Ich überlege, mir für Hobbyzwecke eine CNC Fräse zuzulegen. Damit will ich hauptsächlich Frontplatten (überwiegend 3 mm Alu, evt. auch mal 5 mm) herstellen, also überwiegend präzise Bohrungen (3 mm bis ca. 25 mm Durchmesser) und auch mal einen rechteckigen Ausschnitt. Platinen fräsen und Gravur (z.B. Beschriftung der Frontplatten) wäre nett, aber nicht Pflicht. Und ganz selten vielleicht auch mal irgendetwas richtig Dreidimensionales aus Alu. Arbeitsfläche wenigstens ca. 300 x 300 mm². Eine hohe Geschwindigkeit ist nicht so wichtig, vielmehr sollten die Frontplatten ordentlich aussehen. Preisobergrenze ca. 2.000 € spielfertig, weil ich bei meinen kleinen Mengen ansonsten wohl mit einem Dienstleister günstiger fahre. Ein geringerer Preis schadet natürlich nicht. Was könnt Ihr da empfehlen?
Angehängte Dateien:
-

IMG_20181104_101831.jpg
240 KB -

IMG_20181112_220816.jpg
220 KB -

IMG_20181122_174120.jpg
270 KB
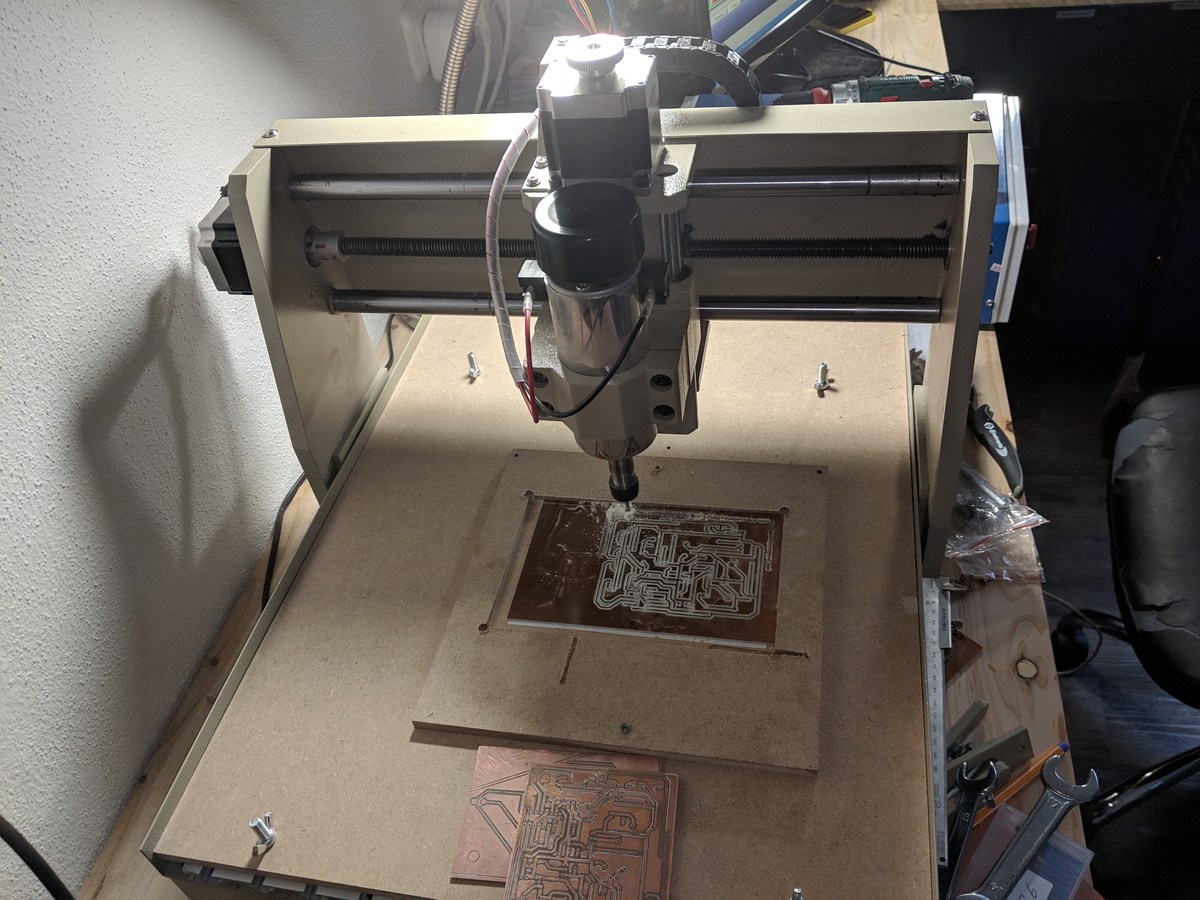
