Da die 3D-Druck ziemlich lange brauchen, interessieren mich Strukturen, die schnell zu drucken aber trotzdem robust sind. Man könnte ja z.B. einen Balken mit einer Struktur wie ein Kran oder Strommast drucken. Kennt jemand gute Beispiele für den 3D-Drucker dafür?
chris schrieb: > Kennt jemand gute Beispiele für den 3D-Drucker dafür? Du meinst Dreiecke? Die sind ziemlich stabil, ja. Für Infill werden sie deshalb auch gerne benutzt, als Shell wär mir da eine automatische Funktion neu. In Cinema 4D gibt es die Möglichkeit, alle Polygone im Mesh in Dreiecke umzuwandeln und dann die Kanten voluminös zu machen, während die Flächen wegfallen. Irgendwas mit "Atom ..." heißt diese Funktion glaub ich. Das Hauptproblem bleibt aber: Du kannst nicht in die Luft drucken.
Ähm, das ist ja genau der Vorteil der additiven Verfahren ('complexity
for free'). Dabei geht es nicht in erster Linie um die Druckzeit,
sondern um Materialeinsparung / Leichtbau.
Auf der Formnext vorletzte Woche in Frankfurt konnte man an jedem 2.
Stand Beispiele dafür sehen. Solche Strukturen können auch auf die
angreifenden Kräfte optimiert werden. Bäume und Knochen machen das
übrigens schon lange, also lastoptimierte additive Fertigung ;-)
Inzwischen gibt es mächtige Software-Werkzeuge um so etwas zu
simulieren.
Im einfachsten Falle, ohne besondere Optimierung, sind es Waaben- oder
Gitterstrukturen.
Was genau ist deine Frage?
Typ schrieb: > Das Hauptproblem bleibt aber: Du kannst nicht in die Luft drucken. Aber sicher. Nur nicht mit den "Würstchen-Druckern". Mit SLS oder SLM geht das sehr wohl...
Angehängte Dateien:
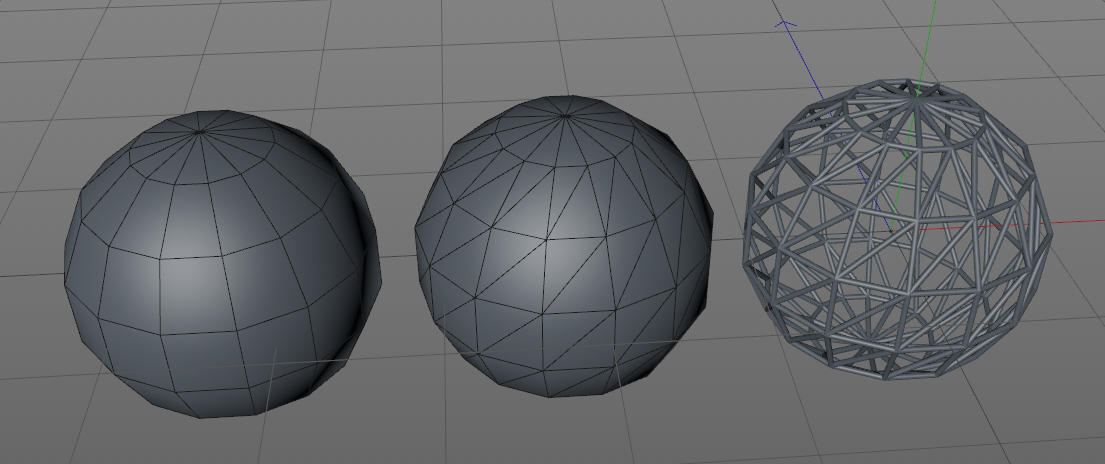
Mal eben probiert. Links ein normales Kugelmesh, in der Mitte das Mesh nach dem "Triangulieren", rechts das triangulierte Mesh in einem "Atom Array".
