Habe evtl. bald eine Interessante Aufgabe: In ein Sonder-Alu-Strangpressprofil müssen Ausschnitte gemacht werden - von der Kontur / Abmessungen her ähnlich einem Standard-Schließzylinder Wir reden hier über ca. 4000 solcher Ausschnitte, die zugesägten Strangpressprofile sind ca. 200 - 400 cm lang, viele Unterschiedliche Längen Die Position dieser "Schlüssellöcher ist auch unterschiedlich Das Profil wird an der zu bearbeitenden Stelle ca. 2-3 mm dick sein Die absolute Position ist unkritisch, es kommt auf 2-3 mm nicht an Das "Loch" muss optisch nicht perfekt sein, liegt nachher verdeckt Wie wird so was heutzutage gemacht? Gibt es hierfür Maschinen die das ausstanzen? Oder so was wie eine CNC-Fräse (z.B. die oft hier diskutierten Käsefräsen), bei der das Profil für jedes Loch entsprechend positioniert wird, dann z.B. ein Start-Taster gedrückt wird? Jeder Ratschlag ist gerne willkommen Viele Grüße Heinz
Heinz R. schrieb: > Gibt es hierfür Maschinen die das ausstanzen? Genau das. Würde ich auch so machen, fräsen dauert ewig. Je nach nötiger Kraft, gibt es sogar kleine "Hand"-Geräte die man sich in der Fertigung am Balancer von der Decke holt und eben den Ausschnitt stanzen kann.
Heinz R. schrieb: > Das Profil wird an der zu bearbeitenden Stelle ca. 2-3 mm dick sein Hast Du auf beiden Seiten neben der Position für Dein "Schlüsselloch" oben und unten eine glatte Fläche? Denn wenn Du das ausstanzen willst, brauchst Du genug Fläche zum Gegenhalten. Bei 2-3mm Materialdicke und der Größe verbiegt sich das Material sonst oder es gibt sogar Risse. Stanzen wird bei der Größe nicht mehr manuell gehen, da wirst Du eine kleinere Hydraulik brauchen.
Gerd E. schrieb: > Hast Du auf beiden Seiten neben der Position für Dein "Schlüsselloch" > oben und unten eine glatte Fläche? Ja, da ist genug Fläche vorhanden - prinzipiell handelt es sich um ein U-Profil, nur halt keine Standard-Maße Hydraulik usw ist kein Problem, wir kaufen da gerne was Nur, was kaufen wir? Was gibt es da am Markt?
Heinz R. schrieb: > Die Position dieser "Schlüssellöcher ist auch unterschiedlich Ja, das schon. Aber doch nicht so, daß in das Profil ein definierter "Gegen-Schnittstempel" eingeschoben werden könnte. Und selbst wenn dies im Randbereich von Profilen möglich sein sollte, nützt das nichts. Weil Gegenstempel (nach dem direkten Schnittbereich) immer um einige Grad abgeschrägt sind. Man braucht also nicht viel Vorstellungsvermögen dazu, um sagen zu können: Selbst wenn das oberseitig bei einem Profil noch gestanzt werden könnte, wird zwangsläufig danach das abgescherte Teil im Werkzeug weitergeschoben. Und wenn es dann auf die Unterseite des Profils trifft, soll das wie ein Schnittstempel wirken können?? Aber wirklich nicht! Das kannst Du ganz getrost vergessen. ;) > Das Profil wird an der zu bearbeitenden Stelle ca. 2-3 mm dick sein > Die absolute Position ist unkritisch, es kommt auf 2-3 mm nicht an Das mag ja die Längs-Anordnung betreffen. Aber doch nicht die geometrisch genaue Anordnung der beiden "Löcher" in der Ober- und Unter-Seite eines Profiles. Hast Du schon mal ein Sicherheits-Schloß aus- und ein anderes eingebaut? > Das "Loch" muss optisch nicht perfekt sein, liegt nachher verdeckt > Zueinander müssen die Löcher in Profilen schon stimmen: Was bedeutet, daß sie in "einem Schnitt" angefertigt werden müssen! > Wie wird so was heutzutage gemacht? > Gibt es hierfür Maschinen die das ausstanzen? Solche Maschinen gibt es m.W. nicht. Vgl. dazu das w.o. Genannte. > Oder so was wie eine CNC-Fräse (z.B. die oft hier diskutierten > Käsefräsen), bei der das Profil für jedes Loch entsprechend positioniert > wird, dann z.B. ein Start-Taster gedrückt wird? Kann man per CNC-Fräsmaschine oder per konventioneller machen. Die Maschinen müssen nur stabil genug sein, gleichzeitig den Ober- und Unterschnitt (in Profilen) machen zu können. Vom Ablauf her wird (konventionell) zunächst der Groß-D gebohrt oder gefräst. Anschließend erfolgt (unter Beibehaltung der Zentrierung) ein Werkzeugwechsel auf einen Fräser mit dem Klein-D, mit dem dann der erforderliche Längsweg für den Klein-D "abgefahren" wird. CNC können das mit einem Fräser (Klein-D) machen. Ob sie dabei jedoch wirklich schneller sind als das konventionell mit Bohren + Werkzeugwechsel (zum Klein-D) zum Fräsen zu machen, kann ich Dir beim besten Willen nicht sagen. Ich kann Dir nur sagen, daß nach dem Trennen von Werkstoffen immer noch das Bohren zu den schnellsten Zerspanungs-Möglichkeiten zählt. Käsefräsen kannst Du dabei wirklich "vergessen", weil es Dir die zerfetzt wie nichts. Es sei denn, Du willst hobbymäßig mal solche Löcher fräsen und hast viel Zeit dazu. :D Grüße
Heinz R. schrieb: > Wir reden hier über ca. 4000 solcher Ausschnitte, die zugesägten > Strangpressprofile sind ca. 200 - 400 cm lang, viele Unterschiedliche > Längen Klingt nach nem Job fuer nen Laser..
