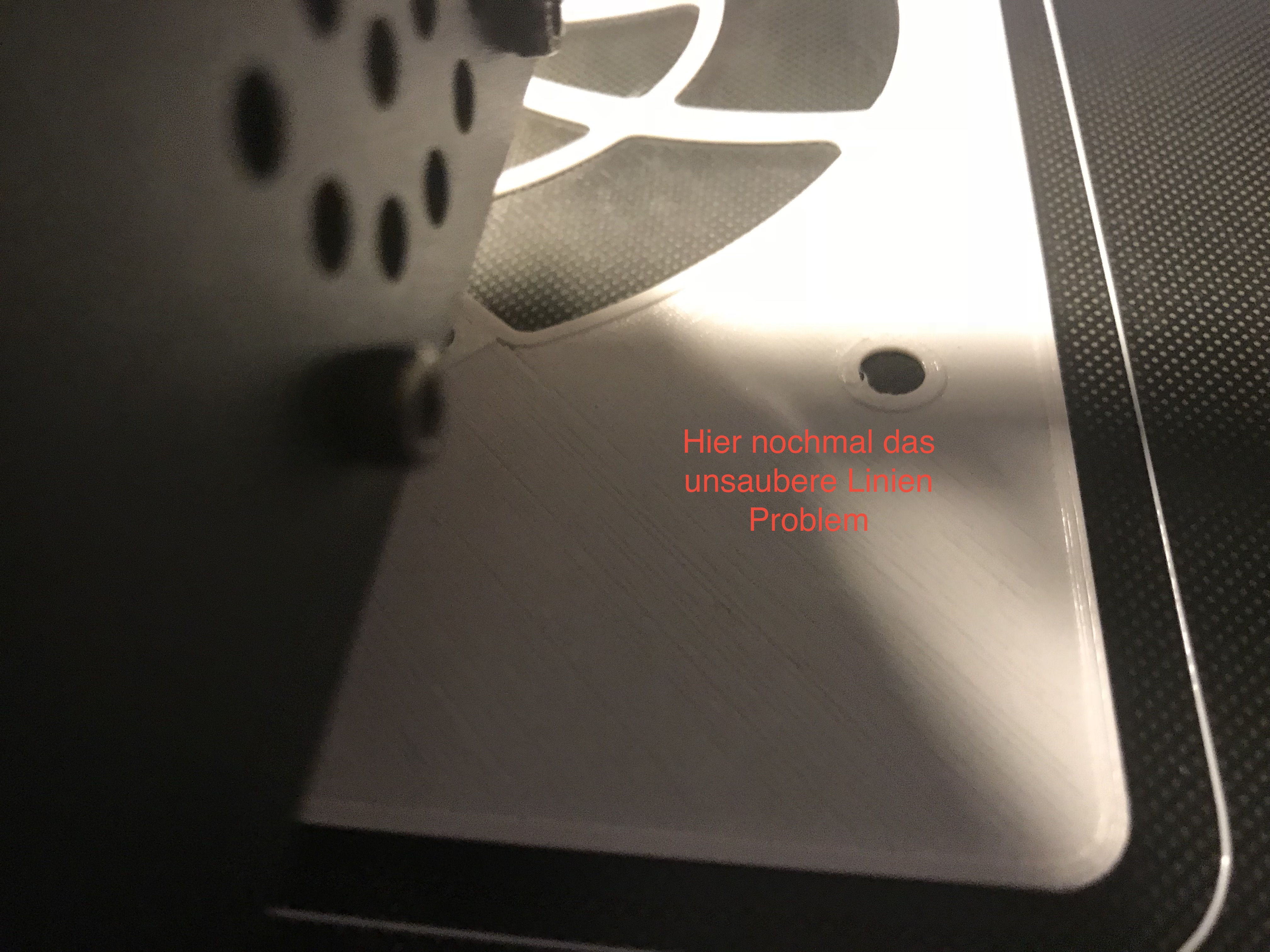
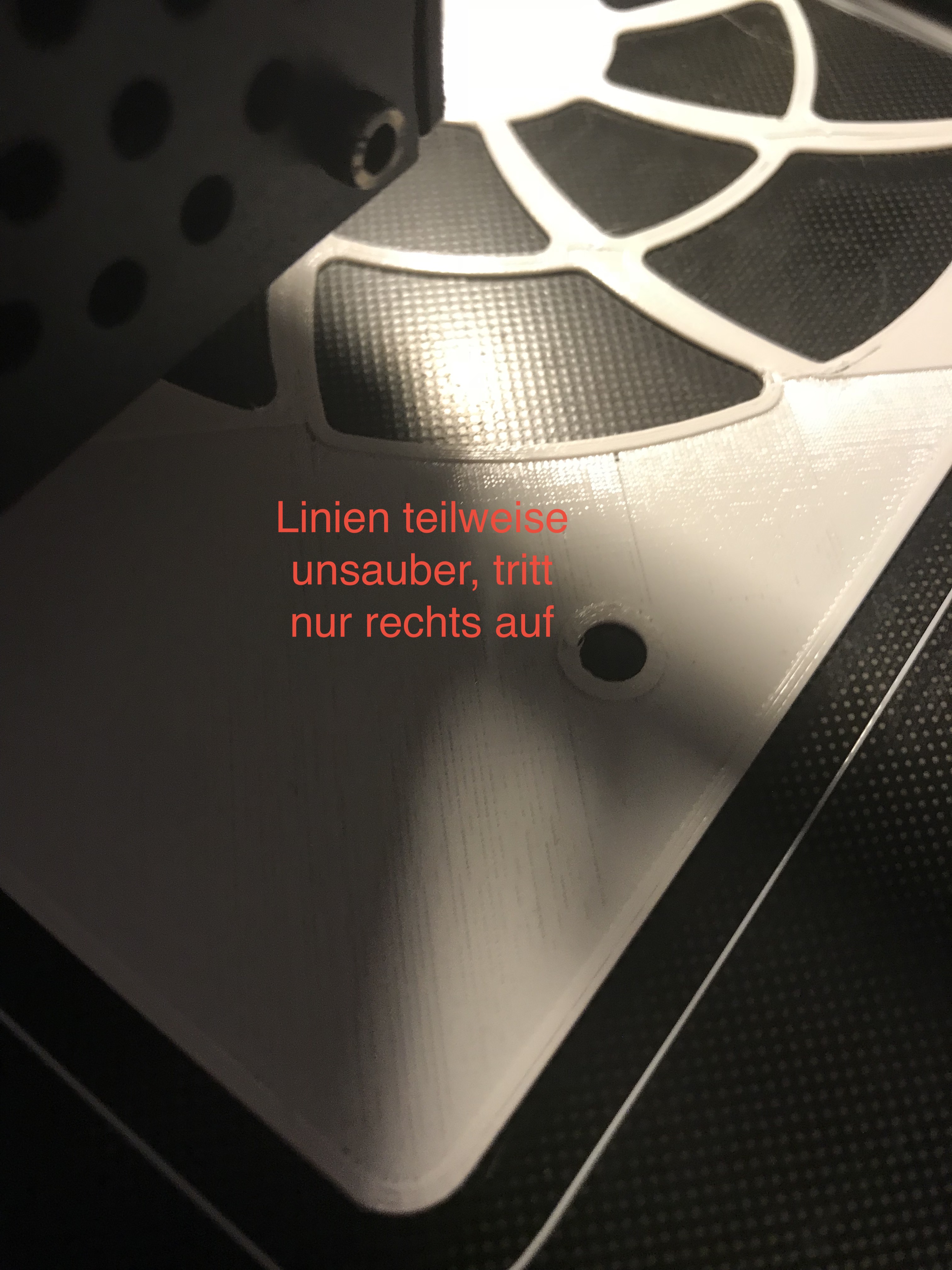
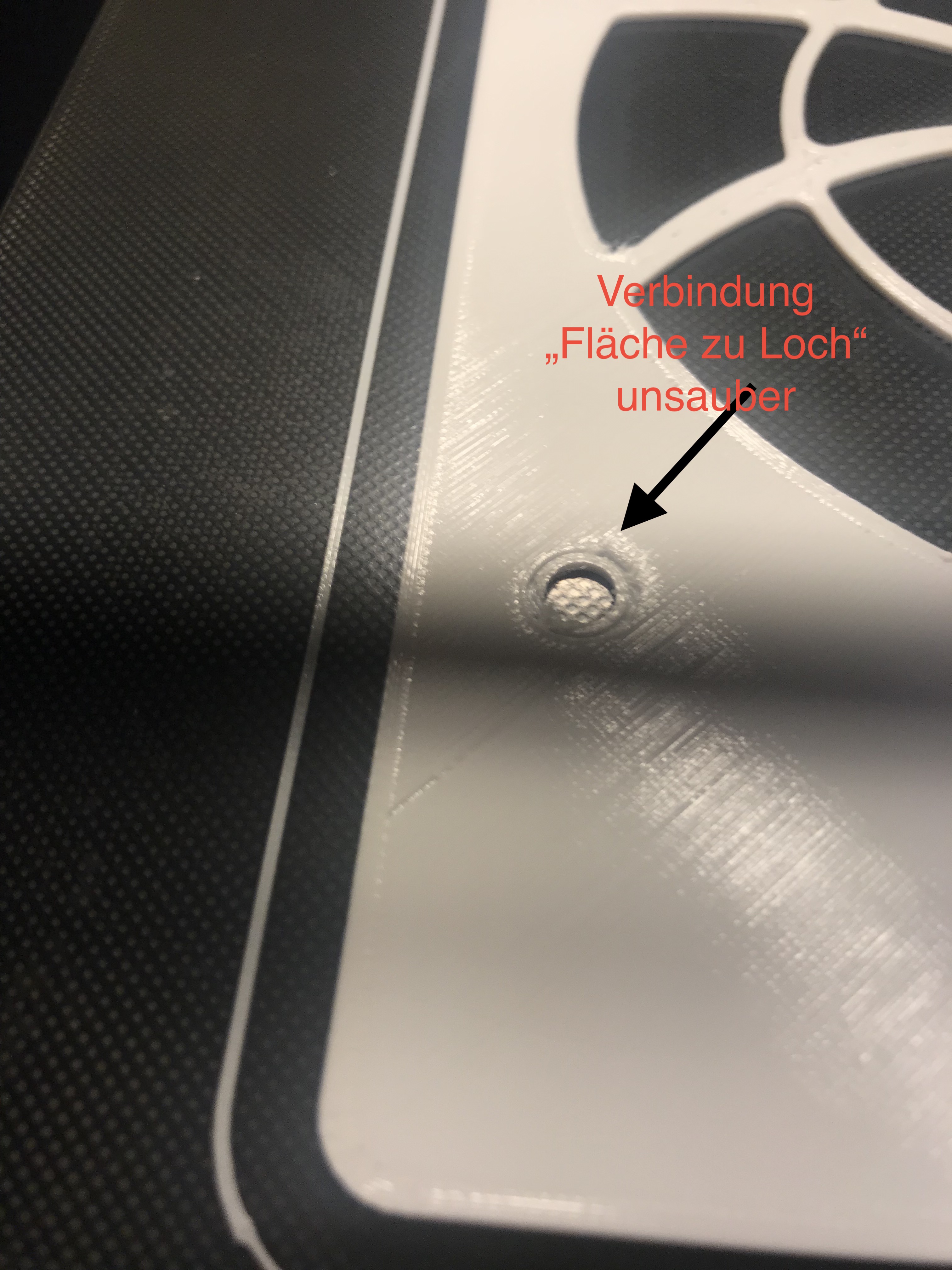