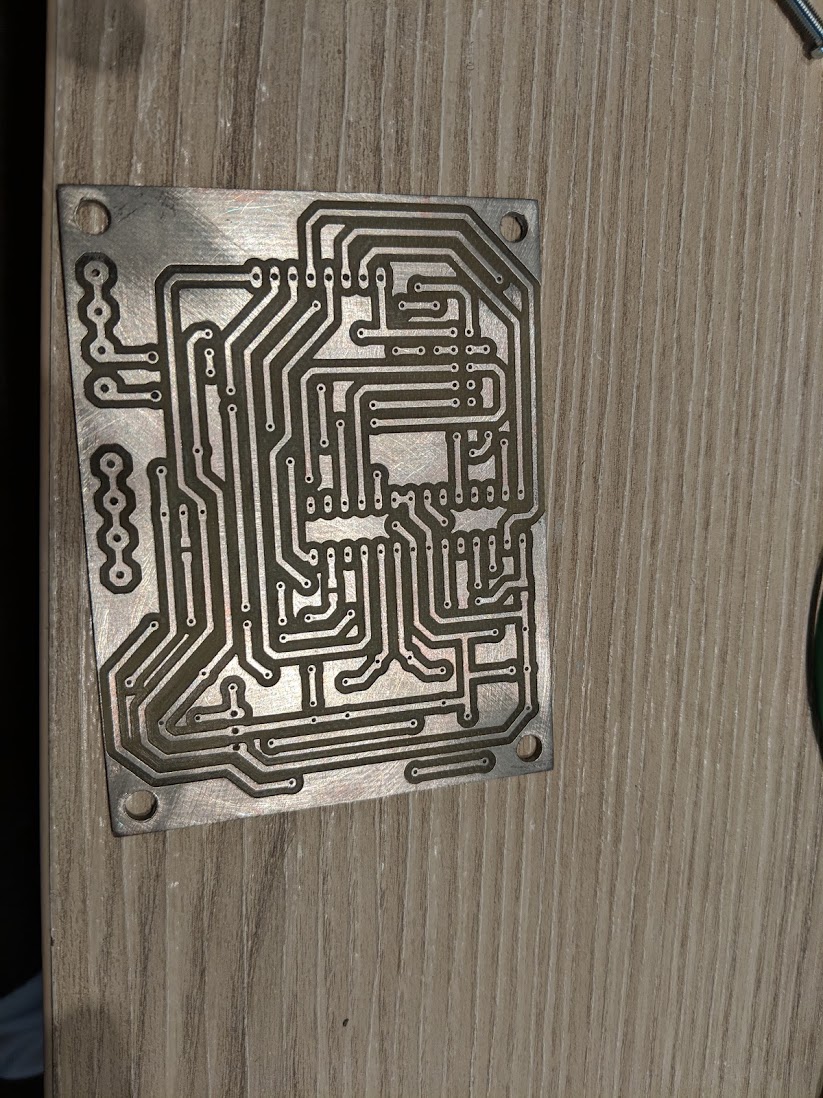
Hi, ich habe so eine chinesische CNC 3040 wie es sie auch auf ebay zu kaufen gibt. ca. 500€ habe ich gezahlt. Ist jetzt nicht unbedingt schlecht, aber gibt halt auch wirklich besseres. Ich fräse damit ab und zu mal Acryl Platten, meistens jedoch Platinen. Ich musste die 2 Schaltnetzteile aus der Steuerung heraus nehmen, da sonst die Motor Treiber gemacht hatten was sie wollen (es wurden oft Schritte übersprungen etc.). Alles in allem bin ich zu frieden, evtl. tausch ich irgendwann mal die Steuerung aus, damit ich auch einen UV Laser etc. hinhängen kann... Viele Grüße Peter
Bei der Preosvrstellung wird du nur aus China oder im Eigenbau was bekommen. Rechne 2/3 für das CNC-Gestell und 1/3 für die Erstausstattung Werkzeuge. Schau dich mal bei den China-Modellen um ob Du da was ansprechendes findest - dann kanst Du damit ankommen und fragen ob jemand was dazu sagen kann. Was fertiges das Alu fräst aus DE gibts für den Preis nicht.