Angehängte Dateien:
-

stanze.png
12 KB
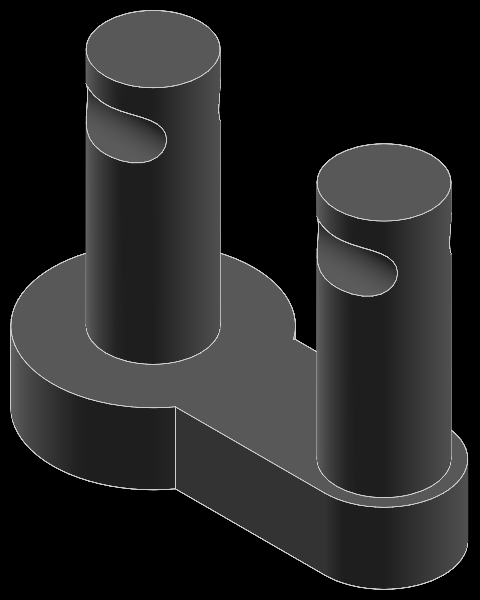
Vielleicht mit einem (massgefertigten) Stempel wie im Bild? Die Idee ist, per Bohrlehre (Block mit Bohrung und Stift) zwei Bohrungen in definiertem Abstand zu erzeugen, durch welche der Stempel von unten eingefuehrt wird. Anschliessend wird der Gegenstempel auf der Werkstoffoberseite auf die Stifte des Stempels gesteckt und letzterer wie bei einer Nietzange durch das Material gezogen. Z.B. mit einer tatsaechlichen (pneumatischen) Nietzange, per Hebel und Armschmalz, per Feingewinde und Schlagschrauber oder hydraulisch. Bohren (im selben Durchmesser) geht schnell, Stanzen ebenfalls. Beide Schritte lassen sich parallelisieren. Der Stempel ist gewissermassen ein Verschleissteil und muss natuerlich sinnvoll dimensioniert werden. Das ist nur eine Idee: Waere sie auch wirtschaftlich?
Vielen Dank für Eure Antworten So kompliziert wie vn L.H. beschrieben ist es gar nicht: Es soll kein Schließzylinder eigesetzt werden, nur die Kontur des Ausschnitts sieht ungefähr so aus (dort wird nachher etwas eingehängt) Der Ausschnitt befindet sich zum Beispiel in einem U-Profil 50 x 50 mm, im mittleren Teil, man kommt also von vorne / hinten dran. Der Ausschnitt ist immer mittig in dem Profil, nur eben die Position zur Länge des Profils nicht immer gleich. Es geht halt wie gesagt um ca. 4000 solcher Ausschnitte, wir sind bereit etwas anzuschaffen , spontan fällt mir neben CNC-Fräse auch stanzen mit z.B. Kniehebelpresse ein? Lasern wäre auch möglich, dann müssten wir wohl eine Zeichnung erstellen wo jeweils viele solcher Profile nebeneinander liegen, die Laserfirma müsste sie dann entsprechend auf den Schneidetisch legen - ob die an so was Interesse haben?
Heinz R. schrieb: > Es soll kein Schließzylinder eigesetzt werden, nur die Kontur des > Ausschnitts sieht ungefähr so aus Da die Größe eines Schliesszylinders ja quasi genormt ist, wird es sicherlich auch fertige Stanzwerzeuge dafür geben. Dazu braucht man natürlich noch eine Stanze. Das wäre im einfachsten Fall eine Maschine mit einem waagerechtem Dreh- rad oberhalb des Kopfes, welches per Hand betätigt wird, aber natürlich gibts da auch mehr oder weniger automatische Maschinen mit Hydraulik.
L. H. schrieb: > Aber doch nicht die geometrisch genaue Anordnung der beiden "Löcher" in > der Ober- und Unter-Seite eines Profiles. Er schreibt es ist ein U-Profil und wie ich es verstanden habe, will er die Löcher nicht in die Schenkel des U's haben, somit gibt es keine Ober- und Unterseite. Aber Genaues weis man natürlich nicht - eine kleine Skizze wäre schon hilfreich.
Heinz R. schrieb: > Lasern wäre auch möglich, dann müssten wir wohl eine Zeichnung erstellen > wo jeweils viele solcher Profile nebeneinander liegen, die Laserfirma > müsste sie dann entsprechend auf den Schneidetisch legen - ob die an so > was Interesse haben? Warum nicht? Braucht doch nur verschiedene Anschläge. Haben das selber mal in 2mm Alu Profil machen lassen. Bei paar hundert Stück sahen die keine Probleme.
Harald W. schrieb: > Da die Größe eines Schliesszylinders ja quasi genormt ist, Es geht nicht um einen Schließzylinder! Er will sowas wie eine Aufhängeöse hinten an einem Bilderrahmen. Erodieren wäre auch eine Möglichkeit, aber es kommt wohl nicht auf Präzision an?
