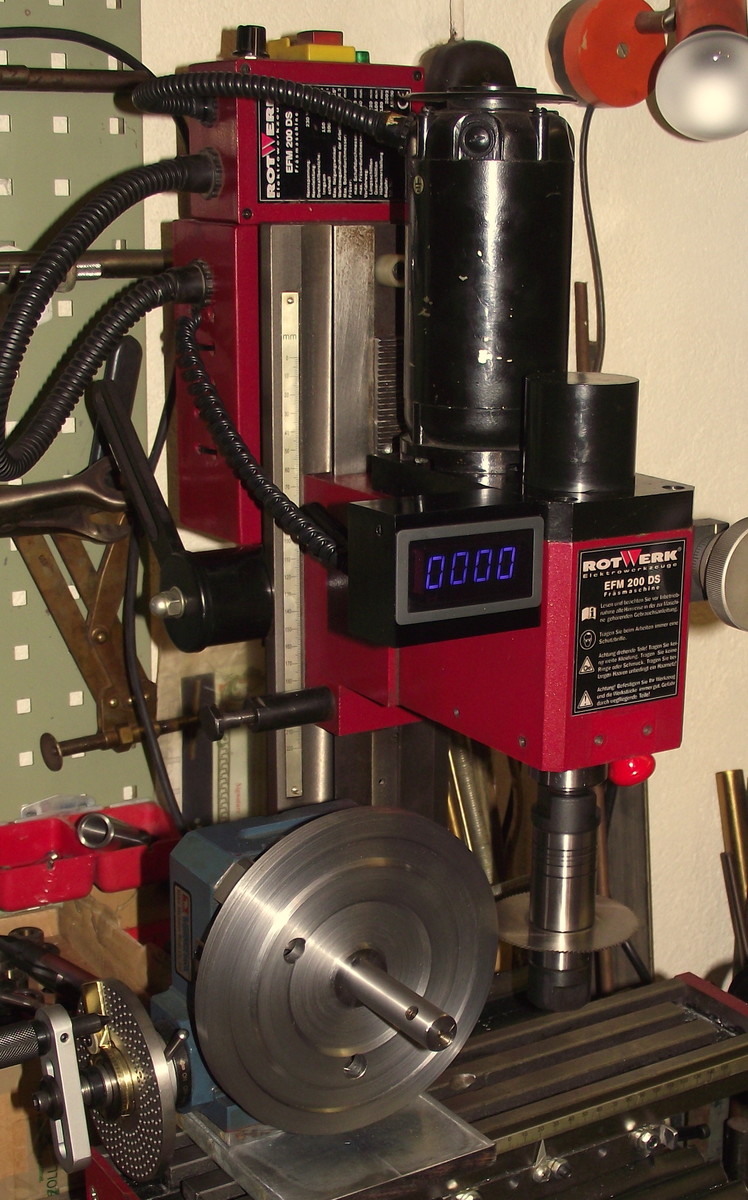

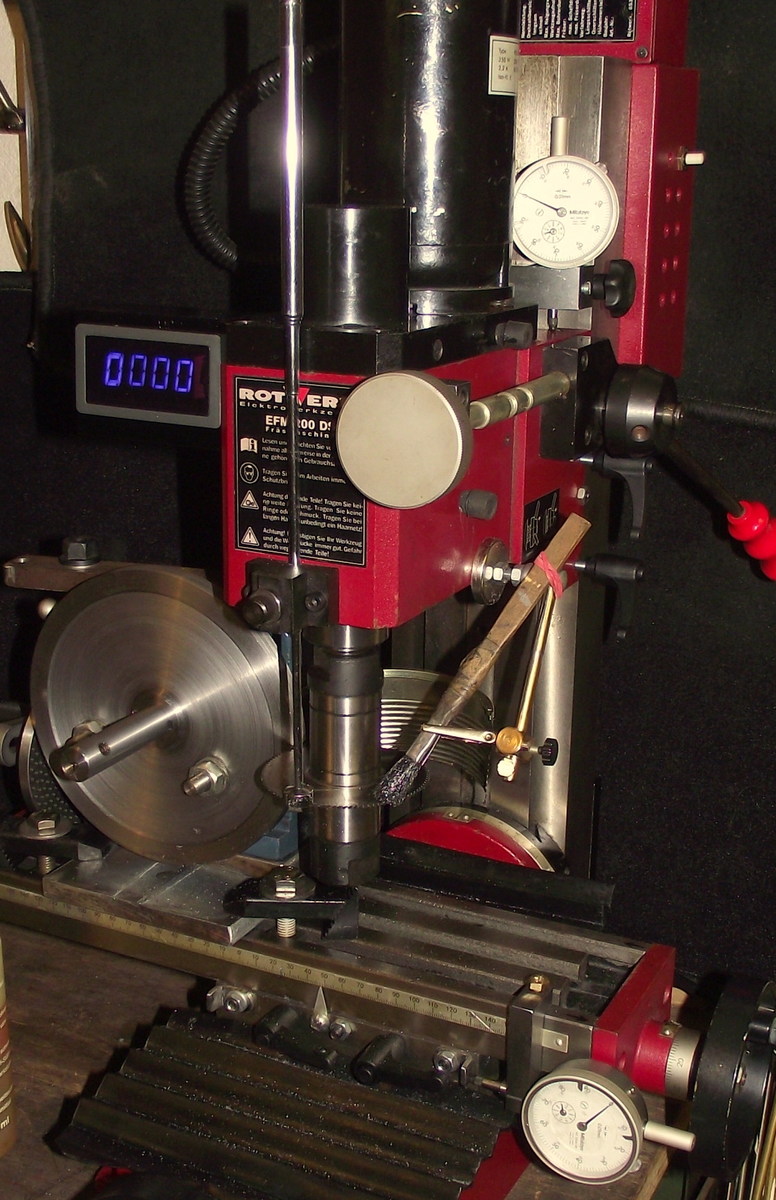
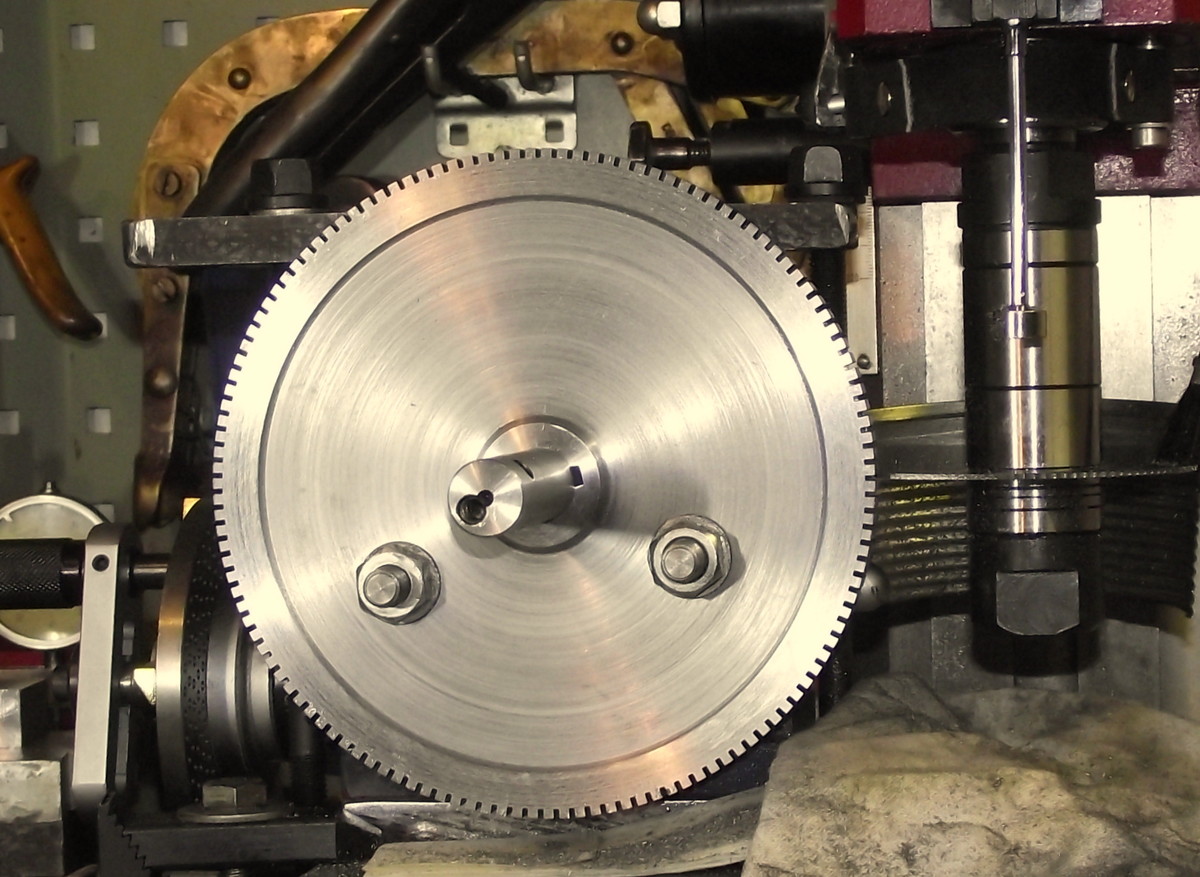
Moin Moin, ich habe ein Problem: Ich möchte jetzt z.B. ein großes Zahnrad aus Stahl anfertigen (siehe Foto). Dafür ist meine kleine Hobby-Fräsmaschine eigentlich etwas zu schwach. Um den passenden Modulfräser zu schonen, möchte ich mit einem d 80mm Sägeblatt (siehe Foto) "vorfräsen". Beide (Modulfräser/Sägeblatt) brauchen in Stahl niedrige Drehzahlen (120/150rpm) Die kann ich auch theoretisch einstellen, aber praktisch bricht die Drehzahl am Werkstück dann mangels Drehmoment zusammen. Nun könnte ich die Drehzahl (Spannung Motor) höher voreinstellen (ca.300rpm.) um dann unter Last bei 150rpm. zu landen. Die hohe Drehzahl zu Anfang ist aber nicht gut für den Fräser ...... Als ich jetzt so eine billige China-Drehzahlanzeige (siehe Foto) nachrüstete, hatte ich die Idee, dass es doch vll. möglich ist jetzt noch eine kleine parallele Schaltung nachzurüsten, welche diesen Drehzahleinbruch ausgleicht. Ein Drehzahlsignal (Hallgeber/Magnet) hab ich ja. Habt Ihr da eine Idee, die einfach zu verwirklichen wäre ? Danke und Grüße Karsten
Angehängte Dateien:
-

