
Hallo zusammen, ich habe versucht mich etwas über das Spritzgussverfahren zur Herstellung von Gehäusen zu informieren. Soweit ich weiß, werden ja nahezu alle Kunststoffteile mit diesem Verfahren in Masse produziert. Allerdings blieben noch ein paar Fragen offen, vielleicht kennt sich ja jemand damit aus: - Gibt es eine spezielle Norm für Spritzgusswerkzeuge oder ist das Abhängig von der Maschine? Also könnte ich ein Werkzeug in Deutschland produzieren und damit zu jedem X-beliebigen Produzenten in China gehen und ihm das geben? - Warum halten die Werkzeuge nur eine Dauer von X-Stücken (hörte etwas von 10000 Stück). Es ist doch Stahl, sollte das nicht sehr lange halten? - Es gibt ja auch so "Überschneidungen" (wahrscheinlich falsches Wort, also wenn hinter einem Teil noch ein Hohlraum ist), wie zB bei den Stiften die Einrasten um zwei Kunststoffteile zusammen zu fügen. Kann man sowas problemlos fertigen? (Siehe Anhang, das macht es vielleicht einfacher zu verstehen was ich meine). Danke, Turtok
Angehängte Dateien:
-

Zusammen.jpg
220 KB
Turtok schrieb: > - Gibt es eine spezielle Norm für Spritzgusswerkzeuge oder ist das > Abhängig von der Maschine? Für die Werkzeuge selbst ist mir keine Norm bekannt. Aber Stangen- und Säulen-Führungen sowie Anspritz-Teile auch in den Werkzeugen sind schon genormt. V.a. deshalb, daß sie beliebig auswechselbar sind und auf vorgefertigte Teile im Werkzeugbau zurückgegriffen werden kann. > Also könnte ich ein Werkzeug in Deutschland > produzieren und damit zu jedem X-beliebigen Produzenten in China gehen > und ihm das geben? Wenn es in seine Maschine paßt und er schneckenseitig den gleichen Anspritz-Radius hat, ja. > - Warum halten die Werkzeuge nur eine Dauer von X-Stücken (hörte etwas > von 10000 Stück). Es ist doch Stahl, sollte das nicht sehr lange halten? Das kommt einerseits sehr auf die verwendeten Stähle und andererseits auf die Aggressivität/Abrasivität des Spritzgutes an. > > - Es gibt ja auch so "Überschneidungen" (wahrscheinlich falsches Wort, > also wenn hinter einem Teil noch ein Hohlraum ist), wie zB bei den > Stiften die Einrasten um zwei Kunststoffteile zusammen zu fügen. Kann > man sowas problemlos fertigen? (Siehe Anhang, das macht es vielleicht > einfacher zu verstehen was ich meine). Ja, kann man problemlos fertigen: Im Prinzip sind das alles Hinterschneidungen bzgl. einer Form, die man ohne solche problemlos "ausformen" könnte. Deshalb muß man dann in Werkzeugen Seitenschieber einbauen, die im geschlossenen Zustand das Spritzen der gewünschten Form ermöglichen und im geöffneten ihr Ausformen. I.d.R. ist man bemüht, möglichst viele der Ausformungs-Probleme in die Haupt-Trennebene der Werkzeuge zu verlagern, weil diese sowieso immer vorhanden ist. In Deinem Anhang wäre diese Ebene die des blauen Teiles. Ich kann nicht genau erkennen, welche Funktion die von Dir (rot) eingekreisten schwarzen Teile haben. Sind das Clipse und sind die evtl, weil schwarz (HDPE?), separat gespritzt und in das blaue Teil eingeschoben? Grüße
Turtok schrieb: > - Gibt es eine spezielle Norm für Spritzgusswerkzeuge oder ist das > Abhängig von der Maschine? Also könnte ich ein Werkzeug in Deutschland > produzieren und damit zu jedem X-beliebigen Produzenten in China gehen > und ihm das geben? Im Prinzip schon. Die Werkzeuge werden oftmals nur mit einfachen Spannpratzen auf den Maschinenplatten fixiert. Die Platten müssen also eigentlich nur groß genug sein. Je nach Präzision ist es auch angeraten, sich eine Maschine zu suchen, die das geforderte Volumen exakt fördern kann. Es ist wenig ratsam, auf einer Maschine für die Gartenstühle dann einzelne M3-Kunststoffunterlegscheiben zu produzieren ;-) Die Werkzeuge werden üblicherweise aus Normalien, also definierten und herstellerübergreifend austauschbaren Bauteilen zusammengestellt: geschliffene Platten, Führungsbolzen, -buchsen, Auswerferstifte, usw. Schau mal bei Hasco (die haben dieses Baukastensystem damals eingeführt) oder auch Meusburger. Dort findest Du Konfiguratoren, mit denen man sich die Grundfunktionalität seines Werkzeuges sehr leicht zusammenstellen kann. Der Werkzeugmacher kauft dort quasi alle "Rohteile" ein und muss sich so nur um die eigentlichen Kavitäten kümmern. Es gibt auch quasigenormte Größen der Werkzeuge (96x96, 126x126, 156x156, 196x196 usw.). Wir verwenden hier die kleinste Größe 96x96mm mit selbstkonstruierten auswechselbaren Einsätzen, so dass wir pro Form nur zwei kleine Platten und Auswerfer tauschen müssen. Bei über 40 verschiedenen Formen spart das richtig Geld. Es gibt solche Wechselsysteme aber auch direkt von den Normalienherstellern. War mir aber zu teuer. Für ein einfaches Werkzeug 96x96mm liegt das reine Normalien-Material bei etwa 500€. > - Warum halten die Werkzeuge nur eine Dauer von X-Stücken (hörte etwas > von 10000 Stück). Es ist doch Stahl, sollte das nicht sehr lange halten? Wie holzkopf schon schrieb, hängt das vom Material und vom Kunststpff ab. Glasfaser- oder sonstwie gefüllte Kunststoffe sind abrasiver. Aber ein Spritzgusswerkzeug kann durchaus 1 Mio. oder mehr Teile produzieren. Und natürlich kann man die Werkzeuge auch reparieren und Material ergänzen (besonders bei Kanten). Es gibt dazu verschiedene Mikroschweißverfahren (macht Spaß :-). > - Es gibt ja auch so "Überschneidungen" (wahrscheinlich falsches Wort, > also wenn hinter einem Teil noch ein Hohlraum ist), wie zB bei den > Stiften die Einrasten um zwei Kunststoffteile zusammen zu fügen. Kann > man sowas problemlos fertigen? (Siehe Anhang, das macht es vielleicht > einfacher zu verstehen was ich meine). Es gibt verschiedene Arten von Schiebern für solche Zwecke. Das Prinzip wird aber am besten in einer Animation klar. YouTube sollte Entsprechendes liefern. Ansonsten kann ich für Einsteiger das Buch von Dangel "Spritzgießwerkzeuge" empfehlen. Und natürlich den Besuch der "K" und ihrer ergänzenden Messen :-)
