Hallo Leute, ich hab keine Ahnung ob ich hier richtig bin aber ich versuch td. mal mein Glück. und zwar bin ich aktuell im 4. Semester eines Mechatronik Studiums und übern Sommer müssen wir ein kleines Projekt machen. Und zwar muss ich eine 25kg schwere Scheibe 215 mal um je 1,674° weiter drehen bis EINE Umdrehung vollendet ist (Die 1,674° sind durch einen vorigen Arbeitsschritt vorgegeben). Das weiterdrehen der Scheibe muss nicht im ms-Bereich geschehen sondern hat ein paar Sekunden zeit, wichtig ist die Genauigkeit hier. Meine Überlegungen gehen Richtung Schritt- oder Servomotor in Kombination eines Getriebes. Was denkt ihr ist hier eine sinnvolle, genaue Lösung? Bzw. kann jemand auch Komponenten empfehlen? Zentrale Steuerung wird eine SPS von Siemens werden. Ich hoffe mir kann jemand ein wenig weiterhelfen da ich aktuell ein wenig auf der Leitung stehe :) Liebe Grüße Florian
Haltemoment schrieb: > Wird die Scheibe um den Schwerpunkt gedreht? Ja wird natürlich um den Schwerpunkt gedreht.
Florian K. schrieb: > 215 mal um je 1,674° weiter drehen Florian K. schrieb: > wichtig ist die Genauigkeit Was für eine Genauigkeit? 1/1000°? Welchen Durchmesser/Umfang hat die Scheibe denn?
Hallo, ein bisschen mehr Informationen muss du schon rauslassen. Wie groß ist der Bauraum? Wie sieht es mit einwirkenden Kräften aus? Welche Steifigkeit ist gefordert? Wie genau muss das Ganze werden? Z.B. sind 215 x 1,674 = 359,91° und keine 360°. Außerdem ist es technisch unmöglich "genau" 1,674° zu drehen. Eine Toleranz gibt es immer und sei es auch nur bei der zwanzigsten Nachkommastelle. Gruß Daniel
Florian K. schrieb: > Und zwar muss ich eine 25kg schwere Scheibe 215 mal um je 1,674° weiter > drehen bis EINE Umdrehung vollendet ist (Die 1,674° sind durch einen > vorigen Arbeitsschritt vorgegeben). Das weiterdrehen der Scheibe muss > nicht im ms-Bereich geschehen sondern hat ein paar Sekunden zeit, > wichtig ist die Genauigkeit hier. Dann wirst du mit den 1.674° nicht weit kommen. Auf eine Umdrehung handelst du dir bei 215 Schritten schon einen Fehler von 250 ppm ein. Muss das direkt angetrieben sein oder darf ein Getriebe dazwischen sein?
Florian K. schrieb: > 4. Semester eines Mechatronik Studiums Und was lernt man so in den ersten 3 Semestern eines Mechatronik-Studiums?
Die Scheibe hat einen Durchmesser von 330mm. Die Drehung muss auf die ersten 3-Kommastellen genau sein. Was die 4te Stelle dann macht ist nicht so wichtig. Bauraum ist genug vorhanden, um den müssen wir uns keinen Gedanken machen. :) Einwirkende Kräfte wird ein Roboter sein der was auf die Scheibe Positioniert/ablegt. Also müsste ich die Scheibe elektrisch Bremsen können. ja mit den 215 Drehungen komme ich auf 359,91° rechnerisch was in Ordnung ist da dann nicht mehr weitergedreht wird. Muss nicht direkt angetrieben werden. Kann ein Getriebe dazwischen sein.
Florian K. schrieb: > Die Drehung muss auf die ersten 3-Kommastellen genau sein. Was die 4te > Stelle dann macht ist nicht so wichtig. Also was den jetzt. Soll die Endposition auf 1 oder auf 3 Nachkommastellen genau stimmen? Und darf man daraus schließen, dass die 215 Schritte auch nicht genau gleich groß sein müssen, sondern Zwischenpositionen auch nur auf nominell 0.1° genau angefahren werden müssen, i.e. die mittlere Schrittweite auf drei Nachkommastellen genau sein muss.
Florian K. schrieb: > Und zwar muss ich eine 25kg schwere Scheibe 215 mal um je 1,674° weiter > drehen bis EINE Umdrehung vollendet ist > Was denkt ihr ist hier eine sinnvolle, genaue Lösung? > Bzw. kann jemand auch Komponenten empfehlen? Ich würde mir von den Jungs aus der Zentralwerkstatt einen Teilapparat ausleihen und diesen dann mit einem lagegeregelten Synchronservomotor antreiben (wenn das Geld keine Rolle spielt). Grüßle Volker
Wenn es nur darum geht, ein paar Positionen auf 0.1° genau anzufahren, tuts wohl auch ein Schrittmotor mit einer Schnecke und einem Schneckenrad, ggf. im Mikroschrittbetrieb.