DSCF8608.JPG
240 KB -

DSCF8611.JPG
240 KB -

DSCF8618.JPG
230 KB -

DSCF8631.JPG
370 KB
Kannst Du das Spindelgehäuse öffnen und evtl. die Getriebezahnräder wechseln? Das Gehäuse bzw. die Geometrie ist ja mehr oder weniger die gleiche wie bei den Rotwerk-Drehmaschinen. Und für die gibt's ja auch "andere" Zahnradsätze.
alles nicht besonders zielführend (Antrieb könnte abrauchen, Maschine ist dafür nicht geeignet) Dir bleibt nur eine Möglichkeit, das Zahnrad in vielen kleinen Schritten zu fräsen, also Vorschub max. so groß, wie es die Maschine ohne großen Drehzahleinbruch schafft. Gruß Hans
Natürlich haben ernstzunehmende Fräsmaschinen eine Drehzahlstabilisierung. Damit halten sie aber bei niedrigen Drehzahlen bloss das Drehmoment der hohen Drehzahl aufrecht. Nur ein Getriebe erhöht das Drehmoment bei niedriger Drehzahl. Wird der Motor durch ein selbstangetriebenes Flügelrad gekühlt, darf man bei geringeren Drehzahlen nicht mal den Strom = das Drehmoment der hohen Drehzahl verlangen.
Das Problem wird auch die relativ kleine Masse der Maschine sein. Fräs einfach mit max 0.2mm Schnitttiefe, dauert halt eine Weile. Die Drehzahl stellt auf 600U/min und kühlst dabei gut. Und noch ein guter Tipp: Mach langsam, sonst machst du es zweimal (rede leider aus Erfahrung).
Vielen Dank für Eure Antworten! An der Übersetzung kann man nichts ändern (kein Platz). Einen Umbau z.B. auf Riemen .....möchte ich nicht. Die anderen genannten Probleme kann ich nicht sehen: - Das Drehmoment von dem ich rede, kann ich zwischen Daumen und Zeigefinger an der Spindel festhalten. - Einen Zahn fräsen (von 130Z) dauert vll. 20sec., dann wieder Leerlauf oder ausschalten um das Zahnrad weiterzustellen. Gruß Karsten
Karsten, das ist mit Kanonen auf Spatzen geschossen. Bei 0.2mm fräs einfach mit 600 umin und gut ist. Das ist dem bei dermassen wenig Materialabtrag völlig schnuppe. Immer schön kühlen und gut ist.
0,2mm ist doch nicht fräsen sondern schleifen ....... ;-) Bei 2,7mm Zahntiefe und 130 Zähnen bin ich da ja noch Weihnachten dabei und ich brauche 3 Modulfräser. Gruß Karsten
Die EDM300DS hab' ich auch, die regelt das Drehmoment bereits nach, aber mehr gibt der kleine 250W-Motor eben nicht her. Und am Getriebe lässt sich wirklich nichts sinnvoll anpassen (außer dem Umbau auf Riemenantrieb natürlich). Es hat schon einen Grund, warum die Nachfolgerin mit 500W brushless einen doppelt so kräftigen Antrieb bei gleicher Mechanik hat...
dann stell halt 0.5 zu das ist nix. dein problem wird das fehlende gewicht der Maschine sein nicht der Modulfräser.
Die Maschine hat 350W und ich kann ja von Hand nachregeln, was der Motor mühelos mitmacht. Der wird nicht mal handwarm .... Aber eigentlich habe ich ja nach einer einfachen elektronischen Drehzahlstabilisierung gefragt? Gruß Karsten
Hast du schon mal auf einer 800, 900 kg+ Maschine gefräst? Erst da merkst du wann das Werkzeug an seine Grenzen kommt. Meine Fräsmaschine wiegt 65kg und steht auf einem Unterstand aus Stahl, verschraubt mit 6 M10 Schrauben. Der Unterstand ist mit Doppel T Trägern direkt am Beton Fundament des Hauses fixiert. Und dennoch - wenn ich Stahl fräse rappelt die ganze Maschine als wäre sie aus Pappe. Da sind massive Kräfte am Werk so eine kleine Maschine vermag die nicht aufnehmen, weil diese nicht dafür konstruiert wurde. Da kannst auch ein 20kW Motor dranpappen wird nix ändern.
Modulfräser mit kleinem Durchmesser wären eine Lösung. Dann kommst Du bei höherer Drehzahl auf Deine gewünschte Schnittgeschwindigkeit. In der Bastelstube hat ein Kollege mal einen kleinen Einzahn-Modulfräser gebaut und genutzt. Für sie kleine Maschinen ist das keine schlechte Idee.
Angehängte Dateien:
-

