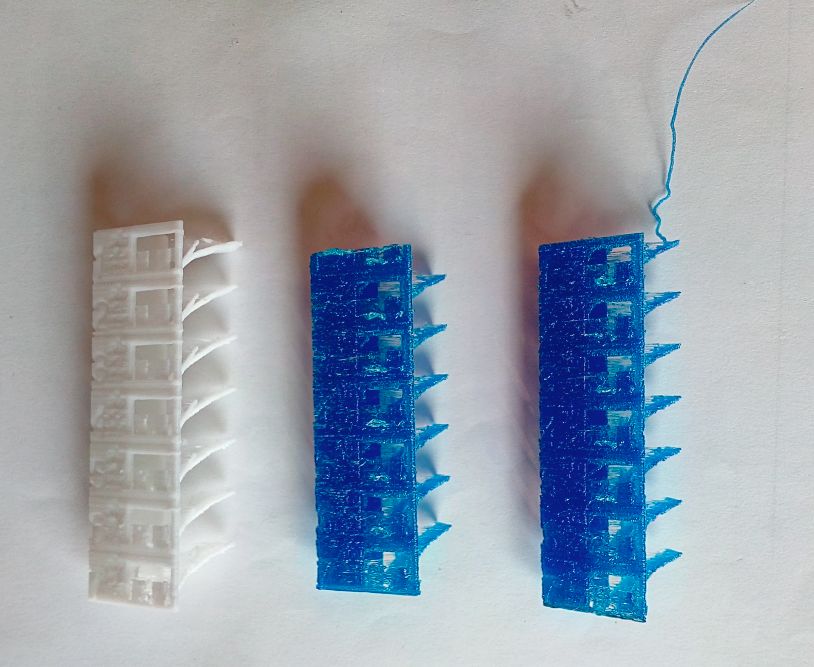
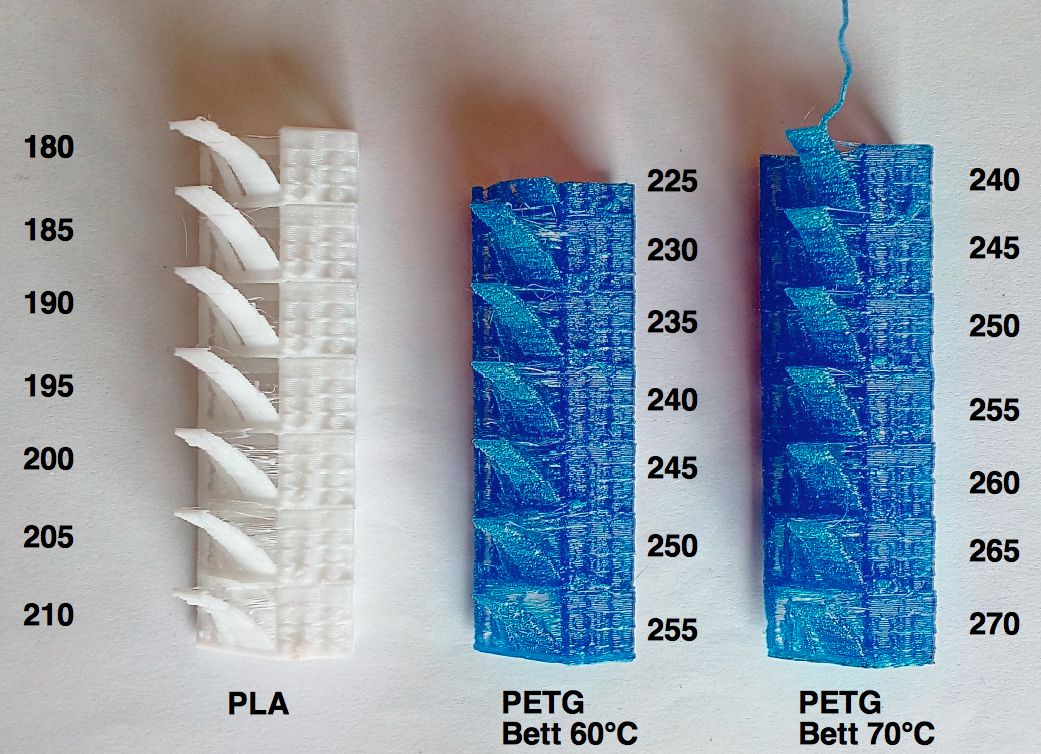
Da nun die Weihnachtszeit naht und demnächst Plätzchen gebacken werden, wollte ich unser Sortiment mit individuellen Ausstechformen aus dem 3D-Drucker bereichern. Es wurde PETG-Filament geordert (SIENOC, blau, transparent) und erstmal der Temperaturtower gedruckt: https://www.thingiverse.com/thing:2202427 Bei PLA scheint das Stringing sehr von der Temperatur abzuhängen, aber für das weiße PLA habe ich eine gute Einstellung (185°C) gefunden, mit der ich zufriden bin. Aber die Ergebnisse vom PETG überzeugen mich nicht. Beim ersten Druck hat sich das Objekt kurz vor Druckende vom Bett gelöst und das Stringing gibt es bei jeder Temperatur. Bei 270°C hat der Drucker schon Probleme die Temperatur richtig zu regeln (oder zu messen), sie springt in der Anzeige gern mal um 3 bis 8° Grad hoch und runter. Außerdem wird das Filament schwarz. Temperaturmäßig bin ich also nach oben limitiert. An welchen Stellschrauben könnte ich noch drehen, um schönere Ausdrucke mit PETG zu erhalten? Ich habe immer noch den Extrusion multiplier vom PLA drin (1.05). Liegt es daran? Wie finde ich den optimalen Extrusion multiplier? Ein einwandiges Objekt mit 0,4 mm Wandstärke zu drucken bringt nix, da ich mit meinem Meßschieber dort nur die 0,4 mm messe, aber keine 1/100 mm auflösen kann. Bringt es was an den Retraction-Einstellungen zu drehen? Was kann ich noch tun? Mit 70°C Betttemperatur löst sich das Objekt immerhin nicht mehr vom Heizbett... Danke im Vorraus für Tipps & Anteilnahme!
Angehängte Dateien:
-

Temptower_vorn.jpg
76 KB -

Temptower_beschritftet.jpg
170 KB
