Hallo, ich habe ein etwas älteres Projekt wieder aufleben lassen und bin gerade mitten im Bau meiner CNC-Fräse. X und Z-Achse sind fast fertig, Sorgen macht mir noch die Y-Achse, diese soll beidseitig über Kugelumlaufspindeln angetrieben werden (Spindeln 1605 sind auch schon im Bestand). Angetrieben werden sollen alle 4 Spindeln mit Nema23 Steppern, 3Nm (ebenfalls schon am Lager). Aber wie beide am besten "synchronisieren", damit sich das Portal nicht verzieht? Dabei schweben mir jetzt nicht unbedingt "Schrittverluste" vor, eher der einseitige Ausfall eines Treibers, Kabelbruch o.ä. Der schlimmste Fall wäre wohl einseitig wird angetrieben und auf der anderen Seite liefert der Treiber Haltestrom weil z.B. kein Takt anliegt oder Richtungssignal abgerissen, etc... Auf Grund des obenliegenden Gantry-Designs und der Vermeidung einer radialen Belastung der Spindelenden würde ich ungern über einen Zahnriemen synchronisieren. Auch wäre die Riemenführung dann sehr unästhetisch. Abgesehen davon, dass dann wohl nur ein Motor in der Mitte besser wäre. Da Hohlwellen-Drehgeber mit akzeptablen Auflösungen zur "exakten" Positionsermittlung im Moment nicht wirklich ins Budget passen, habe ich mir folgendes überlegt und würde das mal offen zur Diskussion stellen: Meine Schrittmotore haben zwei Wellenenden rausgeführt. Folgende Drehgeber sind auch recht günstig zu beschaffen: http://www.ekt2.com/pdf/96_ROTARY_ENCODER_HN38-06-N.pdf Die 400 Pulse reichen zwar nicht um die Position "exakt" zu erfassen, wären aber hinreichend genau um eine Beschädigung am Portal zu vermeiden. (Bei einer Spindelsteigung von 5mm entspricht ein Puls 1,25/100mm). Wenn ich nun die Pulse auf beiden Seiten über einen separaten (weil sicherheitsrelevanten) µC mitzähle und vergleiche könnte man ja bei einer Differenz von >=2 Schritten z.B. die Enable-Eingänge der Endstufen abschalten und ein Not-Halt Signal an den Hauptkontroller ausgeben. Damit würde da Portal dann rechnerisch um maximal 0,003° "verkanten" und da wird die Steigungsabweichung zwischen den beiden Spindeln schon um Potenzen schlimmer sein. Soweit der aktuelle Stand meines Brainstormings... Wie habt ihr das bei Euren Fräsen gelöst? Gruß Dominik
Dominik schrieb: > Da .... und....nicht wirklich ins Budget passen, habe ich > mir folgendes überlegt und würde das mal offen zur Diskussion stellen: Sparen und dann richtig machen.
Dominik schrieb: > Wie habt ihr das bei Euren Fräsen gelöst? Zahnriemen. Synchronisieren ist immer Scheisse: Wenn man den Strom abstellt, springt ein Schrittmotor zur einen oder anderen Rastposition, je nach Zugbelastung. Schaltet man dann wieder ein, springt er erneut, nun in die angesteuerte Vollschrittposition. So addieren sich die Fehler bis der ganze Kram schräg steht und klemmt. Wenn man das elektronisch verhindern will, braucht man keine Incrementalencoder, sondern Absolutwertencoder, zumindest absolut über den Bereich eines Vollschritts, und sauberen Code beim einschalten der erst mal die Lage korrigiert, was die üblichen G-Code-Router nicht tun. Dominik schrieb: > Wenn ich nun die Pulse auf beiden Seiten über einen > separaten (weil sicherheitsrelevanten) µC mitzähle und vergleiche könnte > man ja bei einer Differenz von >=2 Schritten z.B. die Enable-Eingänge > der Endstufen abschalten und ein Not-Halt Signal an den Hauptkontroller > ausgeben. Ein ausreichend dimensionierter Schrittmotor verliert in Betrieb keine Schritte, auf diese Kontrolle kannst du also verzichten. Es geht um den Moment der Aus-zeit und des Einschaltens.
Dominik schrieb: > Wie habt ihr das bei Euren Fräsen gelöst? Eine Steuerung nehmen, welches einen Gantry bedienen kann. Das bei der Referenzfahrt die Motoren ausrichtet. NCDriveXT Basic. www.4cam.de Gruß Thomas
Dominik schrieb: > könnte > man ja bei einer Differenz von >=2 Schritten z.B. die Enable-Eingänge > der Endstufen abschalten und ein Not-Halt Signal an den Hauptkontroller > ausgeben. Es kann leicht sein, dass das öfter passiert, was dann ziemlich auf die Nerven geht - besser wäre es, im Betrieb den Unterschied auszugleichen. Bei solchen "elektronischen Getrieben" werden die Motoren so angesteuert, dass sie immer die gleiche Winkelstellung haben. Man muss also die Möglichkeit haben, auf Anforderung beim einen oder anderen Motor einen Schritt auszulassen, der Rest ist Software. Georg
Route 6. schrieb: > Sparen und dann richtig machen. Dem stimme ich gewöhnlich zu, allerdings habe ich diesmal nur den Fokus auf die Komponenten gelegt, die für mich später schlecht korrigierbar sind wie Führungen, Spindeln und Anlageflächen... Andere Encoder, Closed-Loop, alles Sachen, die man nachrüsten kann, bei schlechten Führungen hilf meist nur ne neue Fräse... Michael B. schrieb: > Wenn man das elektronisch verhindern will, braucht man keine > Incrementalencoder, sondern Absolutwertencoder, zumindest absolut über > den Bereich eines Vollschritts, und sauberen Code beim einschalten der > erst mal die Lage korrigiert, was die üblichen G-Code-Router nicht tun. Ich hatte über Anbaumessschieber nachgedacht, allerdings lösen die mein Problem nicht, weil die Daten doch etwas langsam über die üblichen Schnittstellen wandern. Die Problematik mit der Einschaltstellung hatte ich auf dem Schirm und wollte mir die getrennte Ansteuerung der beiden Motoren sogar zu nutze machen um ggf. den 90° Winkel zwischen X und Y nachzujustieren indem das Portal beidseitig Endschalter bekommt. Thomas schrieb: > NCDriveXT Basic. > www.4cam.de Das guck ich mir auf jeden Fall nochmal genauer an. Michael B. schrieb: > Ein ausreichend dimensionierter Schrittmotor verliert in Betrieb keine > Schritte, auf diese Kontrolle kannst du also verzichten. Das, wie gesagt, denke ich wird auch das kleinste Übel sein, der einseitige Ausfall eines Antriebs macht mir Sorgen, eben weil die Motoren schon recht kräftig sind. georg schrieb: > Man muss also die Möglichkeit haben, auf Anforderung beim einen oder > anderen Motor einen Schritt auszulassen, der Rest ist Software. Grundsätzlich könnte man natürlich anstatt den Not-Halt zu proben auch die Schrägstellung versuchen zu korrigieren, allerdings gehe ich davon aus, dass wenn die Achsen nicht mehr synchron stehen höchstwahrscheinlich ein schwerwiegender Fehler vorliegt. Auch sehe ich das Problem, dass wenn es einseitig Abweichungen gibt, eine Korrektur der anderen Seite wahrscheinlich einen Versatz zwischen Werkzeug und Bauteil bedeutet. Vllt.sollte ich noch dazu sagen, dass die Fräse vordringlich für Alu zum Einsatz kommt und ich noch guter Dinge bin, dass auch Automatenstahl funktionieren wird. Gruß Dominik
Hi, so als Billigvariante könnte man doch über 2 10-Gang Potis in einer Brücke nachdenken. Über einen OV + ADC wäre die Achskorrektur in Software gut möglich. Viel Erfolg, Uwe
Ich fahre das Portal nach dem erstmaligen Einschalten in den mechanischen Anschlag, dann ist alles wieder rechtwinklig ausgerichtet.
Dominik schrieb: > der einseitige Ausfall eines Treibers, Kabelbruch o.ä. Motoren in Reihe an einem treiber?
Uwe schrieb: > Hi, > so als Billigvariante könnte man doch über 2 10-Gang Potis in einer > Brücke nachdenken. Über einen OV + ADC wäre die Achskorrektur in > Software gut möglich. > > Viel Erfolg, Uwe Ist in der Tat eine gute Idee, hab ich mal so mit einem Nadelventil gemacht, allerdings ist der Verfahrweg hier etwas über 500 mm, macht 100 Umdrehungen, es war auch immer etwas tricky die potis einzumessen, da auch die linearen nicht ganz so linear sind. Bastler schrieb: > Ich fahre das Portal nach dem erstmaligen Einschalten in den > mechanischen Anschlag, dann ist alles wieder rechtwinklig ausgerichtet. Brutal! Na ja, sind bei 3nm und 5 mm steigung 34kg pro Seite, also sicher nicht so tragisch :-) Aber genug um das portal auf den Schlitten zu verdrehen... Gabriel M. schrieb: > Dominik schrieb: > der einseitige Ausfall eines Treibers, Kabelbruch o.ä. > > Motoren in Reihe an einem treiber? Ist es tatsächlich so einfach? Wie verhalten die sich in Reihe beim Mikroschrittbetrieb? Außer dass die Spannung verdoppelt werden muss? Gruß Dominik
Hallo, die beiden Motoren benötigen je einen eigenen Treiber. Totalausfall kann man am einfachsten an der Stromaufnahme des Treiber erkennen. Gruß Peter
Ich habe auch eine obenliegende Gantry. Ohne Bestromung sollte das Portal steif genug sein um gerade zu liegen. Ich synchronisiere momentan nicht. Die achsen laufen einzeln. Allerdings will ich später umbauen, so das eine Achse als Slave unter Mach3 läuft. Dann wird sie nachgeführt. das bedingt aber das beide eine eigene Erkennung der Nullposition ahben. Dazu habe ich Reflexkoppler genommen. Diese lassen sich mit Stellschraube verschieben.
moin moin, als Messpunkte die Spindel zu nehmen ist ungünstig. Lokal auf der Traverse messen ist ortsunabhängig. Dazu "einfach" auf einer Seite einen Laserpointer anbauen, der auf der anderen Seite auf 2 Fotoelemente leuchtet. Wird durch Krafteinwirkung der Traverse aus der ortogonalen Lage verdreht, kann über die 2 Fotoelemente bestimmt werden, wie gegengesteuert werden muss. Dazu kommt auf einer Seite ein Schritt zum Ausgleich extra. VG Peter
Dominik schrieb: > Ich würde ungern über einen > Zahnriemen synchronisieren. Dann nimm doch eine Welle mit zwei Kegelräder.
Pieter schrieb: > moin moin, > > als Messpunkte die Spindel zu nehmen ist ungünstig. > Lokal auf der Traverse messen ist ortsunabhängig. > Dazu "einfach" auf einer Seite einen Laserpointer anbauen, der auf der > anderen Seite auf 2 Fotoelemente leuchtet. > Wird durch Krafteinwirkung der Traverse aus der ortogonalen Lage > verdreht, kann über die 2 Fotoelemente bestimmt werden, wie > gegengesteuert werden muss. Dazu kommt auf einer Seite ein Schritt zum > Ausgleich extra. > > VG > Peter So geht es natürlich auch ! Muss ich mir mal kostruktiv durch den Kopf gehen lassen. Dauert bei mir aber noch etwas. Der Hausumbau ist nicht mal zu 50% fertig.