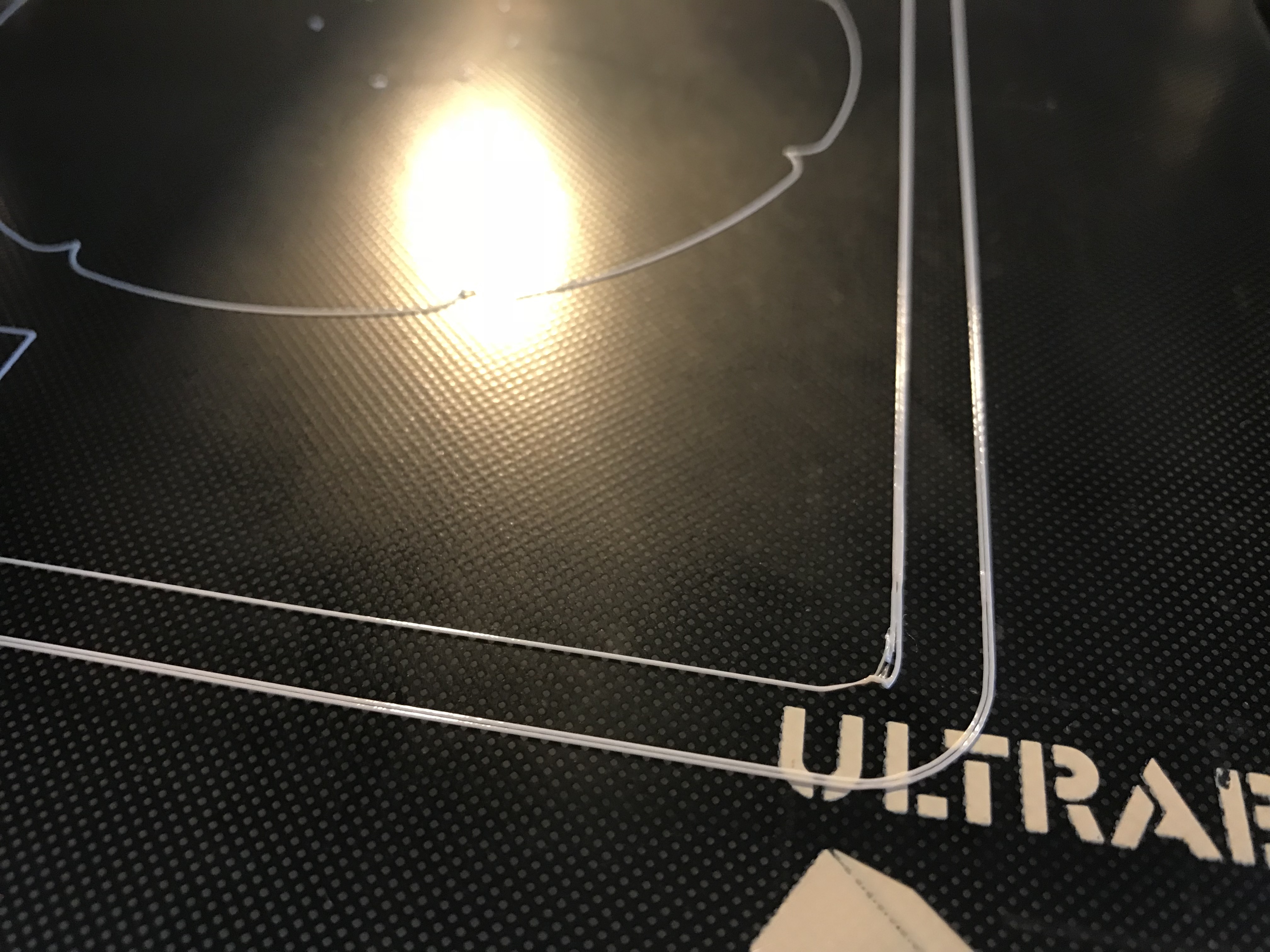
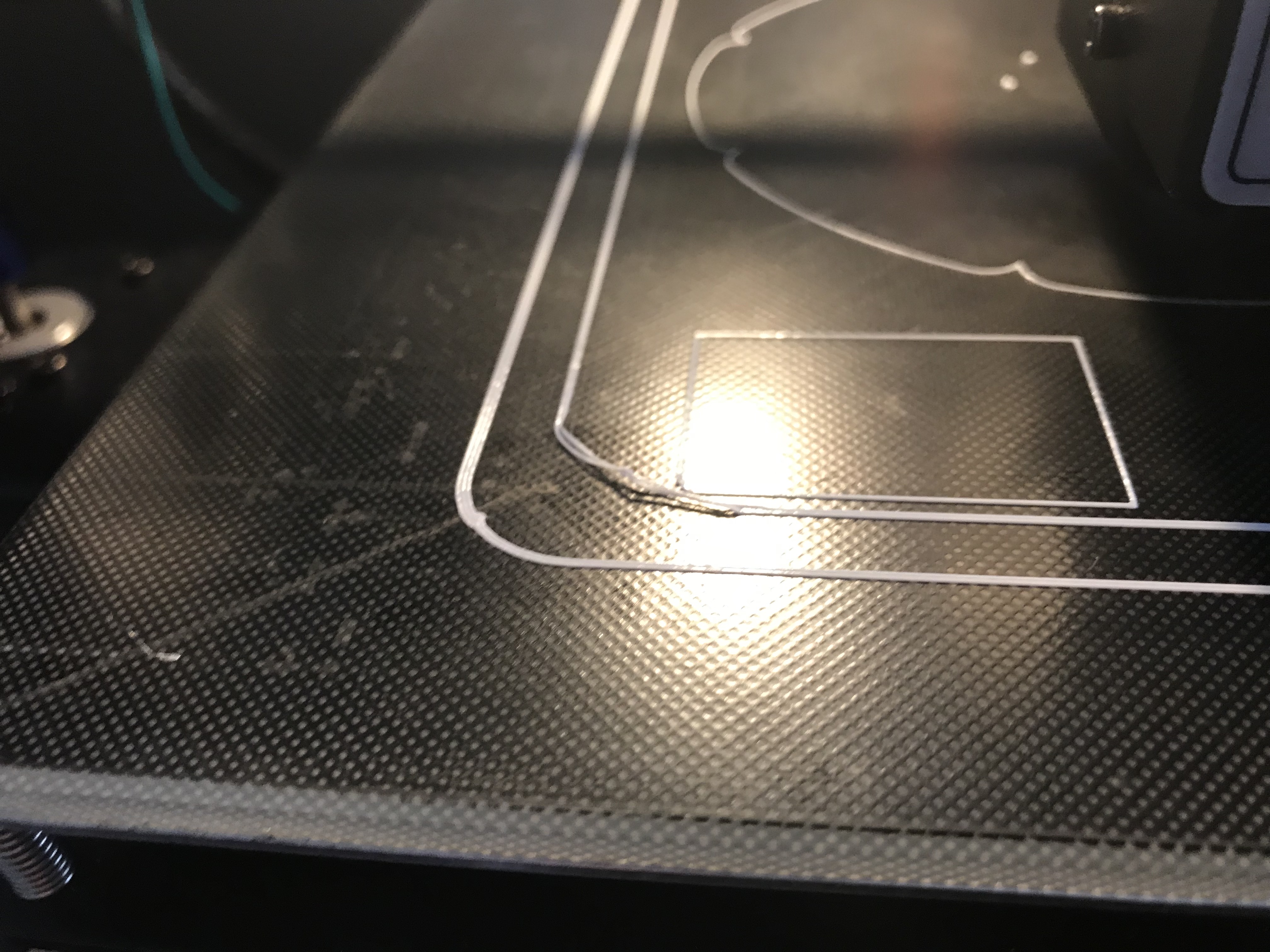
Hallo, Ich habe heute meine Rolle PETG Filament erhalten und habe leider noch kleine Probleme, ich hoffe ihr habt die passenden Lösungen dafür :) 1) Die Verbindungen zwischen Fläche und Loch sind unsauber 2) Auf der Rechten Seite des Objekts sind die Bahnen unsauber. Ich hänge Bilder an und hoffe ihr habt die entscheidenden Hinweise!
