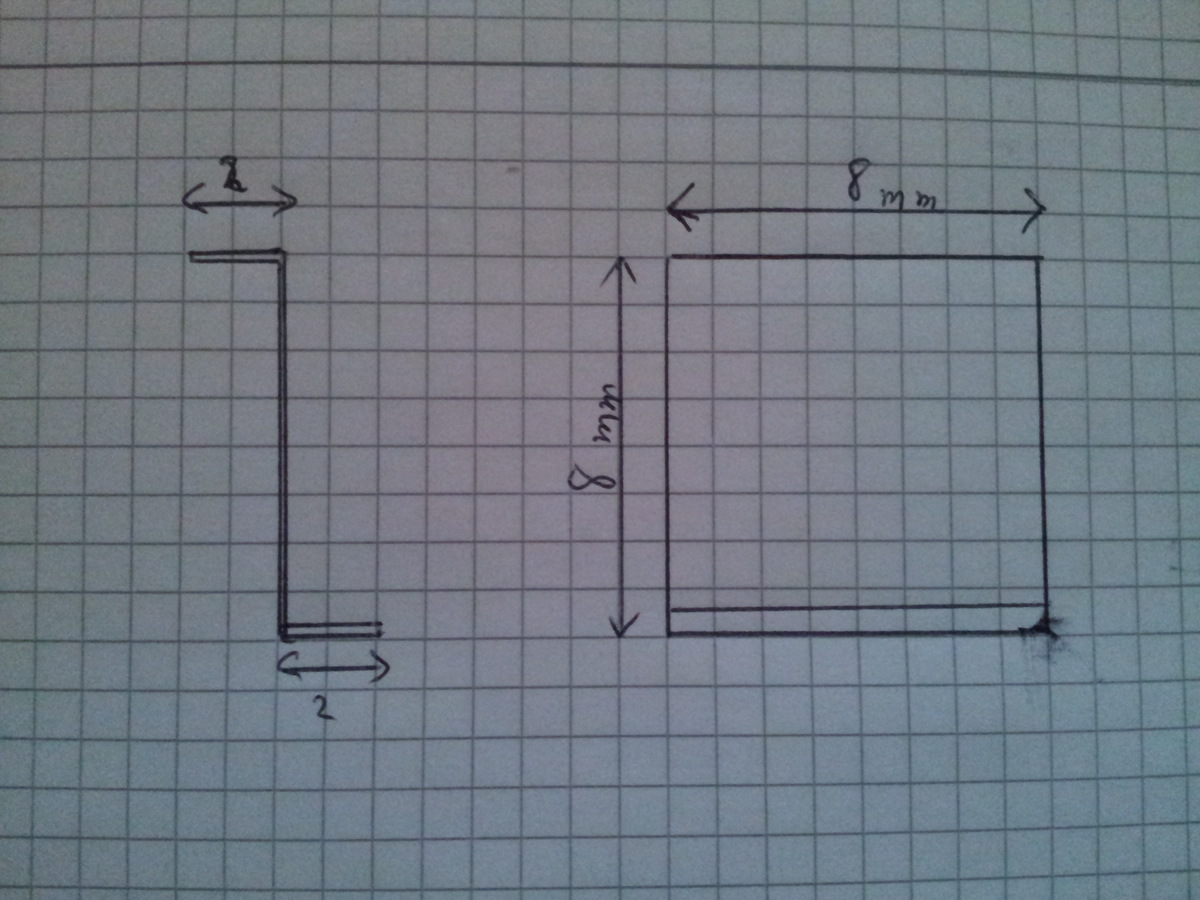
Hallo, ich bin auf der Suche nach einem Hersteller der mir ca 200 von den angehängten Blech Z Profilen Herstellen kann. Materialstärke zwischen 0.15-0.3mm in Kupfer Messing Zinn oder anderem Weichlötbaren Material. Bei einer längeren Suche mit dem großen G bin ich im Machienenbauland Deutschland nur auf Hersteller gestoßen die in anderen Größenordnungen Rechnen. Kennt jemand einen Hersteller der mir da weiterhelfen kann? Gruß TSE
Angehängte Dateien:
-

Zeichnung_-_Kopie.jpg
230 KB
TSE schrieb: > Kennt jemand einen Hersteller der mir da weiterhelfen kann? https://walthermetallwaren.de/walther-metallwaren-baugruppen.php https://blechking.de/ können auch abkanten, haben aber andere Blechsorten, sagen aber man kann anfragen.
