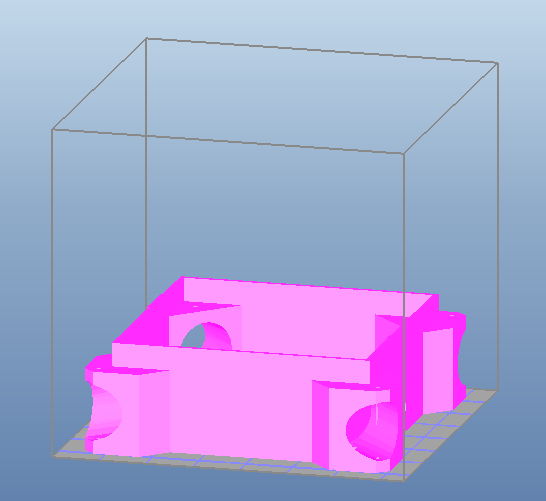
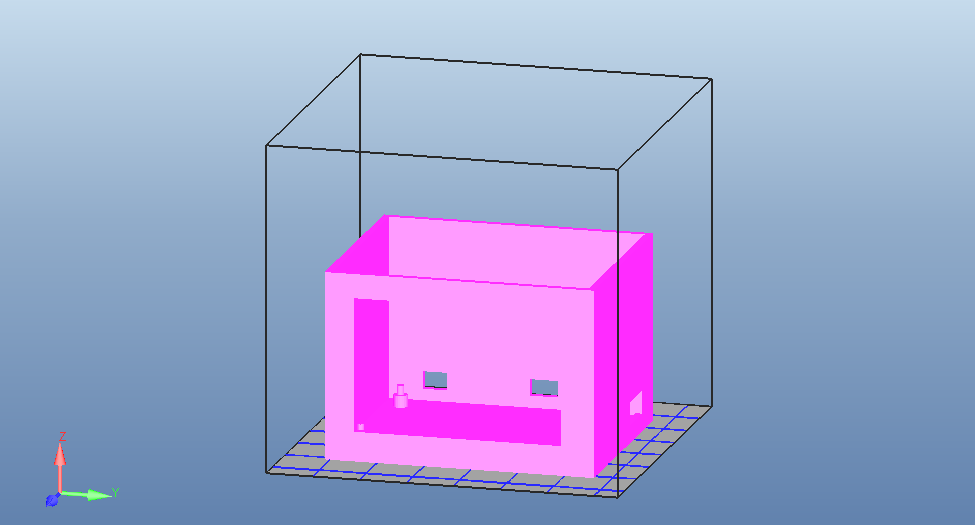
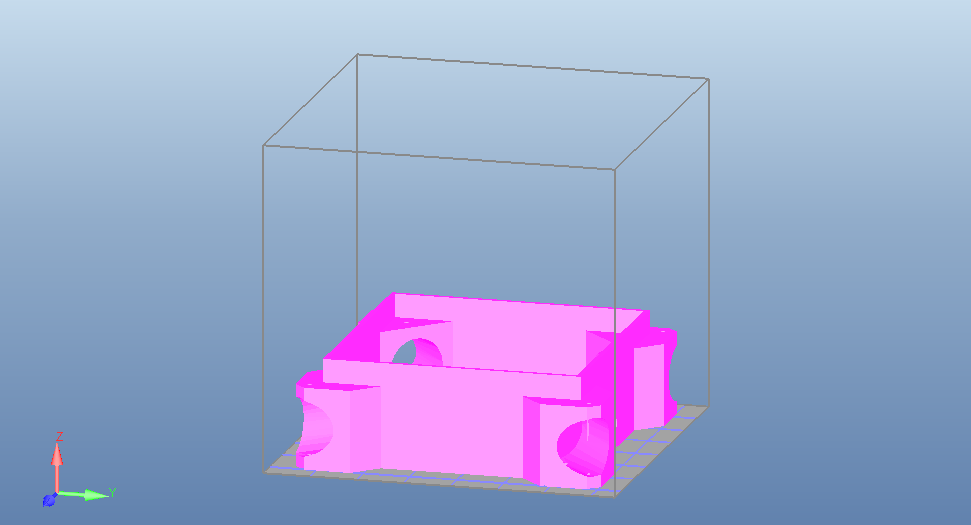
Hallo, ich habe nun bestimmt schon 2 Rollen verblasen... Ich kriege das einfach nicht gedruckt. 1. Die Base ist immer riesig und verbraucht unmengen an Material... 2. Welchen Support muss ich nutzen? Bei Interior füllt er mir komplett alles aus.. komplett... Das verbraucht unmengen an an Material. Wie kriege es es hin das nur die "löcher" mit Stützmaterial gedruckt werden? Vielen dank.
Ich habe nun gefühlte tausend mal versucht das Bild hochzuladen.. Anscheind ist die Uploadfunktion kaputt... https://imgur.com/a/jl0kvS7
Das Uploadformular öffnet sich nicht einmal......