Angehängte Dateien:
-

IMG_4204nG.JPG
1,8 MB -

IMG_4206nG.JPG
1,7 MB -

IMG_4207nG.JPG
1,6 MB
Da habe ich schon Schlimmeres gesehen :-) Hängt deine Oberfläche leicht in eine Richtung? Mit welchen Temperaturen (Druckkopf / Bett) und mit welcher Geschwindigkeit hast du das gedruckt? Hast du einen Lüfter, der deinen Druckkopf anbläst? Wie sieht die Sache mit PLA aus?
Bei PETG musst du den Extrusion-Multiplier etwas hochdrehen (da PETG etwas weicher ist als PLA drückt es sich mehr ins Zahnrad des Extruders wodurch der effektive Umfang und damit die geförderte Filamentlänge geringer ist). Würde mit 5% mehr anfangen.
Florian W. schrieb: > Da habe ich schon Schlimmeres gesehen :-) Bei Gehäusen muss alles perfekt sein ;), alles andere bedeutet Arbeit > Hängt deine Oberfläche leicht in eine Richtung? Habe ich nicht beobachten können, werde das morgen mal überprüfen > Mit welchen Temperaturen (Druckkopf / Bett) und mit welcher > Geschwindigkeit hast du das gedruckt? Druckkopf: 230‘ C Bett: 80‘ C (Ultrabase) Geschwindigkeit müsste bei ca. 40 mm/s liegen. > Hast du einen Lüfter, der deinen Druckkopf anbläst? Ja, ist vorhanden und läuft. > Wie sieht die Sache mit PLA aus? Mit (Janbex) PLA erziele ich fast perfekte Drucke, das Problem mit den „unsauberen Löchern“ ist dort aber auch vorhanden.
Timmo H. schrieb: > Bei PETG musst du den Extrusion-Multiplier etwas hochdrehen (da > PETG etwas weicher ist als PLA drückt es sich mehr ins Zahnrad des > Extruders wodurch der effektive Umfang und damit die geförderte > Filamentlänge geringer ist). Würde mit 5% mehr anfangen. Hm, danke für den Hinweis. Wenn ich mich richtig erinnere (gerade nicht am PC) war der Multiplier bei PLA Standartmäßig bei 140%... Ich probier’s morgen mal, den Druck lasse ich jetzt mal fertig laufen.
Paul schrieb: > Wenn ich mich richtig erinnere (gerade nicht am PC) war der Multiplier > bei PLA Standartmäßig bei 140%... Das ist aber ungewöhnlich und deutet auf sehr falsche E-Steps/mm in der Firmware hin. Ich kalibriere meine E-Steps in der Firmware mit PLA als Referenz. Dann druckt PLA mit 100% Extrusion Multiplier perfekt. Variationen von ABS, TPU und PETG gleiche ich dann durch +2-10% im Slicer aus.
Timmo H. schrieb: > Paul schrieb: >> Wenn ich mich richtig erinnere (gerade nicht am PC) war der Multiplier >> bei PLA Standartmäßig bei 140%... > Das ist aber ungewöhnlich und deutet auf sehr falsche E-Steps/mm in der > Firmware hin. Ich kalibriere meine E-Steps in der Firmware mit PLA als > Referenz. Dann druckt PLA mit 100% Extrusion Multiplier perfekt. > Variationen von ABS, TPU und PETG gleiche ich dann durch +2-10% im > Slicer aus. Du hattest Recht, ich habe mich vertan, das war eine andere Einstellung. Flow war auf 95% bei PLA, ich bin jetzt auf 105% gegangen, mal schauen...