TSE schrieb: > ich bin auf der Suche nach einem Hersteller der mir ca 200 von den > angehängten Blech Z Profilen Herstellen kann. Brauchst Du unbedingt ein Z-Profil? Falls ja, beschreib doch bitte mal, warum und wo Du löten können willst. Oder könntest Du auch ein I- oder H-Profil einsetzen? Eine weitere Frage ist, ob Du bei den Horizontalen des Z am Übergang zum Hochsteg unbedingt einen 90°-Winkel brauchst oder ob dort auch ein Biegeradius sein darf? > Materialstärke zwischen 0.15-0.3mm in Kupfer Messing Zinn oder anderem > Weichlötbaren Material. Bei so dünnem Blech würde ich bei Z-Profil nur in Richtung von Weißblech denken, weil das bereits verzinnt und deshalb bestens lötbar ist. Außerdem liegst Du mit Weißblech mindestens in Größenordnungen der oberen Toleranz von St37, was R_m anbelangt. D.h. weit über Cu und MS. Schreiber schrieb: > Bei der Stückzahl: selber machen! Sehe ich genau so. Passende Weißblech-Streifen schneiden und diese selbst umformen. Oder sich ein passendes MS-Profil aus dem Modellbau-Bereich suchen und davon 8mm-Stücke abtrennen. Grüße
Hallo, > TSE schrieb: > ich bin auf der Suche nach einem Hersteller der mir ca 200 von den > angehängten Blech Z Profilen Herstellen kann. > Materialstärke zwischen 0.15-0.3mm in Kupfer Messing Zinn oder anderem > Weichlötbaren Material. Vorschlag: Folie aus Weissblech z.B. 1.0375 oder 1.0385 Dicke: 0,2mm http://www.stahlbecker.de/produkte/weissblech Kannst du dir leicht selber beschaffen. > Bei einer längeren Suche mit dem großen G bin ich im Machienenbauland > Deutschland nur auf Hersteller gestoßen die in anderen Größenordnungen > Rechnen. Was erwartest du denn? Das Mat. ist billig, die Herstellung auf Maschinen lohnt bei dem Fusselkram nicht und von Hand machen wirst du nicht bezahlen wollen. Das kann man sich auch selber machen. Braucht kaum mehr als 2..3h. > Kennt jemand einen Hersteller der mir da weiterhelfen kann? Man kann das dünne Blech schon mit einer guten Haushaltsschere schneiden (die Schere ist dann nur schnell hinüber): Eine Blechschere geht natürlich besser aber mein Tipp: Besorge dir eine kleine Handhebelschere zum Zuschneiden und eine kleine Biegevorrichtung. Damit geht das schnell von der Hand. Gruß Öletronika
U. M. schrieb: > http://www.stahlbecker.de/produkte/weissblech > Kannst du dir leicht selber beschaffen. Das ist weniger ein Beschaffungs-Problem als viel mehr ein Problem, aus jedweder Blechtafelgröße parallele Streifen von ca. 12mm abschneiden zu können. Denn, selbst wenn man eine kleine Handhebelschere hat, krümmen sich die Streifen beim Abschneiden. "verzugsfrei" kann man so etwas eigentlich nur entweder mit Trennscheiben oder großen Schlagscheren schneiden, wobei Trennscheiben die bessere Wahl sind. U. M. schrieb: > Das kann man sich auch selber machen. Braucht kaum mehr als 2..3h. Wir sind uns sicher einig darin, daß man sowas am besten selbst macht. Aber ich denke, daß bei ca. 200 anzufertigenden Stück 3h viel zu niedrig angesetzt sind. Denn es sind zunächst mal taugliche Streifen mit ca. 12mm bereitzustellen. Danach dann ca. 200 Abschnitte davon mit 8mm. Um die "auf Z-Profil" umformen zu können, braucht man ein definiert geführtes (Parallel-)Spann-Werkzeug, das man erst mal anfertigen muß. Und in dieses Spannwerkzeug müssen dann ca. 200 Abschnitte eingelegt, umgeformt und wieder entnommen werden. Selbst, wenn man dabei auf evtl. geringfügige Schräglagen der Abschnitte ins Werkzeug "pfeift" und alle Toleranzen großzügig auslegt, ist das insgesamt aus meiner Sicht niemals innerhalb von 3h schaffbar. Nicht einmal dann, wenn man maschinell ganz gut ausgerüstet ist, schweißen kann und auf bereits vorhandene Spann-Möglichkeiten zurückgreifen kann. :) Grüße
U. M. schrieb: > von Hand machen wirst du nicht bezahlen wollen. > Das kann man sich auch selber machen. Braucht kaum mehr als 2..3h. Merkwürdige Logik Wenn es selbst gemacht kaum länger als 2-3h dauert, dann sollte eine Fremdfirma mit 3 Arbeitsstuden a 60 EUR, also 180 EUR und somit 1 EUR pro Stück zufrieden sein. Mit etwas Intelligenz schafft man sich eine Biegematrize, zwei Metallteile die durch ein 0.25mm Blechstreifen der 2mm versenkt angeordnet ist auf Abstand gehalten werden, und in 8mm Abstand von dem Spalt eine Erhöhung haben. Blech einstecken und umbiegen bis es an der Erhöhung nach oben gekantet wird. Braucht pro Blech keine 10 Sekunden, abschneiden von einem 12mm breiten Streifen eingeschlossen, also nur 1/2 Arbeitsstunde, also 30 EUR oder 15ct/Blech (Bau der Matrize vielleicht 1h). Gerade Firmen, die so was täglich machen, sollten Werkzeuge schon oarat haben, z.B. um Streifen zu schneiden oder einen Stempel in eine Matrize zu pressen.
So funktioniert die Logik? Wo bleibt der TSE? Die Zeichnung vom TSE ist schon mal völlig falsch! Es ist immer noch Freitag, stelle ich fest.