Ich habe da gerade auch länger recherchiert, aber mit dem Budget wird es denke ich schwierig. Die angegebenen Preise sind auch immer nur das Gestell: bis du daraus ein Angebot für eine funktionierende Maschine hast, ist der Preis i.d.R. mindestens das doppelte.
peter.bolch@t-online.de schrieb: > Arbeitsfläche wenigstens ca. 300 x 300 mm². > Eine hohe Geschwindigkeit ist nicht so wichtig, vielmehr sollten die > Frontplatten ordentlich aussehen. Preisobergrenze ca. 2.000 € Wenn man eine Frontplatte erzeugen will, ist CNC selten sinnvoll. Die Vorbereitung des Programms lohnt erst wenn es viele gleiche Frontplatten werden sollen. Im Normalfall probt man eh erst das CNC Programm auf einer Abfallholzplatte, da hätte man ein Einzelstück per Hand schon fertig. Runde Löcher Bohren und rechteckige Ausschnitte fräsen ist ja nun auch per Hand nicht schwer, und spätestens wenn die Fräse DRO digital readout hat passen auch die Stellen. Die meiste Zeit verbringt man eh mit aufspannen, einmessen, Werkzeugwechsel. Interessant ist CNC höchstens für komische Löcher wie SubD, die aber immer seltener werden, oder Schriftgravur. Das Format 30 x 30 cm ist ungewöhnlich, die meisten Frontplatten wollen 48cm breit werden und nicht 30cm hoch. Beides sind aber Formate, die mit einer kleinen Fräsmaschine wie nicht gehen, man braucht eine Portalfräse. Die ist in der Grösse wiederum ungeeignet für: peter.bolch@t-online.de schrieb: > Und ganz selten vielleicht auch mal irgendetwas richtig > Dreidimensionales aus Alu. Eine BF20 oder BF25 mit selbst installiertem CNC Umbau läge in deinem Preisrahmen, hat aber eine kleinere Bearbeitungsfläche. Eine Teschke, Sorotec Portalfräse bekommst du für den Preis nicht. Die bekannten chinesischen wie https://www.ebay.de/itm/CNC-ROUTER-4Axis-6040-Frasmaschine-Graviermaschine-1500W-VFD-mit-Control-Handrad/283132679397 reden nicht ohne Grund von "engraving". Damit kann man nicht seriös fräsen, sondern nur gravieren. Einen Ausschnitt in Alu bekommt man hin, in dem 5 Durchläufe jedesmal nur 1mm tief fräsen. Die Maschinen sind so labberig, daß ein einhakender Fräser mal eben ins Material zieht. Der Vorteil ist aber, daß ein mit Alu zugeschmierter Fräser nicht gleich abbricht wie bei den richtigen Fräsen sondern oftmals nur das Portal verklemmt. Für Frontplatten ist ein Vakuumtisch sinnvoll, weil es sonst die Mitter der Platte nach oben zieht (drückende Fräser gehen auch nicht weil die Späne nirgendwo hin können), oder man klebt die Platte mit Heisskleber auf einen Untergrund (möglichst auch Alu, erhitzt, damit die KLeberschicht gleichmässig dünn wird), muss dann aber die Schweinerei wieder wegmachen (Waschbenzin). Ja, ich würde mir neben der kleinen Wabeco F1200 CNC auch eine grösssre wünschen, aber der Preis steht in keinem Verhältnis zum Nutzen. Die online-Lieferanten werden immer besser und preiswerter, man muss ja nicht bei Schaeffer bestellen.