butsu schrieb: > Aber sicher. Nur nicht mit den "Würstchen-Druckern". Mit SLS oder SLM > geht das sehr wohl... Richtig, leider sind die im Hobbybereich noch nicht wirklich angekommen, zumindest nicht preislich, soweit mein letzter Stand :/
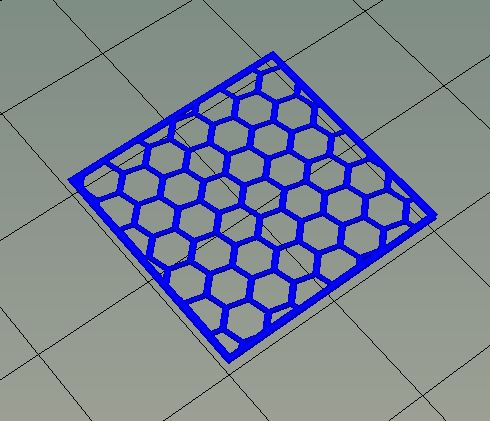
Die Slicer haben auch Optionen für verschiedene Füllstrukturen, Waben (honeycomb) oder rectilinear und weitere.
Angehängte Dateien:
-

kreislochplatte.PNG
3,5 KB
>Mal eben probiert.
Mit welchem Programm hast Du das gemacht?
Ich habe gerade mal versucht, mit OpenScad eine Art Lochblech zu machen.
Vielleicht ist so eine Struktur relativ stabil. Auf jeden Fall braucht
es wenig Material.
Eventuell könnte ein Winkel nach oben gegen Durchbiegen helfen.
Was mein Ihr?
chris schrieb: >>Mal eben probiert. > Mit welchem Programm hast Du das gemacht? Wie oben gesagt, Cinema 4D. chris schrieb: > Vielleicht ist so eine Struktur relativ stabil. Runde Strukturen sind tendentiell gegen nichts wirklich stabil, außer gegen gleichmäßige, radiale Kräfte. Wie gesagt, Dreiecke. chris schrieb: > Was mein Ihr? Dass "stabil" ein sehr vager Begriff ist, den man erstmal genauer definieren muss.
>Runde Strukturen sind tendentiell gegen nichts wirklich stabil Wirklich runde wahrscheinlich nicht, aber organische Strukturen wie in einem Knochen sind eher "rundlich" als eckig. Hier am Beispiel von Möbeln: https://deavita.com/lifestyle/designer-stucke/3d-druck-moebel-design.html In der Mechanik neigen harte Kanten und Ecken eher zum brechen, deshalb muss eigentlich alles abgerundet werden. Ich suche jetzt erst mal nach einem Stab oder U-Profil was möglichst schnell und mit möglichst wenig Material gedruckt wird.
Eigentlich geht es mir bei dem Ganzen um ein Rapid-Prototyping-System mit dem ich schnell vorgefertigte Teile von einer SD-Karte drucken kann. Vielleicht so ähnlich wie Legoteile. Mit diesen Teilen kann man dann experimentieren und schnell verschiedene Mechaniken z.B. für kleine Roboter zusammen stecken. Sehr lange Durckzeiten habe auch große Platten. Hier könnte man vielleicht eine ganz dünne Fläche drucken und dann verschiedene Stützstrukturen. Bei den Modellfliegern ist Materialgewicht und Stabilität ein wichtiges Thema, wie man in diesem Video sehen kann: https://www.youtube.com/watch?v=p39iE-oc5M8
Hmm, der Clou beim 3D Drucken ist doch das man alles passgenau entwirft und drucken lässt, möglichst ohne etwas nachträglich bearbeiten zu müssen. Ich habe aber auch mal einen Bericht gesehen da haben wurden tatsächlich richtige Legosteile als 'Infill' oder Stützstruktur genommen um die Druckzeiten für große Teile zu reduzieren. Und wie geschrieben, selbst wenn man einen geschlossenen Quader hat kann der Slicer den innen durch geringes Infill selber leicht und materialsparend gestalten. Als CAD Programm benutze ich Fusion360, damit kann auch leicht Flächen oder Volumen mit Stegen verstärken. Man braucht nur ein Linienmuster auf die Fläche zu zeichnen und Fusion erzeugt daraus die Stege mit einstellbarer Breite und Höhe.
chris schrieb: > Sehr lange Durckzeiten habe auch große Platten. Hier könnte man > vielleicht eine ganz dünne Fläche drucken und dann verschiedene > Stützstrukturen. Du versuchst das Rad neu zu erfinden. Wenn man einem Slicer einen Quader vorwirft, wird er den 3D-Drucker ohne Weiteres dazu anleiten, eine dünne Hülle mit wabenartiger Füllung zu drucken.