Hallo endlich mal ein echter Praktiker :-) L. H. (holzkopf) hat es vollkommen richtig erkannt. Das sind die Probleme die jemanden mit normalen Werkzeugbestand und ohne tiefgreifenden beruflichen Vorwissen zur Verzweiflung bringen und dafür sorgen das so ein oberflächlich betrachtetet einfaches Projekt wesentlich mehr Zeit benötigt als man oft vermutet. Das das Endprodukt dann auch noch oft bescheiden für die ganze Quälerei damit aussieht und man sich oft genug noch den Spott von anderen anhören muss macht die Sache noch schlimmer. Und genau so ist es doch "immer" bei so ziemlich allen anderen mechanischen Arbeiten, und sei es "nur" Fliesen oder Laminat legen oder Anstreichen und Tapezieren unter Realen Bedingungen. Die ganzen Lehrvideos bei Youtube oder direkt vom Hersteller, selbst Vorführungen im Baumarkt gehen immer von Ideal aus: Gerade Wände, kaum Winkel, ebener Boden, keine Überraschungen vorhergehender Raumgestaltung usw. Und so wird aus einer Sache die immer so einfach dargestellt ein Stunden bis Tagelanger Krampf der einen oft zur Verzweiflung treibt. Und genauso ist es halt bei der Metall- und Holzverarbeitung - von gerades und Winkeliges abtrennen kann zur Herausforderung werden wenn man halt nur die "typischen" aber zumindest im privaten bezahlbaren Werkzeuge nutzen kann. Leider kann man nicht alles beim/vom Profi machen lassen, und das liegt nicht nur (aber vor allem) am Geld. Bob Bu.
Hallo, vielen Dank an: mmerten sven_la metallfunk laberkopp Anfragen an die Herstellen laufen. Nach ersten Versuchen scheidet selber machen leider aus. @AHA: Nicht hilfreich Gruß TSE
TSE schrieb: > Hallo, > > ich bin auf der Suche nach einem Hersteller der mir ca 200 von den > angehängten Blech Z Profilen Herstellen kann. > Materialstärke zwischen 0.15-0.3mm in Kupfer Messing Zinn oder anderem > Weichlötbaren Material. > > Bei einer längeren Suche mit dem großen G bin ich im Machienenbauland > Deutschland nur auf Hersteller gestoßen die in anderen Größenordnungen > Rechnen. > > Kennt jemand einen Hersteller der mir da weiterhelfen kann? Naja einen "Hersteller" braucht es dafür ja eher nicht. Blechtafel kaufen, scheiden, kanten, fertig. evtl. auf Wunsch noch waschentgraten. Kennst du keinen Lohnfertiger bei dir nebenan, der eine Schere und eine Kantbank stehen hat? Das ist eine Aufgabe, die auch eine Behindertenwerkstatt lösen kann [und das sei jetzt bitte nicht abfällig verstanden]. Der Auftrag hilft dann im Verpflichtungsnachweiss. Schon mal ins Telefonbuch geguckt? Das kan u.U. Frachtkosten sparen.
Telefonbuch? Was ist das? Diese Maßzeichnung ist ja schon falsch. Aber der TE hält es nicht für nötig sie korrekt zu zeichnen und zu vermaßen nach DIN. Wie soll ein Fertigungsbetieb ihm helfen sollen? So sehe ich es.
Ja wo kommen wir denn da hin, eine Skizze nicht nach DIN. Da geht doch gleich die Welt unter. Wenn ein potentieller Fertigungsbetrieb mit so einer Skizze überfordert ist dann sollte man sofort umdrehen und das weite suchen.
In China wäre das Ding schon lange produziert und bei eBay eingestellt. Die deutschen streiten sich erstmal drei Monate ob die Skizze wirklich der aktuellen DIN entspricht ;-)
nur zufällig hier schrieb: > und bei eBay eingestellt. Und spätestens nach dem Versand hättest du gemerkt, daß du dir die Biegerei hättest sparen können weil das das dünne Papierblech durch den Versand komplett zerknittert wurde.
http://www.groenwald.net/mikrobiegen-schwenkbiegen/ Schaut mal hier, wie das professionell bei kleinen Stückzahlen gemacht wird.(Video). Grüße Bernd
MaWin schrieb: > U. M. schrieb: >> von Hand machen wirst du nicht bezahlen wollen. >> Das kann man sich auch selber machen. Braucht kaum mehr als 2..3h. > > Merkwürdige Logik Für merkwürdig halte ich die Logik nicht. :) In der Annahme, daß oeletronika damit die "händische" Fremdleistung meinte. Und genau hier liegt das Dilemma bei der (Fremd-)Fertigung von geringen Stückzahlen, weil nämlich auch "angeheuerte" Betriebe sowas nicht einfach "mit Links" machen können. > > Wenn es selbst gemacht kaum länger als 2-3h dauert, dann sollte eine > Fremdfirma mit 3 Arbeitsstuden a 60 EUR, also 180 EUR und somit 1 EUR > pro Stück zufrieden sein. Das halte ich eher für eine merkwürdige Logik, weil Du auf der Basis einer unrealistischen Annahme (max. 3h) einen ca.