Heinz R. schrieb: > Lasern wäre auch möglich, dann müssten wir wohl eine Zeichnung erstellen Nö. Du brauchst nur eine zeichnung des lochs. Und die koordinaten der zentren. Das kann jeder laser dann automatisch kopieren. Wenn es halbwegs überschaubar bleibt mit zb 400 profilen und je 10 löchern dann unbedingt lasern. Immer 10 stück auf den tisch, tabelle laden schneiden. Das schafft man in einem oder maximal 2 tagen. Sg
Ich werde mal bei den Laser-Fritzen anfragen Wir arbeiten viel mit mehreren solcher Firmen zusammen Aber habe irgendwie den Eindruck, die wollen so was nicht machen, lieber ihr Standard-Blech auf die Maschine als lange was auszurichten und sortieren Greift halt zu sehr in Ihre Arbeitsabläufe ein, der eine zeichnet nur, der andere legt die Platten drauf, .... Aber denke mittlerweile auch dass das die beste Lösung ist - muss sie wohl überreden :-)
Heinz R. schrieb: > Aber denke mittlerweile auch dass das die beste Lösung ist - muss sie > wohl überreden :-) Dann vergess' deine Argumente nicht. Diese bunten Scheine wirken manchmal Wunder ;)
Angenommen es wäre ein H-Profil, 100mm hoch, 50 breit , das Loch soll in den 50mm breiten Steg (also der waagrechte Strich vom H) Kann man sowas auch lasern? kommt da der Laserkopf noch hin? Oder evtl. Wasserstrahlschneiden? Wie ist hier der max Abstand zwischen Austrittsdüse und Werkstück?
Mir fallen da spontan zwei Firmen ein, bei denen man sich Schneidwerkzeug hestellen lassen könnte: Peddinghaus und Mubea. Zum Stanzen reicht dann wirklich eine Handhebelstanze. Super Muckibude für die ganze Firma. Haben wir auch schon mal so gemacht. Macht Spaß und geht erstaunlich schnell. Grüße Bernd
Bernd F. schrieb: > Mir fallen da spontan zwei Firmen ein, bei denen man sich > Schneidwerkzeug > hestellen lassen könnte: Peddinghaus und Mubea. Wie bereits gesagt, da es sich um ein "Standardloch" handelt, gibts da vermutlich auch fertige "Standardschneidwerkzeuge".
Heinz R. schrieb: > In ein Sonder-Alu-Strangpressprofil müssen Ausschnitte gemacht werden - > von der Kontur / Abmessungen her ähnlich einem Standard-Schließzylinder Dabei denkt man, bzw. besser gesagt ich, üblicherweise an rechteckige Profile. Heinz R. schrieb: > Angenommen es wäre ein H-Profil, 100mm hoch, 50 breit , das Loch soll in > den 50mm breiten Steg (also der waagrechte Strich vom H) Und wo soll dann der Schließzylinder "hängen"/angebracht werden können? Weißt Du eigentlich, was Du willst? Oder "klopfst" Du hier nur ringsum mal irgendwas ab?? > Kann man sowas auch lasern? kommt da der Laserkopf noch hin? > Oder evtl. Wasserstrahlschneiden? Wie ist hier der max Abstand zwischen > Austrittsdüse und Werkstück? Völlig egal ob gelasert oder per Wasserstrahl geschnitten wird: Der max. Energie-Eintrag erfolgt IMMER möglichst nahe am Werkstück. Weil Luft zwischen der "Düse" und dem Werkstück ausnahmslos immer mit Verlusten behaftet ist. Insoweit solltest Du besser dazu mal bei Betrieben anfragen, die Lasern oder Wasserstrahl-Schneiden können. Weil nur die Dir genau sagen können, was da jeweils möglich und mit welcher Genauigkeit machbar ist. In beiden Bearbeitungs-Fällen hängt natürlich das Machbare von der Anfangs-Energie ab, die "nach der Düse" eingebracht werden kann. Bei Lasern hängt das davon ab, welche Material-Stärken "weggeschmolzen" werden können und beim Wasserstrahlen davon, was "weggeschliffen" werden kann. Das Wasser ist nämlich nur das "Träger-Material" für abrasive Schneidstoffe. Es liegt auf der Hand, daß sich bei beiden Schneid-Verfahren selbst die optimal eingebrachte Energie "im Schnitt" zunehmend "verzehrt", wodurch Ungenauigkeiten entstehen. Die Du aber unter allen Randbedingungen NUR bei Betrieben "abfragen" kannst, die jeweils sowas machen. :) Denn das hängt auch jeweils von der Leistungsfähigkeit ihrer Maschinen ab. Die Du auch entspr. bezahlen mußt. Ganz generell sind Laser m.W. weit eher bei Trennschnitten "beendet" als Wasserschneidmaschinen. Bei Letzteren sind 15 bis 20cm Materialstärken gar kein Thema. Egal ob in Granit oder gehärteten Stählen. Allerdings bei beiden Verfahren nur mit den erklärten Ungenauigkeiten möglich. Bernd F. schrieb: > Mir fallen da spontan zwei Firmen ein, bei denen man sich > Schneidwerkzeug > hestellen lassen könnte: Peddinghaus und Mubea. > > Zum Stanzen reicht dann wirklich eine Handhebelstanze. Ich bitte Dich: Schnitt-/Stanz-Werkzeuge kann jeder Werkzeugbauer anfertigen. Oder man kann das auch selbst tun, sofern man dazu in der Lage ist. :D Und welcher Preßdruck zum "Durchstanzen" erforderlich ist, hängt ausschließlich von der durchzustanzenden Materialstärke ab. Angaben dazu haben wir bzgl. Mittelsteg des H nicht, weshalb es möglicherweise mit einer "Handhebelstanze" auch nicht machbar sein könnte. Damit kann sich aber der TE auseinandersetzen, sowie auch damit, sowas zu berechnen. Denn dabei lernt er mindestens auch mal, präzise Angaben zu machen, was nicht unser Job ist. ;) Harald W. schrieb: > Wie bereits gesagt, da es sich um ein "Standardloch" handelt, > gibts da vermutlich auch fertige "Standardschneidwerkzeuge". Zum "Standardloch" haben wir keinerlei präzise Angaben. Schnittwerkzeuge müssen aber präzise sein. Beim gen. H-Querschenkel könnte man das bei einem Einzelfall evtl. auch "herausknabbern". Wozu man aber auch eine entspr. Maschine braucht. Bei 4000 St. dürfte das aber eher uninteressant sein. Heinz R. schrieb: > Habe evtl. bald eine Interessante Aufgabe: Magst Du mal etwas genauer beschreiben, worin diese Aufgabe eigentlich besteht? Denn es wundert mich offengestanden etwas, daß Du nach externen Lösungen suchst. Normalerweise erfolgen in Betrieben Abwägungen, ob und wie es rentabel sein kann, das selbst bewältigen zu können. Auch, um Arbeitsplätze in der BRD weiterhin bereitstellen zu können. Zum Wohl der Arbeitnehmer als auch dem des Betriebes. :) Grüße
du sprichts von Einhängeösen. Ja die sehen von der Form wie ein Schließzylinder aus. Mach dir eine Schablone für ne Oberfräse. Mit der Bohrmaschine das den oberen Durchmesser bohren, Schablone einlegen und mit der Oberfräse den Schlitz nach unten ziehen. Ist flexibel und bedarf wenig Invest. Du schreibst leider nicht, wie oft die 4000 Löcher zu machen sind und in welcher Zeit.