DSCF8634.JPG
390 KB
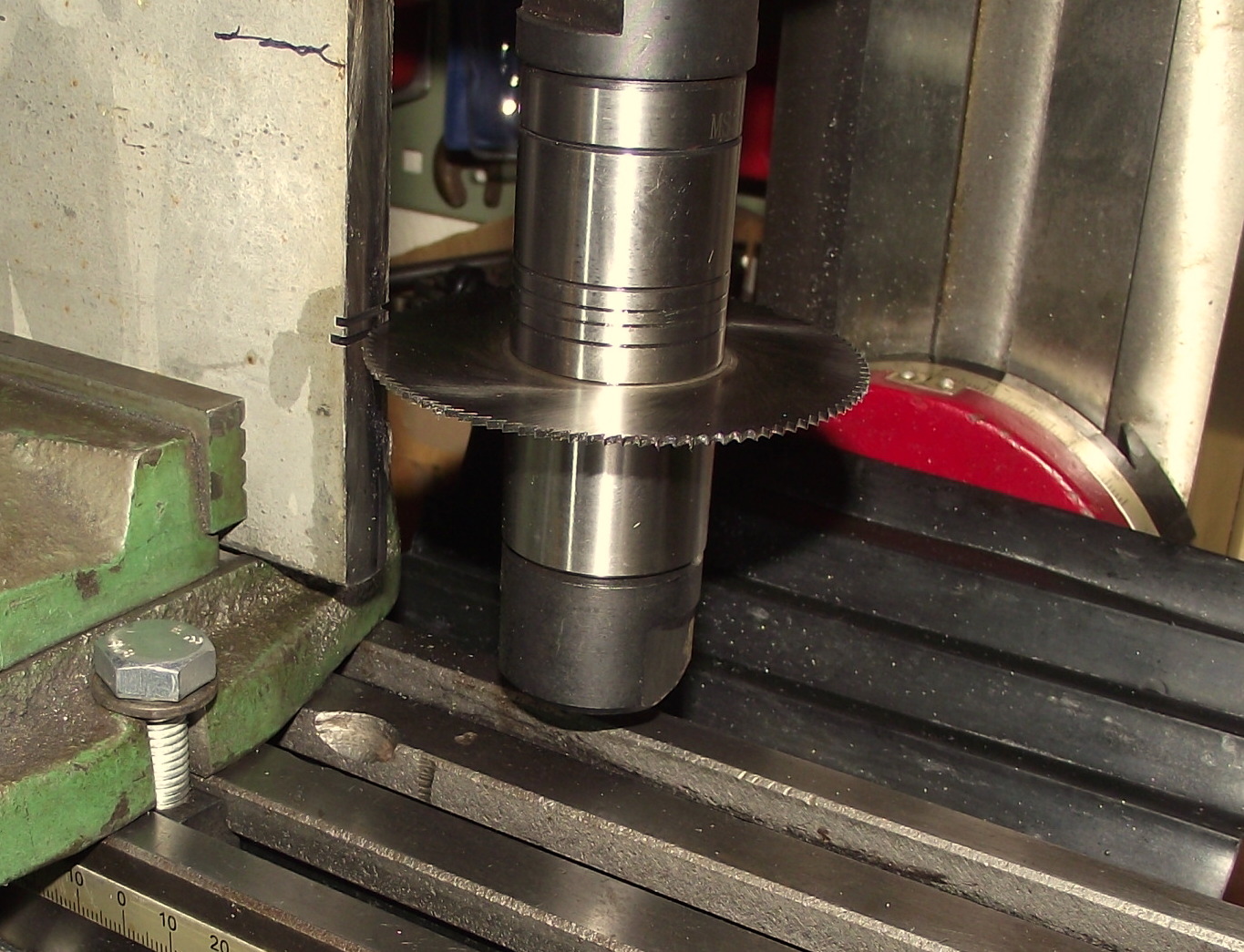
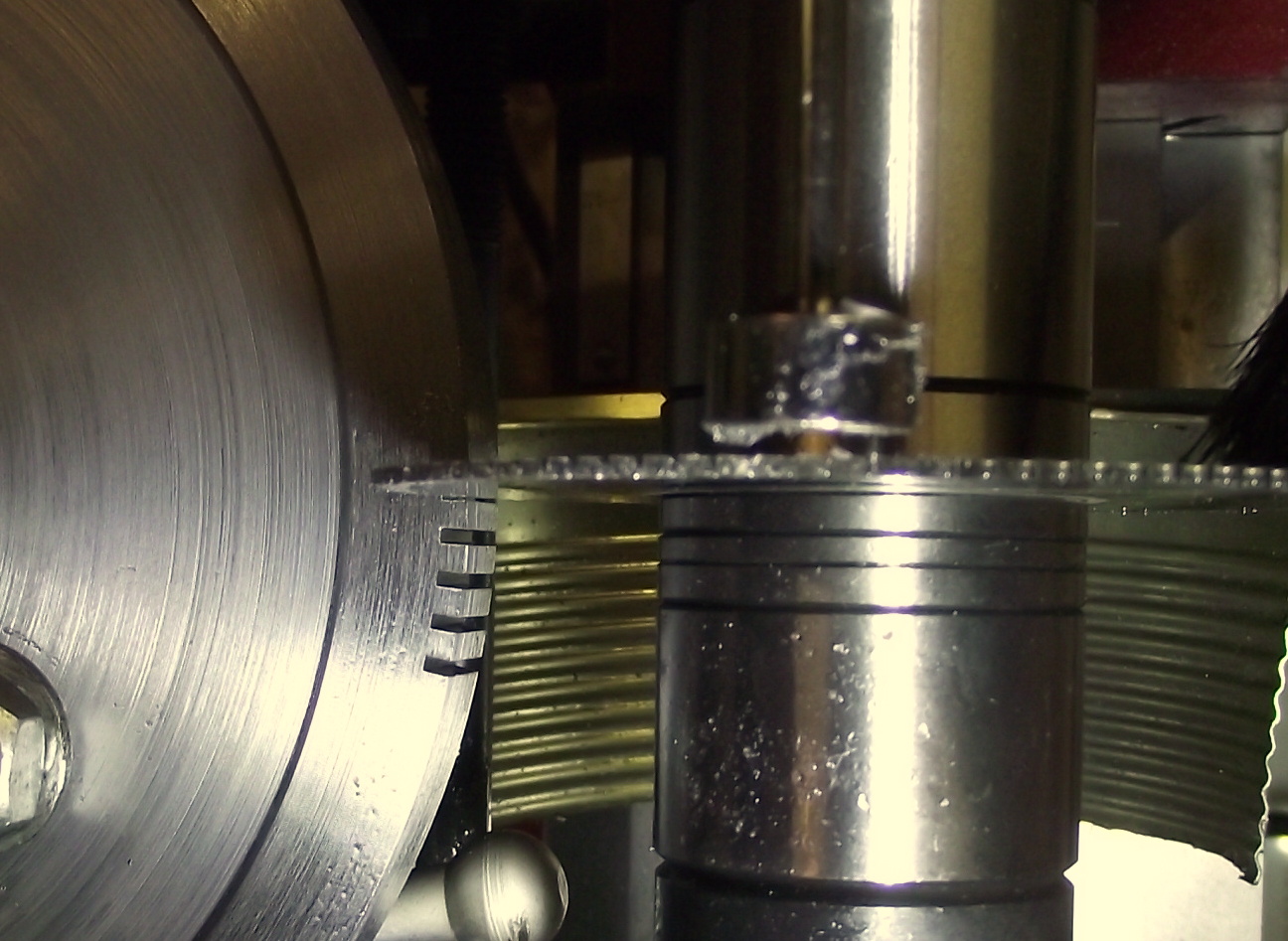
Moin, schaut mal auf's Foto: Das sind 2 und 3mm Schitte durch 12mm Stahl bei 220rpm., lächerlich ... die schafft auch spielend 15mm Zustellung !! Dann lasse ich die Maschine mit 350rpm. leer laufen, bremse mit den Fingern auf 250rpm., fahre in's Werkstück und regele dann die Drehzahl um die 220rpm. mit dem Vorschub. Gar kein Problem für den Motor! Nur ein wenig umständlich .... Deshalb meine Frage in einem Elektronik-Forum nach einer Zusatzschaltung. Alles andere hätte ich in einem anderen Forum (Zerspanung) gefragt .... Danke und Grüße Karsten
Karsten P. schrieb: > Dann lasse ich die Maschine mit 350rpm. leer laufen, bremse mit > den Fingern auf 250rpm., fahre in's Werkstück und regele dann > die Drehzahl um die 220rpm. mit dem Vorschub. > Gar kein Problem für den Motor! Nur ein wenig umständlich .... > Deshalb meine Frage in einem Elektronik-Forum nach einer > Zusatzschaltung. > Alles andere hätte ich in einem anderen Forum (Zerspanung) gefragt .... Und die würden dir auch erstmal sagen, dass man nicht in eine laufende Maschine greift! mfg
Felix F. schrieb: > Und die würden dir auch erstmal sagen, dass man nicht in eine laufende > Maschine greift! Wenn man da einfach reingreifen kann und die Spindel mit der Hand abbremsen, dann ist sie auf jeden Fall nicht zum Fräsen von Stahl geeignet. Das wird dann eher schaben oder schleifen.
Mit einem richtige Getriebe zerlegst du ehr das Werkzeug als das die Drehzahl merklich einbricht. Oder der Abscherrstift kommt. Was für ein Modul willst du überhaupt reinfräsen? Weil der Ansatz mit dem Schlagzahn ist schon zielführend. Durchmesser kleiner -> geringere Schnittgeschwindigkeit bei gleicher Drehzahl. Kannst du dir den Schlagzahn passend schleifen?
Angehängte Dateien:
-