Angehängte Dateien:
-

Slicer3DHoneyComb.jpg
44 KB -

SlicerArchimedes.jpg
39 KB -

SlicerHilbert.jpg
43 KB -

SlicerHoneycomb.jpg
40 KB -

SlicerOctagramSpiral.jpg
39 KB
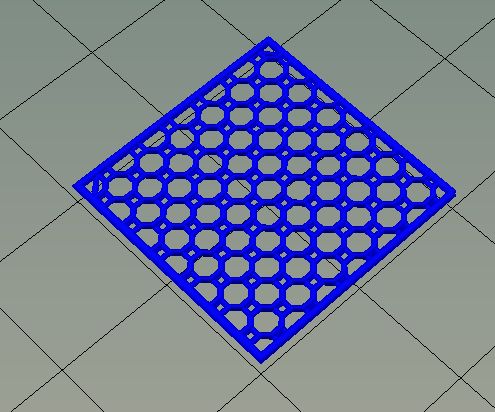
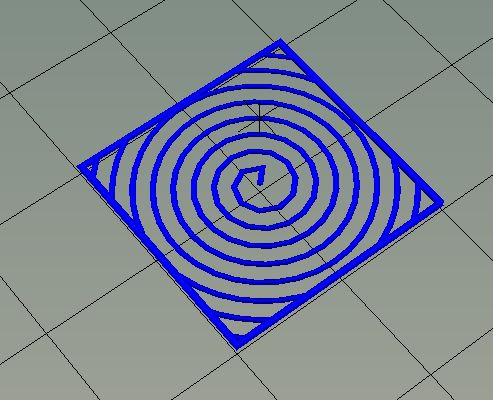

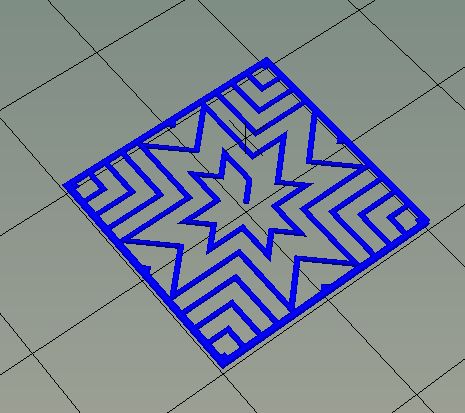
Der Slic3r hat da wohl mehr drauf als cura 2.5 das ich sonst meist verwende, habe mal einen Testwürfel mit verschiedenen Mustern durch den slic3r laufen lassen. Die Muster sind dabei alle in den Schichten gleich aufgebaut, bis auf 3D-Honeycomb, das bildet richtige 3D Waben.
>habe mal einen Testwürfel mit verschiedenen Mustern Schöne Bilder :-) Sind die Strukuren im Slicer eingebaut, oder hast Du sie designed? >Hmm, der Clou beim 3D Drucken ist doch das man alles passgenau entwirft >und drucken lässt, möglichst ohne etwas nachträglich bearbeiten zu >müssen. So wäre es ideal, wenn das Drucken und das Designen am Bildschirm nicht so lange brauchen würden. Mir geht das alles zu lange und ist weit entfernt vom "Rapid-Prototyping". Ich habe ein wenig mit Legos gespielt und finde es deutlich intuitiver, Elemente in der Hand zu haben und frei zu kombinieren als mit einem CAD-Programm. Ich könnte mir vorstellen, dass man ein paar Grundelemente designed und auf der SD-Karte des Druckers speichert. Das Optimierungskriterium für die Element ist vor allem "Druckgeschwindigkeit" und damit wohl auch Materialverbrauch. Wenn man während des "Spielens" dann feststellt, dass für ein gewünschtes Objekt fehlt z.B. ein Winkelelement, kann man das ja am CAD-Programm schnell zeichnen und der "Library" hinzufügen. >Du versuchst das Rad neu zu erfinden. >Wenn man einem Slicer einen Quader vorwirft, wird er den 3D-Drucker ohne >Weiteres dazu anleiten, eine dünne Hülle mit wabenartiger Füllung zu >drucken. Ich glaube das Ergebnis wird langsamer gedruckt werden als meine Elemente.