In meiner Handwerks-Zeit hätten der Azubi (ich) und ein Praktikant mit einer Schablone zwei Löcher angekörnt, mit Akkuschrauber und Lochsägen zwei Löcher gemacht und diese mit der Stichsäge zum gewünschten Schlüsselloch verbunden.
Tom schrieb: > In meiner Handwerks-Zeit hätten der Azubi (ich) und ein Praktikant mit > einer Schablone zwei Löcher angekörnt, mit Akkuschrauber und Lochsägen > zwei Löcher gemacht und diese mit der Stichsäge zum gewünschten > Schlüsselloch verbunden. Und das dann 4000 mal? Viel Spaß ;-) Ich würde das lasern oder fräsen (lassen). Erst wenn das wirklich regelmäßig benötigt wird, würde ich über eine eigene Fräse, Stanzwerkzeug etc. nachdenken.
Von Peddinghaus gibt es Schlüssellochstempel für die(Hand)Stanzen. https://www.peddinghaus-shop.de/Gruene-Serie/Stempel/Schluessellochstempel-Nr-5:::29_30_39.html Schau mal, ob du da was brauchbares findest.
L. H. schrieb: > Dabei denkt man, bzw. besser gesagt ich, üblicherweise an rechteckige > Profile. Hast Du noch nie einen Schliesszylider gewechselt? >> Wie bereits gesagt, da es sich um ein "Standardloch" handelt, >> gibts da vermutlich auch fertige "Standardschneidwerkzeuge". > > Zum "Standardloch" haben wir keinerlei präzise Angaben. > Schnittwerkzeuge müssen aber präzise sein. Nun, Schliesszylinder gibts zwar mit verschiedenen Längen, die Form des Loches ist aber immer gleich. Der TE will zwar keinen Schliesszylinder einbauen, braucht aber ein Loch in dieser Grösse. Ich Denke, das Schlosshersteller die Löcher in ihren Schlössern auch stanzen werden, deshalb sollte es einen grösseren Bedarf an passenden Stanzwerkzeugen geben. Im Zweifel würde ich bei Schlossherstellern telefonisch nach solchen Stanzwerkzeugen fragen. > Bei 4000 St. dürfte das aber eher uninteressant sein. M.E. die ideale Losgrösse, um sowas selbst zu stanzen.
Tom schrieb: > In meiner Handwerks-Zeit hätten der Azubi (ich) und ein Praktikant mit > einer Schablone zwei Löcher angekörnt, mit Akkuschrauber und Lochsägen > zwei Löcher gemacht und diese mit der Stichsäge zum gewünschten > Schlüsselloch verbunden. Vieleicht bei 100 oder auch 200, aber nicht bei 4000! Ich habe in meinem Grundpraktikum auch mal 200 einfache kleine Formstempel, gesägt, geschliffen, gebohrt, Gewindegeschnitten, gehärtet, nochmal geschliffen und angelassen. Bei 4000 Stck. wäre das schon Sklaverei. Entweder das was Udo K. verlinkt hat oder Harald vorschlägt, der halt einen Halbzeughersteller kontaktieren der einem das lasert oder Wasserstrahlschneidet. Das das "keiner machen will" halte ich für eine Ausrede, dann hat er entweder nur Großbetriebe gefragt oder gar nicht. Ich habe mir sogar schon Einzelfliessen von einem eigentlich auf Metallhalbzeug spezialierten Kleinbetrieb per Wasserstrahlschneiden zuschneiden lassen. Preis war voll im Rahmen.
Chris D. schrieb: > Und das dann 4000 mal? Viel Spaß ;-) Zu zweit ein bis zwei Wochen Arbeit. Der Praktikant kostet nichts, der Azubi wird mit 22€/h berechnet, also mit Werkzeugkosten insgesamt 1000-2000€. Dafür kratzt sich die Laserfirma nicht mal am Hintern. Was Zeit kostet, ist das Einlegen und Ausrichten der sperrigen Dinger auf der Maschine, das Loch ist Nebensache.
Ich bin von einem Loch pro Profil ausgegangen, wenn es mehrere sind, sieht die Rechnung natürlich anders aus.
