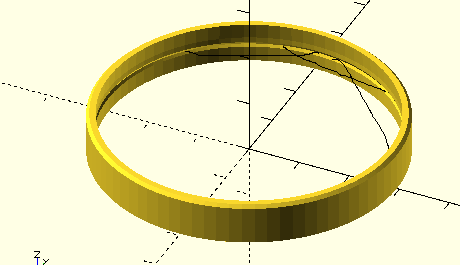
ich habe den angehängten Ring gedruckt, bzzw. versucht zu drucken. Er hat 59mm Durchmesser, Wandstärke 1mm, an der Innenseite ist eine 3eckige Nut mit 0,3mm Tiefe, nach der Nut hängt er mit einem Winkel von 5 Grad nach innen Beim Drucken werden ab dieser Nut nur noch lauter Fäden gedruckt die wie die 3 von Hand eingezeichneten Striche jeweils als Sehne des Kreises verlaufen. Der Faden reißt also vom bereits gedruckten ab und fängt sich dann mit Glück wieder irgendwo. Zum Schluß habe ich den unteren Teil des Rings korrekt und darüber nur noch Spinnweben Bevor ich 1000 Versuche mit anderen Parametern starte: an welcher Schraube würdet ihr drehen (und warum)
Angehängte Dateien:
-

ring.png
5,9 KB
der Winkel ist 45 Grad, aber die Nut wie gesagt nur 0,3mm tief, danach geht es mit 5 Grad, also recht human weiter
wenn ich mir das recht überlege geht das nicht weil der erste Ring über der Nut quasi schwebt?
Walter schrieb: > wenn ich mir das recht überlege geht das nicht weil der erste Ring über > der Nut quasi schwebt? Ja. Du musst einen Radius einbauen, der nicht sich nicht stärker als die halbe Filamentbreite verjüngt, also 50% Überdeckung bestehen.
Schau dir einfach mal im Slicer die kritischen Layer an. wenn es irgendwie komisch aussieht hast du deinen übeltäter. Wenn noch eine (halbwegs) durchgängige linie gedruckt werden sollte, dann würde ich mal testhalber die Extruder Temperatur um 10°C erhöhen. Das ist zwar etwas viel mehr und kann andere Probleme verursachen - die nicht haftenden Fäden sollten weg sein. Ein weiteres Problem könnte zu hohe Druckgeschwindigkeit sein... wenn du da jenseits von 60mm/s bist, würde ich testhalber langsamer machen. 73
Vielen Dank für die Tipps, dann werde ich mal an den drei Schrauben Geschwindigkeit, Temp und Überhang etwas drehen (ich weiß, der Ing. testet alle Parameter einzeln, aber ich will ein schnelles Ergebnis) ich berichte am Donnerstag vom Ergebnis
Also generell sind 45° Overhang absolut kein Problem bei 0.2mm Layer. Je größer die Layerhöhe (bei gleichem Nozzledurchmesser) umso geringer der Overhang-Winkel. Stimmt die Layerhöhe (welche du nicht verraten hast) schonmal, solltest du auf jeden Fall checken ob die Druckreihenfolge stimmt. Infill-First und Outer Perimeter first können problematisch sein. Cura hat zwischendurch mal den Infill First und Outer Perimeter first an gehabt. Das sollte man auf jeden Fall deaktivieren sowie auch die Option "optimize wall printing order" aktivieren. Outer Perimeter würde ich mit 50% Speed drucken. Ich drucke auch Gewinde mit 60° Overhang Problemlos.
@Timmo Witzigerweise sind alle Werte so wie von dir vorgeschlagen: 0,2 Layerhöhe (Nozzle 0,4) Infill-First und Outer Perimeter first beide aus Outer Perimeter Speed 50% nur "optimize wall printing order" finde ich bei mir nicht der Sclicer macht auf jeden Fall, egal ob Nut oder nicht, 3 Kreise um die Wandung zu drucken. An der Nut sind sie nur enger beisammen, die Reihenfolge sehe ich nicht, da muss ich morgen Mal beim Drucken draufschauen
so, hier der nächste Versuch mit 5 Grad mehr Temp und 10% weniger Geschwindigkeit. Mir scheint die kleinen Poppel sind durch zuviel Materialvorschub entstanden? Jedenfalls ist der Nozzle dann irgendwann an so einem Poppel hängengeblieben und hat das Werkstück verschoben. Montag gehts weiter mit weniger Extrusion ...
Angehängte Dateien:
-

3d.JPG
400 KB

keine Ahnung warum das Bild fehlt, ich hatte es schon im vorigen Beitrag angehängt!
Autsch - die Oberfläche geht ja gar nicht. Sieht aus wie Überextrusion und das Material drückt sich überall hin und zu den Seiten raus. Das solltest du zuerst in den Griff bekommen, bevor du deine Nut angehst. Hast du die Extruder-Länge mal kalibriert? Also durch den Extruder mal 100mm durchlaufen lassen und schauen wieviel das ist. Dann den Parameter im Drucker so lange anpassen bis es wirklich 100mm sind. Bei der Berechnung wirken sich ein paar Stellen hinter dem Komma sonst heftig aus. Im Slicer gibts die Option "Outer perimeter first". Das ergibt schöne Oberflächen, bei Überhängen fallen aber die Lagen runter. Da sollte die also tunlichst deaktiviert sein! Und natürlich kannst du auch die Anzahl Lagen für Top, Bottom und Perimeter anpassen!
Jop, der Extruder gehört kalibiert... wie oben beschrieben mal 100mm extrudieren und entsprechend die steps/mm einstellen. Dann einen "kalibrierwürfel" drucken und den filament durchmesser einstellen. Der Würfel kann irgendwas sein bei dem du mit einem Messschieber die Wandstärke ermitteln kannst. Ein Würfel hat den vorteil, dass du anhand der Ecken ein paar andere Parameter auch einstellen kannst... 73
vielen Dank für die Tipps, das Problem war die Überextrusion die kleine Hügelchen erzeugt hat und daran ist die Düse irgendwann hängengeblieben und hat das Werkstück verschoben. Mit 12% weniger Extrusion funktioniert es
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.