell und lötet automatisiert, meist am wirtschaftlichsten.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.