Turtok schrieb: > - Es gibt ja auch so "Überschneidungen" (wahrscheinlich falsches Wort, > also wenn hinter einem Teil noch ein Hohlraum ist), wie zB bei den > Stiften die Einrasten um zwei Kunststoffteile zusammen zu fügen. Kann > man sowas problemlos fertigen? Nein, nicht problemlos. Kleine Hinterschneidungen kann man teilweise mit etwas mehr Druck aus der Form herauspressen, wenn sich der Kunststoff bei geöffneter Form da verformen kann. Grössere Hinterschneidungen müssen mit Schiebern gemacht werden die beim Öffnen der Form seitlich herausfahren, gesteuert durch schräge Führungen. Da ist vor allem Präzision gefordert, damit es nicht durch die Ritzen rausspritzt. Und grosse Hinterschneidungen müssen mit eigenen hydraulischen/pneumatischen Zylindern geöffnet werden, bevor man das Werkstück ausstossen kann. Für eine sinnvoll (billig) fertigbare Form muss man also know how haben und den Gegenstand geeignet zum Spritzgiessen aufbauen. Ob nun eine Form 1000 oder 1 Mio Spritzgiessvorgänge aushält, ist auch eine Preisfrage: Alu hält nicht lange, ist aber billiger. Stahl wird teilweise verchromt damit sie länger halten. Und glasfaserverstärkte Plastikteile ruinieren natürlich eine Form schneller. Turtok schrieb: > Also könnte ich ein Werkzeug in Deutschland > produzieren und damit zu jedem X-beliebigen Produzenten in China gehen > und ihm das geben? Ja, sinnvoller ist aber andersrum: Die Maschinenstunde bei 30 Sekunden pro Teil kostet fast nichts, wenn die Plastikteile einfach in einen grossen Sack purzeln dürfen, so 10 bis 20 EUR, aber für die Formherstellung verlangen deutsche Anbieter meist Wucherpreise, obwohl hier eher noch als in Asien ein CNC Mouldmaker die meiste Arbeit macht. https://www.youtube.com/watch?v=ACf3SqlZ0vQ https://www.youtube.com/watch?v=0wvtqOH3ukM
Chris D. schrieb: > Turtok schrieb: >> - Gibt es eine spezielle Norm für Spritzgusswerkzeuge oder ist das >> Abhängig von der Maschine? Also könnte ich ein Werkzeug in Deutschland >> produzieren und damit zu jedem X-beliebigen Produzenten in China gehen >> und ihm das geben? > > Im Prinzip schon. Die Werkzeuge werden oftmals nur mit einfachen > Spannpratzen auf den Maschinenplatten fixiert. Die Platten müssen also > eigentlich nur groß genug sein. Mit Verlaub: Es ist i.d.R. blanker Unsinn, daß Spritz-Werkzeuge mit einfachen Spannpratzen auf irgendeiner Plattengröße festgespannt werden können. Unbenommen ist dabei natürlich, daß man auch das vorsehen und ermöglichen kann. Was jedoch die Werkzeug- und Rüstkosten erhöht. Und wozu sollte man das tun?? Nur damit man vielleicht auch in China Kunststoff spritzen lassen kann?? Unterliegen wir alle nur noch dem Wahn, daß in China alles besser anfertigbar sei?? Alle Welt kocht nur mit Wasser! Preisvorteile erreichen zu wollen kann man schon machen bzw. auch versuchen. Weißt Du was: Ich erlebte Zeiten (nach der Grenzöffnung zu Tschechien) mit, wo manche meiner Kunden geneigt waren, ihren eigenen Werkzeugbau komplett zu "beenden". Weil die Werkzeuge aus Tschechien ja so "preiswert" waren. Bis auf einmal auf ganz anderen Kostenstellen sich Kosten "anhäuften", die vorher noch nie eintraten: Stillstands-Zeiten von Werkzeugen, weil die einfach nicht, wie gewünscht, funktionierten. Stillstands-Zeiten, bis die Werkzeuge (endlich mal) "nachgebessert" wurden. Aber dann funktionierten sie immer noch nicht richtig. => nochmal Stillstands-Zeiten. Und der eigene Werkzeugbau wußte (auf Grund jahrzehntelanger Erfahrung)ganz genau, an welchen "Stellschrauben" zu drehen ist, DAMIT ein Werkzeug auch funktioniert. So einfach ist das nämlich alles nicht: Ganz schnell wurde da in vielen Betrieben "zurückgerudert". Auch in solchen, die sich damit konfrontiert sahen, daß Werkzeuge aus Georgien oder der Ukraine schon mal ganz pauschal zu mindestens 50% "billiger" als in Deutschland angefertigte angeboten wurden. Ein weiterer konkreter Fall (nur beispielsweise dazu): In einem jahrzehntelangen bestehenden "Vertrauensverhältnis" zwischen Auftraggeber und Werkzeugbauer rief der Einkäufer beim Werkzeugbauer an und sagte: Mir liegt ein erheblich "preisgünstigeres" Angebot für das Werkzeug vor. Ich kann nicht anders agieren als das annehmen zu müssen. Wollen Sie ihr Angebot nochmal nachkalkulieren? Der Werkzeugbauer sagte dazu: Nein, seit eh und je fertigte ich für Euch Werkzeuge, die realistisch kalkuliert waren und auch anstandslos funktionierten. Längere Zeit hörte er vom Einkäufer nichts mehr. Bis der ihn anrief und sagte: Bauen Sie uns so schnell wie möglich das von Ihnen angebotene Werkzeug, weil das "preisgünstigere" "um's Verrecken" nicht funktioniert. Kalkulieren Sie bitte Ihren derzeitigen Preis für das Werkzeug neu. Wir akzeptieren jeden Preis, weil wir sonst nicht weiter vorankommen können. Der Werkzeugbauer sagte dazu: Mein Angebot dazu "steht" unverändert. Da gibt es auch nichts nachzukalkulieren. Bekam natürlich auch den Auftrag dazu, und alles lief für alle Beteiligten problemlos weiter. Was ich damit sagen will: Es ist eine Illusion, daß man auf der ganzen Welt für präzise Arbeit nicht auch einen adäquaten Preis dafür zu bezahlen hätte. Ist natürlich auch eine Frage des Anspruches, den jemand beliebt, zu stellen: Warum sind in Deutschland erzeugte Güter weltweit "begehrt" und "exportfähig"? Weil wir "Drecks-Zeug" produzieren? Wir haben nichts außer unserem Wissen und massenhaft Kohle in unserem Land. 2018 läuft die Subvention von Kohle-Abbau ab. Ist "hart" für manche Regionen in Deutschland. Gemeinsam werden wir das aber schon "überstehen" können. Durch den "Länderfinanz-Ausgleich". Chris D. schrieb: > Wie holzkopf schon schrieb, hängt das vom Material und vom Kunststpff > ab. Glasfaser- oder sonstwie gefüllte Kunststoffe sind abrasiver. > > Aber ein Spritzgusswerkzeug kann durchaus 1 Mio. oder mehr Teile > produzieren. Und natürlich kann man die Werkzeuge auch reparieren und > Material ergänzen (besonders bei Kanten). Es gibt dazu verschiedene > Mikroschweißverfahren (macht Spaß :-). Ja, ganz sicher ist das so: Man kann doch