Pieter schrieb: > Dazu "einfach" auf einer Seite einen Laserpointer anbauen, der auf der > anderen Seite auf 2 Fotoelemente leuchtet. Es wird hier immer abstruser. Wo soll denn der sich mit bewegende Laserpointer befestigt sein, wenn nicht an der Traverse ? Und wenn die sich verdreht, zeigt auch der Laser in die verdrehte Richtung, und damit immer noch genau zwischen die Photodioden die am anderen Ende der Travser montiert sind, wo auch sonst, denn die Traverse wird sich zunächst mal nicht VERBIEGEN. Bitte bleib bei deinem Legobaukasten, von Mechanik hast du keine Ahnung. Es gibt überhaupt keinen Grund, eine Gantry zu überwachen, wenn die Schrittmotoren ausreichend ausgelegt und angesteuert sind, dann verlieren sie nämlich keine Schritte, und sind sie nicht ausreichend, ist die ganze Konstruktion Murks, ein Schrittverlust führt bei nicht-orthoganalen Fräsbahnen zu fehlerhaft gefräster Oberfläche, da kann man nicht nachträglich korrigieren, der Ditscher ist drin. Ausserdem, wenn ein Schrittmotor erst mal aus dem Tritt kommt, kann man nicht einfach einen Schritt nachschieben, schliesslich fährt der Motor normalerweise so schnell, daß er eine Beschleunigungs- und Abbremsrampe benötigt um die Masseträgheit zu schaffen, und hat es schon beim letzten Schritt nicht geschafft, warum also bei diesem zeitlich mittenrein hauenden und damit doppelt so schnellen Schritt ? Man müsste beide Motoren stoppen und neu beschleunigen und hat dann nicht einen sondern hunderte Schritte Fehler im System. Vergesst einfach die ganze Theorie daß Schrittmotorfehler korrigierbar wären. Sie dürfen nicht auftreten. Punkt.
Miss doch AN den Motoren, ob die Strompulse kommen. Die Wahrscheinlichkeit, daß ein Motor selber defekt ist, ist recht gering.
Michael B. schrieb: > o soll denn der sich mit bewegende Laserpointer befestigt sein, wenn > nicht an der Traverse ? zb. an der Seitenwange Michael B. schrieb: > denn die Traverse > wird sich zunächst mal nicht VERBIEGEN. Das nicht aber beim Einschalten rasten die Motoren in die nächste Vollschrittposition und die Richtung ist nicht definiert. Daher ist es sinnvoll die Achsen zu synchroniesieren. Michael B. schrieb: > da > kann man nicht nachträglich korrigieren, der Ditscher ist drin. Darum geht es auch nicht, sondern um den Ausgleich beim Anfahren der Referenzposition VOR dem Fräsjob. Aber vielleicht bist Du mit Deinem Lego noch nicht so weit gekommen, das es notwendig wäre. Michael B. schrieb: > Bitte bleib bei deinem Legobaukasten, von Mechanik hast du keine Ahnung. Naja er hat Seine Fräse selbst gebaut und die Steuerung selbst programmiert. Aber nicht mit Lego. Er swis schon wovon er redet. Du solltest vielleicht auch mal über deinen Tellerrand schauen.
das ist schön : laberkopp Nomen est omen nur zur Info: Habe jahrelang Portalkrane ( https://de.wikipedia.org/wiki/Portalkran ) im Seehafen gewartet. >>Traverse wird sich zunächst mal nicht VERBIEGEN. Das ist nur eine Frage der einwirkenden Kraft. Und ob die im Vorfeld ausreichend groß angesetzt ist?
Peter H. schrieb: > die beiden Motoren benötigen je einen eigenen Treiber. Stephan schrieb: > Ohne Bestromung sollte das > Portal steif genug sein um gerade zu liegen. Sehe ich auch so, was wie gesagt zu dem befürchteten Problem führt, dass eigentlich nur dann auftritt wenn einer "blockiert". Wenn er nicht bestromt ist, wird er mir leichtem Versatz mitgezogen, dass wäre weniger tragisch. Pieter schrieb: > Dazu "einfach" auf einer Seite einen Laserpointer anbauen, der auf der > anderen Seite auf 2 Fotoelemente leuchtet. Ja, die Anführungsstriche sind berechtigt, es bedarf sicher ein paar technischer Raffinessen um da einen Versatz von ein paar Hundertstel mm auszumachen, insbesondere, da sich mein Portalbalken wahrscheinlich unbeeindruckt zeigen wird, der ist als Torsionskasten mit hochfestem Alu ausgeführt und ist zusätzlich mit ner 20mm Stahlplatte aus C45 verstärkt... Die Verdrehung würde ich wohl gegen das Gestell messen müssen, da das schwächste Glied die 25er Linearführungen und Ihre 4 Wagen sind. Michael B. schrieb: > Vergesst einfach die ganze Theorie > daß Schrittmotorfehler korrigierbar wären. Sie dürfen nicht auftreten. > Punkt. Werden Sie auch nicht auf Grund von Überlastung. Wie gesagt, meine Sorge ist der Ausfall eines Motors auf einer Seite, schlimmstenfalls mit "Haltestrom". Harry schrieb: > Miss doch AN den Motoren, ob die Strompulse kommen. Die > Wahrscheinlichkeit, daß ein Motor selber defekt ist, ist recht gering. Ja, das ist zwar komplizierter aber auch denkbar! (Wobei ich glaube, dann nehme ich doch eher die 2 Encoder im Eingangspost für 20€ aus Fernost) :-) Pieter schrieb: > Das ist nur eine Frage der einwirkenden Kraft. > Und ob die im Vorfeld ausreichend groß angesetzt ist? Das wäre ein guter Aufhänger um Mal die ganzen Überlegungen zum Flächenmoment 2. Grades bei unterschiedlicher Materialpaarung rauszukramen... Oder besser auch nicht, dann wird mir nur wieder übel und das ursprüngliche Thema rückt in weite Ferne... Also bislang gefiel mir der Vorschlag mir der Reihenschaltung fast am Besten, allerdings kann ich die Motoren dann nicht separat fahren und habe einen Treiber mit doppeltem Spannungsbedarf bei ungeklärten Auswirkungen auf den Mikroschrittbetrieb - scheint vorerst keine Option zu sein. Die Encoder auf der 2. Wellenachse des Schrittmotors würden zumindest das "gegeneinander" arbeiten erkennen, fällt eine Wellenkupplung o.ä. aus, ist das nicht zu detektieren, eigentlich müssten die Encoder auf die andere Seite der Spindel, aber da ist keine Montagemöglichkeit. Zusätzlich bleibt das Problem der ggf. unterschiedlichen Spindelsteigung (Toleranz), was notfalls noch mit Teach-In lösbar wäre... Eine beidseitige Lasermessung zwischen Grundgestell und Portal wäre natürlich top, aber für Lasersensoren die das zu leisten vermögen kann ich eine komplette Fräse kaufen (Ich arbeite im QM-Bereich und habe schon einige in der Hand gehalten). Anbaumesschieber sind wie gesagt zu langsam, wären für´s Teach-In und die Positionskontrolle aber wiederum "nice to have"... Allmählich dämmert mir, es wird wohl eher eine Entscheidung Risiko oder "Sparen" werden, aber auch dann wüsste ich jetzt noch nicht 100% welcher Ansatz dann am Besten ist. Eine kleine Bitte hätte ich noch: Der Wissens- und Erfahrungsstand der unterschliedlichen Forenteilnehmer ist ebenfalls unterschiedlich. Es wäre schade den Thread, wie so viele zuvor, zunichte zu machen um einen Schlagabtausch durchführen zu können. Grundsätzlich sind alle Ideen erstmal gut, manchmal benötigen Sie einer Verfeinerung, manchmal werden Sie verworfen. Und wenn Sie dann im aktuellen Projekt nicht untergebracht werden kommt irgendwann der Tag wo die Idee vllt. zu einer anderen Lösung passt und dort sogar vllt. den Königsweg darstellt. Denn auch ich muss mir öfter vor Augen halten, dass die starren Vorgehensweisen, die man gelernt hat gelegentlich besser durch Kreativität gelöst werden könnten. Also bitte weiterhin alle Ideen posten. Danke! Gruß Dominik
Moin, hätte noch einige AEDA-3300-TBK abzugeben. Älter, aber lösen 30k Schritte pro Umdrehung auf. Interesse? -- SJ
Ich würde es überhaupt nicht elektronisch synchronisieren Du addierst nur "point of failure"s statt sie zu eleminieren. Entweder Zahnriemen oder Königswelle. http://www.cyrom.org/palbum/main.php?g2_itemId=7080&g2_imageViewsIndex=1 http://www.cyrom.org/palbum/main.php?g2_itemId=7086&g2_imageViewsIndex=1 http://www.cyrom.org/palbum/main.php?g2_itemId=4594&g2_imageViewsIndex=1 Die sorgen mit der seitlichen belastung kannst Du vergessen wenn du die riemen/wellen "mit Spiel" machst. auf einen halben Zahn des Riemenrades pro Seite kommts ja nicht an wenns nur das Zerreissen des Portals verhindern soll. Im übrigen ist genau jene Maschine aus den Bildern verreckt als der Käufer sie ein paar monate mit einem Treiber auf einen Stepper betrieben hat, weil der Andere gestorben war. Nach 2 monaten (!) is der Zahnriemen gerissen und dann hat die funktionierende Spindel das Portal schiefgezogen und geknackt. Michael.
Michael B. schrieb: > Die sorgen mit der seitlichen belastung kannst Du vergessen wenn du die > riemen/wellen "mit Spiel" machst. auf einen halben Zahn des Riemenrades > pro Seite kommts ja nicht an wenns nur das Zerreissen des Portals > verhindern soll. Michael B. schrieb: > Im übrigen ist genau jene Maschine aus den Bildern verreckt als der > Käufer sie ein paar monate mit einem Treiber auf einen Stepper betrieben > hat, weil der Andere gestorben war. Nach 2 monaten (!) is der Zahnriemen > gerissen und > dann hat die funktionierende Spindel das Portal schiefgezogen und > geknackt. Also lautet der Vorschlag Riemen oder Welle nicht zur Synchronisation sondern mit gleich mit nur einem Motor? Zahnriemen gefällt mir nicht so gut, bei der Portalbreite kommt dann die Steigungsabweigung vom Zahnriemen noch zu den Abweichungen der Spindeln. wenngleich diese auch vernachlässigbar klein sein wird. Allerdings wollte ich mir auch die radiale Belastung ersparen. Das wäre zumindest bei einer Welle (größtenteils) gegeben. Vorteil Riemen ist natürlich bei entsprechender Vorspannung und geeignetem Profil die Spielfreiheit. Bei der Welle mache ich mir dann allerdings wieder etwas mehr Sorgen um das generelle Spiel: Vollschritt bei 5mm sind 0,025mm Weg (1,8°), das wäre mir schon zu viel Spiel wenn bei einem 200er Kegelrad ein Zahn "fehlen" würde. Die Oberflächen sehen dann bei Richtungswechseln auch eher mau aus. Was ich jetzt auf den Bildern nicht gesehen habe ist welche Spindeln da im Einsatz sind? Trapez? (Ich habe Kugelgewinde, die sind im allgemeinen nicht selbsthemmend). Sven J. schrieb: > Moin, > > hätte noch einige AEDA-3300-TBK abzugeben. > > Älter, aber lösen 30k Schritte pro Umdrehung auf. > > Interesse? Ok, falls es mir irgendwie gelingen sollte das Signal zu verarbeiten, wäre die Lösung natürlich allererste Sahne, theoretisch könnte ich damit beide Motoren über den ganzen Bereich so fahren, dass das Portal "gerade" bleibt. Ist die Steigungsabweichung bei beiden Spindeln konstant und linear "easy going", ansonsten wird das ne verdammte große unsigned long look_up_table[3000000] :-) Respektive unsigned long lut[2][3000000] um auch gleich noch die Spindelabweichungen zu kompensieren ;-) Das müsste ich dann auf jeden Fall auf den Steuer-PC auslagern.