chris schrieb: > So wäre es ideal, wenn das Drucken und das Designen am Bildschirm nicht > so lange brauchen würden. Mir geht das alles zu lange und ist weit > entfernt vom "Rapid-Prototyping". von nix kommt nix. ich hätte auch lieber, dass ich nur an etwas denken muss und es dann vor mir materialisiert…
chris schrieb: >>habe mal einen Testwürfel mit verschiedenen Mustern > > Schöne Bilder :-) > Sind die Strukuren im Slicer eingebaut, oder hast Du sie designed? Die sind im Slicer bereits eingebaut. Beim slic3r legst Du z.B. in den Einstellungen fest: Wenn ein geschlossener 3D-Körper gedruckt werden soll, dessen Volumen grösser als X (einstellbarer Wert) Kubikmillimeter ist, dann fülle den Innenraum dieses Körpers mit Stützstruktur Y (aus einer vom verwendeten Slicer abhängigen, vordefinierten Liste von Stützstrukturen wie in chris Beitrag zu sehen), und zwar so, dass letztlich nur Z Prozent (einstellbarer Wert von 0-100) des Innenraums tatsächlich aus Filament bestehen, und die restlichen (100-Z) Prozent Luft sind. Zusätzlich legt man noch fest, wie dick die solide Hülle (bzw. die Wandstärke) um diesen mit Stützstruktur gefüllten Hohlraum sein soll. >>Wenn man einem Slicer einen Quader vorwirft, wird er den 3D-Drucker ohne >>Weiteres dazu anleiten, eine dünne Hülle mit wabenartiger Füllung zu >>drucken. > > Ich glaube das Ergebnis wird langsamer gedruckt werden als meine > Elemente. Vermutlich aber auch nur dann, wenn Deine Elemente keine geschlossene Hülle haben, sondern eben aussehen wie ein Strommast aus lauter Streben. Sobald Du hingegen eine geschlossene Hülle hast, werden Deine Elemente vermutlich auch nicht nennenswert schneller drucken als entsprechende Objekte, die vom Slicer automatisch mit Infill und passenden Einstellungen gedruckt wurden. Der Ansatz, die für Robustheit bei geringem Filamentaufwand sorgende Struktur nicht bereits im 3D-Objekt festzulegen, sondern das den Slicer übernehmen zu lassen, hat imho diverse Vorteile: - man muss sich nicht selbst und bereits beim Designen der 3D-Objekte überlegen, was da die sinnvollste, für Robustheit sorgende Struktur ist - wenn man merkt, das die gewählte Struktur noch nicht optimal ist, muss man nicht das 3D-Objekt selbst ändern, sondern ändert nur ein paar Einstellungen im Slicer - man kann ein und dasselbe 3D-Objekt wahlweise besonders stabil mit hohem Filament- und Zeitaufwand, oder besonders schnell mit geringem Filament- und Zeitaufwand (dafür aber nicht ganz so stabil) drucken, indem man einfach nur ein anderes Slicer-Profil wählt Was mir aber trotzdem gut an Deiner Idee gefällt, ist die grundsätzliche Idee, eine Art LEGO-/Fischertechnik-artiges-Baukastensystem von 3D-Objekten zu haben, die man bereits auf Vorrat mit seinem 3D-Drucker ausdrucken, und dann a la LEGO/Fischertechnik beliebig miteinander kombinieren/verbinden kann. Gibt's da (auf thingisverse oder so) schon ein vglw. populäres Projekt?