Von Stepcraft kann ich aus eigener Erfahrung nur abraten. Ich habe die 420er und die ist so butterweich aufgebaut, dass Alu nur mit einer Einsticktiefe von vielleicht 0,1mm ohne Fräserabbruch bearbeitet werden kann. Und Genauigkeit hat die Kiste auch nicht wirklich.
Danke für Eure Antworten. Ich habe nach der Suche hier in alten Beiträgen schon befürchtet, dass es mit meiner Preisgrenze schwierig wird. Dann bleibe ich halt doch beim Dienstleister. Habt Ihr hierzu eine Empfehlung? Schaeffer kenne ich schon, mit denen war ich bisher auch recht zufrieden.
Peter schrieb: > Habt Ihr hierzu eine Empfehlung? Frontplatten http://selkegmbh.de/ (Frontplatten, Siebdruck, Tastaturfolien) http://www.cnc-kameleon.de/ (eloxiert nach dem Fräsen) https://www.altenis.de/produkte/frontplatten-und-teilfrontplatten/ (gewerblich) http://www.kohlstaedt.de/technologien/frontfolien.html (Siebdruck, auch Aluplatten) http://www.geerscutting.com/ (Preise erst nach Anmeldung) http://www.schaeffer-apparatebau.de/ (100x50 mit 1 Ausschnitt 50x36: 16.21 + Porto, bei mässigen Mengenrabatten) http://www.wk-mechanik.de/ (online-Kalkulator 100x50 mit 1 Ausschnitt 50x36: 22 EUR + Porto, bei 3 nur noch die Hälfte) http://www.cutworks.de/ (Online Preise, 100x50 mit 1 Ausschnitt 50x36: 17.73 + 6.90 Porto) http://www.fahrion-gmbh.de/ http://www.alu-frontplatten.de/frontplatten/ http://www.hoedtke.de/ (Alu und Edelstahl gelasert und mit Bolzen) http://www.laserteil24.com/ (Alu und Edelstahl gelasert ohne Gravur aus DXF, Online Kalkulation) http://blechking.de/ (online nur geometrische Formen und Kantungen, DXF nur Anfrage) http://www.groenwald.net/ (Lasern und biegen von kleinsten Blechteilen) https://www.plexilaser.de/ (Plexiglas nach Kundenwunsch gelasert) http://www.laserprodukt.de/pages/laser.html (6-25mm) http://www.laserschneiden.de/metallverarbeitung/ (-20mm) https://de.beta-layout.com/frontplatten/ (Beta Layout, PCB-Pool) http://www.tes-frontdesign.de/ http://www.kundisch.de/ http://www.endasmedia.ch/ http://www.laserteile4you.de/ http://www.lasercut24.de/ http://www.altenis.de/ http://technograv.de/frontplatten.html
Peter schrieb: > Schaeffer kenne ich > schon, mit denen war ich bisher auch recht zufrieden. Wieso bleibt man nicht bei einem Dienstleister, mit dem man bisher zufrieden war?
Peter schrieb: > Danke für Eure Antworten. > > Ich habe nach der Suche hier in alten Beiträgen schon befürchtet, dass > es mit meiner Preisgrenze schwierig wird. Dann bleibe ich halt doch beim > Dienstleister. Habt Ihr hierzu eine Empfehlung? Schaeffer kenne ich > schon, mit denen war ich bisher auch recht zufrieden. Habe selbst eine 420 und fräse Alu mit 0,2-0,3 mm Zustellung. Genauigkeit 30Mikrometer, wenn man sich beim Aufbau Mühe gibt. Sicher, es gibt wesentlich stabileres, aber auch zu wesentlich höheren Preisen.