Dominik schrieb: > Brutal! Na ja, sind bei 3nm und 5 mm steigung 34kg pro Seite, also > sicher nicht so tragisch :-) Aber genug um das portal auf den Schlitten > zu verdrehen... Glaub du hast eine Null vergessen. 3Nm x 2 x Pi / 0,005m = 3770 N Beim Wirkungsgrad von ca. 0,8 komme ich da auf ca 307 kg
So da ich ja nicht nur korrigieren will sondern auch einen produktiven Beitrag leisten... Ich habe auch gerade eine Portalfräse konstruiert und gebaut. Nachdem ich bei YouTube die Maschinen von Alex CNC und Sebastian End gesehen habe, habe ich mich auch für nur eine KGS entschieden. Die von Sebastian End vorgestellten JMC Ihsv57 sind Servos die wie ein Schrittmotor angesteuert werden. Nachteil ist die Parametrierung ist sehr aufwendig. JMC Ihss57 lassen sich genau so ansteuern, sind aber leichter zu parametrieren. Beide haben einen Alarmausgang und melden können einen Fehler erzeugen wenn die gewünschte Position nicht erreicht wurde. Kosten mäßig recht interessant und sehr leistungsstark
Peter schrieb: > Dominik schrieb: >> Brutal! Na ja, sind bei 3nm und 5 mm steigung 34kg pro Seite, also >> sicher nicht so tragisch :-) Aber genug um das portal auf den Schlitten >> zu verdrehen... > > Glaub du hast eine Null vergessen. > 3Nm x 2 x Pi / 0,005m = 3770 N > Beim Wirkungsgrad von ca. 0,8 komme ich da auf ca 307 kg Schuldig, da kann ich mich nicht rausreden... War mir irgendwie beim schreiben schon so komisch wenig, hatte fast angst mich verkonstruiert zu haben, mit dem schub haette man stahl ja bestenfalls gravieren können ;-)
Dominik schrieb: > Also lautet der Vorschlag Riemen oder Welle nicht zur Synchronisation > sondern mit gleich mit nur einem Motor? Nein, der Vorschlag lautete 2 Motoren und mechanische Synchronisierung per Welle oder Riemen. Das mit dem "kaputt nach 2 Monaten" war nur ein Hinweis darauf daß man den Verschleiss an den reimen gerne überschätzt. Der Sync-Riemen muss ja im normalbetrieb keienrlei Kräfte aufnehmen, der läuft "leer" mit. Deshalb ist da auch jeglisches Spiel egal solange es insgesamt kleiner als 4/2 Vollschritte der Stepper ist. > Was ich jetzt auf den Bildern nicht gesehen habe ist welche Spindeln da > im Einsatz sind? Trapez? (Ich habe Kugelgewinde, die sind im allgemeinen > nicht selbsthemmend). Kugelgewinde Isel 16*4mm Hier das andere Ende der Spindeln: http://www.cyrom.org/palbum/main.php?g2_itemId=755&g2_imageViewsIndex=1 Hier eine Gesamtansicht: http://www.cyrom.org/palbum/main.php?g2_itemId=4935&g2_imageViewsIndex=1 Und hier ein kurzes Video der Maschine in Aktion beim neuen Besitzer des Shops kurz bevor einer der Stepper-Endstufen ausgefallen ist: https://youtu.be/BUqo3zxv5Vo Michael.
Hi,
Den Gedanken hatte ich mir auch schon mal machen müssen.
Ich würde zwei Inkrementalgeber mit Index an die Wellenenden schrauben
und eine externe Steuerung("Zwischenplatine") bauen, die bei Differenz
zwischen beiden Encodern abschaltet.
Zur "Initial Synchronisation" muss die Steuerung einen Homing-Betrieb
können, bei der die Steuerung unabhängig vom Computer die Motore beide
gleichmäßig drehen kann, bis sie in ihren Encoder-Index laufen. Sobald
die Absolute Position bekannt ist muss die Steuerung die Position eines
Motors korrigieren und danach das Kommando an den PC abgeben.
Da diese externe Steuerung die Step/Dir Signale vom PC bekommt und
weiterleitet könnte sie auch gleich dazu benutzt werden um den
Steigungsunterschied zwischen beiden Spindeln auszugleichen.
In EMC ließe sich das alles wahrscheinlich ganz gut integrieren.
P.S.: hi Löti ;)
schönen Gruß,
Alex
Michael B. schrieb: > Nein, der Vorschlag lautete 2 Motoren und mechanische Synchronisierung > per Welle oder Riemen. Das mit dem "kaputt nach 2 Monaten" war nur ein > Hinweis darauf daß man den Verschleiss an den reimen gerne überschätzt. > > Der Sync-Riemen muss ja im normalbetrieb keienrlei Kräfte aufnehmen, der > läuft "leer" mit. Deshalb ist da auch jeglisches Spiel egal solange es > insgesamt kleiner als 4/2 Vollschritte der Stepper ist. Ok, jetzt habe ich es verstanden, genauer gesagt muss die Konstruktion dann sogar ein "definiertes" Spiel haben, genug damit beide Motoren ungehindert ihren Dienst verrichten können, aber gerade wenig genug um im "Schlepp- betrieb" das Portal nicht zu verziehen. Alex schrieb: > Da diese externe Steuerung die Step/Dir Signale vom PC bekommt und > weiterleitet könnte sie auch gleich dazu benutzt werden um den > Steigungsunterschied zwischen beiden Spindeln auszugleichen. Ja, mit der externen Platine bin ich gedanklich auch noch nicht durch, ich habe mal zwei von den China-Encodern aus dem Eröffnungspost geordert, wenn se nix taugen kommen die irgendwann zur Drehzahlerfassung an den konventionellen Werkzeugmaschinen im Keller zum Einsatz. Aber im Moment hoffe ich mal noch, dass das Quadratursignal einigermaßen "sauber" ist, dann lassen sich vielleicht über die Flankenwechsel auch mehr als die 400 "Pulse" auslesen und eine Kompensation der Spindelabweichung würde mit 1600 "Schritten" schon im Bereich des sinnvollen liegen. Mal abwarten... Gruß Dominik
Ich hab meinen 3D Drucker mit 2 Z-Spindeln ausgerüstet. Beide haben einen eigenen Motor, beide sind über Zahnriemen verbunden. Tut man dies nicht verzieht sich das Gerät im stromlosen Zustand bei Krafteinwirkung. Wenn du die Motoren jedoch mechanisch koppelst musst du das auch elektronisch tun. Dafür gibt es mehrere Wege: der einfachste ist: Einen Treiber, beide Motoren Parallel (!) an diesen klemmen, fertig. der andere: Jeder Motor bekommt einen eigenen Treiber, beide Treiber erhalten die selbe Spannung und die selben Ansteuersignale. Der Zahnriemen muss gespannt sein (Bei Mädler gibt es ein onlinetool zur Berechnung) damit das funktioniert. Das elektronisch nachzukorrigieren ist mit Sicherheit aufwändiger, als die Zahnriemenlösung. Die geht nur nicht, wenn die Spindeln entgegengesetzt drehen, das hoffe ich aber mal nicht. Einen Zahnriemen kann man auch, entsprechende Umlenkpunkte vorrausgesetzt, um die Ecke legen, was der Flexibilität durchaus zuträglich ist. Unendlich lang kann man sie aber nicht machen.
Moin, Was kosten denn diese chinesischen Encoder? Ich nutze die WEDL5541 Encoder von Nanotec in einer anderen Anwendung und die funktionieren ganz gut. Die haben 1000 Striche (4000 counts / Umdrehung) und ein Index Signal. Der RS422 Treiber ist schon drinnen. Habe gesehen, dass die bei Nanotec inzwischen 70€ kosten - evtl. gibt es die auch woanders? Die mechanische Koppelung oder Koppelung über Parallelschaltung wäre für mich keine Option, weil der Steigungsunterschied "normaler" Kugelgewindespindeln schon recht groß sein kann. schönen Gruß, Alex
Christian B. schrieb: > Ich hab meinen 3D Drucker mit 2 Z-Spindeln ausgerüstet. Beide haben > einen eigenen Motor, beide sind über Zahnriemen verbunden. Tut man dies > nicht verzieht sich das Gerät im stromlosen Zustand bei Krafteinwirkung. Kein Wunder bei den fragilen Konstruktionen. Vermutlich wiegt bei uns das Portal so viel wie der ges. 3D Drucker. :-) UND NEIN mit einem Zahnriemen genug Vorspannung zu haben um 1m zu überbrücken ist alles andere als trivial. Da ensteht so viel Kraft das die Fest/Loselager, das die nicht lange halten werden. UND da kommt dann schon das Problem mit den Schwingungen des Zahnriemens auf den Tisch. Also alles nicht so ganz ohne. Bei den 10cm Deiner Z Achse ist das Spielerei.