Tom schrieb: > Zu zweit ein bis zwei Wochen Arbeit. Der Praktikant kostet nichts, der > Azubi wird mit 22€/h berechnet Ja genau, 1-2 Wochen Arbeit... 70h = 4200 min ergibt knapp über 1 min pro Ausschnitt bzw 2 min wenn man zu zweit ist das will ich sehen. Das man als Azubi auch mal kack Arbeit machen muss seh ich schon ein und musste ich damals auch... aber wenn ich Wochenlang sowas machen müsste würd ich mir ne neue Lehrstelle suchen.
Während meiner Ausbildung haben wir sowas mit einer Spindelpresse und passender Stanzmatrize gemacht. Dann natürlich nicht in den Mengen. Für die Produktion wurden motorbetriebene Stanzen eingesetzt. Die waren je nach Stanzdruck aber zwischen einem und drei Meter hoch.
Es gibt spezielle Laser-Machinen für Rohre und Profile wie z.B. https://www.youtube.com/watch?v=yF6_DzuoWeI Aber vermutlich macht es nur Sinn soetwas einzusetzen, wenn man mehere Operationen zusammenfassen kann, wie zum Bleistift Ausschnitte, Löcher machen und ablängen. Nur für die "Schlüssellöcher" sind die Programmierkosten vermutlich zuhoch.. Eine Woche Lehrlingsarbeit mit ner Stanze oder vielleicht sogar einfach nur Bohrmaschine und Oberfräse mit Schablone könnte auch ne Lösung sein. Kommt ja auch darauf an ob man alle ALußProfile auf einmal bracuth oder ob das ganze in kleinere Lose aufgeteilt werden kann...
CNC-Fräse wird auf der Arbeitssicherheits-Seite schwierig - gängige Maschinen sind voll eingehaust und schon ein 2m-Profil passt da nicht rein. Größer -> teurer. Deutlich teurer. Laser? Könnte ähnliche Probleme geben, aber gefühlt sind die eher für große Blechzuschnitte gemacht, da könnte man bessere Chancen haben. Wenn das bei 1x 4000 Stück bleibt: Oberfräse oder Kombination aus Standbohrmaschine (für das große Loch) und klassische Fräse (mit einem relativ großen Schaftfräser, so dass man das "Langloch" in einem Fräsgang machen kann - sollte bei 2-3mm Materialstärke und 2-3mm Längstoleranz kein großes Thema sein) MfG, Arno
Arno schrieb: > CNC-Fräse wird auf der Arbeitssicherheits-Seite schwierig - gängige > Maschinen sind voll eingehaust und schon ein 2m-Profil passt da nicht > rein. Größer -> teurer. Deutlich teurer. Ach was. Noch nie eine Fräsmaschine für überlange Teile gesehen? Das allergrößte Problem ist, dass die Kühl-Bohr-Suppe überall hinläuft. Macht ne riesen Sauerei und man ist nurnoch am putzen. Das Handling ist zudem einfach sch***. Daher will das auch keiner machen.
ryven schrieb: > Du schreibst leider nicht, wie oft > die 4000 Löcher zu machen sind und in welcher Zeit. Es ist eine einmalige Sache, Zeit- so lange es dauert, aber schon innerhalb 1-3 Wochen Es sind mehrere Löcher pro Profil
Martin S. schrieb: > Arno schrieb: >> CNC-Fräse wird auf der Arbeitssicherheits-Seite schwierig - gängige >> Maschinen sind voll eingehaust und schon ein 2m-Profil passt da nicht >> rein. Größer -> teurer. Deutlich teurer. > > Ach was. Noch nie eine Fräsmaschine für überlange Teile gesehen? Doch, ich arbeite sogar mit einer. Deswegen steht da in meinem Post "Gängig" und "Größer -> teurer." Nicht dass jemand auf die Idee kommt, dass der Ausschnitt ja nur 100mm lang ist, das Profil nur 50mm hoch, dann kann man es ja rechts und links raushängen lassen... MfG, Arno
blubb schrieb: > Es gibt spezielle Laser-Machinen für Rohre und Profile wie z.B. > Youtube-Video "TRUMPF Laser Tube Cutting: TruLaser Tube 7000 fiber" > > Aber vermutlich macht es nur Sinn soetwas einzusetzen, wenn man mehere > Operationen zusammenfassen kann, wie zum Bleistift Ausschnitte, Löcher > machen und ablängen. > > Nur für die "Schlüssellöcher" sind die Programmierkosten vermutlich > zuhoch.. Ich lasse mir Aluplatten z.B. als Frontplatten gerne lasern. Das ist selbst für Einzelstücke bezahlbar. https://www.cutworks.com/de/ Die Zeichnung dazu mache ich mit QCad als DXF. Geht aber sicher auch mit jedem anderen 2D-CAD. So ein Schlüsselloch macht man in 5 Minuten. Da das Profil wohl rechwinklig ist, kann man es einfach auf den Lasertisch legen, es muß nur möglich sein, den Brennpunkt des Lasers auf die richtige Ebene einzustellen. Dazu noch zwei, drei Anschläge vorsehen. Dann kann man ein Teil nach dem anderen einlegen ohne zu messen. Oder man legt gleich mehrere ein und schneidet die in einem Rutsch. Das Schneiden eines Loches wird wohl kaum mehr als ein paar Sekunden dauern. Einlegen und Verpacken dauert sicher länger. MfG Klaus
Heinz R. schrieb: >> Du schreibst leider nicht, wie oft >> die 4000 Löcher zu machen sind und in welcher Zeit. > > Es ist eine einmalige Sache, Zeit- so lange es dauert, aber schon > innerhalb 1-3 Wochen > > Es sind mehrere Löcher pro Profil Da wird Stanzen am schnellsten gehen. Die Stanze (Spindelpresse) selbst kann man vielleicht später noch für andere Löcher nutzen. Löcher >10mm kann man m.E. schneller stanzen als Bohren.