Wolfgang schrieb: > Also was den jetzt. Soll die Endposition auf 1 oder auf 3 > Nachkommastellen genau stimmen? > > Und darf man daraus schließen, dass die 215 Schritte auch nicht genau > gleich groß sein müssen, sondern Zwischenpositionen auch nur auf > nominell 0.1° genau angefahren werden müssen, i.e. die mittlere > Schrittweite auf drei Nachkommastellen genau sein muss. jede Postion soll auf 3 Nachkommastellen genau sein, wenn es 4 Nachkommastellen sind ist es auch in ordnung aber 3 sind ein Minimum. die 215 sind immer gleich groß. es gibt nur diesen 1,674° Schritt Volker B. schrieb: > Ich würde mir von den Jungs aus der Zentralwerkstatt einen Teilapparat > ausleihen und diesen dann mit einem lagegeregelten Synchronservomotor > antreiben (wenn das Geld keine Rolle spielt). > > Grüßle > Volker Teilapparat mit Servomotor bzw. ein CNC-Drehtisch wäre die Perfekte Lösung wahrscheinlich. aber ich hab keine Ahnung wo man dort preislich ist.
Florian K. schrieb: > jede Postion soll auf 3 Nachkommastellen genau sein, wenn es 4 > Nachkommastellen sind ist es auch in ordnung aber 3 sind ein Minimum. > die 215 sind immer gleich groß. es gibt nur diesen 1,674° Schritt Dann wirst du dich von der Vorstellung verabschieden müssen, dass 215 Schritte eine volle Umdrehung ergeben.
Wolfgang schrieb: > Florian K. schrieb: >> jede Postion soll auf 3 Nachkommastellen genau sein, wenn es 4 >> Nachkommastellen sind ist es auch in ordnung aber 3 sind ein Minimum. >> die 215 sind immer gleich groß. es gibt nur diesen 1,674° Schritt > > Dann wirst du dich von der Vorstellung verabschieden müssen, dass 215 > Schritte eine volle Umdrehung ergeben. Ja das ist mir klar das ich auf keine volle Umdrehung komme! Und ich muss auf keine volle umdrehung kommen! Nur die 215 drehungen sind wichtig.
Es wird ja auch keine volle Umdrehung erwartet. Dafür aber, dass wir die Aufgabe für ihn lösen sollen...
Was willst du jetzt eigentlich von uns? Du kannst Stepper oder Dc-Motoren nehmen und mit beliebigem Betriebe, Schnecke und oder Zahnräder kombinieren. Was du nimmst ist deine Entscheidung. Du bist doch Student, sollen wir es dir bauen oder was
Grosses Zahnrad an der Scheibe, Schnecke am Schrittmotor. Natürlich in optimaler Qualität und maximaler Spielarmut. Punkt. Es ist auch überhaupt nicht wichtig, ob das Untersetzungsverhältnis mit den gewünschten Stop-Positionen und der Schrittanzahl des Motors glatt aufgeht. Wenn die mechanische Auflösung (Zahnradverhältnis/Schrittanzahl) fein genug ist, löst man die Positionen über eine Tabelle der Schrittanzahlen. Dann ist eben die Schrittanzahl zwischen den Positionen nicht gleichmässig, aber wen stört das? Wenn man dann noch per Software Richtungswechsel auswertet, kann man durch kleine Korrektur-Schritte auch das ev. verbleibende mechanisches Spiel kompensieren.
Florian K. schrieb: > Die 1,674° sind durch einen vorigen Arbeitsschritt vorgegeben Frag mal den "vorigen Arbeitsschritt", ob nicht exakt (360°/215), also ungefähr 1.674° (genauer 1.67442°) gemeint sind und der Rest nur irgendwelchen Kommunikationsproblemen zum Opfer gefallen ist ;-) Wenn jede Position auf 3 Nachkommastellen genau angefahren werden soll, muss deine Schrittweite auf 0.001°/215 genau sein, sonst summieren sich die Fehler zu mehr als 0.001° auf.
Jim Beam schrieb: > Dann ist eben die Schrittanzahl zwischen den Positionen nicht > gleichmässig, aber wen stört das? Den TO - hast du doch gelesen: ;-) Florian K. schrieb: > die 215 sind immer gleich groß. es gibt nur diesen 1,674° Schritt
Florian K. schrieb: > Stahl St52 Das ist die alte Bezeichnung nach DIN, nach EN nennt sich das Zeug jetzt S355JR.
Ein Teilappart kostet weniger als 200€ neu. Einfach den ersten Links bei Google folgen. Wenn Du nur ein paar Dutzend Messungen (Vollkreise) machen must mit jeweils ein paar Sekunden je Messpunnkt, dann geht das gut auch per Hand mit entsprechender Lochscheibe (siehe Zubehör). In weniger als 1s hast Du den nächsten Punkt reproduzierbar angefahren.