Christian B. schrieb: > Ich hab meinen 3D Drucker mit 2 Z-Spindeln ausgerüstet. Beide haben > einen eigenen Motor, beide sind über Zahnriemen verbunden. Tut man dies > nicht verzieht sich das Gerät im stromlosen Zustand bei Krafteinwirkung. Mein 3D-Drucker hat sogar 3, Spindeln in der Z Achse, aber nur einen Motor. Sind aber 12x3er Trapezgewinde. Alles über Riemen verbunden. Gedruckt habe ich mit kleiner Druckplatte auch lange mit einer, klar die übliche Aufhängung ist „wackelig“ aber fürs Drucken hat’s gelangt, seitdem die massive 10mm aluplatte drin ist geht‘s aber nur noch mit dreien. Da man pro Druck auch nur einmal hoch und runter muss, langte mir da die „einfache“ variante mit tr-spindeln, so stürzt der Tisch auch nicht ab wenn der Strom ausfällt... Alex schrieb: > Moin, > Was kosten denn diese chinesischen Encoder? direkt aus china <10euro ;-)
Hi, Bei dem Preis wirklich verlockend! Im PDF steht nichts vom Index Signal, aber auf der Shop-Seite steht was von A,B,Z. Das wäre evtl. zu klären ob da nun ein Index vorhanden ist oder nicht... 2014 habe ich meine Encoder bei Nanotec für 42 € gekauft - jetzt 68€ ist schon irgendwie dreist. Such bei Aliexpress mal nach "CALT Micro Optical Encoder Module". Die sind den Nanotec Dingern sehr ähnlich - aber gibt es keine 5/6.35mm Bohrung zur Auswahl. Vielleicht ja auf Nachfrage... schönen Gruß, Alex
Angehängte Dateien:
-

IMG_3466.JPG
97 KB -

IMG_3464.JPG
110 KB -

IMG_3465.JPG
120 KB -

IMG_3467.JPG
110 KB

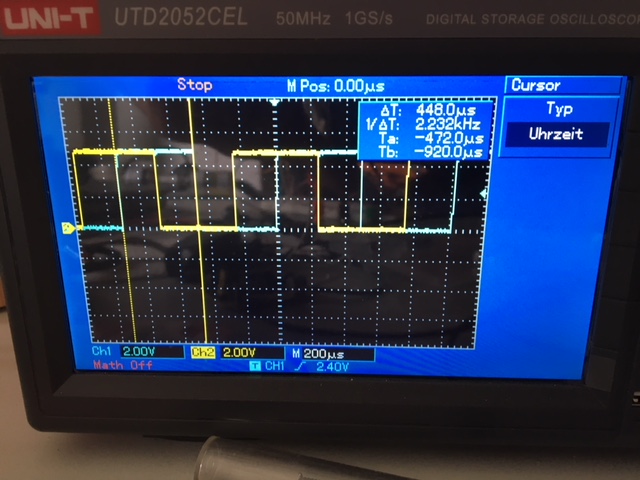
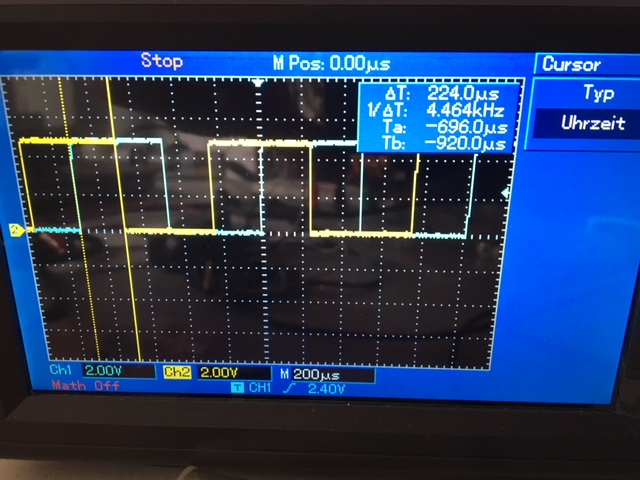
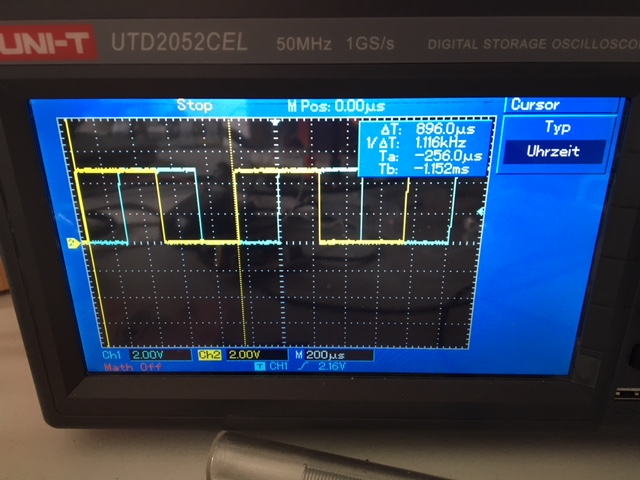
Hallo, ein kleiner Zwischenbericht: Der erste Encoder aus CN ist eingetroffen, auf Grund begrenzter Zeit nur ein sehr rudimentärer Testaufbau (Bild 66), lässt aber hoffen: Der Getriebemotor sollte mit 150 upm laufen, gemäß Bild 67 ist die Periode aber nur 896us lang, also läuft er im Leerlauf mit ~167 upm. Die Periodenlänge springt deutlich, schiebe ich vorerst auf den Getriebemotor, der "hört" sich auch schwer nach "unrund" an. Ist mit Sicherheit auch weder ein Präzisionsgetriebe drin noch würde das Teil ohne Getriebe rundlaufen ;-) Aber: die Flankenwechsel der beiden Signal stehen sauber 1/4 und 1/2 versetzt zur Gesamtperiode, damit lässt sich bei Auswertung aller Flankenwechsel wahrscheinlich eine Auflösung von 1600 Digits pro Umdrehung realisieren, das würde mir - wie oben erwähnt - genügen. (Macht rechnerisch 3.125*10^-3 mm für die Positionsbestimmung) Die Verarbeitung scheint auch äußerlich gar nicht so schlecht zu sein, hoffentlich kein Glückstreffer. Denke ich werde die Encoder zum Verbau vorsehen und mal gucken wie sich das in der Praxis ausgeht. Ein Indexsignal ist übrigens nicht vorhanden. Gruß Dominik
Angehängte Dateien:
-

gantry_frame.jpg
96 KB

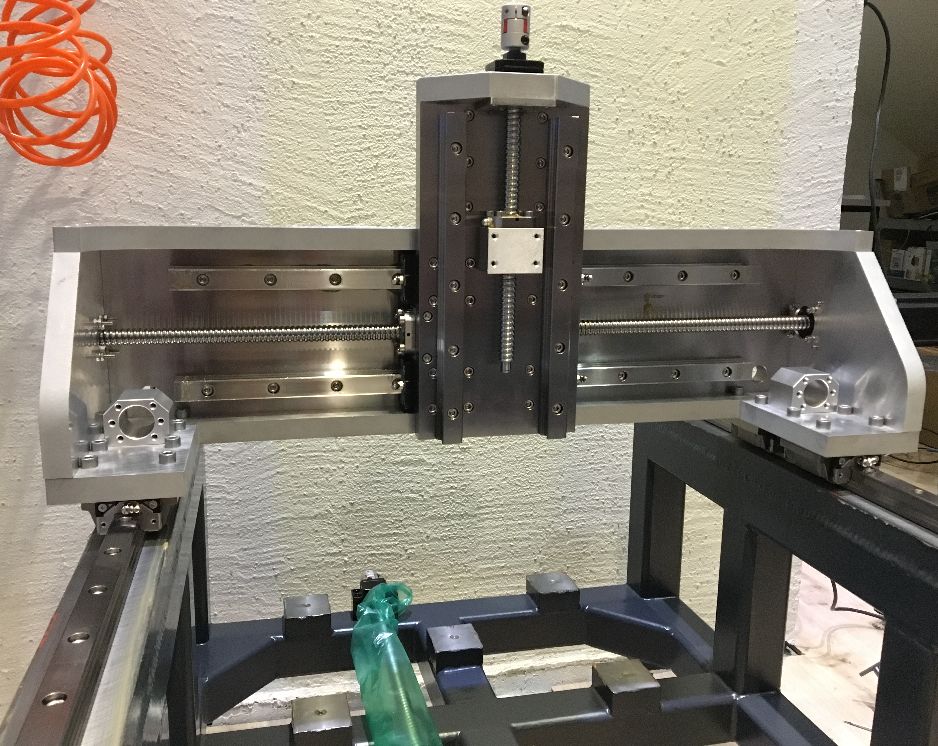
Hallo, leider hat es etwas gedauert, aber allmählich geht es mit der Fräse auf die Zielgerade. Der Maschinenrahmen ist letzte Woche fertig geworden und jetzt extern zum Überfräsen der Flächen und Bohren der Kernlöcher für die Lager und Linearführungen. Damit kommt die Problematik der Synchronisation der beiden Achsen wieder ein Stück näher... Mir ist da noch was eingefallen (ungeachtet des Mehrwertes wenn ich Encoder nehme): Das in Reihe schalten der Schrittmotore selbst ist ja bereits oben diskutiert und verworfen worden, was aber gehen sollte ist doch das in Reihe schalten der Eingänge der Endstufen. Somit wäre ja zumindest, bis auf den Fall, dass eine der Endstufen "intern" ausfällt die Gefahr gebannt, dass ein Motor blockiert und der andere das Portal verzieht. Wie würdet Ihr das in Reihe schalten lösen, einfach 10V auf die Reihenschaltung der Optokopppler geben und dann mit einem Transistor oder Mosfet auf GND ziehen? Oder bedarf es da wohl etwas mehr Elektronik um die 16mA max. nicht zu überschreiten? Gruß Dominik
Dominik schrieb: > Somit wäre ja zumindest, bis auf den Fall, dass eine der Endstufen > "intern" ausfällt die Gefahr gebannt, dass ein Motor blockiert und der > andere das Portal verzieht. Nein. Es gibt viele Arten von Ausfall.