Es liegt mal wieder an der verständlichen Sprache= Zeichnung. Diese Zeichnung schickt man an Firmen. Wenn die ablehnen hilft oft ein freundliches Telefongespräch, um andere, besser geignete Firmen zu finden. Das geht nicht in einer Stunde, aber ich habe eigentlich immer eine Lösung gefunden. Dies muss man schon selbst machen und kann diese Arbeit nicht auf das Forum abwälzen. Einige Ansätze bekommt man aber hier. Natürlich hat der Elektroniker keine Ahnung von Metall. Umgekehrt ist es aber genauso. Grüße Bernd
Hallo Bernd, Bernd F. schrieb: > Es liegt mal wieder an der verständlichen Sprache= Zeichnung. Warum zeichnen wir nicht generell nur noch? Man könnte die Tastatur sparen, bräuchte nicht so viele Buchstaben.... > Diese Zeichnung schickt man an Firmen. Das werden wir sicher tun, wenn es konkret wird Momentan geht es generell um Machbarkeit / grobe Preise Das Thema Profile / Löcher ist Zubehör zu unserem Kerngeschäft, das wir, obwohl wir gar nicht wollen, mitliefern müssen, bzw. erst mal anbieten Da hier viele kluge Leute sitzen dachte ich ich frag mal hier, um Grundsätzliche Ideen zu bekommen Lasern - kann ich anfragen Aber vielleicht sagt hier schon einer kauf Dir Stanze XYZ für 5000€, machen wir täglich, wäre dann auch eine Möglichkeit die wir in Betracht ziehen können. bitte gebt Bescheid wenn solche Fragen nicht gerne gesehen sind und es hier nur um Hobbybasteleien gehen soll Grüße Heinz
Hallo zusammen, ich könnte innerhalb von 10 Minuten eine Zeichnung machen... Nur ein paar wenig Informationen bräuchte ich schon.. VG Jörg
Bernd F. schrieb: > Natürlich hat der Elektroniker keine Ahnung von Metall. > Umgekehrt ist es aber genauso. Ja, reines Metall hat einen sehr niedrigen Intelligenzquotienten.
Jörg B. schrieb: > paar wenig Informationen bräuchte ich schon.. - Schenkelmaße - Profildicke (gleichmäßig oder shaped) - Länge des Werkstücks - Lage und Pattern des herauszuschneiden Profils
Heinz R. schrieb: > Hallo Bernd, > > Bernd F. schrieb: >> Es liegt mal wieder an der verständlichen Sprache= Zeichnung. > Warum zeichnen wir nicht generell nur noch? Man könnte die Tastatur > sparen, bräuchte nicht so viele Buchstaben.... Bernd meint sicherlich, dass solche Firmen mit einer konkreten Zeichnung mehr anfangen können als mit einem sprachlich umständlich formulierten Wunsch. > Momentan geht es generell um Machbarkeit / grobe Preise > > Das Thema Profile / Löcher ist Zubehör zu unserem Kerngeschäft, das wir, > obwohl wir gar nicht wollen, mitliefern müssen, bzw. erst mal anbieten So hab ich das verstanden :-) > bitte gebt Bescheid wenn solche Fragen nicht gerne gesehen sind und es > hier nur um Hobbybasteleien gehen soll Auf keinen Fall - viele Anfragen und Probleme hier drehen sich um Dinge, die später Geld einbringen sollen. Das ist bei mir ja meist nicht anders. Außerdem lernt man hier eigentlich in jedem Thread etwas. Ich fand bspw. den Link zu den Stanzstempeln von Udo interessant. Die sind deutlich preiswerter als ich dachte und für's schnelle Nibbeln eckiger Löcher interessant. Es fehlt nur noch eine passende Stanze. Vielleicht hat hier ja jemand Ahnung von solchen manuellen Stanzen und den allgemein üblichen Stempelaufnahmen.