-Stückpreis errechnest. > > Mit etwas Intelligenz schafft man sich eine Biegematrize, zwei > Metallteile die durch ein 0.25mm Blechstreifen der 2mm versenkt > angeordnet ist auf Abstand gehalten werden, und in 8mm Abstand von dem > Spalt eine Erhöhung haben. Blech einstecken und umbiegen bis es an der > Erhöhung nach oben gekantet wird. Braucht pro Blech keine 10 Sekunden, > abschneiden von einem 12mm breiten Streifen eingeschlossen, also nur 1/2 > Arbeitsstunde, also 30 EUR oder 15ct/Blech (Bau der Matrize vielleicht > 1h). > Denke, mit Deiner Vorstellung von Biegematrizen bist Du gründlich "schief gewickelt"; denn so einfach, wie Du das hier beschreibst, läuft das leider nicht. Was auch weniger mit Intelligenz zu hat als viel mehr mit Werkstoff-Eigenheiten bei Umformungen. Du weißt vermutlich genau so gut wie auch ich, daß selbst bei einer ganz einfachen Abkantmaschine die Erreichung eines 90°-Winkels das "Überbiegen" des Werkstoffes erfordert. Weil das Material nach dem Umbiegen "zurückschnappt". Das tut es auch bei geringen Blechstärken! Wenn jemand also so, wie z.B. aus der Zeichnung des TE entnehmbar, einen 90°-Winkel vorgibt, kann man Blechstreifen nicht einfach an einem Spannwerkzeug, das zwar beidseits im Bereich der beiden Spannbacken 90° hat, nach oben und unten an seinen beiden 2mm-Z-Schenkeln so umbiegen, daß man dadurch beidseits 90° erhält. Das geht schlicht und einfach so nicht. ;) Eben, weil das Material zurückschnappt. Also braucht man beidseits dazu Hinterziehungen des Spannwerkzeuges, damit nach dem Zurückschnappen sich tatsächlich Winkel von 90° ergeben. Deine Beschreibung einer Biegematrize ist deshalb unvollständig. Sicher wird zunächst mal bei Massenfertigung auf ca. 90° umgeformt und anschließend per Seitenschiebern überbogen oder gleich (bei Einzelstücken)überbogen. Werkzeuge in beiden Fällen bezahlt der Auftraggeber zu 100%. > Gerade Firmen, die so was täglich machen, sollten Werkzeuge schon oarat > haben, z.B. um Streifen zu schneiden oder einen Stempel in eine Matrize > zu pressen. Denke, da irrst Du Dich ganz gewaltig bzgl. Umformungen. Dafür braucht man in jedem Fall Spezial-Werkzeuge, die der Auftraggeber voll zu bezahlen hat. Er kann dabei Anforderungen auch per einer ganz einfachen Zeichnung stellen. Diskussionen darüber (über solche Zeichnungen) sind doch völlig absurd!! Der Auftragnehmer muß nur ganz genau wissen, was gewollt ist: Damit er das dann auch ohne jegliche Reklamationsmöglichkeit erfüllen kann! So einfach ist das! Um es ganz ehrlich zu sagen: Bei 200 St. wird ein Auftragnehmer solche Preise ansetzen, daß er garantiert KEINEN Auftrag bekommt. ;) Falls er überhaupt dazu bereit ist, ein Angebot zu machen. :D Was auch nichts mit Arroganz zu tun hat, sondern viel mehr damit, daß Hersteller Besseres zu tun haben als sich mit "Pipifax-Zeug" zu "behängen", das "unter dem Strich" nichts Nennenswertes zu erbringen vermag. Bernd F. schrieb: > http://www.groenwald.net/mikrobiegen-schwenkbiegen/ > > Schaut mal hier, wie das professionell bei kleinen Stückzahlen gemacht > wird.(Video). Sowas liest sich immer ganz "nett": - wir können laserschneiden - wir können x-beliebig umformen usw. usw. Zum Laserschneiden bist Du von vornherein sowieso mit ca. 50 bis 100 Euro (je nach Programm dafür) dabei: Korrigier mich dazu bitte ggf. :) Ich kenne das nicht anders, daß gar nichts lasergeschnitten wird, bevor die Programmierkosten dafür NICHT voll übernommen werden. Danach kostet jedes Stück nach Zeiteinsatz dafür. Analog läuft das bei Umformungen: Erst mal 100%-Kostenübernahme für Stanz- oder Umform-Werkzeuge. Danach jedes Stück nach Zeiteinsatz dafür. Ein Problem hatte ich damit noch nie, weil ich denke, daß all dies im beiderseitigen Interesse liegen kann und sollte: "Leben und leben lassen". :D Oder biegst Du z.B. Deine VA-Blechkanäle für die Basilika zum "Nulltarif" um? Mag ja sein, daß dies in einer "Gemischt-Kalkulation" irgendwie nahezu "untergeht". Aber ganz "umsonst" wirst Du das wohl auch kaum machen (wollen). Denn das würde mich sehr wundern: Trägst ja wohl auch Verantwortung dafür, daß von Dir Beschäftigte weiterhin ihren "Job" haben und damit Dein Unternehmen auch weiterhin "florieren" kann. Oder etwa nicht? Grüße
@holzkopf Genau genommen hat der TE ja noch nicht geschrieben was er bereit wäre zu zahlen. Er sucht nach einem Unternehmen welches überhaupt dazu bereit wäre...
L. H. schrieb: > Du weißt vermutlich genau so gut wie auch ich, daß selbst bei einer ganz > einfachen Abkantmaschine die Erreichung eines 90°-Winkels das > "Überbiegen" des Werkstoffes erfordert Ja, aber machen wir die Aufgabe nicht unnötig kompliziert, wenn noch nicht mal klar ist, welche Masshaltigkeit der TO benötigt. Aber ich bleibe dabei: wenn ein Laie es in 2-3 Stunden hinbekommt, ist jede Firma die dafür mehr als 3 Stunden abrechnet ein Armutszeugnis für den Chef. So eine Firma wäre nicht rationell, sondern züchtet Probleme. Eine Firma, schon öfters dünne Bleche in rechtwinkligen Abmessungen bearbeiten musste, wird sich Werkzeuge gebaut haben, die die Verarbeitung rationalisieren.