Dominik schrieb: > die Gefahr gebannt, dass ein Motor blockiert und der > andere das Portal verzieht. Wenn das nicht nur einfach eine Blockade ist, sondern zu einem bleibenden Schaden führen kann, wird es kompliziert - die Überwachung, ob sich die Mechanik (!) synchron bewegt könnte aufwendiger werden als der Antrieb selbst, z.B. Encoder an beiden Antrieben und eine elektronische Überwachung. Besser wäre es, konstruktiv zwar nicht das Blockieren, aber auf jeden Fall einen Schaden auszuschliessen. Michael B. schrieb: > Nein. > > Es gibt viele Arten von Ausfall. Sogar nicht-elektrische. Läuft ein Antrieb schwerer, z.B. durch Schmutz oder Späne, könnte dieser Motor Schritte verlieren, der andere nicht, und so wird alles noch viel schlimmer. Georg
georg schrieb: > Besser wäre es, konstruktiv zwar nicht das Blockieren, aber auf jeden > Fall einen Schaden auszuschliessen. Prinzipiell bleibt wahrscheinlich nur die Variante mit den Encodern auf der jeweils gegenüber liegenden Spindelseite, eine Reduzierung der Vorschubkraft unter die maximale Belastbarkeit der Linearlager bei Torsionsbeanspruchung würde ja den konstruktiven Vorteil des Systems eliminieren. Ich denke mal die Reihenschaltung verhindert zumindest das Kabel-Ab-Problem, ist aber dann auch eher den Aufwand nicht wert, wenn die Encoder eh Pflicht sind... Danke. Ich denke ich werde die Encoder-Lösung dann so umsetzen: Pflicht: - Eigene Platine mit eigener CPU (ein Attiny sollte reichen) - Error-Ausgang Active Low, mit PullDown (für den Fall des Stromausfalles der Platine) - Signaleingänge für Puls/Richtung - Signalausgänge für Puls/Richtung/vllt. Enable - Encoder-Eingänge für die beiden Antriebe - Einfacher Abgleich vom Pulseingang zum Encodereingang mit Trennung der Pulsfolge bei Abweichungen Kür: - Datenschnittstelle zur Positionsabfrage Gruß Dominik
Angehängte Dateien:
-

IMG_5420s.jpg
130 KB -

IMG_5421s.jpg
180 KB
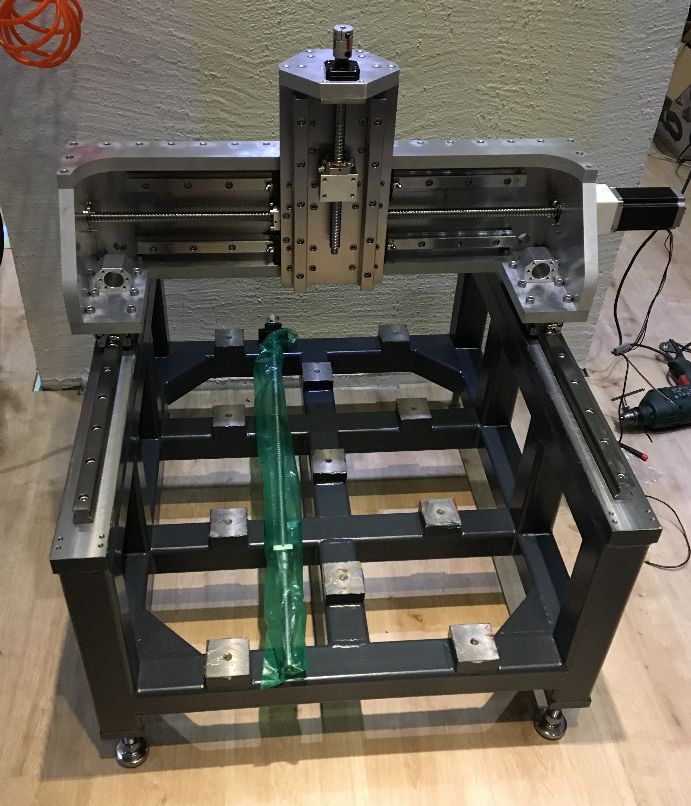
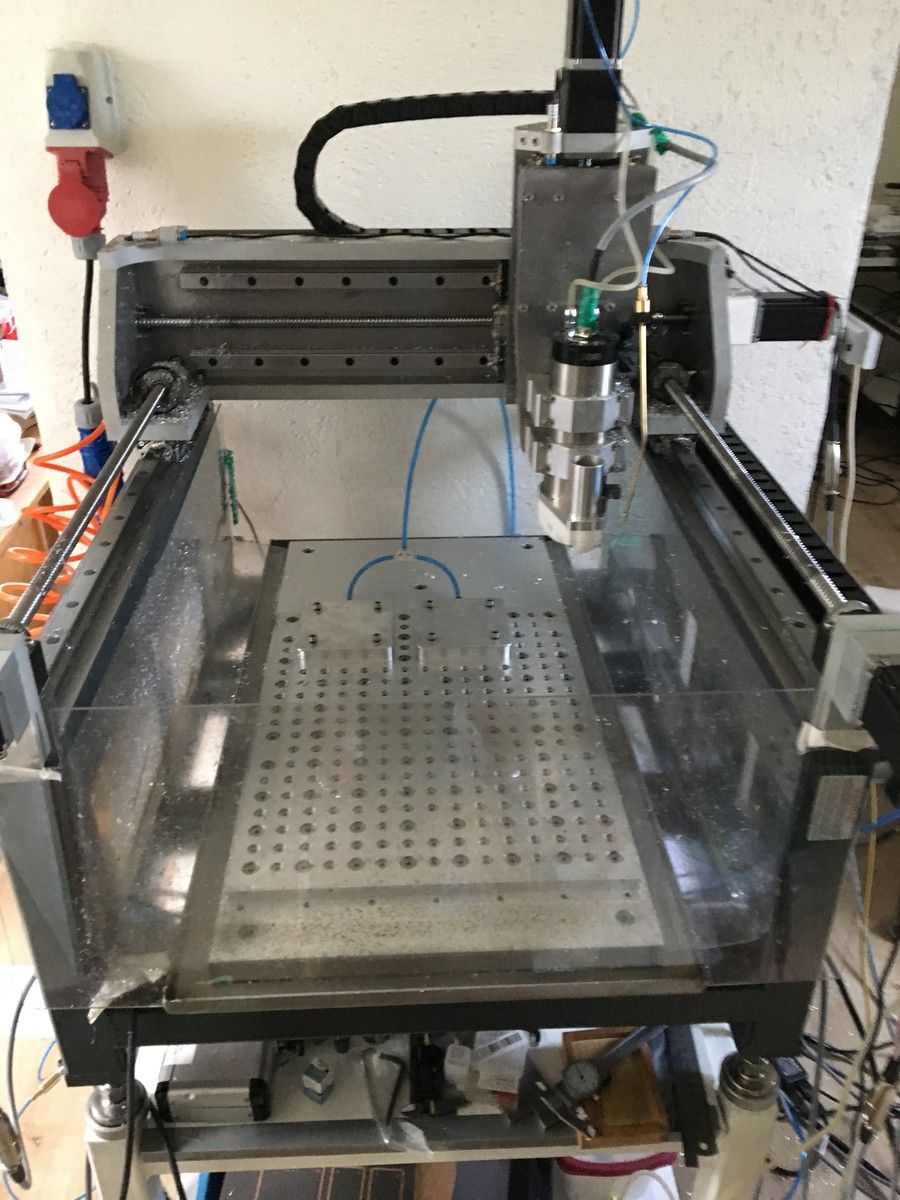
Hallo, leider geht der Baufortschritt schleppend voran (was aber noch vornehm ausgedrückt ist), auf Grund wetter abhängiger dringender Sanierungen am Eigenheim ist im Moment leider Baustopp an der Fräse. Als kleines Update ein Paar Bilder wie sie jetzt dasteht. Hoffe im Winter geht es dann weiter. Gruß Dominik
Moin, Gibt es hier eigentlich Neuigkeiten? schönen Gruß, Alex
Dominik schrieb: > Hallo, > leider geht der Baufortschritt schleppend voran (was aber noch vornehm > ausgedrückt ist), auf Grund wetter abhängiger dringender Sanierungen am > Eigenheim ist im Moment leider Baustopp an der Fräse. Als kleines Update > ein Paar Bilder wie sie jetzt dasteht. Hoffe im Winter geht es dann > weiter. > > Gruß Dominik Hi Dominik, Du bist kein Mechaniker, oder doch? Hast du mal nachgesehen wie so etwas professionell gebaut wird? Ich bin kein Mechaniker, aber die Konstruktion sieht für mich unstimmig aus.
Professionell sieht das so aus: https://www.dittmar-werkzeuge.de/Optimum-OPTImill-FU-5-600-HSC-24-Premium-CNC-Fraesmaschine-3511386.html Aber von den ganzen Bastelfräsen, von denen Bilder und Beschreibungen im Netz zu finden sind, scheint das hier gezeigte Exemplar schon eines der Besseren zu sein. Also sogar deutlich am oberen Ende der Selbstbauten würde ich sagen. Was scheint dir daran unstimmig zu sein?
Professionell sieht das so aus: https://www.dittmar-werkzeuge.de/Optimum-OPTImill-FU-5-600-HSC-24-Premium-CNC-Fraesmaschine-3511386.html kostet ja nur 248.693,34 €
Goldesel schrieb: > kostet ja nur 248.693,34 € Schön bei dem Preis auch der Button "Instant-checkout mit AmazonPay" :D
dreher schrieb: > Professionell sieht das so aus: > https://www.dittmar-werkzeuge.de/Optimum-OPTImill-FU-5-600-HSC-24-Premium-CNC-Fraesmaschine-3511386.html Das ist genaugenommen doch gar keine Gantry Maschine! Die hat nur eine Vorschubspindel in der Mitte und nicht wie bei Gantry üblich zwei separate außen. Das Werkstück steht auch nicht unter der Portalbrücke sondern davor. https://www.stuermer-maschinen.de/fileadmin/_processed_/4/a/csm_a8xJaZm_oaGBUF_o2_7r7xcMS0CHtJPHSdnLLbX1RDU__e52d25aed7.jpg Professionell wird das gemacht mit zwei separaten Regelkreisen mit Glasmaßstab auf jeder Seite... mechanische Synchronisierung zwishcen den Spindeln gibt es dann nicht. schönen Gruß, Alex
Angehängte Dateien:
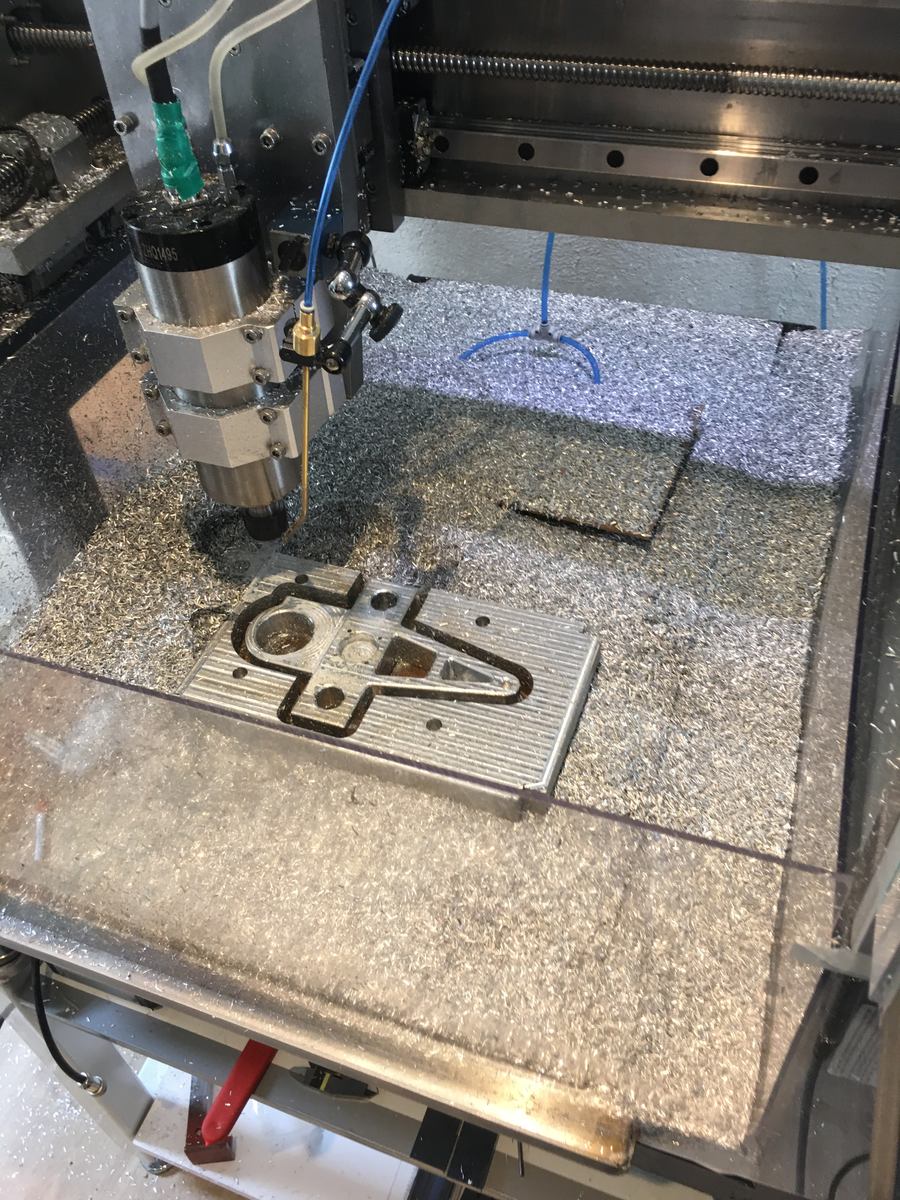
Hallo, auf Grund der aktuellen Situation ist die Fräse so gut wie fertig inklusive Spanntisch, Vakuumpads, MMS, etc. fehlen noch ein paar Kleinigkeiten und die Portalüberwachung ;-) Hab mich schlussendlich für Mach3 entschieden nachdem ich eine paar Versuche mit dem neuen Teensy 4.0 gemacht habe... Spannend war die Kreisinterpolation in double und Echtzeit, da geht mächtig was, aber das ist ein anderes Kapitel. Portal wird derzeit mit Slave-Achse und eigenen Endschaltern ausgerichtet, die Wiederholgenauigkeit auf 400 mm Breite lag nach 1/100 Messuhr bei einem halben Zählerwert, sehr zufriedenstellend. Die Steuerung und die Antriebe für die 4. und 5. Achse sind auch schon verkabelt. Mit den Ergebnissen bin ich mehr als zufrieden, auch Stahl und hochfestes Aluminium funktioniert ohne „Gekreische“. Die Konstruktion ist eher über- als unterdimensioniert. Das Werkstück im Anhang wurde aus 30er Gussaluminium gefräst, 6er Fräser bei 24000 upm. Zustellung 6 mm. Gruß Dominik
Dominik schrieb: > Portal wird derzeit mit Slave-Achse und eigenen Endschaltern > ausgerichtet, die Wiederholgenauigkeit auf 400 mm Breite lag nach 1/100 > Messuhr bei einem halben Zählerwert, sehr zufriedenstellend. Na das kommt mir ja sehr bekannt vor. Schön ist sie geworden.