Mal kurz gerechnet: bei einem Scheibendurchmesser von 330mm enspricht 0.001° einer Strecke von 2.88 Mikrometern am Aussenrand. Der genaueste Antrieb, der mir auf Anhieb einfällt, bestünde aus einem Zahnkranz am Aussenrand der Scheibe, und die Scheibe wird dann über eine Schnecke angetrieben. Zahnkranz und Schnecke mit einer Toleranz von unter 3 Mikrometern herzustellen dürfte jedoch ein Ding der Unmöglichkeit sein. Abgesehen davon wäre die Dicke des nötigen Schmierfilms schon in diesem Bereich. Den Roboter der auf der Platte etwas auf 2.88 Mikrometer genau ablegen kann möchte ich gerne mal sehen, und bevor die Platte dann wieder anfährt sollte man das abgelegte Objekt auch gut festgeklebt haben. Die Raumtemperatur solltet ihr auch im Auge behalten. Bei 1K Erwärmung wird der Durchmesser der Platte um 3 Mikrometer größer, der Umfang nimmt entsprechend um 9 Mikrometer zu. Vielleicht ist ja ein Piezo-Motor die Lösung, nur braucht dann eine Umdrehung vermutlich einen ganzen Tag. Irgendwie habe ich das Gefühl, das Ganze ist noch nicht so richtig durchdacht... ;-)
Ist es denn eine Bedingung, dass an der Scheibe keine Encoder o.ä. sich befinden dürfen? Falls es erlaubt sein sollte, dann könnte man am Rand der Scheibe jede 4,82mm (1,674° bei ф330mm) einen kleinen Schlitz einarbeiten und mit einer Laserdiode / Photodiode so genau die Position ermitteln. Das hat den Vorteil, dass die Fehler sich nicht aufsummieren, weil jede Position einzeln angefahren wird. Als Antrieb würde sich ein DC-Motor mit einer Schnecke, die am Rand der Scheibe in ein Zahnkranz greift, hervorragend eignen - insbesondere weil ein hoch übersetztes Schneckengetriebe einen hohen Selbsthaltemoment hat.
Florian, ich denke auch du solltest nochmal über die Anforderungen nachdenken. Generell gibt es mehrere Möglichkeiten: 1. Mechanische Lösung - machbar, aber nicht billig. 2. Die Position der Scheibe auswerten und danach Motor drehen. 3. Motorumdrehungen auswerten und dann hoffen dass die Position der Scheibe passt. Es gibt Getriebe mit der geforderten Genauigkeit, aber die willst du nicht bezahlen - z.B. Nabtesco kann dir sowas machen. Zahnriementriebe sind relativ spielfrei/spielarm. Bei Zahnradgetrieben kannst du das Spiel rausnehmen, indem du die Scheibe in einer Richtung "vorspannst". Somit liegst du immer an der gleichen Seite der Zahnflanke an. Da ich davon ausgehe, dass dies nur zu Demonstrationszwecken ist und relativ günstig werden soll, würde ich spontan mal folgendes durchrechnen: --Position der Scheibe messen. Entweder optisch, oder einen Encoder via Riemenuntersetzung anbinden. --Die Scheibe in einer Richtung vorspannen. Entweder mit einer Feder, aufgewickelter Schnur und Gewicht, magnetisch, schwacher Motor mit Strombegrenzung der gegen die Laufrichtung antreibt, oder was dir sonst noch einfällt. --Wenn die Scheibe in der jeweiligen Position ist mit einem Pneumatikzylinder, oder sonstigem Stempel arretieren. Entweder in einer Kulisse, oder einfach auf die Scheibe drücken. Dadurch ist die Genauigkeit des Getriebes nicht mehr so wichtig und du bist freier bei der Auswahl. Gruß Daniel
Viktor B. schrieb: > Falls es erlaubt sein sollte, dann könnte man am Rand der Scheibe > jede 4,82mm (1,674° bei ф330mm) einen kleinen Schlitz einarbeiten > und mit einer Laserdiode / Photodiode so genau die Position > ermitteln. Auf 0.001°? Selbst bei einem Inkrementalgeber mit 25000 ppr fehlt für diese Auflösung noch ein Faktor 4, von Genauigkeit noch gar nicht gesprochen.
Uralt aber vom Ansatz her nicht schlecht. http://www.seattlerobotics.org/encoder/200109/dpa.html Oder mit einem Grafikprogramm ne Folie als Schlitzscheibe bedrucken und auf eine Glas- / Plexi- Scheibe kleben. Mit einer Gabellichtschranke auswerten. Entweder auf die Motoraxe oder direkt am Drehteller befestigen. oderso
oderso schrieb: > Oder mit einem Grafikprogramm ne Folie als Schlitzscheibe bedrucken Mit wieviel DPI gedenkst du das denn zu drucken, um auf die 3µm zu kommen?
Wolfgang schrieb: > oderso schrieb: >> Oder mit einem Grafikprogramm ne Folie als Schlitzscheibe >> bedrucken > > Mit wieviel DPI gedenkst du das denn zu drucken, um auf > die 3µm zu kommen? Nunja, wenn man "Drucken" durch "Drahterodieren" ersetzt, sollten 3µm schon machbar sein...