chris schrieb: > Schöne Bilder :-) > Sind die Strukuren im Slicer eingebaut, oder hast Du sie designed? Danke, den Fragen nach hast du selber nicht viel 3D-Druck Praxis. Also für Weihnachten den 3D Drucker auf den Wunschzettel und loslegen. In der Zwischenzeit mal mit CAD Software üben :-) Zu den Bildern bzw. typischen Workflow (für FDM Druck): 1. Modell erstellen im CAD und Export in STL Datei 2. STL in Scheiben zerlegen und G-Code erzeugen 3. G-Code an Drucker übertragen Für alle Schritte gibt es verschiedene Softwarelösungen. Für 1) benutze ich wie geschrieben Fusion360, kostet für Privat oder Gewerbe mit <100.000$ nur eine Registrierung. Elemente wie du sie wünscht kann man sicher auch gut mit OpenSCAD erstellen und über Parameter in der Größe ändern (das geht in anderen CAD Programmen meist auch). 2) mache ich mit RepetierHost, das liest die STL Datei und stellt das Objekt in 3D dar. Es kann dann z.B. verschoben, skaliert, gedreht, dupliziert oder repariert werden (wenn das STL nicht drucktauglich ist). Der Slicer ist da als PlugIn drin und man kann zwischen verschiedenen wählen. Diese Slicer sind der Teil der immer noch massig weiterentwickelt wird, mein cura 2.5 ist nur wenige Monate alt aber schon wieder total überholt, die Beispiele habe ich aber mit slic3r gemacht. Im slicer stellt man die Druckgeschwindigket(en) ein, die Art der Aussen/Innen/Stütz/Hilfsstrukturen ein, die Fülldichte (meist relativ in % zur Objektgröße) uvm. Es sind Unmengen an Einstellmöglichkeiten und hier muss man einfach Erfahrung sammeln weil jedes Druckobjekt wieder andere Tücken hat. Den erzeugten G-Code benutzt Repetier (oder auch die anderen Slicer Oberflächen) um daraus wieder das Model darzustellen. Jetzt kann man aber die einzelnen Schichten analysieren und wenn man einzelne Schichten auswählt sieht man das Füllmüster wie in meinen Screenshots. chris schrieb: > So wäre es ideal, wenn das Drucken und das Designen am Bildschirm nicht > so lange brauchen würden. Mir geht das alles zu lange und ist weit > entfernt vom "Rapid-Prototyping". > Ich habe ein wenig mit Legos gespielt und finde es deutlich intuitiver, > Elemente in der Hand zu haben und frei zu kombinieren als mit einem > CAD-Programm. Beim CAD gilt üben, üben, üben. Bei Fusion kann man die Komponenten per Drag and Drop in das Modell ziehen und mit Hilfsfunktionen exakt an die richtige Posititon setzen. Das Baukastenprinzip hätte mir vor der Beschäftigung mit dem 3D Drucker auch besser gefallen. Aber du brauchst ja viele Elemente auf Vorrat und für ein bestimmtes Modell vielleicht 5% davon und noch viel mehr Spezielle Teile werden fehlen, also druckst schon viel mehr was vielleicht nie gebraucht wird. Dann die Bearbeitung von dem Zeug: fürchterlich. PLA, der Standard, ist billig, stabil und leicht, aber das Bearbeiten macht 0 Freude. Schon beim Bohren können Lagen reißen, man darf nur ganz langsam und vorschichtig bohren. Wird der Bohrer warm (und das geht bei ca. 45° los) wird das Zeug weich und klebt am Bohrer. Kühlt ab, klebt wie Teufel am Bohrer. Schleifen ist krümmelig und der Staub haftet überall. Man kann kleine Korrekturen mit Lötkolben oder heisser Klinge vornehmen, aber na ja. Kleine Teile kommen bei mir sofort in die Tonne, Maß korrigieren und neu drucken ist einfacher und schneller. Eine gute Möglichkeit ist die Kombi Aluprofile + Verbinder drucken. So bauen ja auch viele ihren zweiten grösseren oder besseren Drucker. Aber auch bei Verbindern gibt es unzählige Varianten, die würde ich auch nicht auf Vorrat drucken. Der 3D Drucker zwingt vom Sammeln + Chaos in die geplante Entwicklung, eine gute Sache :-) chris schrieb: > Das Optimierungskriterium für > die Element ist vor allem "Druckgeschwindigkeit" und damit wohl auch > Materialverbrauch. Nein, die Geschwindigkeit beeinflußt die Qualität und vor allem die Gesamtdruckdauer, aber nicht den Materialverbrauch. Der hängt nur an den Slicerparametern, hauptsächlich daran wieviel % Infill eingestellt wird.