Wie hast Du das mit den Endschaltern gelöst? Die müssen ja dann sozusagen auf den 1/100 justiert sein um dann letztlich das Portal im rechten Winkel zu den Seitenwangen zu haben. Ich hatte für meine Platine mit der Lichtschranke eine kleine Halterung aus Kunststoff gefräst. Diese läßt sich dann mit einer Stellschraube an der Seitenwange in Längsrichtung verstellen.
Angehängte Dateien:
Ja, bin auch mehr als zufrieden. Die Aufspannplatte war so das erste Teil wo es richtig Spaß gemacht hat mal nicht selber anreißen, bohren, scheiden zu müssen. Das Gewinderaster hat die Anlage selbst gefräst, die paar hundert Gewindeeinsaetze waren dann natürlich wieder Handarbeit ?
Angehängte Dateien:
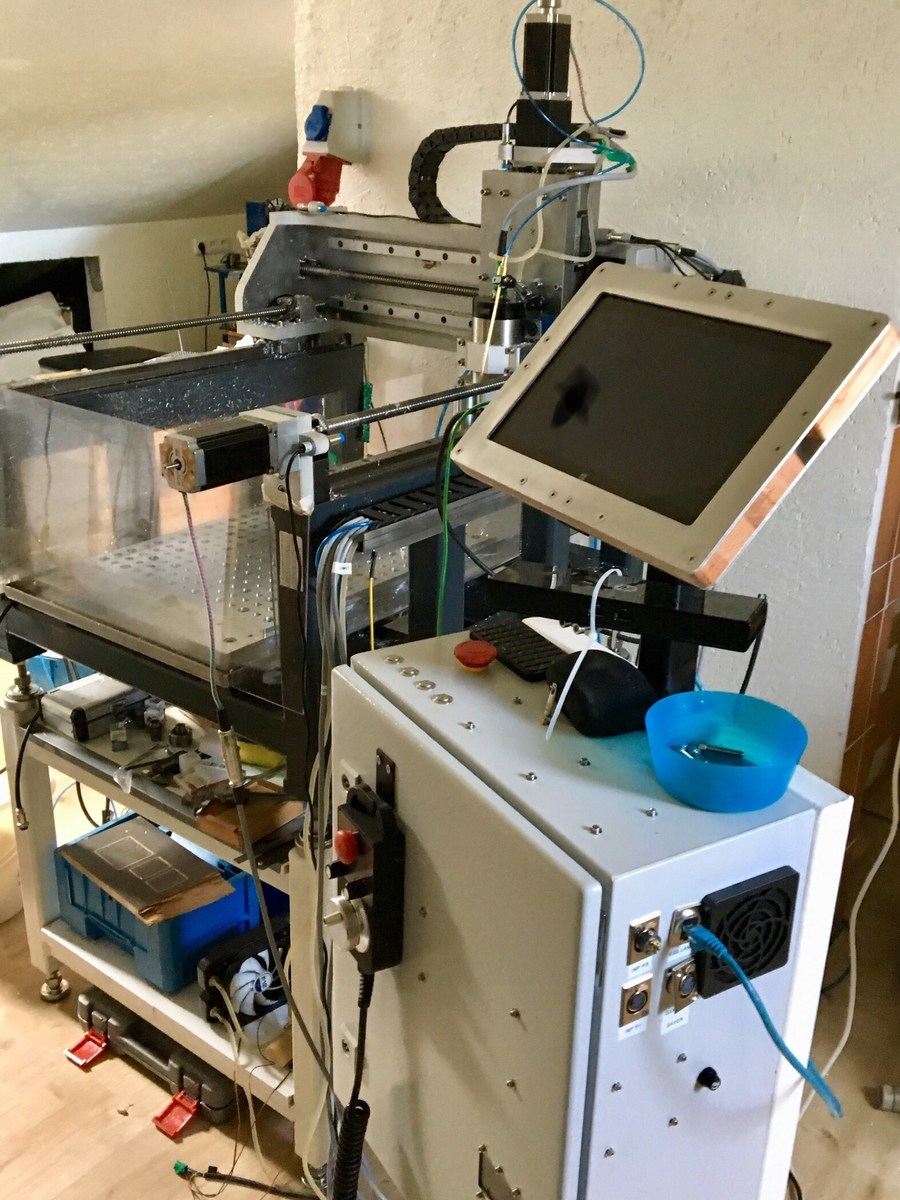
Noch etwas unordentlich, steht aber schon recht nett da.
Respekt, sieht sehr stabil aus.
Angehängte Dateien:
-

image.jpg
210 KB
Die Endschalter sitzen in Aluminium Halteplatten mit M12x1 Gewinde. Pro Winkelgrad ergeben sich dann knapp 3/1000 mm Einstellweg. Habe die Schalter grob voreingestellt und mir ein CNC Programm geschrieben, das die Achse immer wieder ausgerichtet und dann mit Messuhr einen Prazisionswinkel angefahren hat. Dauert etwas, aber funktioniert tadellos. Allerdings muss man etwas gefühl haben, damit die Kontermutter immer gleich fest sitzt. Grundsätzlich sollte man sich zum Ausrichten der Achsen besser einen guten Tag Zeit nehmen. Dafür stimmen dann später auch die Ergebnisse. Bei dem Teil oben saßen die 20er Passung auf Anhieb saugend auf den Wellen. Auflösung liegt bei allen Achsen etwa bei 3/1000 mm. Die Wiederholgenauigkeit der Schalter liegt meist bei 0 Schritten, seltener bei einem Schritt, damit ist die Winkelabweichung max. 3/1000 auf 400 mm. (ja, im Worst case x2, ich weiß?) Dass der Winkel an der Machine passt konnte ich praktischerweise in unserer Firma an einer Zeiss 3D Messmaschine anhand von Testteilen prüfen. Aber eine gute Messuhr und ein guter, ausreichend großer Winkel tut es natürlich auch. Gruß Dominik
Wie ich sehe detektieren die das Alu vom Portal sauber? Dann schaue ich mir das auch noch mal an. Ich war damals nicht sicher ob das mit Alu geht und teuer waren die ja auch. Deswegen habe ich damals die LS genommen. Welche Schalter hast Du genommen?
Michael H. schrieb: > Respekt, sieht sehr stabil aus. Danke, wiegt auch mittlerweile ein paar hundert kilo, auf den Untertisch ist Sie nur noch mit Wagenhebern gekommen. Ohne Portal und Spanntisch ging es so gerade noch mit einem Freund, wobei die Freundschaft dann doch etwas gelitten hat ? Wie gesagt, Stahl fräsen ist kein Problem, Edelstahl geht mit etwas vorsicht auch. Limitierender Faktor ist hier auch eher die Spindel. Gruß Dominik
Stephan schrieb: > Wie ich sehe detektieren die das Alu vom Portal sauber? Dann > schaue ich mir das auch noch mal an. Ich war damals nicht sicher ob das > mit Alu geht und teuer waren die ja auch. Deswegen habe ich damals die > LS genommen. > Welche Schalter hast Du genommen? Sind die Standard Naeherungsschalter, die es bei e**y für kleines geld gibt, ich habe die npn mit 4mm schaltabstand. ich glaube hersteller omron. kann aber nochmal nachsehen. ja, alu geht, in der Firma habe ich damit einen roboter ausgestattet. da geht es um zeitvorteile, wesentlich höherer geschwindigkeit beim Anfahren. Da habe ich in das Alu noch Metallstifte eingesetzt weil das Schaltsignal auf dem Osi dann gefühlt doch noch etwas steiler war. Gruß Dominik
Hast Du das Signal der Endschalter noch konditioniert (aufbereitet) ?
Dominik schrieb: > Sind die Standard Naeherungsschalter, die es bei e**y für kleines geld > gibt, > ich habe die npn mit 4mm schaltabstand. ich glaube hersteller omron. > kann aber nochmal nachsehen. > ja, alu geht, in der Firma habe ich damit einen roboter ausgestattet. da > geht es um zeitvorteile, wesentlich höherer geschwindigkeit beim > Anfahren. > Da habe ich in das Alu noch Metallstifte eingesetzt weil das > Schaltsignal auf dem Osi dann gefühlt doch noch etwas steiler war. Schöne Fräse :-) Bei (induktiven) Näherungsschaltern und Zerspanung bin ich allerdings immer vorsichtig. Ich habe damals für meinen CNC-Plasmaschneider induktive Geber genommen, die dann allerdings in kleine Röhrchen mit etwa 10cm Länge "eintauchten", um die "Referenzfläche" (also die Fläche, an der referenziert wird) sauber zu halten. Für meine Fräse wurden es dann ganz normale mechanische Qualitätsschalter der Fa. Euchner und passende Nocken: äußerst robust und weitgehend unempfindlich gegen Späne. Diese Schalter sind äußerst genau: hier an meinem CNC-Drehautomat referenzieren die ohne Probleme wiederholbar auf 0,0005mm genau (alles andere wäre bei einem Präzisionsdrehautomat auch nicht "günstig" ;-). Die Schalter (z.B. NB01K) gibt es auch übereinander kaskadierend, so dass man direkt den Not-Halt mit bedienen kann. Das nur so als Tipp, falls jemand den Unsinn behauptet, mechanische Schalter wären ungenau ...