Wolfgang schrieb: > oderso schrieb: >> Oder mit einem Grafikprogramm ne Folie als Schlitzscheibe bedrucken > > Mit wieviel DPI gedenkst du das denn zu drucken, um auf die 3µm zu > kommen? Habe ich jetzt nicht nachgerechnet. Ok. Aber am Motor/Getriebe direkt nach einer Untersetzung müsste das machbar sein. Da Teil aus dem Link hat z.B. eine 60.5:1 Übersetzung. Mann könnte z.B. mehrere solcher Getriebe hintereinander bauen und hat bei 2 schon eine 3660.5:1 Übersetzung und schön viel Kraft. u.s.w. Und wenn die Scheibe groß genug ist sind es am Rand auch keine 3µm mehr ;) Florian K. sucht ja nach einer Idee und da werde ich geholfen..... oderso
oderso schrieb: > Ok. Aber am Motor/Getriebe direkt nach einer Untersetzung müsste > das machbar sein. Da Teil aus dem Link hat z.B. eine 60.5:1 Übersetzung. > Mann könnte z.B. mehrere solcher Getriebe hintereinander bauen und hat > bei 2 schon eine 3660.5:1 Übersetzung und schön viel Kraft. u.s.w. Naja, die Genauigkeit die Florian fordert ist schon heftig. Und bedenke, jedes Zahnrad hat einen Fehler und ein Spiel. Jedes Zahnrad macht die Sache weicher und jede Lagerstelle hat auch Spiel. Diese Fehler addieren/multiplizieren sich. Wenn du jetzt nur die Motorposition auswertest, kannst du bei dieser Konstellation nur noch eine grobe Prognose abgeben in welcher Position sich die Scheibe befindet. Gruß Daniel
Cool das dafür so ein Aufriss gemacht wird. Mechanisch war sowas vor über 40 Jahren gelöst. Runddrehtisch Deckel 2016, Auflösung auf 1" Zugestellgenaugigkeit auf 5". Was auf den Durchmesser 300 mm etwa 1 µ macht. Gebaut war das relativ einfach. Schneckenrad auf der Achse und ein zweistufiges Pertinax Zahnradgetriebe. Optische Ablesung am Drehtisch selbst. Damit fallen alle Getriebfehler raus. Auf der Glascheibe sind "nur" 360 Striche und die Gradangabe dazu. Der Rest wird über zweistufigen Nonius gemacht. Das ganze war klemmbar damit man damit auch arbeiten kann. :-) In deinem Fall kannst du auch einen gespannten Riemenantrieb hernehmen und Schrittmotoren. Häng drunter ne Inkrementalscheibe mit 400 mm Durchmesser und du wirst glücklich.
Angehängte Dateien:
-

Schnecke_Teilung.JPG
84 KB -

Reedkontakt.JPG
12 KB
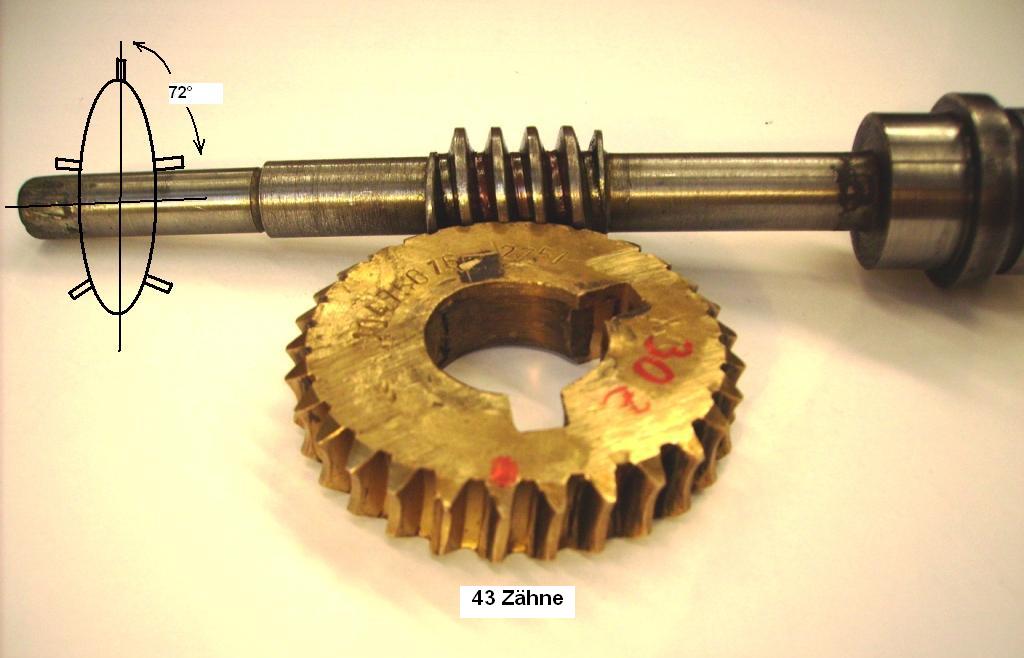

Ein Schneckenrad mit 43 Zähnen und eine eingängige Schnecke würden die 215 Abstände schon mal in 5er Abschnitte aufteilen (43*5=215). Am Umfang der Schnecke müssen jetzt zur Positionserkennung 5 Reedkontakte gleichmäßig im Winkel von 72° angebracht werden (72°*5=360°). Als Antrieb kann jetzt ein beliebiger Getriebemotor angeflanscht werden (es muss kein Schrittmotor sein). Durch die Selbsthemmung des Schneckengetriebes ist eine sichere Fixierung gewährleistet. Der Motor dreht von Reedkontakt zu Reedkontakt und hält jetzt zwangsläufig automatisch den vorgegebenen Drehwinkel von 1,6744186° ein.