Johannes S. (jojos)
>Gibt's da (auf thingisverse oder so) schon ein vglw. populäres Projekt?
Auf Thingverse kenne ich nur die Nachbauten von Legosteinen. Leider
erfordern die eine relativ hohe Drucktoleranz und sie sind nicht auf
Druckzeit optimiert.
Da sehe ich großes Potential, ein eigenes System zu entwickeln.
Vielleicht findet aber jemand ein System auf Thingverse o.ä. was
geeignet wäre.
Bei meinen Drucken macht das Infill in der Regel einen eher geringen Anteil der Druckzeit aus typisch < 20%. Für große Modelle gibt es zB in Cura auch Infill-Strukturen, die nach innen immer gröber werden. Slic3er kann das bestimmt auch. Die gezeigten Slic3r Infillmuster sehen ja toll aus, aber besonders stabil wirken sie nicht. Die meiste Druckzeit geht in der Regel aber eh für Wände und Boden und Decke drauf. Wenn man die einfach dünner macht, kann man einiges einsparen, das kostet aber natürlich Stabilität, da meiner Erfahrung nach eben diese wesentlich wichtiger für die Stabilität als das Infill sind. Am einfachsten ist aber die Schichtdicke zu erhöhen. Beim Sprung von 0,1 mm Schichten auf 0,2mm halbiert sich druckzeit ziemlich genau bei exakt gleicher Stabilität. Bei vielen Teilen sieht man noch nicht mal viel Unterschied. Wenn man dann noch größere Düsen verwendet, gehts nochmal schneller. Das mit den Bausteinen kann ich auch nur bedingt nachvollziehen.Der besondere Reiz am 3D Drucken ist meiner Meinung ja gerade, dass man Teile genau auf die Anforderungen zuschneiden kann. Legosteine zu drucken fände ich persönlich überflüssig, Da kauf ich dann lieber einfach Lego.Im vergleich zur Planung und Konstruktion fallwn die Druckzeiten auch nicht mehr besonders stark ins Gewicht. Wenn ich für ein komplexes Gehäuse eine Woche brauche, darf es dann auch gern noch 8h drucken. In der Regel dann doch in der feineren Auflösung und schön langsam, weil anschauen muss ich es danach noch viele Wochen und Monate.
>Da kauf ich dann lieber einfach Lego.Im vergleich zur Planung und Konstruktion
fallwn die >Druckzeiten auch nicht mehr besonders stark ins Gewicht.
Unter Rapit Prototying Gesichtspunkten ist das bei Weitem zu langsam.
Hier ist das GitHub-Repo dazu: https://github.com/e-Mole/m-Bitbeam_Parts_for_3Dprint Ich fände OpenScad Entwürfe besser. Da könnte man die Einzelelemente leicht skalieren.
Typ schrieb: > butsu schrieb: >> Aber sicher. Nur nicht mit den "Würstchen-Druckern". Mit SLS oder SLM >> geht das sehr wohl... > > Richtig, leider sind die im Hobbybereich noch nicht wirklich angekommen, > zumindest nicht preislich, soweit mein letzter Stand :/ Es gibt noch DLP und SLA. Diese kommen so langsam in den bezahlbaren Bereich rein (<500€). Nicht ganz so viele Freiheitsgrade wie die Pulvervariante, aber doch etwas mehr als die Druckverfahren mit Extruder. Dabei sind die Ergebnisse oft schöner anzusehen (da glatter) und man muss sich nicht so viel mit Hardware-Einstellungen und Optimierungen beschäftigen.