PM-Stähle (z.B. 1.2379) mit anderen üblichen "Warmarbeits-Stählen" überhaupt nicht vergleichen. Sogar nicht einmal mit 1.2379 üblicher Anfertigung, also nicht in PM-Ausführung. Und Du hast auch recht damit: Die wahren "Künstler" des Schweißens beherrschen es auch, "ausgefotzte" Kanten von Schnitt-Werkzeugen reparieren zu können. Genauer gesagt, Aufschweißungen bewerkstelligen zu können, die dann - nachgeschliffen - die ursprüngliche Funktion des Original-Werkzeuges problemlos weiterhin erfüllen können. Michael B. schrieb: > Nein, nicht problemlos. > > Kleine Hinterschneidungen kann man teilweise mit etwas mehr Druck aus > der Form herauspressen, wenn sich der Kunststoff bei geöffneter Form da > verformen kann. > > Grössere Hinterschneidungen müssen mit Schiebern gemacht werden die beim > Öffnen der Form seitlich herausfahren, gesteuert durch schräge > Führungen. Da ist vor allem Präzision gefordert, damit es nicht durch > die Ritzen rausspritzt. > > Und grosse Hinterschneidungen müssen mit eigenen > hydraulischen/pneumatischen Zylindern geöffnet werden, bevor man das > Werkstück ausstossen kann. > > Für eine sinnvoll (billig) fertigbare Form muss man also know how haben > und den Gegenstand geeignet zum Spritzgiessen aufbauen. Also ich bitte Dich: Üblicherweise hast Du doch eine Spritzguß-Maschine auf der Basis von mindestens zwei (oder besser) von vier parallel angeordneten "Säulen" auf denen die Teil-Werkzeuge "zusammengefahren" und auch wieder geöffnet werden können. Das mit den Seitenschiebern nannte ich bereits w.o. schon. Seitenschieber lassen sich aber jederzeit auch rein mechanisch betätigen. Dazu bedarf es keinerlei Hydraulik oder Pneumatik. D.h. man nutzt üblicherweise den Weg des "Zusammenfahrens" oder Öffnens der Werkzeugteil-Hälften. Rein mechanisch. Grüße
L. H. schrieb: > Mit Verlaub: > Es ist i.d.R. blanker Unsinn, daß Spritz-Werkzeuge mit einfachen > Spannpratzen auf irgendeiner Plattengröße festgespannt werden können. Nein, das ist kein blanker Unsinn sondern gängige Praxis in allen Betrieben , die ich hier in der Gegend besucht habe und auch auf den Messen findet man das fast überall: Du hast ein Lochraster auf den Maschinenplatten und montierst dort mit Hilfe von Spannpratzen die Aufspannplatten. Manchmal gibt es Anschlagkanten. Einfach, weil das die größmögliche Flexibilität gewährleistet. Davon abgesehen gibt es natürlich auch Sonderlösungen wie bei der Babyplast. Das ist für Kleinteile quasi Industriestandard geworden. > Unbenommen ist dabei natürlich, daß man auch das vorsehen und > ermöglichen kann. > Was jedoch die Werkzeug- und Rüstkosten erhöht. > Und wozu sollte man das tun?? Weil das maximale Flexibilität bedeutet - und das ist viel wichtiger als fünf Minuten mehr beim Werkzeugwechsel. Wie der laberkopp schon schrieb, gibt es die Maschinenstunde ab 30€. Da sind 2 Minuten irrelevant. > Nur damit man vielleicht auch in China Kunststoff spritzen lassen kann?? > Unterliegen wir alle nur noch dem Wahn, daß in China alles besser > anfertigbar sei?? Das hat niemand behauptet. Aber der OP hat gefragt, wie die Werkzeuge in der Maschine befestigt werden und ob es dafür eine Quasinorm gäbe - und man antwortet auf diese Frage :-) > (viel über "billig ist nicht günstig") Ok, genug ausgekotzt :-) Wenn Du Dich jetzt besser fühlst, soll es mir Recht sein. Aber man muss schon sagen, dass die Preise bei Werkzeugbauern extrem differieren. Ich habe bei identischen (CAD-)Daten dort Unterschiede von durchaus 100% gehabt. Und wie gesagt: die kaufen alle bei Hasco etc. Solcherlei Preisgestaltung führt natürlich dazu, dass der Kunde (=ich) das Gefühl "hier werde ich über den Tisch gezogen" nicht los wird. Und wenn es deswegen ist, weil ich damals noch "dummer Laie" war, dann ist es umso schlimmer. Letztendlich habe ich mich dann für Selbstanfertigung entschieden, es ist ja auch nichts Kompliziertes und ich benötigte kein Mehrfachwerkzeug. Und es funktioniert. Wenn dann ab Sommer pro Minute hier im Keller ein Teil rausfällt, ist das für mich vollkommen ausreichend. Dafür habe ich viele verschiedene Formen, so dass ein preisgünstiges Wechselsystem her musste. Da auch hier die Angebote von Hasco etc. preislich viel zu hoch waren, musste ich eben mein eigenes (einfaches) Wechselsystem bauen. Das soll aber den Beruf des Werkzeugbauers nicht schmälern - bei mir ging der Selbstbau nur, weil ich nur einfache, rotationssymmetrische Teile habe und die Formen quasi auf der Drehbank fertigen kann. Aber: das hat alles gar nichts mit dem Anliegen des OPs zu tun. > Das mit den Seitenschiebern nannte ich bereits w.o. schon. > Seitenschieber lassen sich aber jederzeit auch rein mechanisch > betätigen. > Dazu bedarf es keinerlei Hydraulik oder Pneumatik. > D.h. man nutzt üblicherweise den Weg des "Zusammenfahrens" oder Öffnens > der Werkzeugteil-Hälften. > Rein mechanisch. Jepp. Wann immer möglich macht man das so, auch über Zahnstangen usw. - trotzdem gibt es oft genug Pneumatik/Hydraulik, z.B. bei Ausschraubeinheiten für Gewinde. Dafür hat eigentlich jede Spritzgussmaschine (ok, mein Selbstbau nicht ;-) heutzutage entsprechende Pneumatik- und Hydraulikinseln, die man ansteuern kann. Es ist auf jeden Fall immer wieder faszinierend, welche Lösungen sich Werkzeugbauer ausdenken. Messen sind da wahre Fundgruben. Werkzeugbauer ist sicherlich ein sehr interessanter Beruf, da man immer wieder neue Probleme serviert bekommt. P.S.: der korrekte Titel für das Buch lautet übrigens: "Spritzgießwerkzeuge für Einsteiger" von Rainer Dangel. Sehr gut für einfache Prototypenteile und alle "Hobbywerkzeugbauer" ist übrigens das (Ring)buch von Morgan Industries Inc. "Cutting costs in short-run plastics injection molding". Die Jungs sind spezialisiert auf kleine bis kleinste Losgrößen und prototypen. Dort wird dann auch schon mal eine Form aus Epoxyd für wenige Dutzend Teile verwendet. In dem Band finden sich viele Beispiele mit extremen Lowcost-Lösungen. Kann ich nur empfehlen.