Nachtrag: Eine Lochscheibe mit 5 Löchern und eine Gabellichtschranke oder ein Induktivsensor wären sogar noch einfacher als 5 einzelne Reedkontakte (weniger Kabelsalat).
Wieso muss das denn so genau sein? Der Roboter ist doch nicht genauer als 1mm oder?
Haltemoment schrieb: > Wieso muss das denn so genau sein? Der Roboter ist doch nicht genauer > als 1mm oder? Auf dem Display vom Roboter sieht man schon 3 Stellen hinter dem Komma, genau wie bei CNC-Zerspanungsmaschinen. Eigentlich muss es nicht so genau sein, wichtig ist eben nur, dass nach einer Drehung von 360° wieder die Ausgangsposition erreicht wird und sich so keine kleinen Fehler nach mehreren Umdrehungen aufsummieren.
Jürgen von der Müllkippe schrieb: > Auf dem Display vom Roboter sieht man schon 3 Stellen hinter dem Komma, > genau wie bei CNC-Zerspanungsmaschinen. Eigentlich muss es nicht so > genau sein Ich verstehe nicht ganz, woher du diese Informationen hast. Bist du selbst vom "Team Florian K."? Und was heisst "nicht so genau" in mm bzw. Grad?
Joe F. schrieb: > Bist du selbst vom "Team Florian K."? > Und was heisst "nicht so genau" in mm bzw. Grad? Nein, ich bin nicht vom Team Florian K.. Da Florian selber sagt, dass ein Getriebe dazwischen sein darf, gehe ich davon aus, dass etwas Spiel akzeptiert wird (vielleicht 0,2°). Ist aber nur geraten.
Jürgen von der Müllkippe schrieb: > dass nach einer Drehung von 360° > wieder die Ausgangsposition erreicht wird und sich so keine kleinen > Fehler nach mehreren Umdrehungen aufsummieren Das widerspricht völlig den Angaben des TO. Georg
georg schrieb: > Das widerspricht völlig den Angaben des TO. Stimmt, habe ich überlesen. Nach einer Umdrehung wird die Anlage angeblich nicht mehr weitergedreht. Von da her ist es egal wie die Scheibe dann zum stehen kommt. Florian K. schrieb: > ja mit den 215 Drehungen komme ich auf 359,91° rechnerisch was in > Ordnung ist da dann nicht mehr weitergedreht wird.
Jürgen von der Müllkippe schrieb: > gehe ich > davon aus, dass etwas Spiel akzeptiert wird (vielleicht 0,2°) Dann lese doch seine Anforderungen: Florian K. schrieb: > Und zwar muss ich eine 25kg schwere Scheibe 215 mal um je 1,674° weiter > drehen bis EINE Umdrehung vollendet ist (Die 1,674° sind durch einen > vorigen Arbeitsschritt vorgegeben) Florian K. schrieb: > Die Drehung muss auf die ersten 3-Kommastellen genau sein. Das klingt für mich nicht nach 0,2° zulässiges Spiel.
Der Andere schrieb: > Das klingt für mich nicht nach 0,2° zulässiges Spiel. Für mich schon, weil am Ende sowieso die Scheibe bei 359,91° stehen bleibt. Das sind schon 0,09° neben der Spur. Und da ist noch kein Getriebespiel dabei!
Ich fasse mal zusammen, in der Hoffung TO klärt das mal auf. a) die erste Frage ist, soll die Scheibe insgesamt tatsächlich um insgesamt 359,91° (215 mal um je 1,674°) gedreht werden ODER handelt es sich hier um einen Rundungsfehler, und die Scheibe soll jedesmal möglichst genau um 360°/215 gedreht werden (das wären dann 1,67441860465116...°) b) Die Toleranz für das Erreichen und Halten einer Position ist unklar. 0.001° kann es vermutlich nicht sein (physikalisch wohl extrem aufwändig und vermutlich nicht der Anwendung entsprechend, ausser das ganze wird eine optische Laserbank o.Ä.) Von dieser Toleranz hängt viel ab (Antriebsart, zulässiges Getriebespiel, Art des Positionssensors).
Joe F. schrieb: > die Scheibe soll > jedesmal möglichst genau um 360/215° gedreht werden (das wären dann > 1,67441860465116...°) Du hast den besseren Taschenrechner als der TO ;-) Meine Einschätzung: Es geht allein um 215 Positionen bei einer vollen Drehung. Solange sich die Fehler nicht addieren, reicht eine Stelle hinter dem Komma als Positionsgenauigkeit voll aus.
Ich würde die Scheibe auf eine drehbare größere Scheibe aus einem nichtmagnetischem Material montieren und auf der Unterlage präzise Eisenteile anbringen. Vielleicht kann man ja Pulver mit einem Laser draufsintern, keine Ahnung, was die Uni an Möglichkeiten bietet. Vorteil: Du baust eine Scheibe mit mechanischer "Rasterung" auf. Bei feinem Pulver sollte das auch recht fein auflösen. Dazu einen Magnet und die Scheibe wird (entsprechend leichtgängige Lagerung vorausgesetzt) immer am Magneten "einrasten", egal wie ungenau der Motor arbeitet. Der Motor muss nur die Magnetkraft überwinden können und darf selbst kein Haltemoment haben, sonst funktioniert es mit der Rasterung nicht. Sollte ein 0815-Motor ohne Getriebe hinbekommen.