Angehängte Dateien:
-

Bike.jpg
130 KB

>Es gibt noch DLP und SLA. Diese kommen so langsam in den bezahlbaren >Bereich rein (<500€). Ja, mit anderen Druckverfahren hat man viel mehr Freiheitsgrade. Aber ich glaube das Harz für die Belichtungsdrucker ist ziemlich teuer. Ich denke, wenn man speziell auf die Möglichkeiten der "Würstchendrucker" eingeht, kann man da einiges optimieren.
chris schrieb: >>Es gibt noch DLP und SLA. Diese kommen so langsam in den bezahlbaren >>Bereich rein (<500€). > > Ja, mit anderen Druckverfahren hat man viel mehr Freiheitsgrade. Aber > ich glaube das Harz für die Belichtungsdrucker ist ziemlich teuer. > > Ich denke, wenn man speziell auf die Möglichkeiten der > "Würstchendrucker" eingeht, kann man da einiges optimieren. Jepp. Auf der "formnext" letzte Woche gab es interessante Konzepte mit einem Miniaturextruder, der extrudiertes Granulat druckt, gefüllt mit Stahl, Edelstahl, Keramik. Nach dem Druck wird das Teil dann einfach nur gesintert und heraus kommt ein Metall-/Keramiksinterteil. Was da so gedruckt wurde, sah schon sehr ordentlich aus. Ein anderes Unternehmen bietet mittlerweile auch Filament mit entsprechender Füllung an. Da tut sich also durchaus einiges im Würstchendruckbereich :-)
Damit sind wir aber wieder aus dem Hobbybereich raus - oder hast du einen Sinter-Ofen? Gut, man könnte vieleicht wo einschicken. Das Harz ist leider relativ teuer im Vergleich zum Extrudermaterial, aber 70€ für ein L geht noch, würde ich sagen: https://www.3dmensionals.de/photocentric3d-firm-daylight-resin Soweit ich das Verfahren verstehe, wird Material ja nicht verschwendet, oder irre ich mich?
Alex G. schrieb: > Damit sind wir aber wieder aus dem Hobbybereich raus - oder hast du > einen Sinter-Ofen? Gut, man könnte vieleicht wo einschicken. Jupp. Ich habe auf der Formnext bei einem Hersteller von Druckern für hoch Edelstahl gefüllten Filamente mal gefragt. Das Filament kostet 200€/kg, das Sintern beim Dienstleister kostet ähnlich pro kg. Das ist traurigerweise deutlich günstiger als SLM... Dafür ist die Auflösung viel schlechter, die Genauigkeit auch. Die nötige Ofenausstattung zum selber Sintern kostet >50.000€.
Angehängte Dateien:
-

kreisquadratbalken.png
8,4 KB
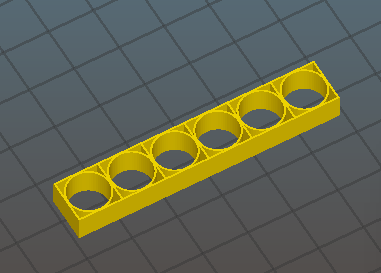
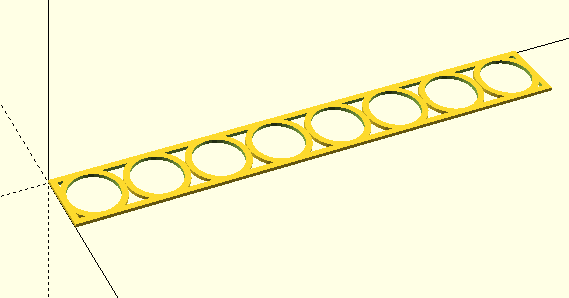
Eigentlich geht es mir in diesem Thread eher um die praktische Realisierbarkeit auf dem heimischen Drucker. Deshalb hier mal ein Versuch mit der Wandwurststärke 1. Der Balken wird in 8 Minuten auf meinem langsamen Prusa I3 gedruckt und ist erstaunlich torsionsstabil. Ich vermute, dass man auf einem Delta-Drucker deutlich schneller wäre.