DSCF8648_-_Kopie.JPG
320 KB

Karsten P. schrieb: > Deshalb meine Frage in einem Elektronik-Forum nach einer > Zusatzschaltung. > Alles andere hätte ich in einem anderen Forum (Zerspanung) gefragt .... Also ich habe ein Drehzahlsignal (das könnte ich mit dem Speicheroszi auch auslesen), ich regele den Motor an einem 25K-Poti, .......? Gruß Karsten
Walter T. schrieb: > Modulfräser mit kleinem Durchmesser wären eine Lösung. Dann kommst Du > bei höherer Drehzahl auf Deine gewünschte Schnittgeschwindigkeit. beste Idee bisher! Dann kannst Du mit 1000 U/min fräsen. Such nach Modul Fingerfräser.
Karsten P. schrieb: > Karsten P. schrieb: >> Deshalb meine Frage in einem Elektronik-Forum nach einer >> Zusatzschaltung. >> Alles andere hätte ich in einem anderen Forum (Zerspanung) gefragt .... > > Also ich habe ein Drehzahlsignal > (das könnte ich mit dem Speicheroszi auch auslesen), > ich regele den Motor an einem 25K-Poti, .......? > > Gruß Karsten Du könntest mit einem AVR das Drehzahlsignal in eine Drehzahl umrechnen und damit dann einen Regler entwickeln, dessen Output du in eine Motorsteuerung einspeist (Closed loop). Braucht höchstwahrscheinlich aber noch externe Beschaltung für die verschiedenen Spannungen etc. Da die Orginal-Motorsteuerung normalerweise schon Stromregelung und Sanftanlauf integriert hat, eignet sie sich nicht dafür. Der nächste Schritt ist also, eine Motoransteuerung für einen 230V / 2.2A DC-Motor mit Stromregelung und Sanftanlauf zu entwickeln, die von deinem vorher entwickelten Drehzahlregler angesteuert werden kann. Ich denke mal, das hier ein Atmega328 schon ausreichen sollte für die Steuerung. Du brauchst natürlich noch dicke Leistungselektronik drum herum. Im Notfall kannst du die kritischen Parts auch in Assembler schreiben, den Rest in C. C++ kannst du natürlich auch verwenden, würde ich aber nicht empfehlen. Wenn du damit fertig bist und alles in Betrieb nimmst (ich denke mal, dass du das in 2 Jahren schaffst), wirst du dann feststellen, dass es jetzt immer noch nicht gut funktioniert, weil sich unterdimensionierte Hardware leider nicht durch Software kompensieren lässt. mfg
Naja, langsam. Karsten hat ja Recht damit, dass der Motor durchaus in der Lage ist, mehr Drehmoment auf das Werkzeug zu bringen, nur geht dann die Leerlaufdrehzahl hoch. Der Regelbereich der Rotwerk-Ansteuerungsplatine ist eben etwas klein geraten. Die Maschine ist natürlich ein Hobbygerät und daher nicht zur Schwerzerspanung geeignet, aber von der Zustellung, die Karsten da vorschwebt, fällt sie noch lange nicht auseinander. Die Frage lautet daher: Kennt jemand eine fertige, gute und preisgünstünstige Motorregelung für einen permanenterregten 230V-Gleichstrommotor mit Kohlebürsten und 350W? Eine umfangreiche Eigenentwicklung schwebt ihm offensichtlich nicht vor und Fertiggeräte habe ich jedenfalls gestern abend leider nicht gefunden. Interessant wär's aber schon, diese Maschinchen sind ja in Hobbykellern recht verbreitet.
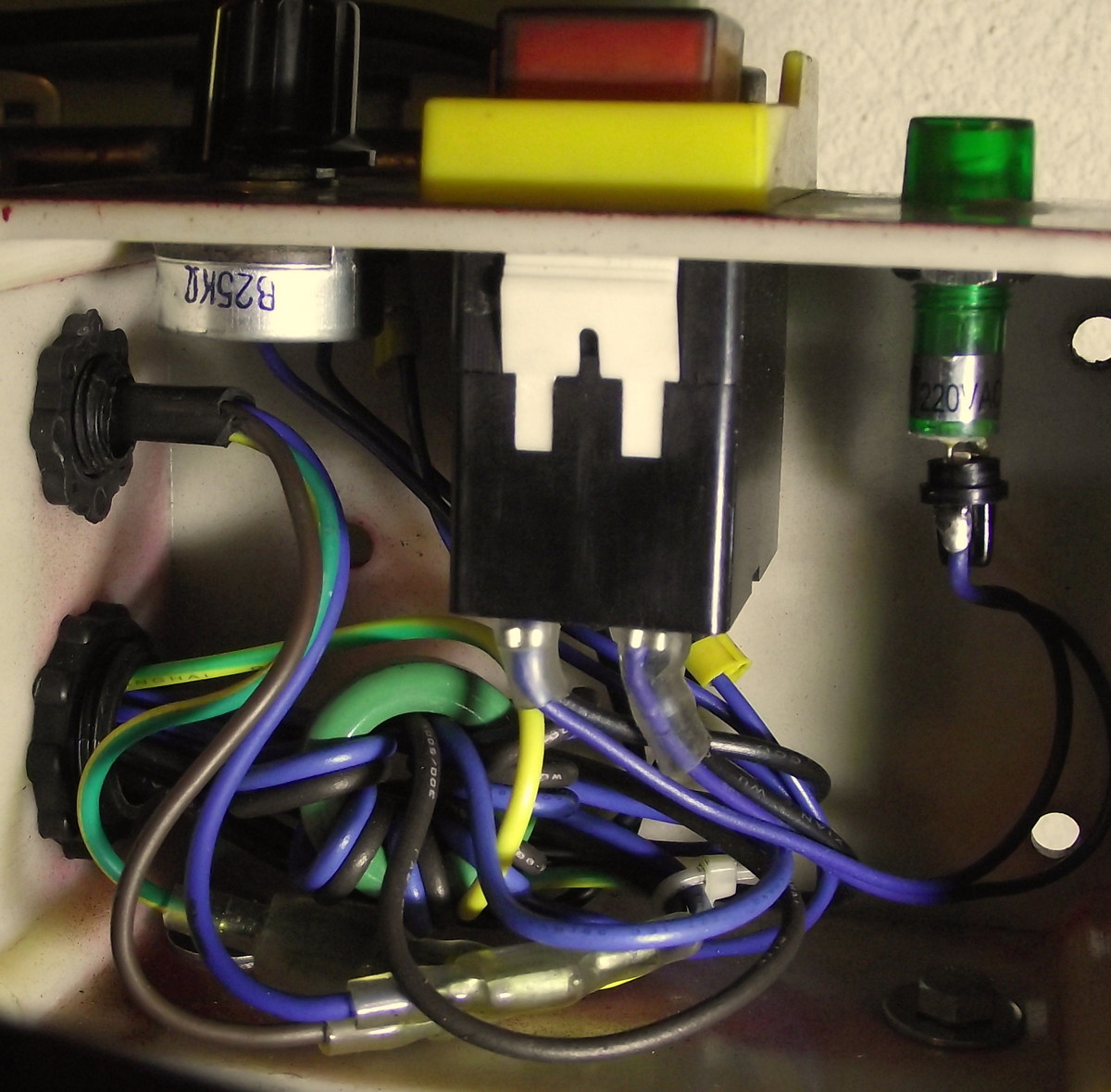
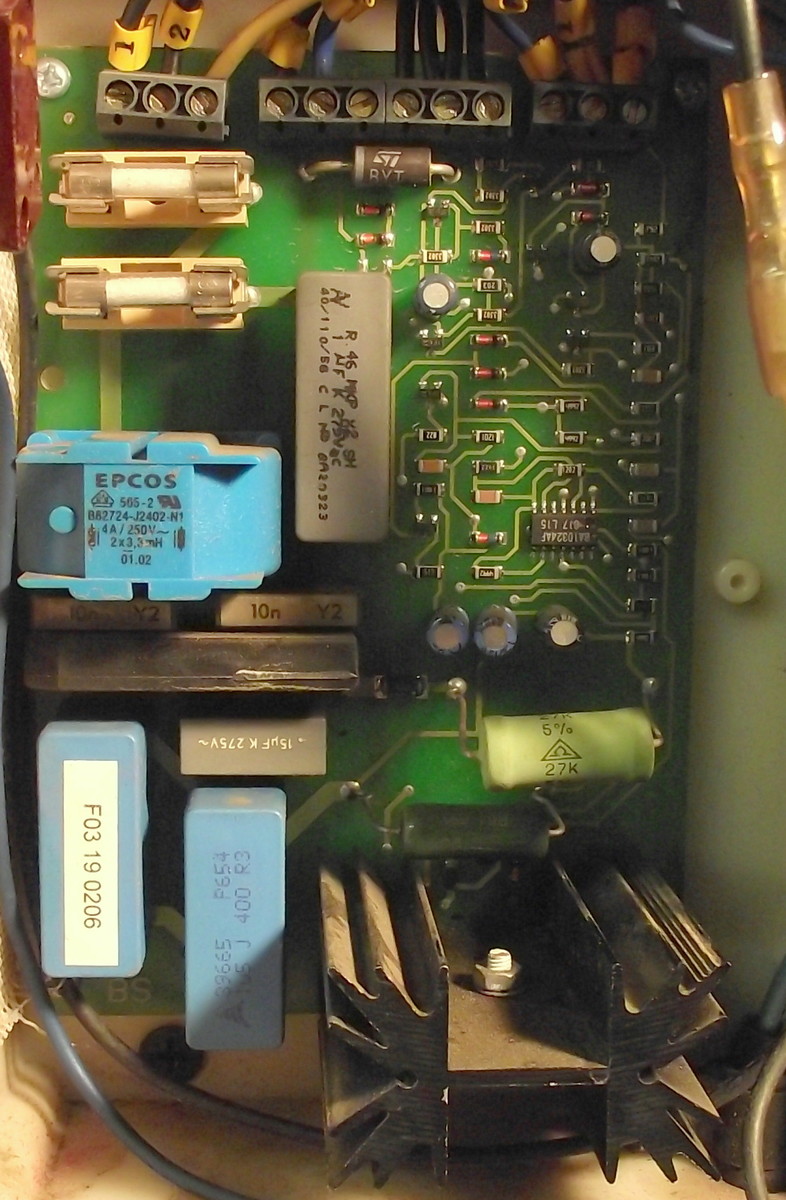
Einfach da was rein basteln geht auf jeden Fall nicht. Da keinerlei Trafo zu sehen ist, kann man davon ausgehen daß die Steuerung nicht potentialgetrennt ist. Also ist auf dem Poti ggf. Netzpotential und man kann da nicht einfach statt dessen 0-10V oder so ähnlich draufgeben. Aus den Bildern werde ich nicht ganz schlau. Ich erkenne nicht mal einen Brückengleichrichter, aber eine Triac Vollwellensteuerung scheidet ja wohl auch aus weil es kein Allstrom Reihenschlussmotor ist. Also entweder man baut eine komplette neue Motorsteuerung oder man analysiert die Schaltung der alten und schaut ob man sie so modifizieren kann daß man statt dem Poti einen Regeleingang für eine zu bauende Drehzahlregelung hat. Aber dazu muss man genau wissen was man tut weil wie gesagt: keine Potentialtrennung zur Netzspannung.
Angehängte Dateien:
-