Angehängte Dateien:
-

Hinterschneidungen.png
4,8 KB
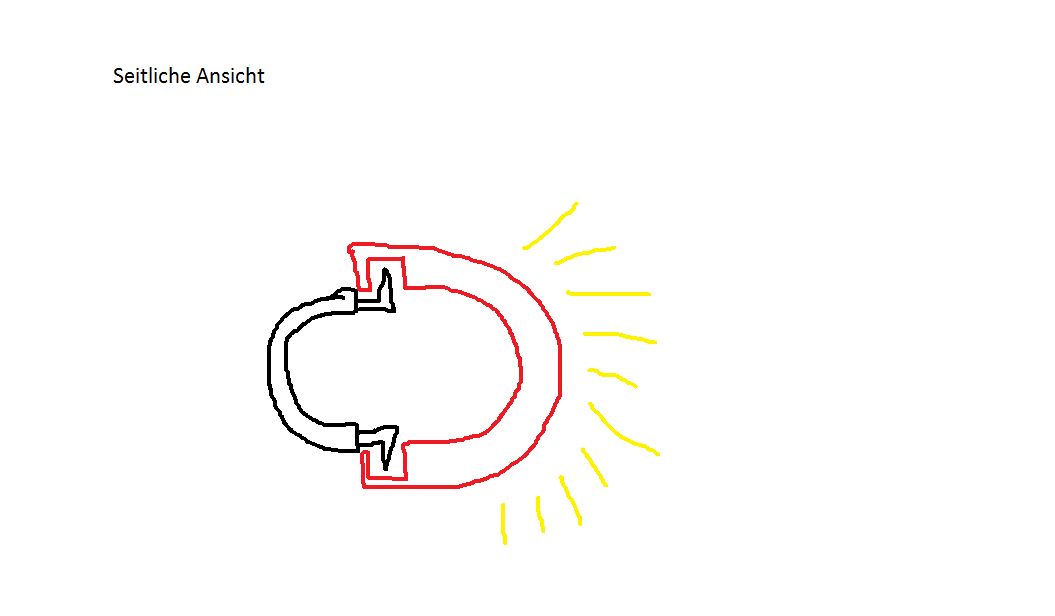
Besten Dank für eure hochqualitativen Antworten. Jetzt verstehe ich das ganze System schon um einiges besser. Zu manchen Aussagen haben sich aber wieder Fragen aufgetan :-) L. H. schrieb: > In Deinem Anhang wäre diese Ebene die des blauen Teiles. > Ich kann nicht genau erkennen, welche Funktion die von Dir (rot) > eingekreisten schwarzen Teile haben. > Sind das Clipse und sind die evtl, weil schwarz (HDPE?), separat > gespritzt und in das blaue Teil eingeschoben? Tut mir leid, das Bild war doch nicht so eindeutig. Das Beispiel ist eine Fahrradrücklampe, bestehend aus einem schwarzen Teil (für Batterie, Elektronik, LEDs) und einem transparenten Aufsatz, der auf dem schwarzen Teil einrastet. Das blaue Teil ist nur die Dichtung. Das schwarze Teil hat Stifte (siehe Bild), die in den transparenten Aufsatz einrasten. Die Stifte und auf dem transparenten Teil (rotes Teil) die Einbuchtungen, die meinte ich mit Hinterschneidung. L. H. schrieb: > Üblicherweise hast Du doch eine Spritzguß-Maschine auf der Basis von > mindestens zwei (oder besser) von vier parallel angeordneten "Säulen" > auf denen die Teil-Werkzeuge "zusammengefahren" und auch wieder geöffnet > werden können. Kann eine Platte auch nur 3mm Dick sein, wie es im Fall der Fahrradlampe wäre? Oder nimmt man für sowas dann einen Seitenschieber? > Chris D. schrieb: Ich mag deine Beiträge. Sie sind immer sehr verständlich formuliert. Nach jedem Absatz entstand eine Frage, die du genau im nächsten Absatz/Satz beantwortet hast :-) Chris D. schrieb: > Schau mal bei Hasco (die haben dieses Baukastensystem damals eingeführt) > oder auch Meusburger. > Für ein einfaches Werkzeug 96x96mm liegt das reine Normalien-Material > bei etwa 500€. Ah, jetzt verstehe ich das Vorgehen. Sollte ein Werkzeugbau dann nicht auch recht günstig gehen? CAD-Programme haben doch teilweise auch Features die ein Werkzeug dann schon aus der Form bilden. Im Endeffekt sind die Schritte und Kosten für ein Werkzeug dann doch (nur): - Normalien 500 € - Werkzeug im CAD bilden (~ 10h a ~50€) = 500 € - Mit hoher Genauigkeit die Platten CNC fräsen (je nachdem wo und wen man kennt) = 1000 € Also sollte man ein Werkzeug für 2000-3000€ hinbekommen? Ich habe mal gelesen China = 3000€, Deutschland = 8000€... Chris: - Entwickelst du deine Formen im CAD selbst? - Hast du eine eigene Spritzgussmaschine oder wo (Land) lässt du es spritzen? - Sollte man (mit CAD Erfahrung) nach dem von dir empfohlenen Buch in der Lage sein ein eigenes Werkzeug im CAD zu entwickeln? Chris D. schrieb: > Und natürlich den Besuch der "K" und ihrer ergänzenden Messen :-) Die ist leider erst in 1,5 Jahren. Interessant wäre es aber sicherlich. L. H. schrieb: > Ist natürlich auch eine Frage des Anspruches, den jemand beliebt, zu > stellen: > Warum sind in Deutschland erzeugte Güter weltweit "begehrt" und > "exportfähig"? > Weil wir "Drecks-Zeug" produzieren? Das ist zwar leicht neben dem Thema, aber ich denke China hat enorm aufgeholt die letzten Jahre. Als Beispiel sind die Produkte von Xiaomi herangezogen. Ich habe den Staubsaugerroboter davon. Die Hochwertigkeit und Passgenauigkeit der Teile hat mich sehr überrascht. Ausnahmslos alle Teile an diesem Gerät sind richtig gut gemacht. Ich denke es kommt immer darauf an Wer es macht. Du kannst in Deutschland richtig gute Qualität bekommen, aber auch billigen Mist. Selbiges gilt für China. Letzte Fragen: - Kann man auch zur Steigerung der Effektivität mehrere Bauteile/Stück in einer Form herstellen? Also wenn die Fläche 250mm ist und mein Bauteil nur 50mm groß ist, könnte ich doch 4 Stück auf der Platte verteilen und dann 4 Stück pro Vorgang herstellen, oder? - Muss man vor Erstellung schon genau wissen welcher Kunststoff gespritzt werden soll? Da gibt es doch verschiedene Materialien. Vielen Dank nochmal für eure Antworten, Turtok
Turtok schrieb: > Besten Dank für eure hochqualitativen Antworten. Jetzt verstehe ich das > ganze System schon um einiges besser. Zu manchen Aussagen haben sich > aber wieder Fragen aufgetan :-) >> Chris D. schrieb: > Ich mag deine Beiträge. Sie sind immer sehr verständlich formuliert. > Nach jedem Absatz entstand eine Frage, die du genau im nächsten > Absatz/Satz beantwortet hast :-) Schön zu hören :-) Ich bin/war bei Spritzguss bis vor zwei Jahren aber auch Laie, daher weiß ich noch gut, welche Fragen ich mir damals gestellt habe - und die unterschieden sich nicht so sehr von Deinen ;-) > Chris D. schrieb: >> Schau mal bei Hasco (die haben dieses Baukastensystem damals eingeführt) >> oder auch Meusburger. > >> Für ein einfaches Werkzeug 96x96mm liegt das reine Normalien-Material >> bei etwa 500€. > > Ah, jetzt verstehe ich das Vorgehen. Sollte ein Werkzeugbau dann nicht > auch recht günstig gehen? CAD-Programme haben doch teilweise auch > Features die ein Werkzeug dann schon aus der Form bilden. > Im Endeffekt sind die Schritte und Kosten für ein Werkzeug dann doch > (nur): > - Normalien 500 € > - Werkzeug im CAD bilden (~ 10h a ~50€) = 500 € > - Mit hoher Genauigkeit die Platten CNC fräsen (je nachdem wo und wen > man kennt) = 1000 € > Also sollte man ein Werkzeug für 2000-3000€ hinbekommen? > Ich habe mal gelesen China = 3000€, Deutschland = 8000€... Wie teuer ein Werkzeug ist, hängt ganz wesentlich von der Komplexität des Werkstücks ab. Natürlich werden Werkzeuge heutzutage nur noch im CAD erstellt und auch die Analyse des Kunststoffflusses geschieht heutzutage über entsprechende Simulationen. Aber: Werkzeugbau ist auch viel, viel Erfahrung und man benötigt je nach zu verarbeitendem Kunststoff eine sehr hohe Genauigkeit bzw. muss langsame Verfahren (erodieren, polieren) einsetzen, um entsprechende Kanten erzeugen zu können. Im Bereich LSR (Silikonspritzguss, ich sag immer: Schnullerherstellung ;-) sind diese nochmals höher, weil das zu verarbeitende Material flüssig wie Wasser eingespritzt wird. Da geht es bei der Entlüftung der Formen wirklich um 1/1000mm. Dazu kommt Schrumpfung des abkühlenden Kunststoffes (im schlimmsten Fall dann Lunkerbildung) und gute Entformbarkeit. Und bei vielen Centartikeln ist Zeit Geld - wenn ich mit einer Form anstatt 5s Zykluszeit nur 4,8s benötige, dann kann das schon über wirtschaftlich/unwirtschaftlich entscheiden. Da spielt also vieles zusammen. Ich habe einfach das Glück gehabt, dass meine Teile eben sehr einfach sind und ich viel Zeit habe :-) > Chris: > - Entwickelst du deine Formen im CAD selbst? Ja, ich habe die mit FreeCAD entworfen - die Modelle für die Normalien kannst Du Dir bei den Anbieterne einfach runterladen. Wobei