Hallo, um Al-Blechplatten (Blechstärke unter 1 mm, Länge 80 bis 100 cm) ordentlich abkanten zu können, habe ich vor, mir eine Abkantvorrichtung zu bauen, was aber nicht das Problem ist. Das Problem ist, daß ich nicht genau weiß, ob beim Umbiegen um 180° Gefahr von Material-Überbeanspruchung (evtl. Rißbildung am äußeren Biegeradius) besteht. Der Biegevorgang selbst erfolgt in zwei Schritten: 1) Umbiegen per Abkantvorrichtung um 150° (gegen Abkantschiene mit 30° Schräge) 2) Weiterbiegen um weitere 30° (nach Entnahme des vorgebogenen Bleches aus der Abkantvorrichtung) Unter Einlegen eines Stahlbandes (ca. 1 mm Stärke) in die vorgebogene Schräge. Wenn ich das Weiterbiegen auf voller Länge z.B. mit einem Quadrat-Rohr bewerkstelligen kann, mache ich das so. Anderenfalls kann ich das Blech auch per Gummihammer nach und nach weiterbiegen. Das eingelegte Stahlband soll nur sicherstellen, daß der umgebogene Blechstreifen (ca. 8 bis 10 mm) nach dem Ende des Umbiegens ungefähr parallel zur Blechplatte ist. Ob das nun exakt 180° oder etwas weniger Umbiegung entspricht, spielt keine Rolle. Als Minimum-Biegeradius für Al fand ich im Netz: Ca. die 0,8 bis dreifache Materialstärke des Bleches. Worauf bezieht sich diese Angabe? Auf den inneren oder äußeren Radius der Umbiegung? Und kann mir bitte jemand sagen, ob reines Al "empfindlich" bzgl. meiner geplanten Umbiegungen ist? Bzw. ob dabei Rißgefahr im Umbiege-Bereich besteht? Grüße holzkopf
Der innere Radius. Beim kaltbiegen eher 2. Am besten biegbar AlMg1 https://www.rime.de/wiki/mindestbiegeradius/
Achso, und: du musst überbiegen, also mehr als 90 Grad weil es zurückfedert.
MaWin schrieb: > Der innere Radius. Beim kaltbiegen eher 2. Am besten biegbar AlMg1 Vielen Dank für Deinen Hinweis und den Faktor 2. Weil mir das sehr weiterhilft. :) Kann demnach den i_r an der Abkantschiene entspr. ausführen. Völlig klar, daß die max_Streckung des Materiales am äußeren r stattfindet. Kann mir das dann per Lupe ansehen, ob das eine "abartige" Streckung ist. Hinsichtlich deutlich erkennbarer Rißbildung. malsehen schrieb: > ..Abkanten war noch noch nie ein Problem. Ist es ja für mich (rein mechanisch) auch nicht. :) Grüße holzkopf
Noch eine zusätzliche Anmerkung zum Bleche biegen: Man sollte auch auf die Walzrichtung des Bleches achten. Also immer quer zur Walzrichtung biegen oder abkanten. Zusätzlich zeigen Erfahrungswerte, daß lange Zeit gelagerte Bleche je nach Legierungstyp unter Umständen langsam aushärten und sich dann wesentlich schlechter oder gar nicht mehr biegen lassen. Dürfte aber bei AL 99,5% nicht relevant sein. Gruß fossi
Dieter J. schrieb: > Man sollte auch auf die Walzrichtung des Bleches achten. > Also immer quer zur Walzrichtung biegen oder abkanten. > > Zusätzlich zeigen Erfahrungswerte, daß lange Zeit gelagerte Bleche je > nach Legierungstyp unter Umständen langsam aushärten und sich dann > wesentlich schlechter oder gar nicht mehr biegen lassen. Dürfte aber bei > AL 99,5% nicht relevant sein. Ja richtig,man kann auch das Blech mal ordentlich mit einem Gasbrenner warm machen um es weicher zu bekommen. eventuell lässt es sich dann auch mit der Walzrichtung ohne zu reissen biegen. Einfach mit einem Abfallblech testen.Es gibt zu viele Legierungen da reagiert jede etwas anders.
MaWin schrieb: > Am besten biegbar AlMg1 Nein. Am besten Biegbar Al99,5. Sehr weich, kaum Gefahr von Rissbildung, wenig Rückfederung. MaWin schrieb: > du musst überbiegen, also mehr als 90 Grad weil es > zurückfedert. Bei 180Grad ? Mach einen Biegetest!