DSCF8598.JPG
210 KB -

DSCF8527.JPG
240 KB
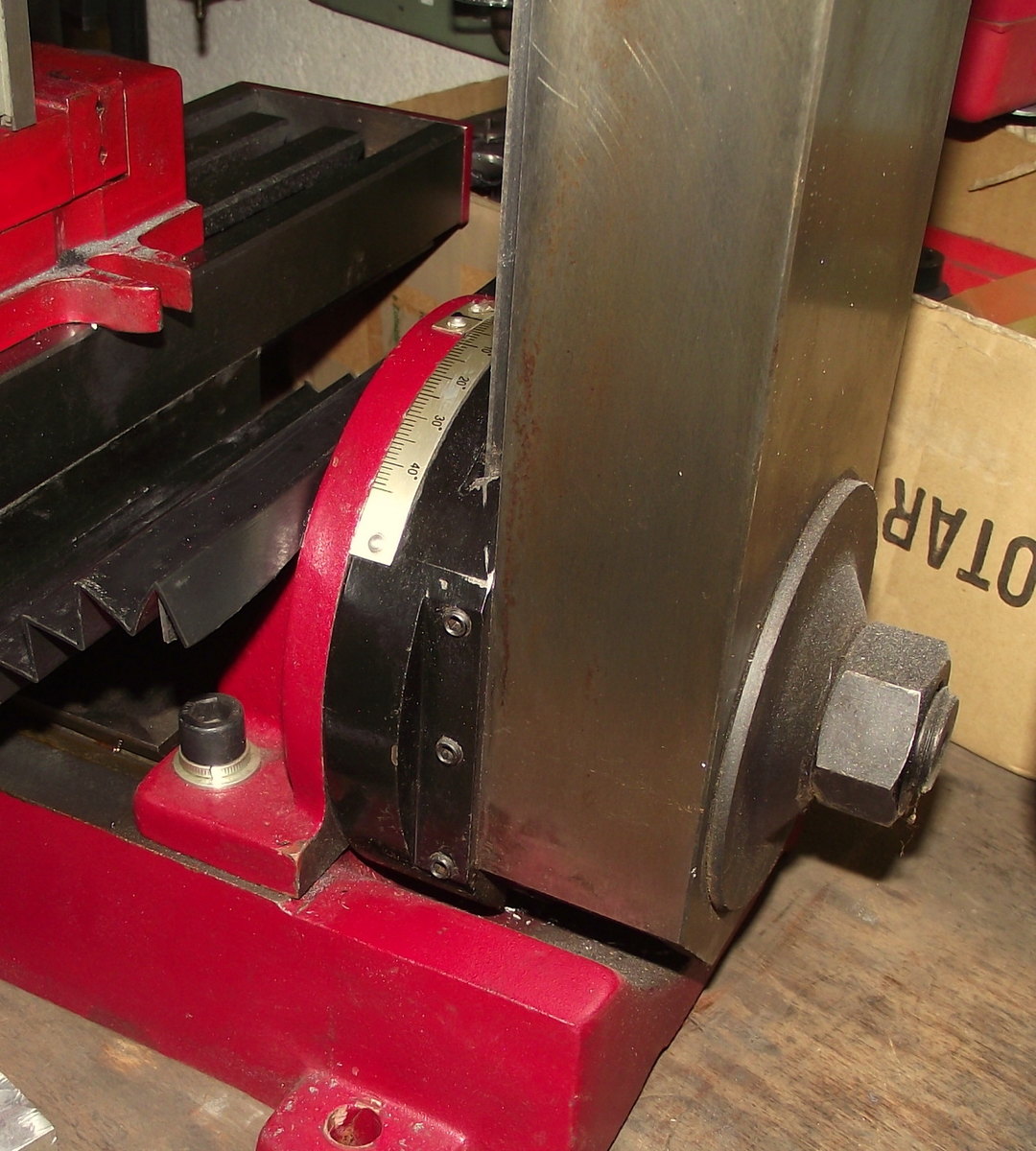
Danke Matthias und Du Gast für Eure Antworten! Der Andere schrieb: > ob man sie so modifizieren > kann daß man statt dem Poti einen Regeleingang für eine zu bauende > Drehzahlregelung hat. Das war genau das, woran ich mit meinem bisschen E-Technik-Grundwissen dachte. (Man drückt ein Knöpfen, sagt der Schaltung dass sie jetzt diese Drehzahl halten soll.) Matthias L. schrieb: > aber von der Zustellung, die Karsten da > vorschwebt, fällt sie noch lange nicht auseinander. Zumal ich ihr "Rückgrad" auch verstärkt habe ....(siehe Foto) Danke und Grüße Karsten
Ah, dann sind Hinweise auf die Zerspanungsbude offenbar unnötig... ;-)
Matthias L. schrieb: > Die Frage lautet daher: Kennt jemand eine fertige, gute und > preisgünstünstige Motorregelung für einen permanenterregten > 230V-Gleichstrommotor mit Kohlebürsten und 350W? Die Motorsteuerung von Rotwerk (EDM300DS)ist nicht schlecht, jedoch aufgrund der fehlenden Ist-Wert Erfassung ist die Drehzahl im unteren Bereich sehr ruckartig bei wechselnder Last. Bei konstanter Last liefert der Motor mit Stromreglung dagegen ein brauchbares Drehmoment. Der EDM350DS hat Lichtschranke zur IST-Wert Erfassung.
Karsten P. schrieb: > Ich möchte jetzt z.B. ein großes Zahnrad aus Stahl anfertigen Bei Baustahl (ST37 oder ä) kann die Maschine noch verkraften. Bei Vergütungsstahl mit höherer Festigkeit ist 350W Motor überfordert. Wie viele Drehmoment muß das Zahnrad verkraften? Wenn es nicht zu hoch ist, würde ich aufgrund der besseren Zerspannen mit POM versuchen.
Moin Tany, für das Zahnrad habe ich Baustahl genommen, ist auch schon fertig gedreht ....(siehe oben 1.Bild). Ist das fehlende 130er Wechselrad meiner alten Drehbank. Sitzt eigentlich nur für ein paar zöllige Gewinde auf der Leitspindel. Hat also nicht viel auszuhalten. Soll aber so aussehen wie der Rest, deshalb Stahl .... Gruß Karsten
Warum machst du des dann nicht in Pertinax? Alternativ kannst du auch nen Gravierstichel nehmen. Da passt das dann mit den Drehzahlen. Und der rupft auch nicht.
Karsten P. schrieb: > Soll aber so aussehen wie der Rest, deshalb Stahl .... Karsten P. schrieb: > hatte ich die Idee, dass es doch vll. möglich ist jetzt noch eine > kleine parallele Schaltung nachzurüsten, welche diesen Drehzahleinbruch > ausgleicht. > Habt Ihr da eine Idee, die einfach zu verwirklichen wäre ?
Wenn da schon ein Poti dran ist - wieso nicht einfach ein Servo nehmen das daran dreht (eventuell über einen Riemen)? Auf die Motorachse eine Lochscheibe und dann kannst du völlig unabhängig von der Originalelektrik, genau das Verhalten einprogrammieren das du willst.
Angehängte Dateien:
-