Du gehst ja auch nicht zur Autowerkstatt und sagst:"Da ist was kaputt, machen sie mir ein Angebot". Hä, was jetzt? Motor, Getriebe, Scheibenwischer oder Sitzheizung? Genauso verlangt der Metaller Informationen: Das könnte z.B. so ausehen: Es gibt eine halbwegs lesbare Zeichnung. Dazu die nötigen Infos: Wir hätten gern einen Preis für: xxx Abschnitte Material,(Bitte mit Werkstoffnummer, falls exotisch mit Herstellerangabe). Bearbeitung: Sägen und Entgraten, xxx Schlüssellochstanzungen pro Teil. Toleranzen der Stanzungen +- xxx hunderstel Millimeter. Diese geforderten Toleranzen können den Preis auch mal locker verhundertfachen. Das Problem ist doch, du hast das Teil im Kopf, der angefragte Metaller versteht Bahnhof. Das ist keineswegs bös gemeint, es ist einfach Realität. Viele Grüße Bernd
Angehängte Dateien:
-

15499134858251__002_.jpg
48 KB
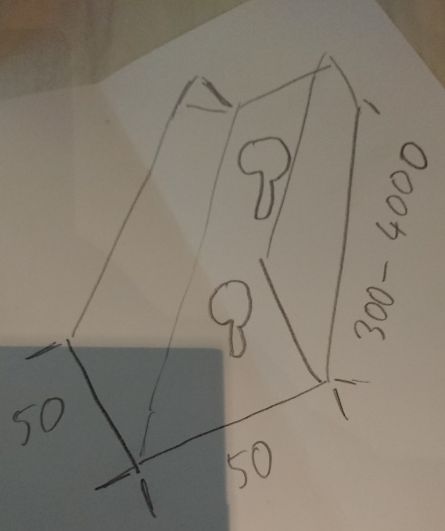
Bernd F. schrieb: > Das könnte z.B. so ausehen: Es gibt eine halbwegs lesbare Zeichnung. > Dazu die nötigen Infos: Wir hätten gern einen Preis für: Ist meine Beschreibung im ersten Thread wirklich so schlecht? Ok, hier eine 30sec-Zeichnung Bernd F. schrieb: > Genauso verlangt der Metaller Informationen: Welcher Metallbauer ist denn hier mein Ansprechpartner? - Der Dorfschlosser wohl eher nicht, der macht lieber Gartenzäune - AluSingen oder vergleichbar auch nicht, die wollen Kunden die im Jahr 1 Mio Stück abnehmen Eigentlich können wir so was auch selber, nur war die Frage, wie am einfachsten / günstigsten: -Option 1- zum Laserfritzen / Wasserstrahler gehen? -Option 2 - den Lehrling mit AKkuschrauber und Feile hinstellen weil er eh nichts kostet - Option 3 -passendes Werkzeug wie z.B. Stanze kaufen Ich denke es läuft auf 1 oder 3 raus Bei 1 sehe ich das Problem, es muss verpackt werden(Kratzer), hingebracht werden, dort sortiert werden, Personal beistellen mögen solche Firmen oft nicht Wir wären dann bei Option 3 - Welches Werkzeug kaufen - und damit sind wir eigentlich wieder bei meinem ersten Thread...
Hallo Heinz, deine Handskizze reicht nicht. Das müsste bemasst sein, ganz wichtig sind die erlaubten Toleranzen. Dann noch einen Hinweis, in welchem Postleitzahlengebiet du das gern hättest. Hier sind viele Leute unterwegs, die dir Adressen geben können. Du würdest dich wundern, wie die Preise nach unten gehen, wenn die Beschreibung perfekt ist. In unserer Gegend (Südpfalz) gibt es eine Menge Firmen, die Daimler zuliefern. Die würden ihr Geld nicht bekommen, wenn da Kratzer im Material wären. Einpacken gehört dazu. (Muss man natürlich in der Anfrage formulieren). Grüße Bernd
Heinz R. schrieb: > Ist meine Beschreibung im ersten Thread wirklich so schlecht? > > Ok, hier eine 30sec-Zeichnung Nun, ein richtiger Metallverarbeitungsbetrieb möchte sicherlich eine richtige technische Zeichnung. > - Der Dorfschlosser wohl eher nicht, der macht lieber Gartenzäune Wenn der eine Spindelpresse hat und Du Ihm das Stanzwerkzeug mitlieferst, warum nicht. Vielleicht wäre der auch mit Deiner 30sec-Zeichnung zufrieden. > - Option 3 -passendes Werkzeug wie z.B. Stanze kaufen Auch möglich. > Wir wären dann bei Option 3 - Welches Werkzeug kaufen Wie schon gesagt: Passenden Stempel plus Matritze, dazu eine Universal-Spindelpresse. Dann noch eine Anzeige in der Zeitung: "Wer will kostenlos seine Armmuskeln tranieren?"
Harald W. schrieb: > Wie schon gesagt: Passenden Stempel plus Matritze, dazu eine > Universal-Spindelpresse. Du meinst ungeför so was? https://www.hahn-kolb.de/Hauptkatalog/2-Saeulen-Handspindelpressen/1521CL04_10120203.cyid/1521.cgid/de/DE/EUR/;pgid=ZnkLXEfSD0mXPeQwRPWdE5UW0000Z4UFB0ay;sid=VB_xjtRvtQ7zjogOj2boU9tl3uEqD16Rj57_bUMr?CatalogCategoryRef=1521CL04_10120203%40WuerthGroup-HAHN_KOLB-1521&SelectedFilterAttribut=%255B%255D Gibt es das in der heutigen Zeit auch elektrisch? Und nein, bevor Vorschläge kommen, ich will keinen Holsspalter umbauen, entweder was fertiges kaufen oder extern machen lassen Bernd F. schrieb: > Dann noch einen Hinweis, in welchem Postleitzahlengebiet > du das gern hättest. > Hier sind viele Leute unterwegs, die dir Adressen geben können. Hallo Bernd, danke für Deinen Tipp - es geht wie gesagt momentan erst mal um eine grobe Machbarkeitsstudie - wir sind weit entfernt von einem evtl. Auftrag, und dieses Detail ist nur ein ganz Kleines von vielen Aber es ist auch in einer Angebotsphase gut, zu wissen was wie überhaupt geht Noch besser ist es dann bei evtl. Auftragseingang zu sagen, das machen wir so und so weil bla bla bla Und genau dafür denke ich habe ich hier die richtigen Experten beieinander :-) Viele Grüße Heinz
Chris D. schrieb: > Außerdem lernt man hier eigentlich in jedem Thread etwas. Ich fand bspw. > den Link zu den Stanzstempeln von Udo interessant. Die sind deutlich > preiswerter als ich dachte und für's schnelle Nibbeln eckiger Löcher > interessant. Es fehlt nur noch eine passende Stanze. Vielleicht hat hier > ja jemand Ahnung von solchen manuellen Stanzen und den allgemein > üblichen Stempelaufnahmen. http://www.peddy.de/deutsch/hm/21.htm Die passende Stanze dazu gibt es um ca. 350 Euro in der 17kg Ausführung, die 54kg kostet ca. einen Tausender. Es gibt auch Firmen, die kundenspezifische Stempel machen, das ist auch leistbar.