Wir haben das Vorgängermodell von https://www.omiocnc.com/products/x8-2200l-usb.html. Entgegen den Vormeinungen: Selbst eine Frontplatte ist in Minuten gemacht, mit irgendeinem gängigen Programm zeichnen, mit Estlcam in G-Code konvertieren. Wir fräsen 1,5 mm Frontplatten mit Halbrund Fräser 2mm Durchmesser. Frästiefe 2,6mm, Vorschub 90mm/min. (Wobei natürlich nur 1,5mm ins Material eingreifen). Halbrund deswegen, nach dem Fräsen der Durchbrüche fahren wir noch eine kleine Fase an den Kanten ab. Allerdings kleine Umbauten, die Führung um Portal ist verstärkt worden, eine Minimalmengenschmierung angebaut und eine Kamera zum Nullpunkt anfahren. Haben schon um die 1000 Frontplatten damit gefräst, aber auch diverse Vorrichtungen die wir benötigen.
Peter schrieb: > Wir haben das Vorgängermodell von > https://www.omiocnc.com/products/x8-2200l-usb.html. Kostet natürlich deutlich über 2000 EUR und nennt sich trotzdem nur "Engraver" (Graviermaschine) > Selbst eine Frontplatte ist in Minuten gemacht, > Vorschub 90mm/min. Hmm, natürlich in Minuten, die Frage ist wie vielen Minuten. Nehmen wir als Beispiel 100 x 160mm mit 50x36mm Ausschnitt und 10 runden Löchern 13mm. Sind schon 12 Minuten. Das ist nicht schneller als per Hand (sägen in kleiner Kreissäge, Bohren per Ständerbohrmaschine, Ausschnitt per Laubsäge). Auch kommt mir die Auslegung etwas verschroben vor: 90mm/Min bei Drehzahlen von 24000rpm (muss man nehmen weil Schnittgeschwindigkeit über 300m/min liegen sollte der Fräsmotor aber nur 150m/min schafft und eigentlich kann man bis 2400m/min erlauben) macht eine Spandicke beim Zweischneider (Halbrundfräser sind wohl immer Zweischneider) von 1.875 Mikrometer. Diese 1.5mm x 0.001875 mm abzuscheren kostet bei Alus Streckgrenze von ca. 200 N/mm2 eine Kraft von 0.525 N. Macht bei einem Radius von 1mm und Maschineneinfluss von 1.1, 1.1 und 1.0 (siehe https://www.kennametal.com/de/resources/calculators/end-milling/force-torque-and-power.html) ein Drehmoment von 0.00068 Nm (wird schon gar nicht mehr berechnet, ich hab x1000 rechnen lassen), erfordert eine Maschinenleistung von 1.7 Watt am Motor. Kein Wunder, daß das Gestell dagegenhalten kann. Aber warum dann einen 2kW Motor ? Vielleicht habe ich mich ja auch verrechnet. Immerhin kann das Alu diese 1.7 Watt wohl abführen ohne zu schmelzen, beugt Aufbauschneiden vor.
Michael B. schrieb: > Wenn man eine Frontplatte erzeugen will, ist CNC selten sinnvoll. Ich glaube nicht, daß man Frontplattenbeschriftungen von Hand fräsen will, auch wenn es nur um ein Einzelstück geht.
Ich werde den Frontplatten deine Berchnungen mitteilen. Ist doch alles wurstegal. Das Ding tut was es soll. Mit Bohrer und Laubsäge habe ich vor 30 Jahren Frontplatten, und so haben sie auch ausgesehen.
Wir hatten früher einen älteren Herrn im Nachbarort, der uns immer gerne unserer Prototypen-Frontpatten gravierte. Der hatte genau diese Maschine (im Link) in seiner kleinen Werkstatt stehen und dazu eine Unmenge an Buchstaben-Vorlagen, die er vorher in Schienen zusammen setzte. Oft konnte man dabei bleiben und dem alten Herrn über die Schulter blicken. Das war noch Handwerk pur. http://www.stempel-duermeyer.de/uploads/pics/Gravur_anno_600.gif Heute ist CNC und Dienstleister wie z.B. Schaeffer die erste Wahl.
{kind=link}
Rufus Τ. F. schrieb: > Ich glaube nicht, daß man Frontplattenbeschriftungen von Hand fräsen > will, auch wenn es nur um ein Einzelstück geht. Ich glaube nicht, dass man Beschriftungen mit einem 2mm Halbrundfräser hineingraviert, nichtmal mit einem Gravierstichel, und dann per Hand auslegt. Man druckt die drauf, früher per Siebdruck, heute mit dem Tintenstrahler unter die Eloxalschicht bevor man sie versiegelt.