Die 270 °C sind sicher nicht nötig, das wäre für Nylon. Ich drucke PETG mit 230-240 °C und das reicht (PETG von 'Das Filament' oder Filamentworld). Es zieht auch mehr Fäden als PLA, das bekommt man nicht ganz weg, liest man überall. Die lassen sich aber einfach entfernen und das PETG lässt sich auch besser schleifen, PLA wird schon durch die Reibungswärme krümmelig. Ich hatte lange auf eine Glasplatte gedruckt, aber das PETG hat so geklebt das Glasstücke aus der Oberfläche gerissen wurden, schon alleine beim Abkühlen. Jetzt habe ich eine BuildTak Folie, auch da klebt das sehr fest. Heizbett habe ich zum Start auf 70° und gehe dann runter, genaue Werte habe ich jetzt nicht im Kopf.
Und warum nicht PLA? Du bäckst die Form ja nicht mit.
PETG wird als Wunderfilament angepriesen, das die positiven Eigenschaften von PLA und ABS vereint. Nach dem Ausprobieren stellt sich dann Ernüchterung ein... Warping gibt's soviel Du willst, selbst ABS haftet besser. Stringing ohne Ende. Es ist NICHT die Wunderwaffe! Nimm PLA! Gruss Chregu
Johannes S. schrieb: > Es zieht auch mehr Fäden als PLA, das bekommt man nicht ganz weg, liest > man überall. Die lassen sich aber einfach entfernen und das PETG lässt > sich auch besser schleifen, PLA wird schon durch die Reibungswärme > krümmelig. Schleifst Du maschinell? Wenn ich mal was nachbearbeite, dann meist mit der Hand. > Jetzt habe ich eine BuildTak Folie, auch da klebt das > sehr fest. Ja, sowas hab ich auch, die günstige Version aus China... Karl schrieb: > Und warum nicht PLA? Du bäckst die Form ja nicht mit. Hmm. Auch wieder wahr. Ich denk mal drüber nach. Christian M. schrieb: > Nach dem Ausprobieren stellt sich dann Ernüchterung ein... > > Warping gibt's soviel Du willst, selbst ABS haftet besser. Stringing > ohne Ende. Bis zum Warping bin ich noch nicht gekommen, aber beim Rest kann ich Dir zustimmen. Dazu kommt noch der optische Eindruck: Das Filament sieht auf Rolle super aus, schön glatt & glänzend und im Ausdruck dann so krümelig oder fitzelig, ich weiß gar nicht wie ich das beschreiben soll...