Hi! Sind evtl fertige Luftfahrtschienen was für euch? Kaufen, ablängen, fertig... . Gibts auch mit einzelnen Löchern. Vg
Nach dreißigsekündiger Suche für Peddinghaus habe ich bei Ebay ein Konvolut Stanzwerkzeuge gesehen, wo genau so ein Schlüssellochdings dabei ist. Also sie existieren nicht nur im Katalog wie schon oben von Udo verlinkt. Breite gerundete Langlöcher gibt es auch. D.h. wenn das Schlüssellochdings zu teuer wäre, könnte man evtl. auch mit zwei Stanzvorgängen pro Loch arbeiten, einmal rund, einmal lang. Aber ich habe keine Ahnung, ob das Material das so mitmachen würde. Diese Aufhängelöcher (um dem "Schlüsselloch" mal einen anderen Namen zu geben) sind doch verbreitet wie Fußpilz. Praktisch jedes Metallgehäuse zur Wandbefestigung hat das zur Montageerleichterung. Für ein dünnes Aluprofil würde ich es ja erstmal mit einem entsprechend geformten Plätzchenausstecher aus dickerem Weißblech und einem Schraubstock versuchen. ;) Ich finde das Thema hier übrigens auch hochinteressant. Ein scheinbar triviales Problem, das jeder mal haben kann und das in der Praxis dann doch nicht so leicht zu lösen ist. Und ich mag es, Einblicke in neue Gebiete zu bekommen und die Lösungen dort zu sehen.
Wollvieh W. schrieb: > Für ein dünnes Aluprofil würde ich es ja erstmal mit einem entsprechend > geformten Plätzchenausstecher aus dickerem Weißblech und einem > Schraubstock versuchen. ;) Ich denke, das passt eher für die Butterbohrerin im Parallelthread.
Heinz R. schrieb: > Harald W. schrieb: >> Wie schon gesagt: Passenden Stempel plus Matritze, dazu eine >> Universal-Spindelpresse. > > Du meinst ungeför so was? > > https://www.hahn-kolb.de/Hauptkatalog/2-Saeulen-Handspindelpressen/1521CL04_10120203.cyid/1521.cgid/de/DE/EUR/;pgid=ZnkLXEfSD0mXPeQwRPWdE5UW0000Z4UFB0ay;sid=VB_xjtRvtQ7zjogOj2boU9tl3uEqD16Rj57_bUMr?CatalogCategoryRef=1521CL04_10120203%40WuerthGroup-HAHN_KOLB-1521&SelectedFilterAttribut=%255B%255D > > > Gibt es das in der heutigen Zeit auch elektrisch? > > Und nein, bevor Vorschläge kommen, ich will keinen Holsspalter umbauen, > entweder was fertiges kaufen oder extern machen lassen > > Bernd F. schrieb: >> Dann noch einen Hinweis, in welchem Postleitzahlengebiet >> du das gern hättest. >> Hier sind viele Leute unterwegs, die dir Adressen geben können. > > Hallo Bernd, > > danke für Deinen Tipp - es geht wie gesagt momentan erst mal um eine > grobe Machbarkeitsstudie - wir sind weit entfernt von einem evtl. > Auftrag, und dieses Detail ist nur ein ganz Kleines von vielen > > Aber es ist auch in einer Angebotsphase gut, zu wissen was wie überhaupt > geht > > Noch besser ist es dann bei evtl. Auftragseingang zu sagen, das machen > wir so und so weil bla bla bla > > Und genau dafür denke ich habe ich hier die richtigen Experten > beieinander :-) > > Viele Grüße > > Heinz Heinz, machbar ist fast alles. Hier im Vorfeld Möglichkeiten und auch nur ungefähre Preise zu erfragen, ist ein schwieriger Job. Ich mache das fast täglich und habe festgestellt: Das einzige, was hilft, ist eine präzise Zeichnung und eine realistische Mengenangabe. Selbst wenn manche Firmen die Mengen zu groß oder zu klein finden, so kennen die meist eine Alternative. Genauso kriegst du die Infos, wenn das Teil z.B. zu groß für die Anlage ist. Die Leute, die täglich in der Branche unterwegs sind, sind ja auch nicht blöd. Ein nettes Gespräch am Telefon hilft da auch mal richtig weiter. Grüße Bernd
Bernd F. schrieb: > Ein nettes Gespräch am Telefon hilft da auch mal richtig > weiter. Hallo Bernd, es ist schwierig, ich bin da wohl in einer sehr komischen Branche unterwegs: Eigentlich ist es total egal ob so ein Loch jetzt 2 oder 5 € kostet, aber es muss gemacht werden Ich bin da in der Firma irgendwie Einzelkämpfer, eigentlich sind so Löcher gar nicht meine Aufgabe, aber ich muss sie dem Kunden liefern Zu der Tageszeit wo ich die potentiellen Lieferanten anrufen könnte habe ich zu wenig Zeit dazu, abends ist da keiner erreichbar Deshalb frage ich hier im Forum, ich weiss, auch hier sind Experten, wie Du z.B. , und ich kann mir ein Bild von dem Ganzen machen Ihr habt mir auf alle Fälle sehr geholfen, ich hoffe ich bekomme den Auftrag, dann sehen wir weiter Bitte versteht, wenn ich etwas anbiete, dann nur wenn ich auch weiss es ist generell machbar, deshalb habe ich hier diesen Thread eröffnet --> Bernd - wo sitzt Deine Firma? Vielleicht brauchen wir ab und an genau so jemand wie Dich? Viele Grüße Heinz
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.