DSCF8690.JPG
230 KB -

DSCF8668.JPG
340 KB -

DSCF8694.JPG
230 KB -

DSCF8701.JPG
240 KB
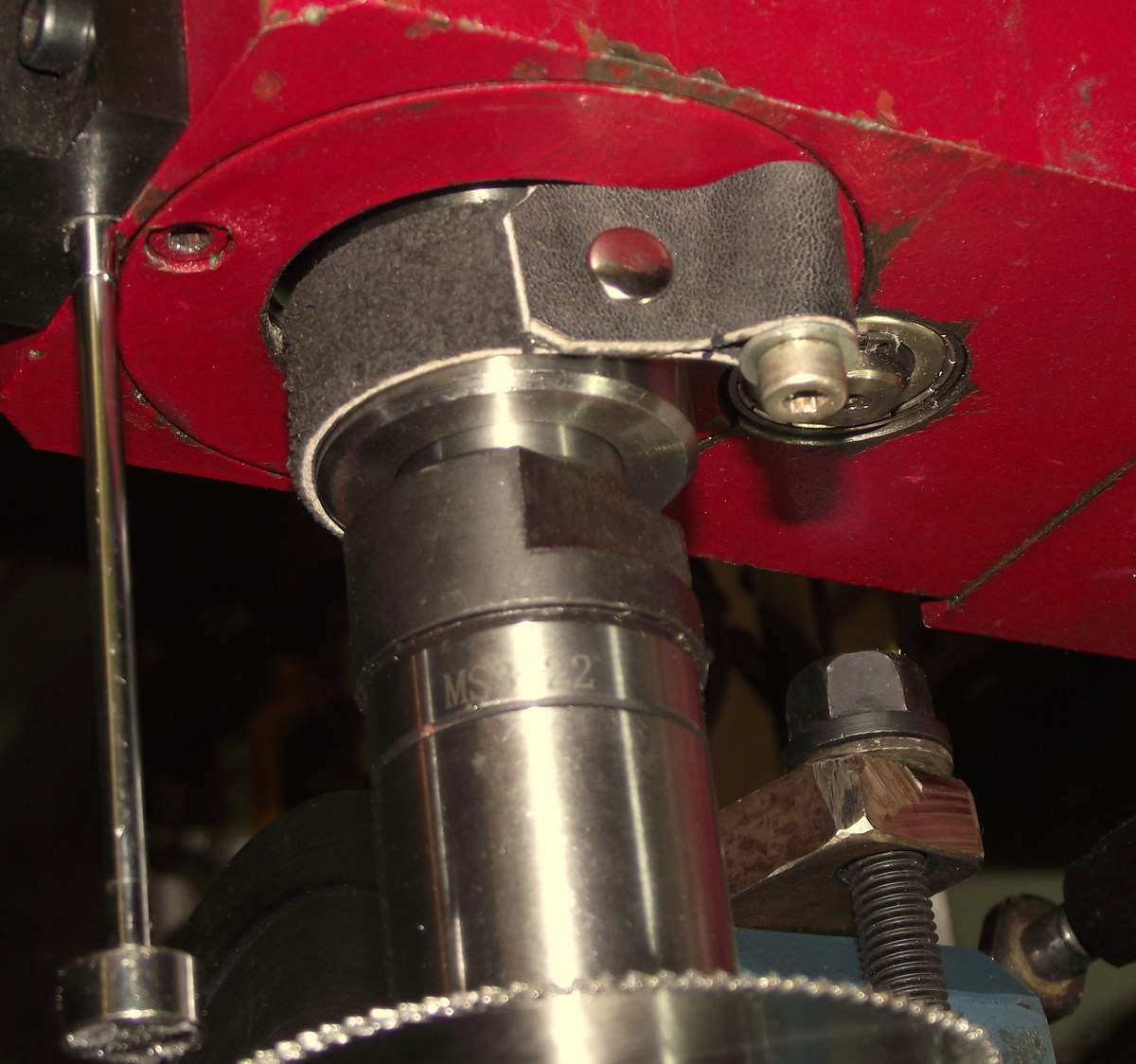
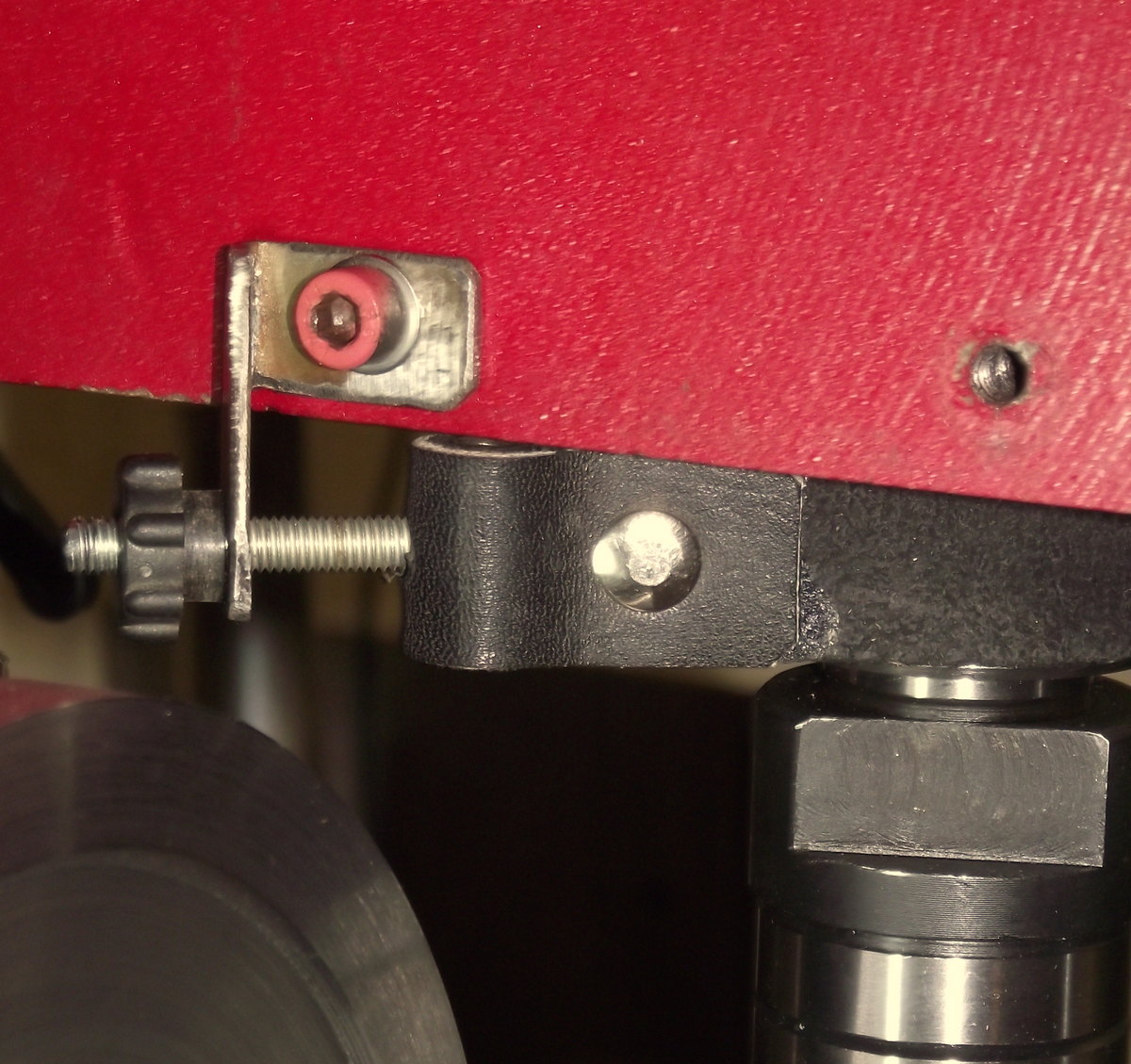
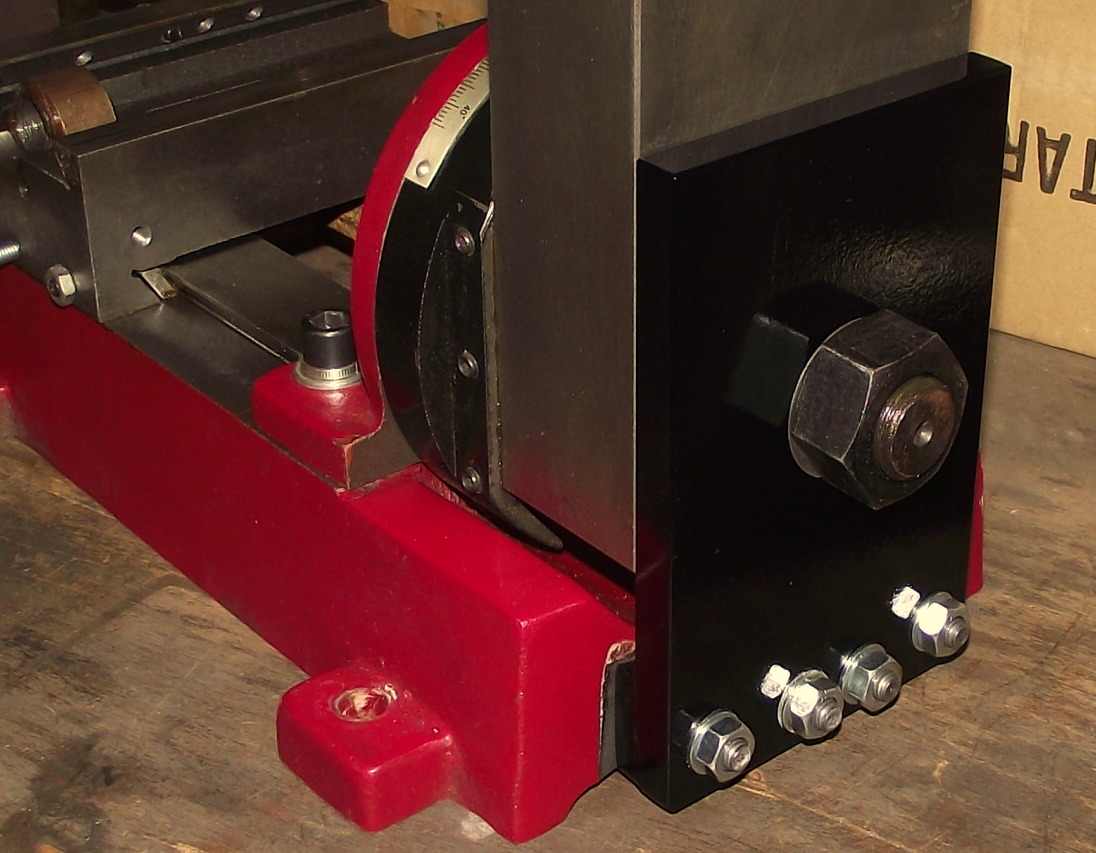
Moin moin, vielen Dank für Eure Anregungen. Aber ich hab das Problem jetzt auf die Schnelle erst mal mechanisch gelöst: Nachdem beim 5.Zahn mein Mittelfinger mir schon andeutete, dass ab dem 10.Zahn mit einer Sehnenscheidenentzündung zu rechnen ist, musste das Bremsen irgendwie anders erledigt werden! (Siehe Fotos) Klappt ganz vorzüglich. 400rpm. im Leerlauf, runtergebremst auf 270rpm. Da macht sich das zusätzliche Moment vom Fräsen kaum noch bemerkbar. Wenn das Sägeblatt voll im Metall ist, fällt die Drehzahl auf 250rpm. Späne kalt, Sägeblatt kalt, Motor kalt, alles bestens! Gruß Karsten
Angehängte Dateien:
-