Angehängte Dateien:
-

IMG_4214nG.JPG
1,7 MB
Gerade gibt es einige Probleme... Liegt das an zuviel Flow?
ich würde eher auf falschen Druckbettabstand tippen (zu groß) oder die Temperatur des Bettes stimmt nicht. Ich drucke PETG immer mit 70° Bett Temp
moin. zumindest bei sli3rPE kann man noch einstellen wie viel der infill in den perimeter ragen soll. kann mich nur nicht mehr daran erinnern wie die option richtig heisst :/
Düsenabstand ist eher zu gering, das Material sieht plattgedrückt aus. Da gibt es stellenweise Verstopfung weil der Extruder nicht gegen den Druck ankommt. Knackt der eventuell sogar beim drucken? Vielleicht nochmal 5°C mit der Drucktemperatur raufgehen.
c.m. schrieb: > moin. > > zumindest bei sli3rPE kann man noch einstellen wie viel der infill in > den perimeter ragen soll. kann mich nur nicht mehr daran erinnern wie > die option richtig heisst :/ Ich verwende Cura... Johannes S. schrieb: > Düsenabstand ist eher zu gering, das Material sieht plattgedrückt > aus. Da gibt es stellenweise Verstopfung weil der Extruder nicht gegen > den Druck ankommt. Knackt der eventuell sogar beim drucken? Vielleicht > nochmal 5°C mit der Drucktemperatur raufgehen. Danke, werde ich probieren
Angehängte Dateien:
-

IMG_4226nG.JPG
1,7 MB -

IMG_4227nG.JPG
1,9 MB
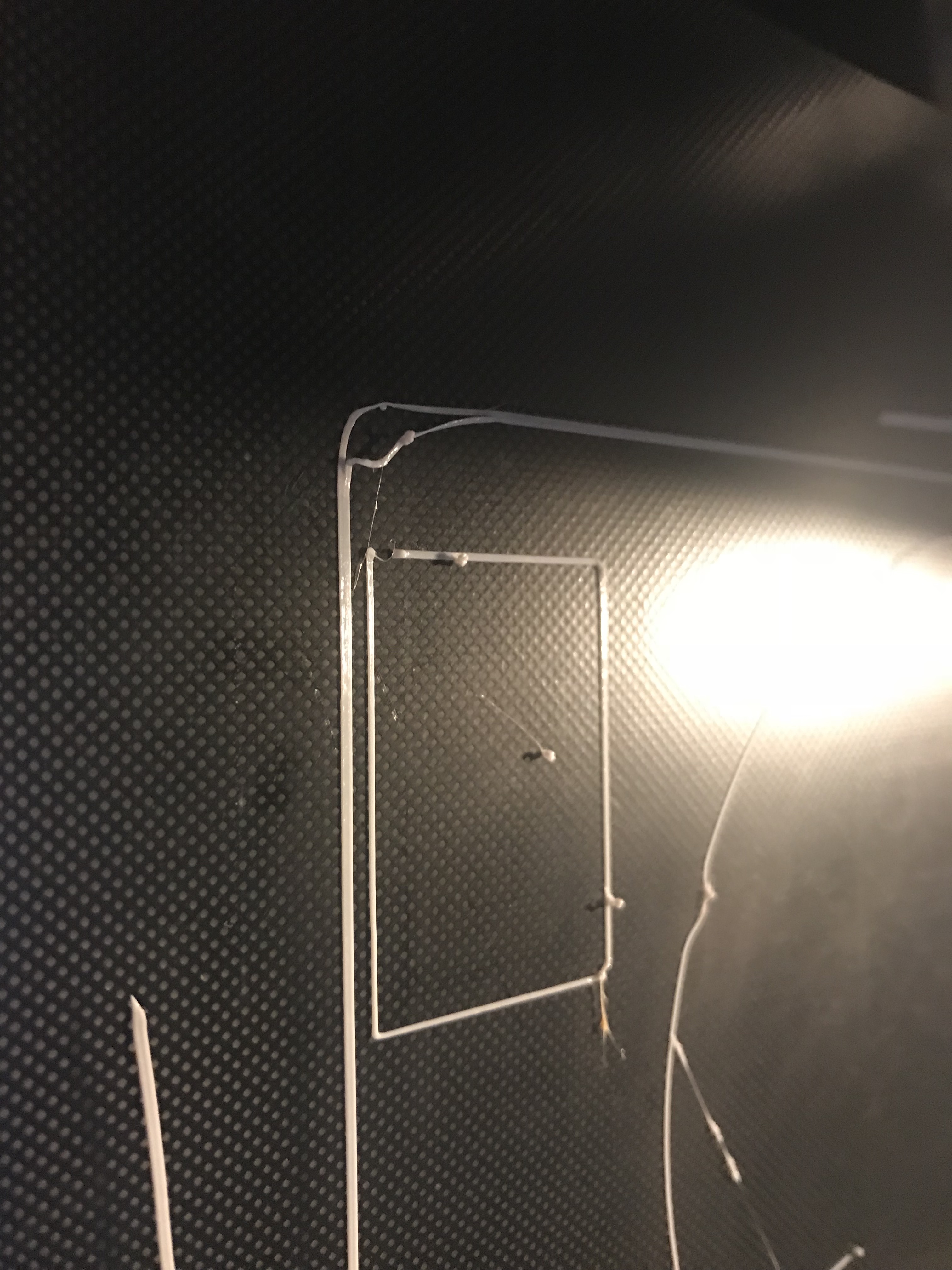
Also, das mit Abstand verändern habe ich probiert, auch die Temperatur habe ich testweise verändert. Leider besteht das Problem, dass immer an den Ecken nicht richtig gedruckt wird, d.h. ich komme gar nicht weiter als die "ersten Wände"... Für Hinweise wäre ich sehr dankbar!
Mach mal kleine Dateien, sonst gibts Schellte. Was das Druckproblem angeht, kann das auch daran liegen, dass die Mechanik nicht feinjustiert ist oder Spiel hat.
Also das mit der Haftung ist jetzt scheinbar behoben, jetzt besteht halt weiterhin das Problem mit den „Rillen“, Flow habe ich um 5% erhöht, ist also auf 105%... Drucktemperatur war 240‘ C, das Bett war 80‘ C warm.