ich die Anfertigung in Stahl dann größtenteils auf meiner manuellen Drehbank durchgeführt habe. Das CAD-Modell hatte ich hauptsächlich, um zu testen, ob das alles räumlich überhaupt so funktioniert, wie ich mir das im Kopf ausgedacht habe :-) > - Hast du eine eigene Spritzgussmaschine oder wo (Land) lässt du es > spritzen? Ich habe meine eigene Maschine fast betriebsbereit - ja, die ist komplett selbst gebaut und klein und süß :-) Sie ist hydraulisch betrieben und hat eine Schießkraft von maximal 8t bei maximaler Werkzeuggröße von den erwähnten 96x96mm. Allerdings verarbeite ich auch keine Thermoplasten sondern Gummi/Silikon, d.h. ich spritze kalt ein und die Vernetzung erfolgt dann im heißen Werkzeug (also genau anders herum). Daher auch die längeren Zykluszeiten - das Gummi muss zumindest so vernetzt sein, dass ich das Teil auswerfen kann (die endgültige Vernetzung erfolgt dann durch sog. Tempern über 1-2 Stunden im Ofen). Gummi hat allerdings auch den Vorteil, dass man kleine Hinterschneidungen ignorieren kann, da das Bauteil ja flexibel ist und einfach hinausgedrückt wird. Es gibt aber auch schon preiswerte gebrauchte Maschinen - nur wollte ich keinen tonnenschweren Trümmer mit 3P/400V und Druckluftanschluss und enormem Energieverbrauch haben. Meine passt im Prinzip auf einen Schreibtisch, benötigt im Schnitt keine 200W und begnügt sich mit 1P/230V. > - Sollte man (mit CAD Erfahrung) nach dem von dir empfohlenen Buch in > der Lage sein ein eigenes Werkzeug im CAD zu entwickeln? Das Buch fängt mit einem einfachen Kästchen an und macht daraus dann ein immer komplizierteres Bauteil. Das ist schon für Einsteiger gedacht - ich fand es gut. Das kommt aber auf das Bauteil an. Wenn Du da hobbymäßig rangehen möchtest, würde ich fast noch eher das Buch von Morgan Industries empfehlen. Wie geschrieben: man kann auch mit glasfaserverstärkten Epoxyd-Formen arbeiten - halt nicht für tausende von Teilen und mit viel manueller Arbeit (Einlegekerne usw.), dafür aber sehr preiswert und im Prinzip mit einer Presse und einer Art Injektor. > Chris D. schrieb: >> Und natürlich den Besuch der "K" und ihrer ergänzenden Messen :-) > > Die ist leider erst in 1,5 Jahren. Interessant wäre es aber sicherlich. In den "Zwischen-K-Jahren" gibt es die kleinere Messe in Friedrichshafen "Fakuma", auch im Oktober 2018 :-) > Letzte Fragen: > - Kann man auch zur Steigerung der Effektivität mehrere Bauteile/Stück > in einer Form herstellen? Also wenn die Fläche 250mm ist und mein > Bauteil nur 50mm groß ist, könnte ich doch 4 Stück auf der Platte > verteilen und dann 4 Stück pro Vorgang herstellen, oder? Ja, klar, das ist gängige Praxis. Nur ich mache das nicht so, weil das die Formen natürlich deutlich komplexer macht :-) Schraubdeckel, Lebensmitteldosen etc. werden immer direkt im Dutzend hergestellt, sonst wäre das finanziell gar nicht darstellbar. > - Muss man vor Erstellung schon genau wissen welcher Kunststoff > gespritzt werden soll? Da gibt es doch verschiedene Materialien. Auf jeden Fall. Das mit der Genauigkeit für Silikon schrieb ich ja schon - aber auch für normale Thermoplasten ist das sehr unterschiedlich. Gefüllter Kunststoff verhält sich anders, jeder Kunststofftyp schrumpft anders usw. Man kann also üblicherweise nicht einfach den Kunststoff bei identischer Form wechseln - das geht nur sehr eingeschränkt. > Vielen Dank nochmal für eure Antworten, Keine Ursache - ich geb mein Wissen gerne weiter :-) Wenn Du Dich dafür interessierst, dann auf jeden Fall die "K" vormerken, am besten mehrere Tage - das ist echt der Hammer. Auch die ganzen Wahnsinnigen, die die sinnigen und unsinnigen Kunststoffteile sammeln und nach Hause schleppen. teilweise hast Du da Schlangen und Absperrbänder wie im Fantasialand ("Ab hier warten sie noch 30 Minuten"), nur um einen blöden Kunststoffhocker, Schraubendreher oder Eimer zu ergattern - naja, wer die Zeit hat <:-}
Turtok schrieb: > Das Beispiel ist eine Fahrradrücklampe, bestehend aus einem schwarzen > Teil (für Batterie, Elektronik, LEDs) und einem transparenten Aufsatz, Oje, transparent = sehr gute Formqualität, damit Polystyrol oder Polycarbonat glasklar wird. Schnapper: Nicht wasserdicht, also kurzlebiger Pfusch. KLEINE Vertiefungen kann man auch mit Gewalt ausformen, richtige Widerhaken müssen dann genau an der Stelle des Widerhakens keine hintere Auflage haben (kann ich nicht flink aufzeichnen, guck in ein Spritzgussbuch, z.B. http://www.beck-shop.de/fachbuch/leseprobe/9783446412439_Excerpt_002.pdf ) Turtok schrieb: > Ich habe mal gelesen China = 3000€, Deutschland = 8000€... Immer mit CAD MOdell bei protolabs.de anfragen, teurer darf es nirgends sein sonst ist es Verarschung und man lässt einfach protolabs es machen. Deutsche Spritzgussformenhersteller möchten gerne, daß du denen den nächsten Mercedes^WLamborghini finanzierst.
Michael B. schrieb: > Immer mit CAD Modell bei protolabs.de anfragen, teurer darf es nirgends > sein sonst ist es Verarschung und man lässt einfach protolabs es machen. Bedeutet es, dass protolabs.de am oberen Ende der realistischen Preisskala angesiedelt ist? Oder wie kann ich die Aussage einordnen? Chris D. schrieb: > Das Buch fängt mit einem einfachen Kästchen an und macht daraus dann ein > immer komplizierteres Bauteil. Das ist schon für Einsteiger gedacht - > ich fand es gut. Das klingt gut. Am Beispiel lernen finde ich prima, dann werde ich mal zusehen mir das Buch zu besorgen. Chris D. schrieb: > man kann auch mit glasfaserverstärkten > Epoxyd-Formen arbeiten - halt nicht für tausende von Teilen und mit viel > manueller Arbeit (Einlegekerne usw.), Bei wenigen Teilen würde ich wohl immer den 3D Druck wählen. Das Spritzgussgießen wäre für mich interessant für die Serienfertigung, also 5000 bis X-Teile. Chris D. schrieb: > Ich habe meine eigene Maschine fast betriebsbereit - ja, die ist > komplett selbst gebaut und klein und süß :-) Das klingt richtig cool. Ein Mann der Tat. :-) Wann ist denn endlich mal ein Tag der offenen Tür in deiner Firma? Das klingt immer so super interessant wenn du erzählst... Viele Grüße
Turtok schrieb: > Bedeutet es, dass protolabs.de am oberen Ende der realistischen > Preisskala angesiedelt ist? Ja. Die machen einfach. Daher haben sie Probleme einkalkuliert. Natürlich machen die keine aufwändigen Formen, sondern nur was für die Stückzahl reicht. So kann es sein, daß die richtige Form doch teurer wäre, weil sie für höhere Stückzahlen taugt. Aber vor allem müsste eine vergleichbare Form von jedem erfahrenen Spritzgiesser günstiger herstellbar sein, weil er dir Tips gibt bzw. selbst anwendet um die kostengünstigste Form produzieren zu können.