Max M. schrieb: > MaWin schrieb: >> Am besten biegbar AlMg1 > > Nein. Am besten Biegbar Al99,5. > Sehr weich, kaum Gefahr von Rissbildung, wenig Rückfederung. So ist es. Al99,5 lässt sich hervorragend biegen und ist sehr weich - in dem Material hatten wir bisher selbst bei 1mm-Radien noch nie Risse, vollkommen egal, in welcher Richtung das Blech gebogen wurde. > MaWin schrieb: >> du musst überbiegen, also mehr als 90 Grad weil es >> zurückfedert. > > Bei 180Grad ? Ja, das wird schwierig, das Blech wird etwas zurückfedern. Wenn ich mich recht erinnere, habe ich 1mm Al99,5 auf 102° gebogen, um letztendlich auf die 90° zu kommen, das war allerdings auch ein 30mm-Radius. Man kann das aber natürlichmit der Stahleinlage verkleben. > Mach einen Biegetest! Das ist sowieso immer gut :-)
L. H. schrieb: > Weil mir das sehr weiterhilft. Dir hat hier bisher gar nichts weitergeholfen. Du weißt jetzt, daß du einen Biegetest machen kannst (na da wärst du nie drauf gekommen), und daß das Blech zurückfedert (so wie alle Metalle, wer hätte das gedacht). Irgendwelche Angaben zu innerem oder äußerem Biegeradius stellen sich bei dir als falsch raus, versprochen! Damit das nicht nur Gemecker wird, hier ausnahmsweise mal ein echter Tip: Biege das Alu in zwei oder sogar mehr Schritten mit z.B. einem Tag Pause dazwischen. Das führt dazu, daß das Material Spannungen abbaut, also gewissermaßen fließen kann, bekannt aus Schraubverbindungen. Insbesondere bei reinem Alu ist das so.
Chris D. schrieb: > Max M. schrieb: >> MaWin schrieb: >>> Am besten biegbar AlMg1 >> >> Nein. Am besten Biegbar Al99,5. >> Sehr weich, kaum Gefahr von Rissbildung, wenig Rückfederung. > > So ist es. Al99,5 lässt sich hervorragend biegen und ist sehr weich - in > dem Material hatten wir bisher selbst bei 1mm-Radien noch nie Risse, > vollkommen egal, in welcher Richtung das Blech gebogen wurde. > Genau. Ich habe mal mehrere Tafeln von dem Zeuch geschonken gekraucht, das habe ich in der mechanischen Werkstatt als Tischdecke aufgezogen und angenagelt. Zu Gehäusebau etc. ist der Mist nicht zu gebrauchen da zu weich. >[..] Jede Bohrung wird auf der Rückseite zum Trichter.. Gruß, Holm
MaWin schrieb: > Achso, und: du musst überbiegen, also mehr als 90 Grad weil es > zurückfedert. Ein Blech, das um 180 Grad gebogen werden soll, überbiegen? Das will ich sehen!
Danke Euch allen für die guten Ratschläge. :) Grüße holzkopf
Hi Düsentriebsgehilfe schrieb: > Ein Blech, das um 180 Grad gebogen werden soll, überbiegen? Das will ich > sehen! Da Du einen Mindest-Radius hast, werden die beiden Rückseiten nicht plan aufeinander liegen bei den 180° - somit wäre ein Überbiegen möglich, je nach Schenkellänge entsprechend weniger. In wie fern sinnvoll sei dahin gestellt. MfG