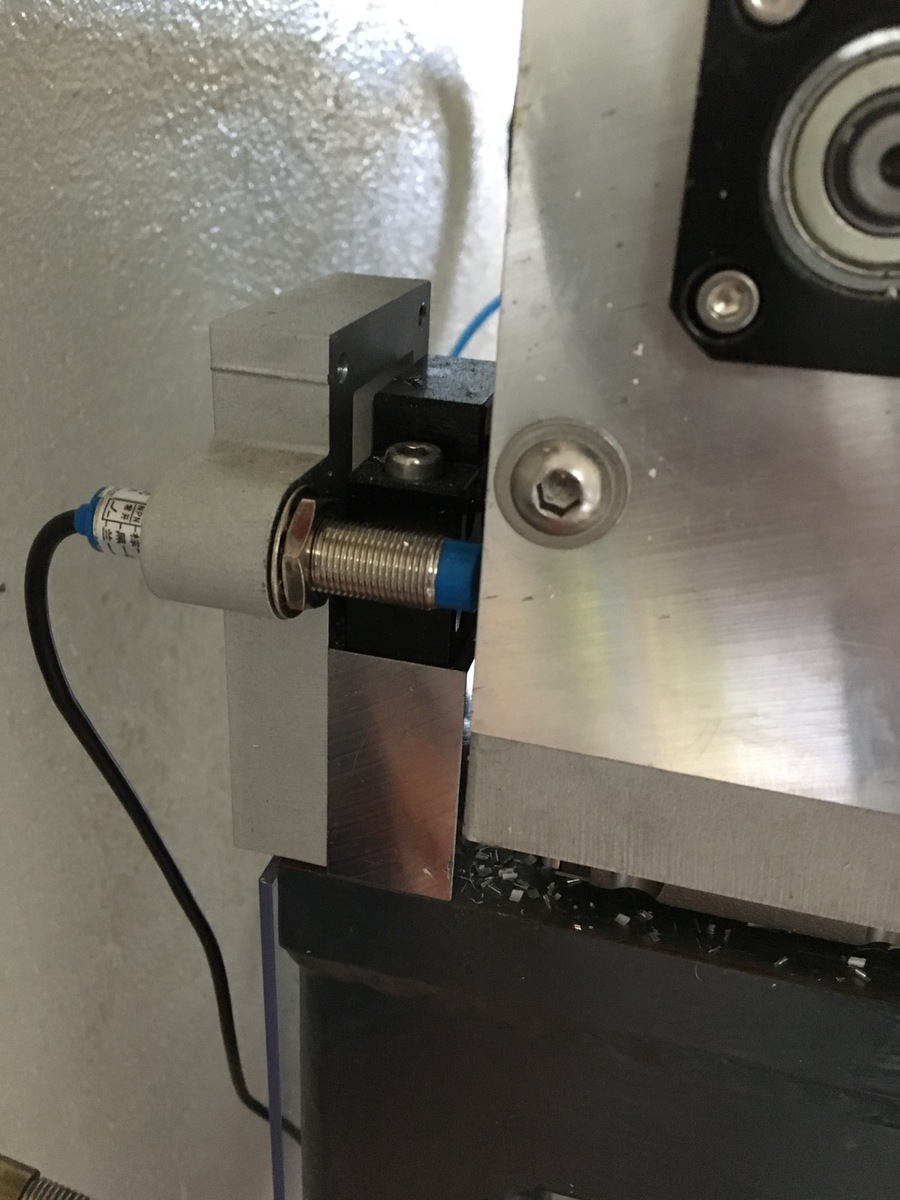
Stephan schrieb: > Hast Du das Signal der Endschalter noch konditioniert (aufbereitet) ? Ja, habe den ESS im Einsatz und an jedem Port eine eigene Erweiterungs- platine. Für die Sensoren ist es eine Kombination aus 100n + Pullup, das Signal wandert dann noch durch einen Optokoppler bevor es am ESS landet. Bei mir laufen die Sensoren mit 12V, da ich die Spannung auch für die Spindelkühlung nutze, entsprechend niederohmig ist mein PU. Standard wären 24V. Fairerweise muss ich zugeben, dass der FU der China-Spindel trotzdem Fehlauslösungen produzierte, da die Schwingungen in die 5V Versorgung gelangt sind. Dies ließ sich allerdings schnell durch einen Ferritkern(Amidon), auf dem ein paar parallele Windungen der 5V Versorgung liegen, lösen. Dann lief es ohne Probleme. Zusätzlich ist mittlerweile noch ein Netzfilter zwischen FU und Versorgung, damit sind die Signale jetzt absolut sauber. Der Fu sitzt sogar mit im Schaltkasten, keine Probleme bisher. Die einzige geschirmte Leitung ist übrigens der Drehstrom für die Spindel. Da habe ich im Keller am Plasma ganz andere Klimmzüge machen müssen. Aber darüber gibt es mal irgendwann einen separaten Thread. Chris D. schrieb: > Bei (induktiven) Näherungsschaltern und Zerspanung bin ich allerdings > immer vorsichtig. Ich habe damals für meinen CNC-Plasmaschneider > induktive Geber genommen, die dann allerdings in kleine Röhrchen mit > etwa 10cm Länge "eintauchten", um die "Referenzfläche" (also die Fläche, > an der referenziert wird) sauber zu halten. Ja, der Hinweis ist berechtigt, ich kontrolliere die Sauberkeit auch immer bevor ich die Referenzfahrt starte. Das Portal schirmt nach hinten den Späneflug aber schon recht gut ab. Allerdings habe ich auf der Vorderseite die gleiche Konstruktion, hier werde ich noch POM-Röhrchen und Metallköpfe nachrüsten, da diese Schalter als Hardlimit dienen, wäre ja ärgerlich wenn mir eine vorbeifliegender Span mal in voller Fahrt das Programm abwürgt. Das mache ich aber zusammen mit den Spindelencodern. Habe die o.g. übrigens an einem Pick`n Place System verbaut. Funktionieren seit Monaten einwandfrei, man darf nur nicht versuchen Sie mit 5V zu betreiben, dann schalten Sie das Signal nicht mehr sauber durch :-) Somit sind die Nachteile der Schalter genannt, sie haben aber auch viele Vorteile: Bei dem o.g. Roboter habe ich monatelang tote Reed-Schalter und mechanische Endschalter getauscht, irgendwann habe ich die alle rausgeschmissen und durch die Näherungsschalter ersetzt. Jetzt ist Ruhe. Die halten gefühlt ewig und sind auch relativ robust wenn man nicht am Kabel dreht ;-) Gruß Dominik
Dominik schrieb: > Somit sind die Nachteile der Schalter genannt, sie haben aber auch viele > Vorteile: Bei dem o.g. Roboter habe ich monatelang tote Reed-Schalter > und mechanische Endschalter getauscht, irgendwann habe ich die alle > rausgeschmissen und durch die Näherungsschalter ersetzt. Jetzt ist Ruhe. > Die halten gefühlt ewig und sind auch relativ robust wenn man nicht am > Kabel dreht ;-) Absolut - ich habe mir damals auch 30(?) Stück bestellt - die benötigt man ja immer mal und sie lassen sich durch die langen Gewinde auch schön einstellen. Übrigens: gute mechanische Schalter halten auch Ewigkeiten. Meine Spinner SB-CNC ist jetzt über 30 Jahre alt und hat noch den ersten Satz End- und Referenzschalter. Auch, dass sie nach 30 Jahren immer noch unverändert im Programm sind, zeigt die Qualität. Dafür sitzt so ein China-Näherungsschalter nun an der Hauptspindelindexierung. :-) P.S.: Vielleicht könntest Du noch etwas zur MMS schreiben bzw. Fotos hochladen. Ich habe zwar schon eine, aber für meine neue suche ich noch weitere Anregungen :-)
Hmmm da muss ich noch mal in Ruhe in mich gehen. Ich arbeite ja mit Reflexlichtschranken an 5V. Diese gehen direkt auf die Steuerung vom Parallelport klar ein HC244/245 ist dazwischen, ändert aber nix. Na mal schauen, wann ich mal dazu komme. Die steht ja seit 3 Jahren in der Ecke :-(
So, nun zum eigentlichen Problem ;-) Dominik schrieb: > Wenn ich nun die Pulse auf beiden Seiten über einen separaten (weil > sicherheitsrelevanten) µC mitzähle und vergleiche könnte man ja bei > einer Differenz von >=2 Schritten z.B. die Enable-Eingänge der Endstufen > abschalten und ein Not-Halt Signal an den Hauptkontroller ausgeben. > Damit würde da Portal dann rechnerisch um maximal 0,003° "verkanten" und > da wird die Steigungsabweichung zwischen den beiden Spindeln schon um > Potenzen schlimmer sein. Die Idee der separaten Überwachung finde ich gut - würde ich wohl so machen. Man könnte noch überlegen, den Controller einzusparen, und "klassisch" mit Logik-ICs (oder einem EPROM) zu arbeiten. Auch damit könnte man so kleine Abweichungen detektieren und das Ganze wäre nochmal robuster und damit sicherer. Immer µC ist ja auch langweilig :-)
Angehängte Dateien:
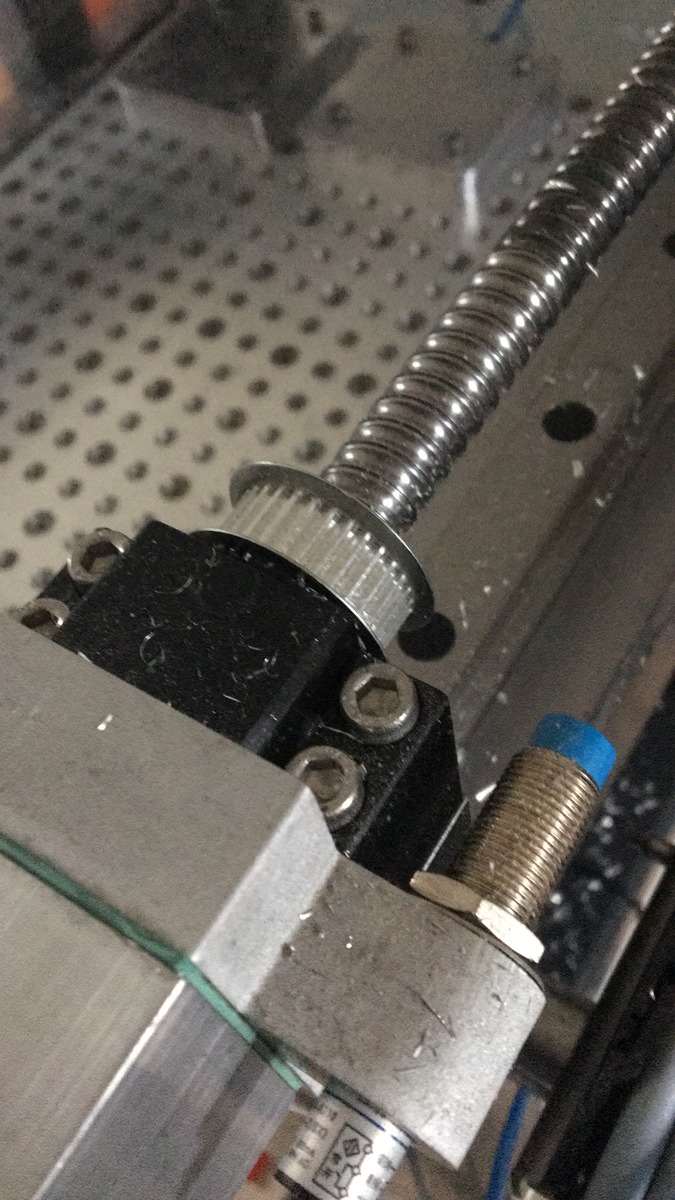
Chris D. schrieb: > Die Idee der separaten Überwachung finde ich gut - würde ich wohl so > machen. Ja, ist auch so entschieden, habe auf beiden Y-Spindeln schon Riemenscheiben montiert (inkl. Riemen natürlich). Die beiden Encoder werde ich mit einem kleinen 8bitter Überwachen, während der Referenzfahrt wird der im Reset gehalten und nullt sich dann am Ende, ob ich die Gangdifferez nur auswerte und ein Stopsignal setze oder noch eine Anzeige dran mache weiß ich noch nicht. Generell habe ich auch nichts gegen Logik IC‘s...