DSCF8718.JPG
240 KB
Matthias L. schrieb: > Interessante Lösung! Danke! Ich behaupte mal: Hat sich bewehrt. Motor wurde so nach ca. 30 Schnitten handwarm (Dann hab ich ne Pause gemacht), Sägeblatt schneidet nach 130 Schnitten noch wie beim 1. Gruß Karsten
Prima! Zwei Fragen, neugierdehalber: 1. Wie hast du denn die Rückseite der Bremse realisiert? Hält der Gurt da von alleine ode ist noch ein Gummi oder eine Feder mit im Spiel? Und 2. Was ist denn das für ein interessanter Telekop-Stab an der Halterung der überflüssigen Schutzscheibe?
Angehängte Dateien:
-

DSCF8719.JPG
240 KB -

DSCF8722.JPG
180 KB

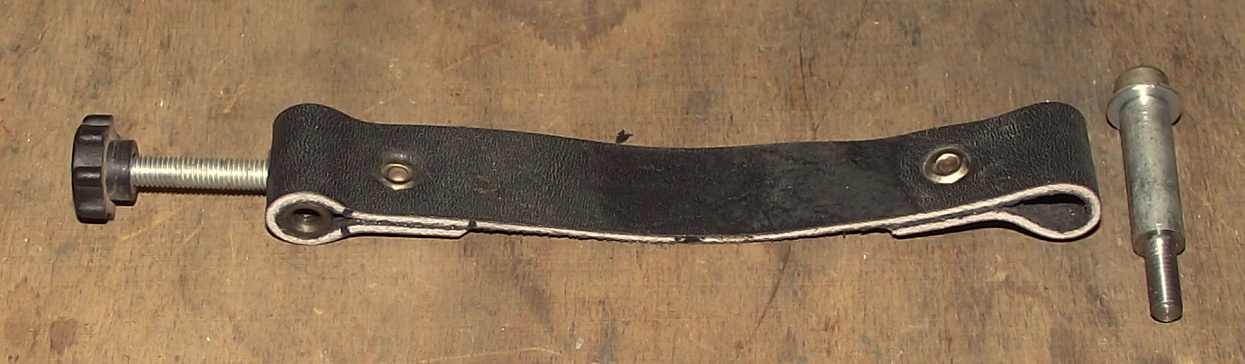
Matthias L. schrieb: > 2. Was ist denn das für ein interessanter Telekop-Stab an der Halterung > der überflüssigen Schutzscheibe? Das ist ein Teleskop-Magnet, der nimmt beim Fräsen prima die Späne aus dem Sägeblatt. Nach jedem Schnitt hochgefahren, mit dem Finger die Späne abgestreift, wiederum in einer Magnetschale "abgelegt" (siehe Foto) und den Magnet dann wieder 1mm über die Verzahnung des Sägeblattes ..... Matthias L. schrieb: > 1. Wie hast du denn die Rückseite der Bremse realisiert? Hält der Gurt > da von alleine ode ist noch ein Gummi oder eine Feder mit im Spiel? Das ist alles im Winkel, der Riemen richtet sich bei etwas Spannung von selbst aus. Siehe Foto, mehr ist es nicht und ohne eine zusätzliche Bohrung im Fräskopf ..... Lässt sich aber sehr fein regulieren, 1/5 Umdrehung der Mutter >> ca. 10 U/min. an der Spindel. Gruß Karsten
Danke, die Bremse reizt mächtig zum Abkupfern!
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.