Peter schrieb: > Mit Bohrer und Laubsäge habe ich vor 30 Jahren Frontplatten, und so > haben sie auch ausgesehen. Wie haben Maschinensteuerung für die Industrie umgebaut, da konnten die Frontplatten eben nicht "so" aussehen.
MaWin schrieb: > Ich glaube nicht ... Du hast eben keinen blassen Schimmer von der Arbeitswelt da draußen.
Bagge schrieb: > Du hast eben keinen blassen Schimmer von der Arbeitswelt da draußen Wahrscheinlich nicht. Meinst du wirklich, dass die Zeit seit 1950 stehen geblieben ist ? Die letzten Geräte mit gravierter und eingelegter Schrift auf der Frontplatte die ich kenne, waren aus dem Krieg, 2WK. Also schon steinalt als ich sie sah.
MaWin schrieb: > Bagge schrieb: >> Du hast eben keinen blassen Schimmer von der Arbeitswelt da draußen > > Wahrscheinlich nicht. Dank für die Bestätigung.
MaWin schrieb: > Die letzten Geräte mit gravierter und eingelegter Schrift auf der > Frontplatte die ich kenne, waren aus dem Krieg, 2WK. Tja, dann hast Du keine Berufausbildung in einem metallverarbeitenden Unternehmen gemacht, würd' ich mal sagen. Wer bei Siemens eine Lehre in der passenden Richtung gemacht hat, hat Ende der 80er noch ein einfaches Labornetzteil namens N2001 hergestellt, inklusive Trafowickeln, und --tadaa!-- mit einer Frontplatte mit gefräster und ausgelegter Beschriftung. Daß in der Massengüterfertigung so nicht mehr verfahren wird, ist eine Binse. Meinst Du aber, daß jemand, der sich hier über eine Hobby-CNC-Fräse auslässt, diese zur Massengüterfertigung einsetzen will?
Rufus Τ. F. schrieb: > Tja, dann hast Du keine Berufausbildung in einem metallverarbeitenden > Unternehmen gemacht, würd' ich mal sagen. Ach, das muß ja gar nicht ne Metallerbude sein. Die Geräte, die in der Firma nur in ganz geringen Stückzahlen laufen, kriegen auch heute noch ihre Beschriftung per Gravur. Zuerst auf der Fräse abgebohrt (ohne CNC), dann mit Graviermaschine die Beschriftung drauf. Allerdings empfinde ich diese in Normschrift ausgeführten Beschriftungen als herzlich altbacken - aber es tut's. Ja.. von APRA bin ich jahrelang gelöchert worden, weil die mittlerweile auf Alu-Frontplatten sehr ansehnliche und abriebfeste Bedruckungen/Eloxierungen oder so aufbringen können. Aber erstens muß das stylish genug entworfen werden, sonst bringt's das nicht und zweitens wird das teurer als die Graviermaschine mal anzuschmeißen. W.S.
Wir gravieren unser Blenden auch selbst auf der CNC. Weil fast jede Blende individuell ist. Es gibt richtig gutes Graviermaterial (kratzfest) dass auf einem Kunststoff (ABS oder Acryl) aufgebracht ist.
Die Gravur von Frontplatten ist übrigens durchaus noch in sicherheitsrelevanten Bereichen interessant (und auch vorgeschrieben). Auf einer gravierten Frontplatte erkennt man nämlich die Beschriftung auch noch dann, wenn sämtliche Farben und Schichten bereits durch Reinigung, Kratzer etc. verschwunden sind. So etwas bietet zusätzliche Sicherheit. Manche Fronttafeln hier (hauptsächlich die für die chemische Industrie) haben wir schon graviert (bzw. wirklich mit 1mm gefräst). Also: das gibt es durchaus noch - aber die Regel ist natürlich Beschriftung per Siebdruck etc.