L. H. schrieb: > Danke Euch allen für die guten Ratschläge. :) > > Grüße > holzkopf Habe ich heute irgendwie komplett verpennt: Wenn es Dir hilft, kann ich ja morgen mal auf unserer Schwenkbiegemaschine einen Test machen und das Ergebnis ablichten. Dann siehst Du, wie stark es zurückfedert. Da wir eine spezielle Magnetschwenkbiege haben, sollte man die letzten paar Grad auch per Magnethalter "plattdrücken" können. 1mm Al99,5er Blech habe ich reichlich in der Abfalltonne, daran soll es nicht scheitern :-)
Patrick J. schrieb: > Da Du einen Mindest-Radius hast, werden die beiden Rückseiten nicht plan > aufeinander liegen bei den 180° - somit wäre ein Überbiegen möglich, je > nach Schenkellänge entsprechend weniger. > In wie fern sinnvoll sei dahin gestellt. Ersteres ist korrekt. Und bzgl. Letzterem kann es ja bei evtl. Problemlösungen nie schaden, wenn einem bewußt ist, was man mit Blechen so alles treiben kann. :) Chris D. schrieb: > Habe ich heute irgendwie komplett verpennt: > Wenn es Dir hilft, ... > ... > 1mm Al99,5er Blech habe ich reichlich in der Abfalltonne, daran soll es > nicht scheitern :-) Es überraschte mich sehr angenehm, daß mir hier zum Thema auch Fragen beantwortet wurden, die ich gar nicht gestellt hatte. :) Nachdem wiederholt die Geschmeidigkeit von Al 99,5-Blech bestätigt wurde, kann ich an sich bzgl. evtl. Rißbildung - auch bei nahezu 180°-Umbiegung - ganz beruhigt schlafen. Danke Dir für Dein Angebot, mir helfen zu wollen. Hast auch Du ja ohnehin schon getan. :) Mein Al-Blech hat eine Stärke von 0,6 bis 0,7 mm (weiß ich schon gar nicht mehr so genau). Wenn ich es verarbeite, werden sicher auch Abfall-Stücke davon vorhanden sein. Verarbeiten werde ich es mit dem von MaWin gen. INNEREN Biege-r der doppelten Blech-Stärke. Unabhängig davon, werde ich mir aber (bei vorhandenen Abfall-Stücken) auch ansehen, wie sich evtl. ergebende Rißbildung bei einem Biege-r von 0 ergibt. => Einfach vorgebogenes Material in einem Schraubstock "zusammenzurren". Bis es so ungefähr parallel zueinander angeordnet ist. Logisch, daß dabei die Streckung am Außen-r am größten sein muß. Wenn dann dabei am Außen-r keine Rißbildung auftritt, KANN die bei Einhaltung eines (gebräuchlichen) Biege-r erst recht nicht auftreten. ;) Wenn Du einen analogen Versuch mit 1 mm-Blech und Biege-r von 0 machen könntest, kann das von allgemeinem Interesse sein. Denn die Streckung bei einem 1 mm-Blech ist am Außen-r mit Sicherheit größer als bei einem Blech kleiner als 1 mm. Pressiert auch nicht - Rom ist ja auch nicht gerade an einem Tag erbaut worden. ;) Grüße holzkopf