MaWin schrieb: > Aber ich bleibe dabei: wenn ein Laie es in 2-3 Stunden hinbekommt, Naja, das bleibt schon noch zu beweisen... Mach du doch die erste Charge für den TE =D
Ein Drama. Das darf man eigentlich Keinem erzählen: 200 Blechteile, die man innerhalb von 2 Stunden von Hand herstellen könnte... Stahllineal, Reißnadel, Goldblattschere, Justierzange -> fertig. Guck se Dich an: Nüscht könn' se -jar nüscht!
Holzkopf, du siehst da was falsch. Es gibt durchaus Firmen, die diesen "Prototypbereich" machen. Eine hatte ich genannt. Natürlich werden die Preise höher sein, als bei 5 000 000 Stück. Aber man bekommt das gemacht. Der Fragesteller hat bisher nicht erklärt, wozu das gut ist, welche Präzision nötig ist usw. Eventuell reicht wirklich eine breite Zange und ein Stück Holz, um die Teile in Sekunden selbst zu biegen. Grüße Bernd
metallfunk, ist mir alles klar, und zweifellos ist das ein permanentes Dilemma bei hier im Forum zu klärenden Fragen: > Der Fragesteller hat bisher nicht erklärt, wozu das gut ist, welche > Präzision nötig ist usw. Denke, allein das hier ist schon bezeichnend: TSE schrieb: > Nach ersten Versuchen scheidet selber machen leider aus. Angabe war: max. 0,3er Blech. Wenn man seine eigenen Toleranzen kennt, kann man so ein Blech locker-flockig umformen und dabei die Toleranzen "ausschöpfen". Doch selbst bei minimalstem Werkzeug-Aufwand braucht man dazu ein Spezial-Werkzeug. Nachdem der TE offensichtlich nicht in der Lage dazu ist, sich ein dafür geeignetes Werkzeug selbst anzufertigen, muß er halt (auch) die herstellerseitigen Werkzeugkosten dafür übernehmen. Weil es m.E. eine irrige Annahme ist, daß nun jeder Dienstleister für Blechumformungen auch ein Werkzeug, z.B. für ein Z-Profil (wie eingangs gezeichnet), bei sich "herumkugeln" hat. Das er dann nur "herauskramen" muß, um einen Auftrag von ca. 200St "erledigen" zu können. Im Klartext formuliert: Die irrige Annahme besteht v.a. darin, daß jemand anders das "billiger" machen könnte als man das selbst tun kann. Sicher wärst sowohl Du als ich dazu in der Lage, 200St der gen. Umformungen ohne weiteres bewerkstelligen zu können. Wolltest Du Dich mit sowas "behängen"? :D Grüße
L. H. schrieb: > Die irrige Annahme besteht v.a. darin, daß jemand anders das "billiger" > machen könnte als man das selbst tun kann. 1. Mai ! Holzkopf ruft die Revolution aus ! Er widerlegt mit einem Satz den ganzen Irrweg der letzten 250 Jahre Industrialisierung, ach, der letzten 5000 Jahre Handwerkerschaft. Arbeitsteilung ist gar nicht rationell, Arbeitsteilung dient nur dazu damit der Andere mehr abzocken kann. Macht alles selber, dann wird es am Billigsten und geht sowieso schneller. Oder sollte der Satz bloss Provokation sein, der selbstverliehene Name Holzkopf deutet auf vorsätzliche Provokation, das wird es sein. Übrigens habe ich mal eben 20 solcher Blechstreifen hergestellt. Ein Blech 21 mal im Abstand von 1cm eingeschnitten, 2cm tief, Prinzip Telefonnummernabreisszettel, in Abkantbank die äusseren 2mm hochgekantet und bei 12mm runtergekantet, und dann alle Streifen mit der Schlagschere abgeschnitten. Hat nicht mal 1 Minute gedauert, also 3 Sekunden pro Streifen. Im Gegensatz zu Holzkopf bin ich aber sicher, dass ein Metallbetrieb das schneller kann, und damit 200 zum Preis von 10 Arbeitsminuten herstellbar sind.