Ryven schrieb: > Cool das dafür so ein Aufriss gemacht wird. > Mechanisch war sowas vor über 40 Jahren gelöst. Das geht heute immer noch. Man montiert 72 Passstücke mit einer "dachförmigen" Seite fest an der Scheibe und hat 43 in einer Achse bewegliche Arretierungen mit entsprechenden prismatischen Nuten am Gestell. Wenn die Position ungefähr stimmt, wird die jeweilige bewegliche Arretierung aktiviert und fixiert die Scheibe. Geht natürlich auch umgekehrt mit Kerben an der Scheibe und keilförmigen Passstücken an den Arretierungsbolzen.
Max M. schrieb: > Florian K. schrieb: >> 4. Semester eines Mechatronik Studiums > > Und was lernt man so in den ersten 3 Semestern eines > Mechatronik-Studiums? Daß ein Mechatroniker genau so gut ist, wie ein Elektroniker und ein Mechaniker, die zusammen genommen die doppelte Ausbildungsdauer haben? Wie man andere seine Arbeit machen lässt? Wiederholung des Physikunterrichtes von der fünften bis zur neunten Klasse?
Frank B. schrieb: > Daß ein Mechatroniker genau so gut ist, wie ein Elektroniker und ein > Mechaniker, die zusammen genommen die doppelte Ausbildungsdauer haben? Akademiker != "Handwerker" > Wie man andere seine Arbeit machen lässt? Dafür geht man doch studieren, oder? Mechatronik-Ingenieure haben von Maschinenbau, Elektrotechnik und Informatik "ein Wenig" Ahnung, so dass sie sich mit einem Werker unterhalten können. Viele von ihnen landen im Projektmanagement, weil ihr Wissen i.d.R. eben nicht derart in die Tiefe geht, wie bei Ingenieuren, die nur ein Fach studiert haben.
STK500-Besitzer schrieb: > Viele von ihnen landen im Projektmanagement, weil ihr Wissen i.d.R. eben > nicht derart in die Tiefe geh Nach dem Motto, je weniger Ahnung, desto höher der Posten? Da könnte was dran sein. Georg
Wegen des echt dummen Schrittwinkels wird das auf einen linearen Antrieb hinauslaufen oder ein eigenes, speziell dafür konstruiertes, Getriebe. Hoffentlich hast Du die dynamischen Probleme nicht unter dem Tisch abgelegt. Wenn ich mal unterstelle, geht es ja nicht darum eine nackte, einen halben Zentner schwere Scheibe, zum Selbstzweck, sehr genau zu drehen, sondern ein komplettes Dingsbums. Das soll beschleunigt werden, und sehr genau abgebremst werden. Drehgeber in Deinem gewünschten Genauigkeitsbereich sind auch nicht an jeder Straßenecke zu haben. Prinzipiell sollte es aber mit Deiner SPS, einem hochauflösenden Drehgeber plus einem gut programmierbaren Frequenzumrichter, zur Motorreglung, gehen. Die SPS'e von Siemens stellen auch relativ komfortable Regler zur Verfügung. Gruß aus Carinthia
Eine der besten Lösungen für solche Probleme ist ein Wanderwellengetriebe, auch besser bekannt als Harmonic Drive. Vorteile sind die hohe Untersetzung (1:100 - 1:160) kombiniert mit Spielfreiheit, hervorragender Steifigkeit und sehr guter Widerholgenauikeit. Kombiniert mit einem Schrittmotor mit 200 Schritten kann man damit schon extrem fein auflösen, aber 1/1000 Grad ist unrealistisch, eher Faktor 10-20 drüber. Wird wegen der vielen guten Eigenschaften gerne in der Luft- und Raumfahrt einsesetzt. Falls es noch genauer werden soll, dann gibts auch sowas: https://www.physikinstrumente.nl/en/products/rotation-stages/upr-120-ultraprecision-rotation-stage-1205700/#description Erfüllt bestimmt deine Angorderungen, aber ich bin sicher dass du das nicht bezahlen willst... Falls das mit den 1/1000 Grad wirklich notwendig ist, dann würde ich das Problem nochmal überarbeiten oder eine andere Lösung suchen. Grüße, Stefan
Nenn es lieber wenig Spiel... Und by the Way Grad werden immer noch in Minuten und Sekunden unterteilt. Nur weil euer Taschenrechner das immernoch nicht kann
Ryven schrieb: > Und by the Way Grad werden immer noch in Minuten und Sekunden > unterteilt. Nö, Profis messen den Winkel in rad. Duck und weg
STK500-Besitzer schrieb: > Akademiker != "Handwerker" Ingenieure, Industriearbeiter oder Handwerker, solange man auf der selben "Ebene" bleibt, gibt sich das nichts. Das studierte sich für was besseres halten, ist ja mal keine Neuheit. >> Wie man andere seine Arbeit machen lässt? > > Dafür geht man doch studieren, oder? Ich dachte, auch die sind zumindest zu irgend etwas nutze und müssen irgend was für ihr Geld tun. Wenn man da gar nichts machen muss, dann sollte ich vielleicht über ein Studium nachdenken...