Düsentriebsgehilfe schrieb: > Ein Blech, das um 180 Grad gebogen werden soll, überbiegen? Das will ich > sehen! Bei Verwendung von Neugrad kein Problem. :-)
Angehängte Dateien:
-

IMG_0726a.JPG
130 KB -

IMG_0727a.JPG
120 KB
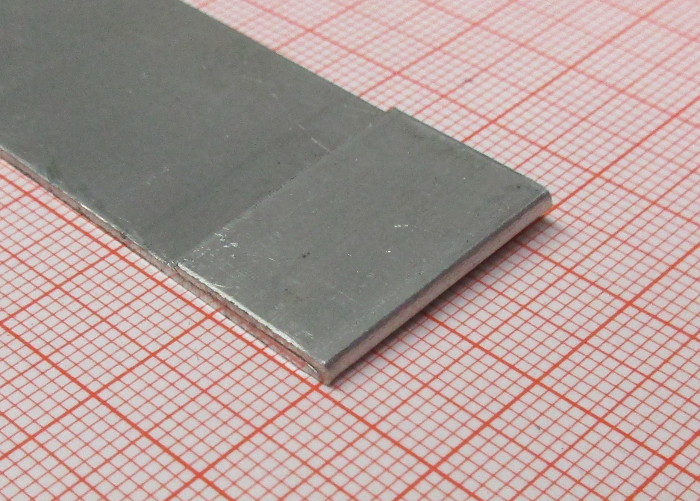
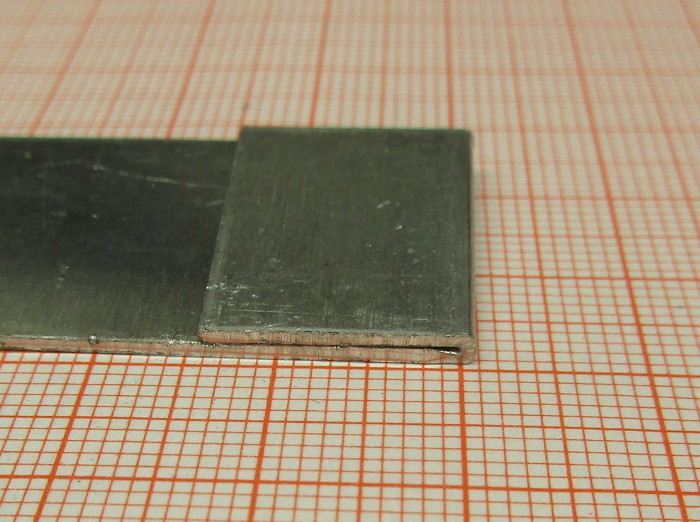
L. H. schrieb: > Es überraschte mich sehr angenehm, daß mir hier zum Thema auch Fragen > beantwortet wurden, die ich gar nicht gestellt hatte. :) > > Nachdem wiederholt die Geschmeidigkeit von Al 99,5-Blech bestätigt > wurde, kann ich an sich bzgl. evtl. Rißbildung - auch bei nahezu > 180°-Umbiegung - ganz beruhigt schlafen. > > > Danke Dir für Dein Angebot, mir helfen zu wollen. > Hast auch Du ja ohnehin schon getan. :) Keine Ursache - ist eine Sache von nur einer Minute gewesen :-) Oben siehst Du das Ergebnis eines Reststreifens mit 1mm Al99,5. Zuerst habe ich auf 160° gebogen und dann per Balken und etwa 9t magnetischer Anzugskraft den Rest plattgedrückt. Wie zu sehen existiert keinerlei Rückfederung mehr. Man sieht nur minimalste Anrisse, auf keinen Fall tiefe Risse. Bei 0,8er Material sollte das nochmal besser aussehen. Also: ich sehe da für Dich kein Problem. :-)
Eigentlich logisch: Falls auf der Außenseite angezeichnet werden muss, dann nur mit dem Bleistift, nicht mit der Reißnadel - das könnte sonst weiterreißen... Aber bei Hobby-Kantbänken wird ja meist eh auf der Innenseite angezeichnet.
Chris D. schrieb: > Bei 0,8er Material sollte das nochmal besser aussehen. > > Also: ich sehe da für Dich kein Problem. :-) Vielen Dank für Deinen "Extremtest". :) Eben habe ich die Plattenstärke mit dem Mikrometer gemessen. Und dabei festgestellt, daß mein Augenmaß bei Zehntel-mm schon sehr zu wünschen übrig läßt. ;) => Plattenstärke ist 0,3 mm. Dabei sind dann beim Biege-r von 0,6 mm keinerlei Probleme zu erwarten. Grüße holzkopf
L. H. schrieb: > Worauf bezieht sich diese Angabe? > Auf den inneren oder äußeren Radius der Umbiegung? Auf die Mitte des Materials. Ich habe mich sowieso gefragt, was man mit 180° will. Das schaffst du niemals! Aus meinen Kontakten zur Stanzerei würde ich das eher als Falzen einordnen. Gemacht wird das in mehreren Schritten. Aber eigentlich kein Problem, ob Alu oder Stahlblech. Bei Dur-Alu sollte vorgewärmt werden. L. H. schrieb: > => Plattenstärke ist 0,3 mm. > Dabei sind dann beim Biege-r von 0,6 mm keinerlei Probleme zu erwarten. Passt aber nicht zu dem genannten 1mm Stahlblech.