Also ich drucke schon sehr lange Problemlos PETG. Allerdings auch nicht so filigrane Temp-Tower wie du. 270°C ist auf jeden Fall zu viel. Ich drucke es meist mit 235°C/70°C. Die Tatsache, das dein Druck auch bei 230-240°C so schlecht aussieht, lässt mich vermuten, dass dein Filament irgendwie Wasser gezogen hat. Kannst ja mal ne Stunde bei 60°C in dem Backofen legen. Ich drucke PETG sowohl auf Glas + Pritt und auf Buildtak, wobei die Haftung auf Buildtak für meinen Geschmack etwas zu heftig ist. Den Extrusion Multiplier musst du bei PETG etwa 5% anheben, da PETG etwas weicher ist, und dadurch das Extruder Zahnrad tiefer in das Filament rein drückt wodurch der effektive Umfang des Zahnrads kleiner ist. Part Cooling stelle ich bei PETG etwas runter 40-60% nach dem ersten Layer. Bestimmen kannst du den Extrusion Multiplier z.B. indem du eine Markierung auf dem Filament 12cm vorm Extruder machst und dann 10cm extrudierst. Dann misst du vom Extruder bis zur Markierung (z.B. 2.5mm) und dann weißt du das 0.5mm weniger Filament extrudiert wurde als gewünscht. Dein Extrusion Multiplier ist dann also 100mm/95mm = 1.05
Ole schrieb: > Schleifst Du maschinell? Wenn ich mal was nachbearbeite, dann meist mit > der Hand. Auch von Hand, am Besten noch mit nassem Schleifpapier. Trotzdem fühlt sich das PETG besser an, finde ich. Als Wunderwaffe würde ich das auch nicht bezeichnen, es hat halt andere Eigenschaften. Höhere Temperaturfestigkeit und weniger brennbar, das gibt es in UL-94 getestet und ist damit besser für Gehäuse mit Elektrik. Habe dafür jetzt zwar PETG ohne die Zertifizierung genommen, das ist mir aber trotzdem lieber als PLA oder ABS. So schlimm fand ich das Stringing auch nicht, vielleicht ist mein alter Wade Extruder da etwas besser, Retract klappt da recht gut. Das krümmelige kommt sicher von der zu hohen Temperatur, wie war den die Empfelung vom Hersteller?
Ole schrieb: > im Ausdruck dann so krümelig oder fitzelig Dem entgegen drucke ich mit 245 Grad, dann wird es schön glänzend und hält auch zusammen. Dann aber noch mehr Stringing und kleine Sachen bleiben zu lange weich. Es ist ein 100% Hobby. Ich dachte auch blauäugig dass mir das eine Hilfe und Unterstützung wäre, frisst aber mehr Zeit als es hilft . Interessant ist es schon, und lehrreich! Gruss Chregu
Anfangs-EM bei PETG nach Daumenregel 0.9 Betttemperatur rauf für eine gute Haftung. Soll ist bei mit 85 Grad auf nacktem Alubett ohne weitere Haftvermittler. Ist (PT100 am Multimeter) liegt je nach Bettposition so bei 80-85 Grad. Damit haftet das PETG wie Bombe. Wenn ich die Betttemperatur abgesenkt habe, neigte das Material schnell zum Warping. Bei Zimmertemperatur kann man es hingegen ohne nennenswerten Widerstand ablösen. Drucktemperatur 235 Grad Soll. (Wenn ich dem Thermoelement trauen kann, sind es real etwa 225). Bei geringem Vorschub kann ich aber auch durchaus auf 210 runter weil das dann zäh genug wird um auch Brücken ohne Stützen hin zu bekommen. Trotzdem keine Haftungsprobleme der Layer - den Heattower konnte ich nur mit Gewalt durchbrechen. Stringing und Oozing bekommst du mit einem knackigen Retract und schnellem Verfahren einigermaßen in den Griff. Ein paar gespinstartige Fäden, die man einfach runter wischen kann, stören mich jedenfalls nicht. Oozing ist nerfiger, das wird mit zunehmender Temperatur (und dünnflüssigerem Filament) halt schlimmer. Nachtrag: Taste dich halt mal mit ein paar kleinen Testwürfeln an das Material ran. Mein Filament kommt von "DasFilament"; war eine Empfehlung und ich habe noch kein Anderes benutzt.
Für die Einstellung das hier durchspielen: https://www.3dpsp.de/petg-drucktipps Wenn der Drucker vorher gescheit kalibriert wurde und auch sonst einigermaßen taugt, dann ist in der Druckqualität kein Unnterschied zu PLA erkennbar...