Hallo, > MaWin schrieb: > Im Gegensatz zu Holzkopf bin ich aber sicher, dass ein Metallbetrieb das > schneller kann, und damit 200 zum Preis von 10 Arbeitsminuten > herstellbar sind. 10 Arbeitsminuten = 3s pro Teil? Das ist dann doch Unsinn. Immerhin muß auch in einen Fachbetrieb jemand das Mat. erstmal in die Hand nehmen, sich Gedanken über den Ablauf machen und die Arbeitsgänge dann 200 mal wiederholen. Das ist aber gar nicht das Problem. Selbst wenn es 2...3 Stunden braucht, muß ein qualifizierter Fachmann die Sache technisch bewerten und ein Angebot machen. Da noch völlig unklar ist, welche Toleranzen beim Zuschnitt zulässig sind, wie genau die Winkel sein müssen und welche Qualität die Kanten haben sollen, wird es Rückfragen geben oder man rechnet mit höchster Präsision, auch wenn der Kunde das nie braucht. Dann muß das Blech vom Einkauf bestellt, vom Wareneingang angenommen und eingelagert und von der Buchaltung bezahlt werden. Am Ende hat jemand mit Verpackung und Versand zu tun. Die Buchhaltung muß noch die Rechnung an den Kunden schreiben und den Zahlungseingang prüfen. Damit sind schon mal ca. 200...300 € weg, eh überhaupt jemand das Mat. in die Hand nimmt. Kommen man also locker bei 400...500€ raus, bei einem minimalen Gewinn. Jede halbwegs seriöse Fa. wird also erstamml pauschal ab 500€ aufwärts kalkulieren (viele eher mit 1000€), sonst lohnt der Aufwand überhaupt nicht, darüber auch nur eine Minute nachzudenken. Wenn der TO mit solchen Preisen leben kann, dann soll er einen Fa. suchen, die Bleche verarbeiten kann. Ich kann diese Fa. empfehlen: https://www.waco-geraetetechnik.de/de/index.php Dort läßt meine Fa. Unmengen komplexer Blechteile fertigen. Ähnliche kleine Bleche für meine Schirmkappen habe ich kürzlich dort angefragt. Tipp: Der Hersteller kommt mit etwas dickerem Weißblech 0,32mm technologisch besser zurecht. Für das dünne 0,2mm-Blech braucht es evtl. noch ein spezielles Werkzeug. Gruß Öletronika
U. M. schrieb: > und die Arbeitsgänge dann 200 mal wiederholen Falsch. Du hast mal wieder nichts verstanden. Es werden auf die geschilderte Art 20 Teile (oder wie breit Abkantbank, Schlagschere und Blech auch immer sind) in einem Rutsch gefertigt. Man muss für die 20 Teile nur 1 Blech anfassen, nur ein mal Anzeichnen, nur 2 mal abkanten und 1 mal abschneiden, allerdings 21 mal einschneiden. Das nennt man intelligente Lösung, kannst du aber nicht verstehen, siehe MOSFET thread.
> MaWin schrieb: > Man muss für die 20 Teile nur 1 Blech anfassen, nur ein mal Anzeichnen, > nur 2 mal abkanten und 1 mal abschneiden, allerdings 21 mal > einschneiden. Abgekantete Bleche lassen sich ja auch so einfach mit jeder Schere abschneiden, deshalb ist diese Lösung überaus intelligent. Glückwunsch zu deinen Fachkenntnissen. Laß dir das besser gleich patentieren. > Das nennt man intelligente Lösung, kannst du aber nicht verstehen, siehe > MOSFET thread. Immer wieder sehr guter Stil in einem Forum! Hast ja voll Recht. Mich kotzen die Arschlöscher in diesen Forum auch an, die bei jeder Gelegenheit persönlich werden müssen und die anderen Diskutanten rundweg für Volltrottel und Dumpfbacken erklären. Was wären Foren ohne diese erhabenen Lichtgestalten, nicht wahr? Aber ein wenig Kritik muß ich dann doch üben: Du hast doch glatt den Link vergessen.
U. M. schrieb: > Abgekantete Bleche lassen sich ja auch so einfach mit jeder Schere > abschneiden, deshalb ist diese Lösung überaus intelligent. > Glückwunsch zu deinen Fachkenntnissen. Laß dir das besser gleich > patentieren Wenn du dir die Mühe gemacht hättest, die Beschreibung zu lesen, hättest du bemerkt, wie es geht. Aber deine Arroganz zu glauben du wüsstest es von vorneherein besser, verhindert, dass du irgendwas begreifst. Alte Säcke halt, Herr XY.
Dann erklär mal bitte wie du ein Z-Profil mit der Abkantschere in 20 Teile schneiden willst ohne jedes Einzelteil nochmals bearbeiten zu müssen >_> Ganz ehrlich, auch wer hier 2-3 Stunden schätzt, hat meiner Meinung nach noch nie in seinem Leben Teile gefertigt oder beschönigt seine Ergebnisse hinterher extrem ala "wäre alles perfekt gelaufen, hätte ich natürlich nur 1/5 der Zeit gebraucht!!!!". Das kennen wir als Softwareentwickler auch. Wenn man einschätzen soll wie eine ähnliche Aufgabe dauern würde, rechnet man ganz schnell aus der Vorerfahrung den falschen Ansatz raus der 5h gekostet hat ( passiert ja garantiert nieee wieder denn inzwischen sind wir genies ;) ) und auch die 8h Debugging hinterher (inzwischen schreibejnwir perfekten code =D ). Das negative zu ignorieren ist menschlich...
