In der Beschreibung steht "Lötbar" - muss man dann den lack abkratzen am Ende? Dann wäre ja jeder CuL lötbar..? Oder einfach Lötzinn dran und los geht's? https://www.conrad.de/de/tru-components-kupferlackdraht-aussen-durchmesser-inkl-isolierlack050-mm-23-m-1567049.html
lolli schrieb: > Oder einfach Lötzinn dran und los > geht's? So ungefähr. Allerdings musst Du dafür die Lötstation auf irgendwo zwischen 400 und 450°C stellen. Und es stinkt und gibt verkohlte Ränder am Draht.
Ich empfehle dazu: https://de.wikipedia.org/wiki/Kupferlackdraht. Ich bin dadurch jetzt auch bzgl. CuL wieder etwas schlauer geworden.
Bei meiner Rolle CuL mit "durchlötbarer" Beschichtung war eine Warnung/Disclaimer dabei, dass beim wegbrennen derselben giftige Gase (glaube war cyanid oder so) entstehen können.
Gerd E. schrieb: > Allerdings musst Du dafür die Lötstation auf irgendwo > zwischen 400 und 450°C stellen. Nö, normale Löttemperatur reicht. Braucht aber etwas Zeit (5-10s) und extra Flußmittel ist empfehlenswert, da in dieser Zeit das meiste Flußmittel aus der Seele des Lötdrahtes verdampft. Ich mache das immer so, daß ich den Draht mit dem Anfang in das geschmolzene Lötzinn am Lötkolben eintauche und dann langsam tiefer gehe, bis die gewünschte Länge verzinnt ist. Max D. schrieb: > dass beim wegbrennen derselben giftige Gase > (glaube war cyanid oder so) entstehen können. Die Isolierung besteht aus PUR. Es entstehen also im wesentlichen HCN und weiteres anderes ungesundes (diverse Amine , Isocyanate ext.).
Wenn man solchen Draht öfter verarbeiten will, lohnt sich ein Zinnbad, also ein kleiner geheizter Napf mit flüssigem Zinn. Da der Draht dadrin von allen Seiten gleichzeitig erhitzt wird, geht das stressarm und schnell.
Ja, Bauform, ich habe so ein kleines Zinnbad von Weller (Ca. fingerhutgroßes, beheiztes Becherchen, das mit Stangenlot gefüllt wird). Genau für den hier erwähnten Zweck: CUL vom Lack befreien und Draht gleichzeitig verzinnen. Nur, so richtig glücklich bin ich damit nicht: Innerhalb kurzer Zeit bildet sich auf dem flüssigen Zinn eine Oxydhaut mit Lack- Schlacke, die sich dann auch an den zu verzinnenden Drähten absetzt und keine Verzinnung mehr ermöglicht (die Schlacke scheint einen thermischer Isolator um den Draht zu bilden) Ich beseitige dann die Oxyd- Schlacke- Haut, wonach dann wieder ein paar Drähte verzinnt werden können. Gibt es irgendeine Methode diese Oxyd- Schlacke- Haut zu verhindern, zu vermindern oder ganz zu vermeiden?
Klaus schrieb: > Innerhalb kurzer Zeit > bildet sich auf dem flüssigen Zinn eine Oxydhaut Vermutlich zu heiß oder zuviel Fremdmetalle. Probier reinen Zinn. Es geht auch in einer temporären Zinnlinse auf einem Holzklotz mit leichter Vertiefung.
Wie schon erwähnt: Am einfachsten geht das mit dem Lötkolben direkt, indem man etwas Zinn auf die Spitze bringt und den Draht, von der Spitze ausgehend, langsam in das Zinn eintaucht.
Klaus schrieb: > Gibt es irgendeine Methode diese Oxyd- Schlacke- Haut zu verhindern, zu > vermindern oder ganz zu vermeiden? Eigentlich nicht. Die einzige Möglichkeit wäre, das Zinnbad unter Schutzatmosphäre zu betreiben - was für nen Bastler utopisch ist. Ansonsten: bau dir ein ganz kleines Zinnbad, was schnell aufheizt und auch wieder schnell abkühlt und schichte über das Zinn genügend Kolophonium. Aber achte drauf, daß das Bad nicht zu heiß wird - also deutlich unter 270°C, sonst sitzt du im Kolo-Schmauch-Nebel. W.S.
Angehängte Dateien:
-

Loetbad1.jpg
41 KB -

Loetbad2.jpg
50 KB -

Loetbad3.jpg
52 KB


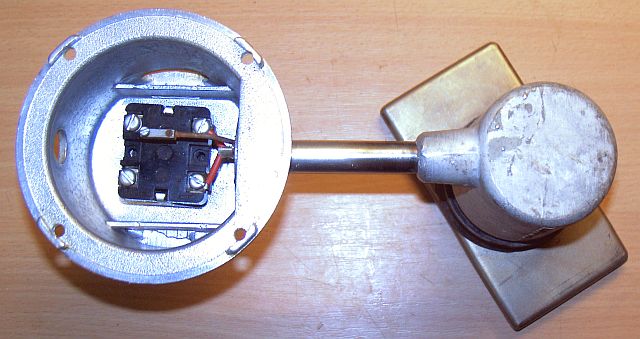
3 Fotos, da ich gerade zufällig ein Lötbad für Kleinplatinen restauriere. Da muß nur noch eine Gummidurchführung, eine Zugentlastung und ein Gummikabel dran und dann gehts los.
Klaus schrieb: [Lötbad] > Innerhalb kurzer Zeit > bildet sich auf dem flüssigen Zinn eine Oxydhaut mit Lack- Schlacke, > die sich dann auch an den zu verzinnenden Drähten absetzt > Gibt es irgendeine Methode diese Oxyd- Schlacke- Haut zu verhindern, > zu vermindern oder ganz zu vermeiden? Temperatur zu hoch? Zinn verunreinigt? Oxidbildung an der Oberfläche ist nicht zu 100% zu verhindern. Mußt du halt ab und zu mal drüberwischen (Silikongummi, Holz). Auch ein kleines(!) Krümel Kolophonium reinwerfen hilft. Und die Litzenenden vor dem Zinnbad in Flux tunken. Kolophonium in Spiritus auflösen. Ruhig etwas dickflüssig machen (offen stehen lassen).
Trollofant schrieb: > Da muß nur noch eine Gummidurchführung, eine Zugentlastung > und ein Gummikabel dran und dann gehts los. Bitte aber vorher sicher massiv aufschrauben!
michael_ schrieb: > Bitte aber vorher sicher massiv aufschrauben! Fester Werktisch ist schon ausgerichtet.
W.S. schrieb: > schichte über das Zinn genügend Kolophonium. Gibt das nicht noch mehr Rückstände beim verbrennen? Las irgendwo, Zinnreste mit Verunreinigungen wie Kolophonium seien in größeren Bädern voll kontraproduktiv, könnte böse verspritzen. Ist bei kleinen Bädern die Physik anders?
Natürlich kein Flussmittel. Man nimmt eine flache Schale mit ca. 1 -2mm FM. Und stippt die Drähte da rein. Es reicht, wenn die Stirnseite mit dem blanken Kupfer benetzt ist. Danach hat man nur einen Versuch im Zinnbad. Wenn nicht und der Lack ist verzundert, hilft nur noch mechanisch nacharbeiten. Viel FM versaut das Lötbad. Ist meine Erfahrung aus der Produktion. Und die Temperatur wurde über einen Regeltrafo optimiert. Gemessen wurde damals mit einem gewöhnlichen Glasthermometer.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.