Angehängte Dateien:
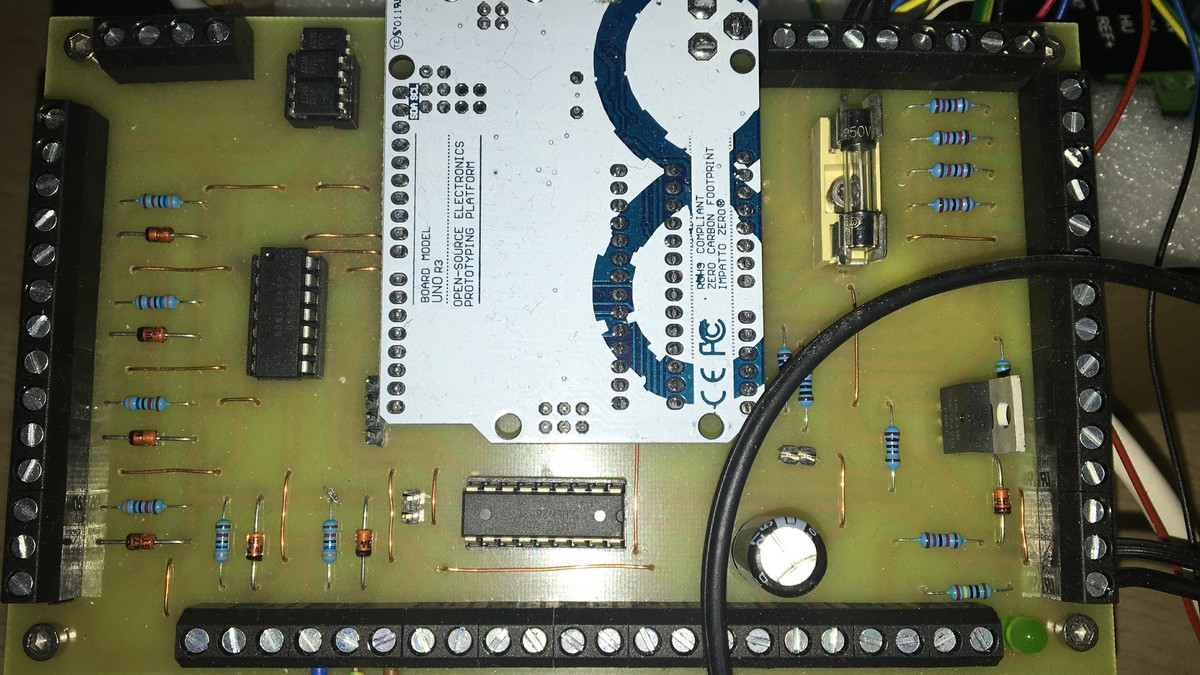
Stephan schrieb: > Ich arbeite ja mit Reflexlichtschranken an 5V. Kein Problem, im Anhang meine Variante eines GRBL „shields“, hier arbeiten die Sensoren mit 24V. Die haben auch einen internen Pull-up, den kann man aber z.B. mit ner Zenerdiode auf 5V runterziehen. Sobald die Auslösen ziehen die gegen Masse (wohl gemerkt NPN Variante). Hier sind noch 4011 logik-ic‘s dazwischen, die haben aber nur den Zweck, da ich zwei Sensoren pro Achse hatte +/- Limit und Home. Der Arduino aber nur einen Eingang pro Achse. Mit den IC‘s decke ich auch den Fall Sensor fehlt/Kabelbruch ab. Viel Saft brauchen die auch nicht, ne kaskadierte Ladungspumpe reicht, falls man die 12 oder 24v nicht separat bereitstellen will. Habe ich bei den Encodern auch gemacht als ich gemerkt habe, das die eben nicht zuverlässig bei 5V arbeiten und der Rest vom Schaltschrank leider schon fertig war ;-) Gruß Dominik
Angehängte Dateien:
-

image.jpg
220 KB
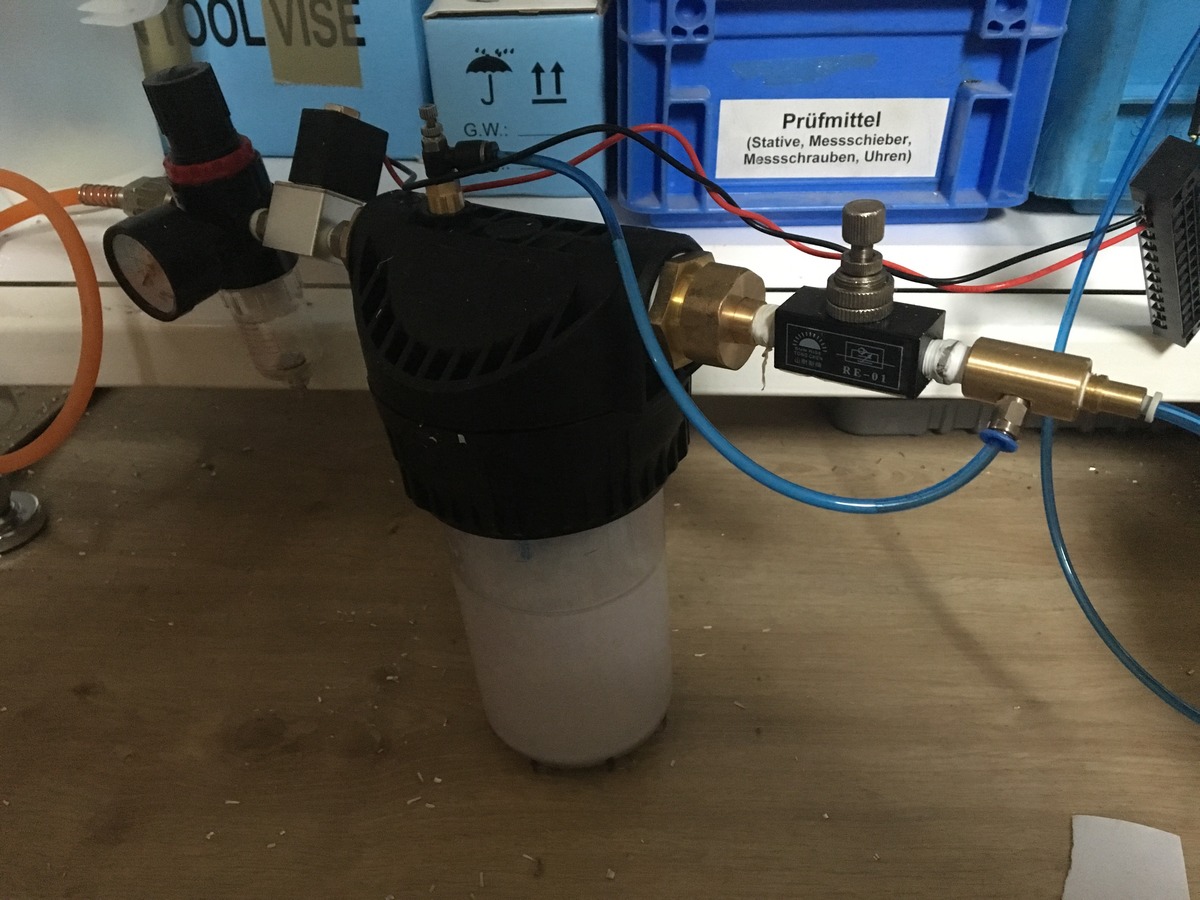
Chris D. schrieb: > Übrigens: gute mechanische Schalter halten auch Ewigkeiten. Klar, kommt auch immer auf den Anwendungsfall an. Bei dem Roboter habe ich pro 4-5 Sekunden bei 4 Schaltern je eine Auslösung (Endlagen). Und der läuft meist 2 schichtig. Bei ner ordentlichen CNC brauche ich die Schalter genau einmal pro Neustart und wenn man nicht dauernd in die (Hard)-Limits reinfährt danach bis zum nächsten Start nicht mehr. Aber der Roboter zeigt halt wie ewig lange die Dinger halten, ist ja auch keine Mechanik drin, die verschleißen kann. Daher überlege ich auch ob ich den Werkzeuglaengensensor so mache, allerdings dann gekapselt. Ausgelöst wird dann durch einen federvorgespannten Metallzylinder. Der eigentliche Sensor ist dann im inneren und sieht nie Späne oder Kühlflüssigkeit. Bislang stört mich noch die Bauhoehe, habe auch welche in 8mm, die sind schon deutlich kleiner, aber wahrscheinlich komme ich trotzdem nicht um eine Wippe herum, dann habe ich aber wieder potentielles Spiel durch die Drehachse, na ja ist nicht die dringlichste Baustelle... Die MMS ist nix besonderes, quick and Dirty, siehe Anhang. Gruß Dominik
Dominik schrieb: > Die MMS ist nix besonderes, quick and Dirty, siehe Anhang. Danke für das Foto :-) Ok, dann sieht das so aus wie bei mir im Moment. Wieviel Durchsatz an KSM hast Du etwa pro Stunde und wie sieht Deine Sprühlanze im Schnitt aus? Hier bin ich auf meinem Drehautomaten bei Edelstahl und Fettalkoholen runter bis auf 40ml/h, ohne vergrößerten Schneidenverschleiss oder eine schlechte Oberfläche zu erhalten. Darunter wird es schwierig, einfach weil der Sprühstrahl zu ungenau ist und man immer noch zu große Verluste hat. Ich möchte daher gerne eine MMS bauen, die ganz ohne Druckluft arbeitet (oder genauer: ohne Zerstäubung per Druckluft), sondern nur das Mittel selbst durch hohen Druck zerstäubt bzw. einen präzisen Strahl genau auf die Scheide erlaubt. Darüber sollte man noch deutlich unter 20ml/h kommen. Mal sehen, was die ersten Versuche ergeben.
Chris D. schrieb: > Wieviel Durchsatz an KSM hast Du etwa pro Stunde und wie sieht Deine > Sprühlanze im Schnitt aus? Dass ist in der Tat eine schwierige Frage, bei weichem Alu deutlich mehr als bei gut spanbaren Gueten. Bei Edelstahl-Bearbeitung würde ich schon gar nicht mehr von MMS sprechen. Je nach geometrie hat man natürlich den Vorteil, dass sich auf der Fraese Pfuetzen bilden, an der Drehe geht das ja nicht. Wobei ich auf meinen beiden Drehmaschienen meist trocken bearbeite, bei VA mache ich nur einen tropfen öl auf die Schneidplatte damit es keine kaltverschweissungen gibt und bei alu fürs schlichten etwas wd40, damit die of schön glänzt. Aber um die Frage zumindest etwas in Zahlen auszudrücken: das oben gezeigte Fraesteil ist 30 dick, ich hatte aber nur einen Alufraeser mit 20mm schnittlange. Deswegen musste ich die Aussenkontur Wirbelfräsen und die mms mit luftüberschuss fahren um die späne aus der nut zu holen. Fürs Fraesen ist die Druckluft also durchaus willkommen. Material ist 7075 (zugfestigkeit ähnlich st52), fraesdauer ca. 1,5h, verbrauch kss in 1/20 mischung etwa 300 ml. Ich habe im Moment noch das Problem, dass sich an der Lanze vorne (bei Alu) feine Späne ansammeln und den Strahl ablenken. Das erhöht den Verbrauch auch unnötig. Eine MMS ohne Luftanteil lässt sich bestimmt gut mit einem Pneumatikzylinder und ner großen „Einweg“-Spritze bauen. Einigermaßen offener Zugang und man kann Spritzenweise nachladen oder auf andere Schmiermittel umrüsten. Über den Druckminderer lässt sich dann ja die Kraft auf die Spritze recht gut einstellen. Den Zerstäuber für derart kleine Mengen würde ich aber wohl zukaufen. (und die kss mischung vorher filtern) Gruß Dominik
Angehängte Dateien:

{kind=link}
Heute hat der Paketbote meine Aluminiumvorräte aufgebessert, unter anderem auch das Rohmaterial für die Encoderhalterungen. Da freu ich mich aber? Dann ist die Fräse ja bald komplett. Gruß Dominik
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.