michael_ schrieb: > Auf die Mitte des Materials. Denke, der hilfreiche Hinweis von MaWin dazu ist eindeutig: https://www.rime.de/wiki/mindestbiegeradius/ Was ja an sich auch völlig logisch ist, wenn man sich "umgekehrt" fragt, wo die min_Streckung bzw. die max_Streckung stattfindet. Mitte des Materiales ist dann und nur dann als "neutrale Faser" relevant, wenn es z.B. um Biege-Beanspruchungen, genauer gesagt, um Trägheitsmomente oder den daraus resultierenden Widerstandsmomenten geht. Soll heißen: Man muß danach differenzieren, ob es sich um max. zulässige Biege-Beanspruchung oder um Umformung eines Materiales handelt. :) Einverstanden damit? michael_ schrieb: > Ich habe mich sowieso gefragt, was man mit 180° will. > Das schaffst du niemals! Aus meiner Sicht ist das eine etwas kühne Behauptung. :) Denn bisher schaffte ich IMMER das, was ich schaffen können wollte. Für Restriktionen, die es dabei geben kann/könnte, scheue ich mich auch nicht davor, hier im Forum mal nachzufragen. Weil hier unglaublich viel Fachwissen "geballt" vorhanden ist. Das einen davor bewahren kann, "Irrwege" zu beschreiten oder "andenken" zu wollen. 180°-Umformungen können z.B. dann ganz nützlich sein, wenn es um "wasserdichte" Beplattungen von Dachflächen geht. In der natürlichen (gefällebedingten) Abströmtendenz von Wasser kann man das durch simple Überlappung sicherstellen. Und evtl. "seitliche" Wasserströmungen dazu (durch Wind oder Sturm) kann man durch 180°-Umformungen von Blechplatten "erschlagen". :) Für mich auch der Grund dafür, daß ich mir die Al-Platten sofort bei einem Schrotthändler "gekrallt" habe. michael_ schrieb: > Aus meinen Kontakten zur Stanzerei würde ich das eher als Falzen > einordnen. > Gemacht wird das in mehreren Schritten. Mit Falzen liegst Du schon eher richtig, weil Stanzen i.d.R. mit Material-Schnitten bzw. -Durchbrüchen verbunden ist. Umformungen können in mehreren Schritten oder aber auch sofort komplett vollzogen werden. Bei Al 99,5 sehe ich absolut NICHTS, was gegen eine sofortige komplette Umformung sprechen könnte. michael_ schrieb: > Aber eigentlich kein Problem, ob Alu oder Stahlblech. > Bei Dur-Alu sollte vorgewärmt werden. Denke, das kann man so nicht generalisieren, weil Dural in seinen Festigkeits-Werten erheblich über gängigen St(37)-Werten liegt. Und wozu bei Al 99,5 vorwärmen?? michael_ schrieb: > Passt aber nicht zu dem genannten 1mm Stahlblech. Denke, Du hast hier etwas durcheinandergebracht: Lt. Thema ist NUR die Rede von Al 99,5. Und weder von Dural, noch von St. :) Grüße holzkopf
L. H. schrieb: > michael_ schrieb: >> Ich habe mich sowieso gefragt, was man mit 180° will. >> Das schaffst du niemals! > > Aus meiner Sicht ist das eine etwas kühne Behauptung. :) > Denn bisher schaffte ich IMMER das, was ich schaffen können wollte. > Für Restriktionen, die es dabei geben kann/könnte, scheue ich mich auch > nicht davor, hier im Forum mal nachzufragen. Grau ist alle Theorie - insbesondere, wenn derjenige das offenbar noch nie selbst gemacht hat ;-) Dass das problemlos geht siehst Du ja an meinen Ergebnissen. Auch wenn ich mit einer "richtigen" Schwenkbiege gearbeitet haben, sollte man so etwas auch mit einfachen Hilfsmitteln (Selbstbaubiegewange/Schraubstock) hinbekommen. > 180°-Umformungen können z.B. dann ganz nützlich sein, wenn es um > "wasserdichte" Beplattungen von Dachflächen geht. > In der natürlichen (gefällebedingten) Abströmtendenz von Wasser kann man > das durch simple Überlappung sicherstellen. > Und evtl. "seitliche" Wasserströmungen dazu (durch Wind oder Sturm) kann > man durch 180°-Umformungen von Blechplatten "erschlagen". :) Oder einfach, um Kanten zu entschärfen und/oder an den Rändern mehr Fleisch zu haben, um Bleche anzunieten/-schrauben und zu versteifen. Mein Versuch hat daher auch für mich praktische Erkenntnisse geliefert. An viele einfache Sachen denkt man manchmal nicht :-) > Für mich auch der Grund dafür, daß ich mir die Al-Platten sofort bei > einem Schrotthändler "gekrallt" habe. Hehe, ich hab mir damals von einem Insolvenzverwalter auch 30 2mm-Kleinbleche aus AlMg3 für sehr wenig Geld gesichert (um die 20€ pro Blech) - die benötigt man immer mal :-) > Bei Al 99,5 sehe ich absolut NICHTS, was gegen eine sofortige komplette > Umformung sprechen könnte. Sehe ich auch so - ich hab das nur in zwei Schritten gemacht, um zum Schluss die maximale Anpresskraft zu haben. Bei 0,3mm sollte das sicherlich in einem Rutsch gehen. Das verbiegt man ja schon durch Anschauen :-D > Und wozu bei Al 99,5 vorwärmen?? Brauchst Du schon bei 1mm nicht - siehe Bilder :-)
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.