Michael B. schrieb: > Turtok schrieb: >> Bedeutet es, dass protolabs.de am oberen Ende der realistischen >> Preisskala angesiedelt ist? > > Ja. [...] > Aber vor allem müsste eine vergleichbare Form von jedem erfahrenen > Spritzgiesser günstiger herstellbar sein, weil er dir Tips gibt bzw. > selbst anwendet um die kostengünstigste Form produzieren zu können. Ähm, dir ist schon klar, was Protolabs ist, oder? Die machen nur Prototypen und Kleinserien und ausschliesslich Alu Formen mit entsprechend geringer Standzeit und begrenzter Genauigkeit. Der Ablauf von der Überprüfung der Konstruktion über CAM und HSC-Fräsen der Form, Spritzen, bis zur Auslieferung ist hochautomatisiert. Daher können sie Spritzgussteile in wenigen Tagen liefern. Die Form ist also deutlich günstiger, die schnelle Lieferung (bzw. die dafür nötigen Strukturen) bezahlt man aber natürlich auch. Die allermeisten Serienwerkzeuge sind aber aus (vergütetem) Stahl, halten Größenordnungen länger und es können ganz andere Toleranzen spezifiziert werden. Dafür dauert es auch typischerweise deutlich länger, bis man das erste fertige Teil in Händen hält. Eine Stahlform ist viel teurer in der Herstellung als eine Aluform. Du vergleichst also Äpfel mit Birnen.
butsu schrieb: > Du vergleichst also Äpfel mit Birnen. Nicht wirklich. Protolabs geht bis über 10000 Teile. Die Form, die die machen, taugt dafür, egal woraus sie sie dann machen. Damit reicht sie für alles was Besucher dieses Forums an Stückzahlen wollen. Und wer dann wirklich 100000 oder 1 Mio braucht, entdeckt freudestrahlend, daß die Formkosten pro Spritzgussteil nochmal deutlich weniger ausmachen, egal ob's dann Stahl ist oder galvanisch vergütet. Wer als Spritzgiesser dem Kunden für Losgrössen in hunderten, jedes Jahr mal, eine teurere Form aufschwatzt als Protolabs, ist ein Abzocker der nur seine Gier vor die Anforderungen des Kunden stellt.
Chris D. schrieb: > Nein, das ist kein blanker Unsinn sondern gängige Praxis in allen > Betrieben , die ich hier in der Gegend besucht habe und auch auf den > Messen findet man das fast überall: Du hast ein Lochraster auf den > Maschinenplatten und montierst dort mit Hilfe von Spannpratzen die > Aufspannplatten. Naja, vielleicht verstand ich das mit den Spannpratzen anders als Du es meintest. Befestigt werden die Werkzeuge so ziemlich mit allen Methoden, die machbar sind. Das Hauptproblem ist dabei an sich immer die Zentrierung der Werkzeuge. Die eleganteste Lösung dazu "übernahm" ich von einem Werkzeugbauer: Man dreht in die unterste Platte zur Zentrierung eine Absenkung (ca. 3mm tief). Steckt dann in die letzte Maschinen-Platte (in das Zentrumloch von ihr) ein Aufnahmestück ein, das in die Absenkung des Werkzeuges paßt. Die meisten Werkzeuge werden ja per Kran in die Maschinen "eingebracht". Zentrierung von ihnen ist mit dieser Methode kein Problem. Turtok schrieb: > Das Beispiel ist eine Fahrradrücklampe, bestehend aus einem schwarzen > Teil (für Batterie, Elektronik, LEDs) und einem transparenten Aufsatz, > der auf dem schwarzen Teil einrastet. Das blaue Teil ist nur die > Dichtung. Ahja, Deine ergänzende Zeichnung verdeutlicht das alles erheblich besser. :) > Das schwarze Teil hat Stifte (siehe Bild), die in den transparenten > Aufsatz einrasten. Die Stifte und auf dem transparenten Teil (rotes > Teil) die Einbuchtungen, die meinte ich mit Hinterschneidung. Und die Zeichnung kann auch verdeutlichen, wo Überlegungen ansetzen könnten, um insgesamt Werkzeugkosten möglichst niedrig zu halten. Dabei sollte man immer auch im Auge behalten, daß möglichst einfache Formen auch mit einfachen Werkzeugen erstellbar sind. Und bei Teilen, zwischen denen eine Dichtung liegt, sollte man sich auch dessen bewußt sein, daß Kunststoffe auf Dauer gesehen kein großartiges "Haltevermögen" haben. Außer z.B. PA6.6 GF o.ä. Anders formuliert wird die völlig freie Formgestaltungs-Möglichkeit von Kunststoffen oft dazu mißbraucht, nicht nur filigran zu bauen, sondern auch Teile einfach zu überlasten. Aber zurück zum schwarzen Teil: Nennen wir die Stifte, die in die Einbuchtungen des roten Teiles einrasten sollen, einfach Krallen. Sind das wirklich Krallen i.S. von "Haifisch-Zähnen", die sich in die Einbuchtungen einkrallen können, um die Dichtung wenigstens einigermaßen unter Spannung halten zu können? Und wie sehen die Einbuchtungen aus? Können da Krallen einrasten oder ist das alles eher rundlich? Turtok schrieb: > Kann eine Platte auch nur 3mm Dick sein, wie es im Fall der Fahrradlampe > wäre? Oder nimmt man für sowas dann einen Seitenschieber? Platten können in x-beliebiger Dicke und auch als Zwischenplatten "gestückelt" sein, wenn man z.B. die Trennebene verlagern will. Seitenschieber können auch beliebig dick sein. Ihre Bezeichnung kommt daher, daß sie tatsächlich meist von der Seite her in Werkzeuge eingeschoben und auch wieder herausgezogen werden müssen, damit Ausformung möglich ist. Sie können aber auch schräg eingeschoben werden. Oder aber auch, wie z.B. beim roten Teil bzw. seinen Einbuchtungen, von innen nach außen gefahren werden. Dann wird gespritzt, und nach der Abkühlung/Erstarrung des Kunststoffes werden die "Seitenschieber" wieder von außen nach innen weggezogen, damit das Teil ausgeformt werden kann. Turtok schrieb: > - Kann man auch zur Steigerung der Effektivität mehrere Bauteile/Stück > in einer Form herstellen? Also wenn die Fläche 250mm ist und mein > Bauteil nur 50mm groß ist, könnte ich doch 4 Stück auf der Platte > verteilen und dann 4 Stück pro Vorgang herstellen, oder? Ja - natürlich kann man mit "einem Schuß" in ein Werkzeug mehrere gleichartige (oder auch ungleichartige) Kammern in ihm mit Kunststoff "ausfüllen". Warum nur 4St. mit einem Schuß? > - Muss man vor Erstellung schon genau wissen welcher Kunststoff > gespritzt werden soll? Da gibt es doch verschiedene Materialien. Eigentlich muß man das nicht wissen, weil nur die zu erreichende Form eine Rolle spielt. Du kannst Dir das am besten so vorstellen: Die Werkzeuge sind ja alle so präzise geschliffen und zueinander orientiert, daß sie nach dem Zusammenfahren und Arretieren (wie auch immer man das macht) theoretisch "luftdicht" sind. Das stimmt aber natürlich nicht so ganz; denn wenn dem so wäre, könnte man ja gar keine Form mit Kunststoff ausfüllen. Die Luft im Werkzeug wird durch den eingespritzten Kunststoff nach außen verdrängt. Ist nur eine Frage des Druckes mit dem (auch bei "Mehrfach-Werkzeugen")eingespritzt werden kann und auch muß. Eingespritzt wird mit Maximal-Druck, damit die Form möglichst schnell ausgefüllt werden kann. Der Max.-D dient aber partiell auch dazu, die Luft verdrängen zu können. D.h. es ist nicht der Max.-D, den die Maschine tatsächlich aufbauen kann. Erst wenn die Form ausgefüllt ist, könnte sich der Max.