Naja, bleibt doch besser mal etwas "auf dem Teppich". :) MaWin schrieb: > L. H. schrieb: >> Die irrige Annahme besteht v.a. darin, daß jemand anders das "billiger" >> machen könnte als man das selbst tun kann. > > 1. Mai ! > > Holzkopf ruft die Revolution aus ! Welche Revolution? > Er widerlegt mit einem Satz den ganzen Irrweg der letzten 250 Jahre > Industrialisierung, ach, der letzten 5000 Jahre Handwerkerschaft. > > Arbeitsteilung ist gar nicht rationell, Arbeitsteilung dient nur dazu > damit der Andere mehr abzocken kann. Derzeit geht es wohl dominant nur noch um Abzocke. > > Macht alles selber, dann wird es am Billigsten und geht sowieso > schneller. Ja, natürlich. Hängt aber auch ein wenig davon ab, über welche Mittel und "Know-how" man verfügt. > > Oder sollte der Satz bloss Provokation sein, der selbstverliehene Name > Holzkopf deutet auf vorsätzliche Provokation, das wird es sein. Lass bitte so einen Schmarrn doch einfach weg. :) > > Übrigens habe ich mal eben 20 solcher Blechstreifen hergestellt. Ein > Blech 21 mal im Abstand von 1cm eingeschnitten, 2cm tief, Prinzip > Telefonnummernabreisszettel, in Abkantbank die äusseren 2mm hochgekantet > und bei 12mm runtergekantet, und dann alle Streifen mit der Schlagschere > abgeschnitten. Hat nicht mal 1 Minute gedauert, also 3 Sekunden pro > Streifen. Wunderbar: Hast Du gefälligst auch noch Angaben zu geometrischer Genauigkeit dazu? Denn schließlich kann man ein 0,3er Blech auch über quadratisches Holz mit den Fingernägeln umformen. Ganz abgesehen davon: Unverständlich ist das von Dir Beschriebene: Blech im Abstand von 1cm "streifig" eingeschnitten? Woher willst Du dann beim Z-Profil die 8mm Steghöhe + zweimal die beiden 2mm-Schenkel nehmen? Es gibt Basis-Maße beim Z-Profil, die aber nicht so recht mit 10mm in Einklang zu bringen sind. > Im Gegensatz zu Holzkopf bin ich aber sicher, dass ein Metallbetrieb das > schneller kann, und damit 200 zum Preis von 10 Arbeitsminuten > herstellbar sind. Welcher Gott auch immer möge Dir Deinen Irrglauben erhalten. ;) Du gefällst mir ja schon: Nanntest w.o. 60 Euro/Arbeitsstunde. 10 Arbeitsminuten sind dann ein 1/6 davon. Also 200 Teile für 10 Euro?? Träum von mir aus ruhig weiter. :D U. M. schrieb: > Das ist aber gar nicht das Problem. Selbst wenn es 2...3 Stunden > braucht, muß ein qualifizierter Fachmann die Sache technisch bewerten > und ein Angebot machen. > Da noch völlig unklar ist, welche Toleranzen beim Zuschnitt zulässig > sind, wie genau die Winkel sein müssen und welche Qualität die Kanten > haben sollen, wird es Rückfragen geben oder man rechnet mit höchster > Präsision, auch wenn der Kunde das nie braucht. > Dann muß das Blech vom Einkauf bestellt, vom Wareneingang angenommen und > eingelagert und von der Buchaltung bezahlt werden. > Am Ende hat jemand mit Verpackung und Versand zu tun. Die Buchhaltung > muß noch die Rechnung an den Kunden schreiben und den Zahlungseingang > prüfen. > Damit sind schon mal ca. 200...300 € weg, eh überhaupt jemand das Mat. > in die Hand nimmt. Kommen man also locker bei 400...500€ raus, bei einem > minimalen Gewinn. Jede halbwegs seriöse Fa. wird also erstamml pauschal > ab 500€ aufwärts kalkulieren (viele eher mit 1000€), sonst lohnt der > Aufwand überhaupt nicht, darüber auch nur eine Minute nachzudenken Ja, genau so schaut's ungefähr aus: Jeder seriöse Betrieb läßt derlei Anfragen (200St.) einfach "abtropfen". Reagiert normalerweise auch gar nicht darauf oder "wimmelt" das einfach ab. MaWin schrieb: > Wenn du dir die Mühe gemacht hättest, die Beschreibung zu lesen, hättest > du bemerkt, wie es geht. Deine äußerst dürftige Beschreibung erschließt sich auch mir so nicht recht. Bitte beschreib das doch so, daß es ohne weiteres nachvollziehbar ist. Denn ich glaube Dir einfach nicht, daß Du partielle Parallel-Schnitte in irgendeinem Werkstoff bewerkstelligen könntest, ohne daß der sich dabei "verzieht". Zu Lasten der Geometrie-Genauigkeit. Grüße
MaWin schrieb: > Übrigens habe ich mal eben 20 solcher Blechstreifen hergestellt. Ich begreife nur nicht so ganz, warum Du nicht schon längst ein Bild von den 20 Stück eingestellt hast. Das von Dir geschilderte Verfahren leuchtet mir schon ein, nur nicht das anfängliche einschneiden der Trennschlitze. Dabei müssten sich die Kanten doch etwas wölben, oder hast Du das ganze danach (also vor dem abkanten) nochmal gewalzt oder sonstwie geplättet?
L. H. schrieb: > Doch selbst bei minimalstem Werkzeug-Aufwand braucht man dazu ein > Spezial-Werkzeug. > Nachdem der TE offensichtlich nicht in der Lage dazu ist, sich ein dafür > geeignetes Werkzeug selbst anzufertigen, muß er halt (auch) die > herstellerseitigen Werkzeugkosten dafür übernehmen. Nein, das ist nicht richtig. Es gibt inzwischen CNC (Mikro-)Biegemaschinen, auf denen sich solche Teile ohne Spezialwerkzeug herstellen lassen. Manche Laserbuden haben sowas, z. B. die Fa. Dick&Dick. Die machen auch kleine Stückzahlen. L. H. schrieb: > Ja, genau so schaut's ungefähr aus: > Jeder seriöse Betrieb läßt derlei Anfragen (200St.) einfach "abtropfen". > Reagiert normalerweise auch gar nicht darauf oder "wimmelt" das einfach > ab. Du hast eine andere Vorstellung von "seriös" als ich...