Chris D. schrieb: > Die Gravur von Frontplatten ist übrigens durchaus noch in > sicherheitsrelevanten Bereichen interessant (und auch vorgeschrieben). So, wie Heckler&Koch etc., die Seriennummern gelasert werden...-
STK500-Besitzer schrieb: > So, wie Heckler&Koch etc., die Seriennummern gelasert werden.. Das ist aber ungünstig, früher konnte man dine Seriennummer noch ermitteln auch wenn sie weggeschliffen wurde, weil die Schlagzahlen Gefügeveränderungen auch tief im Material erbrachten, die man wieder sichtbar machen konnte Ein Laser hinterlässt nichts tiefergehendes mehr, den kann jeder Chinese fälschen. Also klar die minderwertigere Lösung, nur weil die ihre Produktion billiger machen wollen.
MaWin schrieb: > Ein Laser hinterlässt nichts tiefergehendes mehr, den kann jeder Chinese > fälschen. Noch n bi-chen Offtopic: es geht nicht um Kopien durch Chinesen, sondern um die Nachverfolgbarkeit der Gerätschaften...
STK500-Besitzer schrieb: > Nachverfolgbarkeit der Gerätschaften... ..so wie KFZ-Kennzeichen, die man bei Bedarf später noch identifizieren kann. Feuer ist ja bei KFZ nichts ungewöhnliches. MaWin schrieb: > Also klar die minderwertigere Lösung, nur weil die ihre Produktion > billiger machen wollen. Werden da die Strafverfolgungsbehörden nicht rebellisch?
STK500-Besitzer schrieb: > Noch n bi-chen Offtopic: > es geht nicht um Kopien durch Chinesen, sondern um die > Nachverfolgbarkeit der Gerätschaften Es geht um die Nachverfolgbarkeit wenn jemand die Seriennummer ausgeschliffen hat. Schlagzahlen: gut, Laser: schlech, fälschbar und Original nicht wiederermittelbar. Gravierlaser gibts beim Chinesen.
Cerberus schrieb: > ..so wie KFZ-Kennzeichen, die man bei Bedarf später noch identifizieren > kann. Feuer ist ja bei KFZ nichts ungewöhnliches. Wie das dann in Großbritannien funktioniert? Die haben da Plastikschilder ohne Prägung. Andererseits gibts immer noch die Fahrgestellnummer ...
Robbeh 8. schrieb: > Habe selbst eine 420 und fräse Alu mit 0,2-0,3 mm Zustellung. > Genauigkeit 30Mikrometer, wenn man sich beim Aufbau Mühe gibt. Bist Du sicher ??? Vermutlich ändert sich die Länge der Spindeln schon um diesen Betrag wenn der raum 5 Grad wärmer wird.
Rufus Τ. F. schrieb: > Wie das dann in Großbritannien funktioniert? Die haben da > Plastikschilder ohne Prägung. Wir sollten die hiesigen Verhältnisse betrachten. Global gibts sicher noch viel krudere Verhältnisse. Die Briten sollen mal erst ihr Brexit-Problem klären. Die Meinung dazu ist ja wie das Wetter. > Andererseits gibts immer noch die Fahrgestellnummer ... Die ist auch nicht überall nachhaltig geprägt. Bei meiner Karre ist im Motorraum ein angepoptes Aluschild und die Nummer steht noch mal mit einem fetten Dymo-Prägeband neben dem Domlager aufgeklebt, also alles andere als Feuerfest und im Brandfall kaum reproduzierbar. Könnte im Fall eines Unfalls mit Motorbrand ein Identifizierungsproblem werden.
Cerberus schrieb: > Bei meiner Karre ist im Motorraum ein angepoptes Aluschild > und die Nummer steht noch mal mit einem fetten Dymo-Prägeband > neben dem Domlager aufgeklebt Hast Du das Ding gebraucht gekauft, zu auffallend günstigem Preis?
Cerberus schrieb: > Bei meiner Karre ist im Motorraum ein angepoptes Aluschild > und die Nummer steht noch mal mit einem fetten Dymo-Prägeband > neben dem Domlager aufgeklebt, also alles andere als Feuerfest > und im Brandfall kaum reproduzierbar. Könnte im Fall eines Unfalls > mit Motorbrand ein Identifizierungsproblem werden. Selbst meine Drohne hat ein feuerfestes Schild :-p
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.