1 | wuerstchendicke_mm = 0.4; |
2 | |
3 | wanddicke_in_wuerstchen = 1; |
4 | |
5 | hoehe_mm = 6; |
6 | durchmesser_mm = 10; |
7 | |
8 | lochzahl = 6; |
9 | |
10 | wanddicke_mm = wanddicke_in_wuerstchen * wuerstchendicke_mm; |
11 | |
12 | $fn=60; |
13 | |
14 | for(n=[0:lochzahl-1]) |
15 | translate([n*(durchmesser_mm-wanddicke_mm),0,0]) |
16 | quadraturDesKreises( durchmesser_mm, wanddicke_mm, hoehe_mm ); |
17 | |
18 | |
19 | module quadraturDesKreises( durchmesser, wanddicke, hoehe ) |
20 | {
|
21 | // quadratrahmen
|
22 | difference() |
23 | {
|
24 | cube([durchmesser,durchmesser,hoehe]); |
25 | translate([wanddicke,wanddicke,-1]) |
26 | cube([durchmesser-wanddicke*2,durchmesser-wanddicke*2,hoehe+2]); |
27 | }
|
28 | // kreisring
|
29 | translate([durchmesser/2+wanddicke*0,durchmesser/2+wanddicke*0,0]) |
30 | difference() |
31 | {
|
32 | cylinder(hoehe,durchmesser/2-wanddicke*0.5,durchmesser/2-wanddicke*0.5,1); |
33 | cylinder(hoehe+2,durchmesser/2-wanddicke*1.5,durchmesser/2-wanddicke*1.5); |
34 | |
35 | }
|
36 | }
|
Beitrag #5222949 wurde von einem Moderator gelöscht.
Angehängte Dateien:
-

RcModellSpannten.png
280 KB
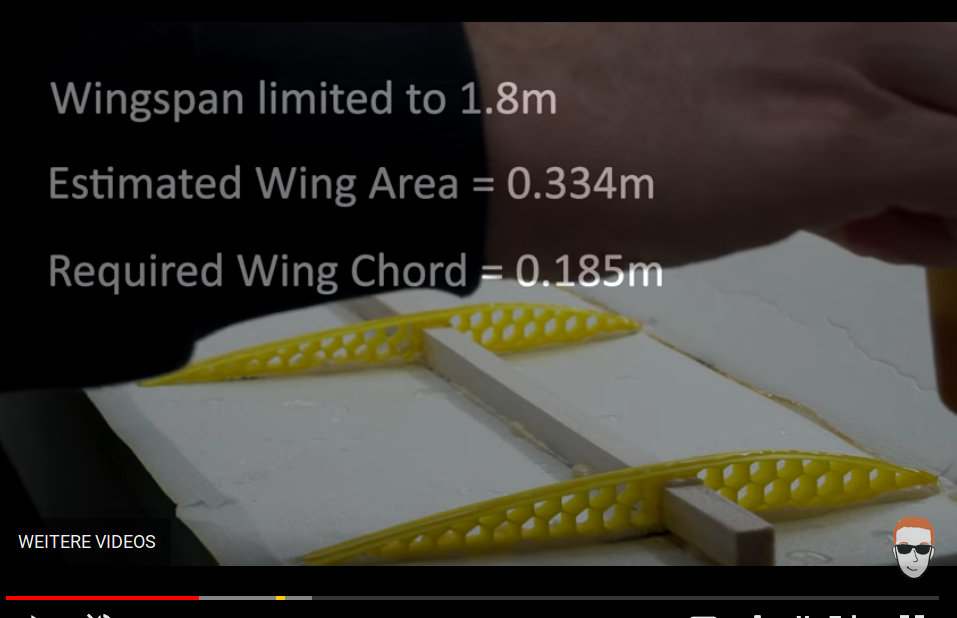
In diesem Video werden hexagonale Strukturen verwendet: https://hackaday.com/2017/12/11/a-remote-controlled-air-plane/#more-285144
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.