Ryven schrieb: > Und by the Way Grad werden immer noch in Minuten und Sekunden > unterteilt. Dann frag mal die Profis, die damit z.B. um die Welt fahren. Die verwenden Grad und Dezimalminuten. Oder das Vermessungswesen mit Gon und Centigon bzw. Milligon
Viktor B. schrieb: > einen kleinen Schlitz einarbeiten und mit einer Laserdiode / Photodiode > so genau die Position ermitteln. Oder (ein paar) Laserpointer montieren und auf eine Wand projizieren. Von da mit Schlitzmaske und Photodiode empfangen. > 330mm. Bei 3,3 m ist die Auflösung des Umfangs dann 10 x so hoch Wenn es noch genauer werden soll schlage ich einen Polygonspiegel aus einem Laserdrucker vor. Die rotieren sehr genau und man kann durch messen des Zeitversatzes zwischen einer Referenzdiode (PIN Diode) auf der Scheibe und einer externen praktisch beliebige Auflösungen fahren.
Merkste was? Der TO hat sich offenbar schon längst 'ausgeklunken'...
Michael W. schrieb: > Merkste was? Der TO hat sich offenbar schon längst 'ausgeklunken'... Seine Sache, mir geht es um das Thema.
X4U schrieb: > mir geht es um das Thema. Mir auch. Vielleicht meldet sich der TO in ein paar Tagen mal mit seiner Lösung?
Jürgen von der Müllkippe schrieb: > X4U schrieb: >> mir geht es um das Thema. > > Mir auch. Vielleicht meldet sich der TO in ein paar Tagen mal mit seiner > Lösung? hab mich ehrlich gesagt ein wenig jetzt raus gehalten weil da Themen andiskutiert worden sind was mit meiner Frage gar nichts mehr zu tun haben! Aber wir werden jetzt folgende Dinge in Betracht ziehen. Einen Teilapparat (Übersetzung 90:1) mit Servomotor, also in Richtung CNC- - Drehtisch. - Schrittmotor mit Getriebe / Zahnriemenantrieb - mittels Steuerscheibe und einem Zylinder zum arretieren. bzw. hätte ich da eine Frage an Jürgen: >Ein Schneckenrad mit 43 Zähnen und eine eingängige Schnecke würden die >215 Abstände schon mal in 5er Abschnitte aufteilen (43*5=215). Am >Umfang >der Schnecke müssen jetzt zur Positionserkennung 5 Reedkontakte >gleichmäßig im Winkel von 72° angebracht werden (72°*5=360°). Als >Antrieb kann jetzt ein beliebiger Getriebemotor angeflanscht werden (es >muss kein Schrittmotor sein). Durch die Selbsthemmung des >Schneckengetriebes ist eine sichere Fixierung gewährleistet. >Der Motor dreht von Reedkontakt zu Reedkontakt und hält jetzt >zwangsläufig automatisch den vorgegebenen Drehwinkel von 1,6744186° ein Das heißt ich geb das Schneckenrad an mein Werkstück, mit einem Schrittmotor / Getriebemotor wird dann eine Schnecke angetrieben, am ende der Schnecke befindet sich dann eine Lochscheibe mit 5 Löchern wodurch wo ein induktiver sensor wartet bis ein Loch kommt, und wenn das loch da ist schaltet er den motor aus. hab ich das richtig verstanden?
Florian K. schrieb: > Das heißt ich geb das Schneckenrad an mein Werkstück, mit einem > Schrittmotor / Getriebemotor wird dann eine Schnecke angetrieben, am > ende der Schnecke befindet sich dann eine Lochscheibe mit 5 Löchern > wodurch wo ein induktiver sensor wartet bis ein Loch kommt, und wenn das > loch da ist schaltet er den motor aus. hab ich das richtig verstanden? Genau so ist es. Florian K. schrieb: > am > ende der Schnecke befindet sich dann eine Lochscheibe mit 5 Löchern Die Lochscheibe muss nicht am Ende der Welle montiert werden, sie kann auch in Motornähe sein. Dadurch kann die Schneckenwelle etwas kürzer ausfallen und man spart Bauraum und verringert das Biegemoment der Welle und die Kabel für Motor und Sensor liegen auf nur einer Seite in Klemmbrettnähe.
Jürgen von der Müllkippe schrieb: > Florian K. schrieb: >> Das heißt ich geb das Schneckenrad an mein Werkstück, mit einem >> Schrittmotor / Getriebemotor wird dann eine Schnecke angetrieben, am >> ende der Schnecke befindet sich dann eine Lochscheibe mit 5 Löchern >> wodurch wo ein induktiver sensor wartet bis ein Loch kommt, und wenn das >> loch da ist schaltet er den motor aus. hab ich das richtig verstanden? > > Genau so ist es. > > Florian K. schrieb: >> am >> ende der Schnecke befindet sich dann eine Lochscheibe mit 5 Löchern > > Die Lochscheibe muss nicht am Ende der Welle montiert werden, sie kann > auch in Motornähe sein. Dadurch kann die Schneckenwelle etwas kürzer > ausfallen und man spart Bauraum und verringert das Biegemoment der Welle > und die Kabel für Motor und Sensor liegen auf nur einer Seite in > Klemmbrettnähe. ja das klingt gar nicht so doof, und ist auch leicht umsetzbar. aber damit bist halt komplett auf eine Teilung fixiert. weil wir heute besprochen haben das evlt. eine 150er und eine 170er Teilung dazu kommen würden... :/
Florian K. schrieb: > weil wir heute besprochen haben das evlt. eine 150er und eine 170er > Teilung dazu kommen würden... :/ Dann lohnt sich die Herstellung eines Schneckenrades mit 43 Zähne nicht. Die Möglichkeit das kleinste gemeinsame Vielfache von 215, 170 und 150 zu ermitteln und daraus eine Lochscheibe mit 109650 Löchern zu machen erscheint mir zu aufwändig.