Angehängte Dateien:
-

PETG_Rakete__crop.jpg
230 KB -

PETG_Kaktus__crop.jpg
160 KB
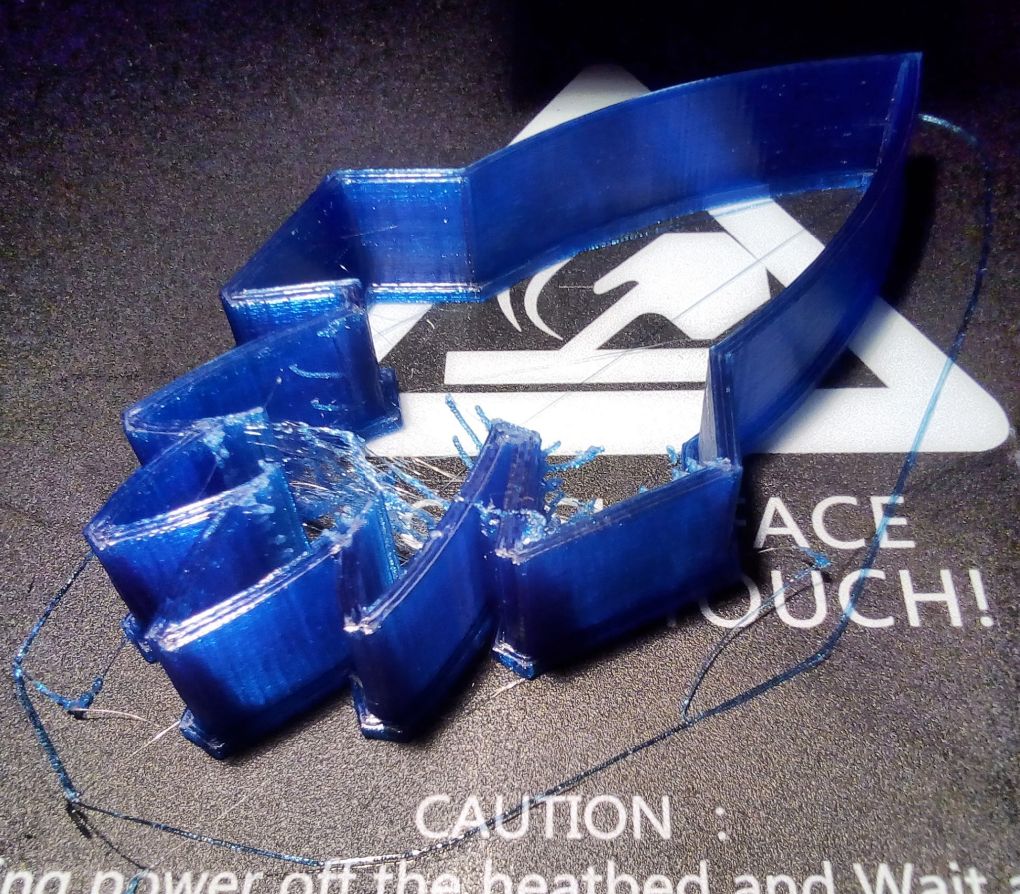

Danke nochmal für die vielen Tipps. Habe mich nochmal an das PETG gewagt. Ich habe den EM nochmal etwas runtergedreht. Ich denke der filigrane Temptower fordert den Drucker und das Filament ganz schön. Das ist bei PLA auch so: So 'schlecht' wie der Temptower werden die üblichen Drucksachen dann doch nicht. Ich habe jetzt folgende Einstellungen genommen: Heizbett 65°C (1st layer), sonst 60°C Extruder 240°C (1st layer), sonst 235°C Extrusion Multiplier 1.03 Wenn man die gedruckten PETG-Objekte mit einer Zange nach oben zieht, kommt man mit dem Spachtel drunter und kann sie gut ablösen. Warping konnte ich bis jetzt noch nicht feststellen, da bräuchte ich mal ein größers Objekt. Für Plätzchenformen würde sicher auch PLA gehen. So bin ich auf der sicheren Seite, falls doch mal eine kleine Ecke abgeht. So. Jetzt werden die Teige vorbereitet. Danke, Ole
Also ich finde das immer noch recht viel Stringing, und die dicken Klumpen am Rand sind auch nicht soo toll. Ich würde daher mit dem Retract noch etwas rumspielen. Insbesonder mal in den Infill-Optionen "Only retract when crossing perimeters" nachsehen. Ich fahre nach abgeschlossenem Druck den Kopf zur Seite und das Filament 10mm zurück. Das klappt ganz gut um nicht am Druckobjekt fest zu kleben und auch nicht lange Filametwürste tropfen zu lassen. Kannst du im Slic3r in den Printer Setting bei Custom G-Code mit rein schreiben. Um den letzten Retract zu kompensieren, hab ich den Skirt zum Druckstart verlängert sodass mindestens 20mm Filament extrudiert werden. Dann fließt es normalerweise sauber.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.