-D aufbauen. Tatsächlich wird aber ein geringerer "Nachdruck" so lange aufrecht erhalten, bis der Kunststoff in der Form erstarrt ist. Dieser Nachdruck kann dann in seiner Höhe und Zeitdauer "kunststoffabhängig" gefahren werden. Was aber nur indirekt etwas damit zu tun hat, daß man wissen müßte, welcher Kunststoff in eine Form gespritzt wird. Aus den Werkzeugen kommt immer die gewünschte und durch sie festgelegte Form heraus. Noch etwas zu Prototypen-Anfertigung/Vor- oder Kleinserien: So etwas kann man durchaus auch mit Silikonformen bewerkstelligen. Und auch noch etwas zu Verbindungen, bei denen Dichtungen mit im Spiel sind: Schrauben zum "Zusammenzurren" von Teilen reduzieren Werkzeugkosten für die Teile ganz erheblich, weil man dann keinerlei Krallen oder Hinterschneidungen braucht. Ganz abgesehen davon, daß man per Schrauben auch "abgeschlappte" Dichtungen in ihrer (sicheren) Funktion auch wieder "reaktivieren" kann. Und auch ganz abgesehen davon, daß man mit Schrauben kein "Herumpopeln" mit abgerissenen oder zusammengebrochenen Krallen hat. Technik kann auch ganz einfach und bewährt zuverlässig sein. Wen sichtbare Schraubenköpfe stören: Die lassen sich auch völlig problemlos "kaschieren"/verblenden. Oder man denkt gleich "andersherum": a) Gewinde-Stangen in's rote Teil mit einspritzen und per Muttern an das schwarze Teil (mit zwischengelegter Dichtung) anziehen, oder (besser) b) gleich per VA-Schrauben das rote Teil vom schwarzen her gegen dieses anziehen. Da brauchst Du dann im roten Teil nur (innere) Aufnahmen für die Schrauben anzuspritzen. Am besten mit "übergestülptem" Federring oder VA-Rohr. Weil die Aufnahmen sowieso meistens platzen. Dann liegen die Schraubenköpfe hinterseitig am schwarzen Teil, und am roten sieht man gar nichts mehr von Schraub-Befestigungen zwischen den Teilen. Das interessiert doch normalerweise "keine Sau", wie Du das machst. :D Du kannst aber dadurch Werkzeugkosten minimieren. Und gleichzeitig damit auch einen Beitrag dazu leisten, daß erzeugte Kunststoff-Produkte erheblich länger nutzbar sein können. Und genau darüber müssen wir m.E. erheblich mehr nachdenken. Genauer gesagt darüber, daß wir Menschen die gesamte Natur rücksichtslos und zunehmend mit Kunststoffen "versauen". Ja, wir alle tun das permanent - auch ich. Die Kunststoffe werden ja deshalb so bezeichnet, weil sie in der Natur nicht "abgebaut" werden können. Wir "reichern" also die Natur zunehmend damit an. Eine "Bereicherung" für die Natur?? Naja - ich schweife wieder mal vom Thema ab. ;) Denke aber dennoch, daß wir alle konstruktive Beiträge dazu leisten können, die "Überschwemmung" der Natur mit Kunststoffen einzudämmen. Die Möglichkeiten und das Wissen dazu haben wir ja schließlich. Grüße
Turtok schrieb: > Chris D. schrieb: >> man kann auch mit glasfaserverstärkten >> Epoxyd-Formen arbeiten - halt nicht für tausende von Teilen und mit viel >> manueller Arbeit (Einlegekerne usw.), > > Bei wenigen Teilen würde ich wohl immer den 3D Druck wählen. Das > Spritzgussgießen wäre für mich interessant für die Serienfertigung, also > 5000 bis X-Teile. Ok. Aber am besten einfach im Hinterkopf behalten, wenn es denn mal nur vielleicht 100 Stück sein müssen und es schnell (und am besten vor Ort) gehen soll. Kunststoff-3D-Druck ist auch von der Festigkeit her (natürlich) nicht mit Spritzguss (selbst in einfachster Art) zu vergleichen - aber ich denke, das weißt Du :-) > Chris D. schrieb: >> Ich habe meine eigene Maschine fast betriebsbereit - ja, die ist >> komplett selbst gebaut und klein und süß :-) > > Das klingt richtig cool. Ein Mann der Tat. :-) > Wann ist denn endlich mal ein Tag der offenen Tür in deiner Firma? > Das klingt immer so super interessant wenn du erzählst... :-D Ja, das wäre noch etwas. Aber ernsthaft: ich musste dafür in den ersten Jahren der Selbstständigkeit schon einige Abstriche hinnehmen (Aufträge anderer Unternehmen, weniger Geld). Bis ich dort war, wo ich hin wollte (nur noch das entwickeln und verkaufen, was mir Spaß macht), dauert es eben eine gewisse Zeit. Und jetzt sind seit einigen Jahren eben Zeit und die finanziellen Mittel da, um auch mal etwas ganz anderes zu machen - so wie jetzt der Spritzguss zusammen mit noch anderen Komponenten. Wenn es nicht klappt, dann ist das kein Beinbruch - das Tagesgeschäft brummt ja weiterhin. Aber das wird funktionieren, da bin ich mir sehr sicher - und auf meinen "Marktriecher" konnte ich mich bisher immer verlassen :-) Wichtig ist bei den "neuen" Produkten, dass sie mir keine Zeit stehlen, also so weit wie möglich vollautomatisch laufen (max. 1-2 Stunden Arbeitszeit pro Woche). Ansonsten könnte ich dann auch von Gummi- und LSR-Spritzguss als Lohnfertiger sehr gut leben, da das kaum jemand macht. Oder ich produziere mein Maschinchen dann in Kleinserie. L. H. schrieb: > Naja, vielleicht verstand ich das mit den Spannpratzen anders als Du es > meintest. Ja, denke ich auch :-) > Befestigt werden die Werkzeuge so ziemlich mit allen Methoden, die > machbar sind. > > Das Hauptproblem ist dabei an sich immer die Zentrierung der Werkzeuge. > Die eleganteste Lösung dazu "übernahm" ich von einem Werkzeugbauer: > Man dreht in die unterste Platte zur Zentrierung eine Absenkung (ca. 3mm > tief). Steckt dann in die letzte Maschinen-Platte (in das Zentrumloch > von ihr) ein Aufnahmestück ein, das in die Absenkung des Werkzeuges > paßt. Ja, so etwas habe ich auch schon gesehen. Oder man arbeitet mit aufgeschraubten "Anschlagleisten" - damit erspart man sich die Bearbeitung der Aufspannplatte, falls der Kunde das nicht möchte. Dafür benötigt man dann allerdings immer dieselben Werkzeugausmaße. So hat wohl jede Methode ihre Nachteile. Ich werde wohl gar nichts vorsehen, weil ich meine Einsätze direkt im Werkzeug wechseln möchte: die Aufspannplatten werden also nur ein einziges Mal fixiert. > Du kannst aber dadurch Werkzeugkosten minimieren. > Und gleichzeitig damit auch einen Beitrag dazu leisten, daß erzeugte > Kunststoff-Produkte erheblich länger nutzbar sein können. > Und genau darüber müssen wir m.E. erheblich mehr nachdenken. > > Genauer gesagt darüber, daß wir Menschen die gesamte Natur rücksichtslos > und zunehmend mit Kunststoffen "versauen". > Ja, wir alle tun das permanent - auch ich. > > Die Kunststoffe werden ja deshalb so bezeichnet, weil sie in der Natur > nicht "abgebaut" werden können. > Wir "reichern" also die Natur zunehmend damit an. > Eine "Bereicherung" für die Natur?? > > Naja - ich schweife wieder mal vom Thema ab. ;) > Denke aber dennoch, daß wir alle konstruktive Beiträge dazu leisten > können, die "Überschwemmung" der Natur mit Kunststoffen einzudämmen. > Die Möglichkeiten und das Wissen dazu haben wir ja schließlich. Ja, das kann ich nur unterschreiben. Wenn man sich aber anschaut, wie unglaublich günstig Kunststoffgranulat ist, dann blicke ich da aber eher pessimistisch in die Zukunft.