Habe mal explizit nachgesehen. Es gibt Absolut Drehgeber mit 16 Bit Auflösung. Das reicht für knapp 0,005° Auflösung. Die sind meist SPS-Kompatibel. In Summe - Ein möglichst spielarmes Getriebe, vorzugsweise mit Schnecke. Oder eins mit Bremse. - Ein Drehstrom- bzw. Brushless Motor. - Ein Frequenzumrichter zur Motorsteuerung (Fertig SPS-Kompatibel). - Ein Drehgeber (Fertig SPS-Kompatibel) - Eine stabile und spielarme Aufnahme bzw. Lagerung. (Maschinenbauer sollten so etwas hinbekommen) - Eine einfache SPS. Also nix exotisches.
Amateur schrieb: > Also nix exotisches. Mit Standardkomponenten aus der Automatisierung wird das wohl jeder hinbekommen. Deine Stückliste klingt aber nach 4 stelligen Euro Beträgen. Da würde ich einen Magnetbandsensor nehmen (die lösen bis 1µm auf) und das Magnetband auf den Scheibenumfang kleben. Florian K. schrieb: > - mittels Steuerscheibe und einem Zylinder zum arretieren. Evtl. ein starker Elektromagnet
X4U schrieb: > Amateur schrieb: >> Also nix exotisches. > > Mit Standardkomponenten aus der Automatisierung wird das wohl jeder > hinbekommen. Deine Stückliste klingt aber nach 4 stelligen Euro > Beträgen. > > Da würde ich einen Magnetbandsensor nehmen (die lösen bis 1µm auf) und > das Magnetband auf den Scheibenumfang kleben. > > Florian K. schrieb: >> - mittels Steuerscheibe und einem Zylinder zum arretieren. > > Evtl. ein starker Elektromagnet magnetbandsenor hört sich gut an. wie wertet man solchen aus? hab noch nix verwendbares im Internet darüber gefunden noch vlt kannst du mir das noch grob erklären.
Der Sensor ist ein Standardbauteil in der Automatisierung. Gibt ein Magnetband und den Sensorkopf mit i.d.R 24V Versorgung und ein zwei Äusgängen. Google mal Magnetband sensor prinzip. Die Dinger sind simple sehr zuverlässig und genau. Vom Prinzip her halte ich die Messung auf dem Umfang eh für das beste. Sei es nun Nonius oder Magnetband etc. Eine direkte Winkelmessung wird vermutlich sehr schwer da die Lagerung aller Teile sehr präzise sein muss. Das Magnetband kann man m.E. auch besser eichen. Indem man die Trägheit der Scheibe ausnutzt und eine Zeitmessung macht. Das wird durch mehrfache Messung (in der Uni dann oversampling and averaging) sehr genau.
Florian K. schrieb: > magnetbandsenor hört sich gut an. > wie wertet man solchen aus? Was soll ein magnetbandsenor sein? Es gibt Magnetbänder und es gibt Sensoren, die Magnetfelder detektieren können. https://www.rls.si/de/produkte/winkelmesssysteme
Florian K. schrieb: > wie wertet man solchen aus? Indem du mit deiner SPS die Impulse zählst. Einfach auf einen Eingang legen und fertig.
Ainen gudden! Max M. schrieb: > Florian K. schrieb: >> 4. Semester eines Mechatronik Studiums > > Und was lernt man so in den ersten 3 Semestern eines > Mechatronik-Studiums? Laß mich raten... Florian K. schrieb: > 1,674° ...er ist ein Kind der Taschenrechnergeneration... Florian K. schrieb: > wichtig ist die Genauigkeit hier. ...weswegen dieses Feature zu einem Problem wird. Dwianea hirnschaden
Hirnschaden, H. schrieb: > Florian K. schrieb: >> 1,674° > ...er ist ein Kind der Taschenrechnergeneration... Leicht zu erkennen, wenn für die Division durch 1000 nach einem Taschenrechner gerufen wird ... Auch bei der Taschenrechnergeneration sollte im vierten Semester das Verständniss für Zahlensysteme so weit gereift sein, dass ihnen klar ist, dass 1,674° nicht der Winkel von 1/215 Vollkreis ist.
Wolfgang schrieb: > dass 1,674° nicht der Winkel von 1/215 Vollkreis ist. Könnte auch daran liegen das in der Mechatronik Einheiten wie Altgrad, Neugrad, Gon, Pi- oder Vollkreis / irgendwas eher unüblich sind ;-).
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.