TSE hat seinen Spass. Eine kleine unpräzise gestellte Aufgabe und schon gehen sich hier mehrere Leute so richtig an die Gurgel. Da brauchts keine Soaps im Fernsehen, "real life" hier ist besser.
Jim Beam schrieb: > MaWin schrieb: >> Übrigens habe ich mal eben 20 solcher Blechstreifen hergestellt. > > Ich begreife nur nicht so ganz, warum Du nicht schon längst ein Bild von > den 20 Stück eingestellt hast. > > Das von Dir geschilderte Verfahren leuchtet mir schon ein, nur nicht das > anfängliche einschneiden der Trennschlitze. > Dabei müssten sich die Kanten doch etwas wölben, oder hast Du das ganze > danach (also vor dem abkanten) nochmal gewalzt oder sonstwie geplättet? Das übernimmt die Abkantbank. Ich würde das auch so wie MaWin machen. Das ist eine einfache und schnelle Methode. Solche Blech"stärken" kann man fast schon durch Anschauen biegen und benötigt mit etwas Geschick noch nicht einmal eine Abkantbank: zwischen zwei glatten, breiten Backen im Schraubstock einspannen und dann mit einem Stück Flachstahl per Hand rumbiegen. Und wenn man noch etwas Überbiegen möchte, dann spannt man die Biegekante danach noch einen Millimeter höher ein und drückt dann mit dem Flachstahl etwas nach, bis es passt. U. M. schrieb: > Das ist aber gar nicht das Problem. Selbst wenn es 2...3 Stunden > braucht, muß ein qualifizierter Fachmann die Sache technisch bewerten > und ein Angebot machen. Da noch völlig unklar ist, welche Toleranzen > beim Zuschnitt zulässig sind, wie genau die Winkel sein müssen und > welche Qualität die Kanten haben sollen, wird es Rückfragen geben oder > man rechnet mit höchster Präsision, auch wenn der Kunde das nie braucht. Das ist ein Rückruf, dauert keine Minute. Weiterhin ist bei der großen möglichen Spanne an Blechstärke und Material des OP und er Verarbeitung (Weichlöten) nicht davon auszugehen, dass es extrem präsise sein muss. Vermutlich geht es einfach nur darum zwei Bleche/Platinen elektrisch zu verbinden. Aber wie geschrieben: das lässt sich durch einen Rückruf in 60 Sekunden klären. > Dann muß das Blech vom Einkauf bestellt, vom Wareneingang angenommen und > eingelagert und von der Buchhaltung bezahlt werden. Die Bestellung dauert nicht mehr als fünf Minuten - wenn man es nicht sowieso schon vor Ort hat. > Am Ende hat jemand > mit Verpackung und Versand zu tun. Die Buchhaltung muß noch die Rechnung > an den Kunden schreiben und den Zahlungseingang prüfen. Damit sind schon > mal ca. 200...300 € weg, eh überhaupt jemand das Mat. in die Hand nimmt. 300 Euro? Da würde ich aber nur kurz hell auflachen und ein anderes Unternehmen beauftragen. > Kommen man also locker bei 400...500€ raus, bei einem minimalen Gewinn. > Jede halbwegs seriöse Fa. wird also erstamml pauschal ab 500€ aufwärts > kalkulieren (viele eher mit 1000€), sonst lohnt der Aufwand überhaupt > nicht, darüber auch nur eine Minute nachzudenken. Jede seriöse Firma würde sagen: tut uns Leid, aber der Auftrag ist uns zu klein. Damit kann der Kunde leben - aber nicht mit irgendwelchen astronomisch hohen Scheinangeboten. > Wenn der TO mit solchen Preisen leben kann, dann soll er einen Fa. > suchen, die Bleche verarbeiten kann. Ich kann diese Fa. empfehlen: > https://www.waco-geraetetechnik.de/de/index.php > Dort läßt meine Fa. Unmengen komplexer Blechteile fertigen. Ähnliche > kleine Bleche für meine Schirmkappen habe ich kürzlich dort angefragt. > Tipp: Der Hersteller kommt mit etwas dickerem Weißblech 0,32mm > technologisch besser zurecht. Für das dünne 0,2mm-Blech braucht es evtl. > noch ein spezielles Werkzeug. Es geht hier aber nicht um 1 Mio. Stück hochkomplexer Blechteile. MaWin hat ja beschrieben, wie man die Dinger innerhalb einer Stunde selbst herstellen kann.
Der Andere schrieb: > TSE hat seinen Spass. > Eine kleine unpräzise gestellte Aufgabe und schon gehen sich hier > mehrere Leute so richtig an die Gurgel. > Da brauchts keine Soaps im Fernsehen, "real life" hier ist besser. :-D Zumindest weiss ich jetzt, warum unsere Kunden immer so begeistert von unserem Pragmatismus hier sind :-) Vielleicht sollte der OP sich ausschließlich an kleine Unternehmen wenden.
Kauf dein Blech, geh zum Bauflaschner und schneid dein Blech klein. Dann entwerder durch die Sickenmaschine laufen lassen oder Kantbank. Damit solltest du an einem Abend fertig werden. Alternativ halt selbst schneiden. Bei der Blechstärke tuns auch die Verbandsscheren. Das gibt wenig Grad.
Typischer Verlauf einer Internetdiskussion: After all is said and done, more is said than done.... Die Leute von Schubert freuen sich über die Anfrage und haben sicherlich längst ein Angebot abgegeben.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.