L. H. schrieb: > Naja, vielleicht verstand ich das mit den Spannpratzen anders als Du es > meintest. Hier sind Spannpratzen: https://www.youtube.com/watch?v=TxOaIVXdEQk L. H. schrieb: > Gewinde-Stangen in's rote Teil mit einspritzen Weisst du, was das KOSTET ? Ein Bajonettverschluss wäre einfach, stabil und mit Dichtung dann dicht, wenn man das Teil an der Stelle öfters öffnen muss.
Michael B. schrieb: >> Gewinde-Stangen in's rote Teil mit einspritzen > > Weisst du, was das KOSTET ? Gewindestangen habe ich bisher bei sowas auch schon gesehen, aber nur sehr selten. Üblich sind dagegen Gewindeeinsätze, in die dann von der anderen Seite eine Gewindeschraube geschraubt werden kann. Diese Kombination ist natürlich auch etwas teurer als selbstschneidende Schrauben, kann dafür aber häufiger geöffnet und zuverlässig wieder verschraubt werden. > Ein Bajonettverschluss wäre einfach, stabil und mit Dichtung dann dicht, > wenn man das Teil an der Stelle öfters öffnen muss. Ein Bajonettverschluss erlaubt aber nur einen einmal festgelegten Abstand und dieser Abstand kann nicht vom Nutzer an die Alterung oder Wärmeausdehnung der Dichtung angepasst werden - oder?
Michael B. schrieb: > L. H. schrieb: >> Gewinde-Stangen in's rote Teil mit einspritzen > > Weisst du, was das KOSTET ? Ja, erfordert aufwendige Spritz-Wz., und die Zufuhr/das Einlegen der Gewindestangen kostet Zeit. Das Beispiel sollte auch nur verdeutlichen, daß es immer einen Weg gibt, im erkennbaren Sichtbereich von Produkten Schraubenköpfe zu vermeiden. Ich würde das NIEMALS so tun, sondern, falls sichtbare Schrauben "stören" sollten, (von hinten her) klassisch angespritzte (konische) Säulen im sichtbaren Teil (mit angespritztem Loch in ihrer Mitte) mit VA-Schrauben (ihr Gewinde selbstschneidend) anzurren, um zwei Teile sicher und dauerhaft auch lösbar miteinander verbinden zu können. Incl. zwischenliegender Dichtung zwischen den Teilen. Diese "Säulen-Lösung" ist nämlich rein technisch an sich unschlagbar gut: - einfache Spritz-Wz mit keinerlei "Krallen" oder Hinterschneidungen - Verwendungsmöglichkeit von Serien-VA-Schrauben - hohe Tragfähigkeit im durch die Schraube geschnittenen Gewinde in der Säule, weil dort völlig problemlos jede Menge von Gewindegängen zur Verfügung gestellt werden kann. In der Praxis "versagen" solche an sich sehr guten Lösungen i.d.R. nur aus zwei Gründen: 1) es werden häufig keine VA-Schrauben eingesetzt, sondern solche, die früher oder später rosten. Rostentwicklung kann bis zur 8-fachen (!) Volumenvergrößerung von Eisen führen. Was unweigerlich jeden Kunststoff "sprengt", oder wenn Eisen-Schrauben in Eisen-Aufnahmen sitzen, die nur noch dann lösbar sind, wenn man sie bis in die Rotglut hochgefahren hat, um sie nach dem Abkühlen herausdrehen zu können. 2) nur ganz selten sieht man bei solchen Säulen über sie geschobene Stabilisierungs-Hülsen aus Metall, die verhindern können, daß sie durch das Einschrauben selbstschneidender Schrauben platzen können. Obwohl solche Hülsen an sich eine konsequent "kunststoffgerechte" Maßname sind, um Platzen dauerhaft zu unterbinden. > > Ein Bajonettverschluss wäre einfach, stabil und mit Dichtung dann dicht, > wenn man das Teil an der Stelle öfters öffnen muss. Bajonettverschluß ist machbar, beinhaltet aber auch eine Restriktion der Formgebungs-Möglichkeiten auf kreisrunde Form. Gerd E. schrieb: > Gewindestangen habe ich bisher bei sowas auch schon gesehen, aber nur > sehr selten. Üblich sind dagegen Gewindeeinsätze, in die dann von der > anderen Seite eine Gewindeschraube geschraubt werden kann. Ja, Gewindestangen sind bei Thermoplasten eher selten. Wird eher bei Duroplasten praktiziert. > > Diese Kombination ist natürlich auch etwas teurer als selbstschneidende > Schrauben, kann dafür aber häufiger geöffnet und zuverlässig wieder > verschraubt werden. Ja, ist (insgesamt) erheblich teurer. "Stabilisierte" Säulen von Thermoplasten kann man per selbstschneidenden Schrauben genau so häufig öffnen und wieder verschrauben. > >> Ein Bajonettverschluss wäre einfach, stabil und mit Dichtung dann dicht, >> wenn man das Teil an der Stelle öfters öffnen muss. > > Ein Bajonettverschluss erlaubt aber nur einen einmal festgelegten > Abstand und dieser Abstand kann nicht vom Nutzer an die Alterung oder > Wärmeausdehnung der Dichtung angepasst werden - oder? Im Prinzip hast Du recht: Bajonettverschlüsse werden i.e.S. auf einen Anschlag oder eine definierte Position gefahren und verharren dann dort bzw. rasten dort ein. Im w.S. kann man unter einem Bajonettverschluß aber auch einen irgendwie gearteten Gewinde-Verschluß verstehen, der keinen Anschlag hat und deshalb auch beliebig z.B. auf eine Dichtung "angeknallt"/"zugestellt" werden kann. So lange die "Selbsthemmung" in den Gewinden dazu ausreicht, daß sich da nichts mehr lösen kann, ist das m.E. "gleichwertig" mit einem klassischen Bajonettverschluß. Man kann dabei ja bzgl. Selbsthemmung notfalls auch etwas "nachhelfen". Muß ja nicht immer gleich Sekundenkleber sein. :D Zaponlack oder Nagellack reicht dazu auch. Lösbar ohne thermisches "Knacken" der "Sicherung" mit Nitroverdünnung oder Aceton. Grüße
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.