Ich drucke PETG mit 250 zu 70°C Versuche mal mit der Druckgeschwindigkeit runter zu gehen. Rein Interessehalber: Woran lag die mangelhafte Betthaftung?
Christian B. schrieb: > Ich drucke PETG mit 250 zu 70°C > Versuche mal mit der Druckgeschwindigkeit runter zu gehen. > Rein Interessehalber: Woran lag die mangelhafte Betthaftung? verdrecktes ultrabase druckbett denke ich mal. sieht zumindest auf den bildern so aus.
c.m. schrieb: > Christian B. schrieb: > Ich drucke PETG mit 250 zu 70°C > Versuche mal mit der Druckgeschwindigkeit runter zu gehen. > Rein Interessehalber: Woran lag die mangelhafte Betthaftung? > > verdrecktes ultrabase druckbett denke ich mal. sieht zumindest auf den > bildern so aus. Ja, ich musste die ultrabase im kalten Zustand reinigen. Christian B. schrieb: > Ich drucke PETG mit 250 zu 70°C > Versuche mal mit der Druckgeschwindigkeit runter zu gehen. Rein > Interessehalber: Woran lag die mangelhafte Betthaftung? Die Druckgeschwindigkeit habe ich auch schon verringert, hat das Problem wenn überhaupt nur minimal verbessert. Die extremen Rillen sind aber immer noch da. Cerberus schrieb: > Mach mal kleine Dateien, sonst gibts Schellte. > Was das Druckproblem angeht, kann das auch daran liegen, dass > die Mechanik nicht feinjustiert ist oder Spiel hat. Gegen das Mechanikproblem spricht aber, das ich bei PLA bisher kein Rillenproblem hatte...
Paul schrieb: > Die Druckgeschwindigkeit habe ich auch schon verringert, hat das Problem > wenn überhaupt nur minimal verbessert. Die extremen Rillen sind aber > immer noch da. Falsch angegebener Düsendurchmesser! Mach den mal Schrittweise von z.B. 0,4mm um 0,05mm runter
Horst schrieb: > Falsch angegebener Düsendurchmesser! Mach den mal Schrittweise von z.B. > 0,4mm um 0,05mm runter guter Hinweis, ich hab bei meiner original E3D Düse statt nominal 0,4 0,34 angegeben, damit das passt.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.