Das musst du machen: Einfach "im Programm" "die richtigen Einstellungen" wählen, dann klappt es ganz sicher. Wenn du jetzt sagst das sei eine unnütze und saudämliche Antwort… stimmt. Aber genau die Antwort die du auf deine Frage erwarten kannst wenn das alles ist was du an Daten lieferst.
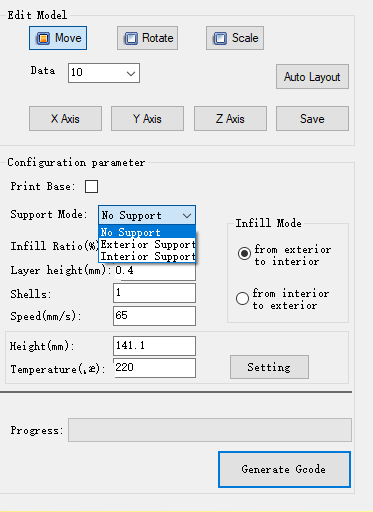
Bei meinem Drucker (WT150) war DoraWare dabei. ANdere Software habe ich aufgrund von x3g Code nicht zum laufen bekommen. Das sind alle Einstellungen die habe.
Marlin S. schrieb: > Bei meinem Drucker (WT150) war DoraWare dabei. ANdere Software habe ich > aufgrund von x3g Code nicht zum laufen bekommen. > > Das sind alle Einstellungen die habe. Ich sehe auf den angehängten Fotos jetzt nichts, was es zwingend erforderlich machen würde, bei diesen beiden Teilen überhaupt Supports zu drucken. Wenn das alle verfügbaren Einstellungen sind, dann würde ich an Deiner Stelle aber mal nach einem anderen Slicer Ausschau halten, bei dem man mehr Optionen hat. Es scheint ja durchaus möglich zu sein, den üblicherweise von Slicern erstellten gcode mittels Tools wie "gpx" in dieses x3g-Format umzuwandeln. Alternativ ist es ja offenbar auch möglich, den WT150 auf Marlin-Firmware umzuflashen.
Joachim S. schrieb: > Alternativ ist es ja offenbar auch > möglich, den WT150 auf Marlin-Firmware umzuflashen. Das wäre dann auch mein Vorschlag gewesen. Selbst wenn das nicht geht, würde ich mir überlegen ein RAMPS (oder dergleichen) Board einzubauen - Hauptsache es kann normaler gcode verarbeitet werden. Damit hat man dann die Möglichkeit verschiedene Slicer zu nutzen, und ist nicht auf einen mit Spezialformat angewiesen, der nur eine beschränkte Funktionsvielfalt hat und kaum geupdated wird.
Marlin S. schrieb: > Bei Interior füllt er mir komplett alles aus.. komplett... Das > verbraucht unmengen an an Material. Das nennt sich Infill(Fülldichte) > Wie kriege es es hin das nur die "löcher" mit Stützmaterial gedruckt > werden? Kommt drauf an ob deine Software das unterstützt. Kenne die Software nicht.
Das würde ich komplett ohne Support zu drucken. Allerdings nicht auf so einem stylischen überteuerten Schrott-Drucker der anscheinend noch nicht mal nen Kühlungslüfter hat was Überhänge und Brücken vollkommen unmöglich macht. Und stattdessen glänzt das Ding mit nem geradezu lächerlich winzigen Bauraum, was für ein Witz für 400 Euronen! Hat Dir den jemand der auch keine Ahnung hatte völlig überraschend zu Weihnachten geschenkt oder hast Du Dir den ohne jegliche vorherige Beratung freiwillig gekauft weil er so hübsch aussieht? Ich würde als erstes versuchen das Ding wieder loszuwerden und dann für weniger Geld einen vernünftigeren Drucker anzuschaffen. Geh in ein einschlägiges 3d-Druck Forum und lass Dir dort aufzählen was aktuell empfehlenswertes auf dem Markt ist. Schau Dir dann ausreichend viele Reviews auf Youtube zu den genannten Modellen an und achte speziell auf Probleme die bei den betreffenden Geräten auftreten. Achte immer auf die Probleme, nicht auf stylisches Aussehen oder angepriesene Features! Dann bekommst Du einen Eindruck davon was Du für Dein Geld mindestens erwarten kannst und was nicht. Und lass Dir nichts aufschwatzen was nicht auf Marlin oder vergleichbarer offener Firmware basiert.
Ich habe es nun hinbekommen. No Support, 60mm Speed und 0.2mm layer. Ich kann nur vermuten aber wäre für mich auch logisch. Ich wollte das "schnell" mal eben als test drucken um es mir anzusehen... Zu verändern etc.. Prototyp eben... Damit es schneller geht habe ich den layer auf 0.4mm gestellt. So dick ist auch die Düse. Mir erklärt sich das wie folgt..... Die Düse 0.4mm. Wenn ich nun mit 0.4mm drucke überlappt er nicht sondern legt die Wurst "nebeneinander" was dann dazu führt das die Wurst runter fällt bei Hohlräumen. Jetzt mit 0.2mm layer legt er die Wurst je layer nur 0.2mm statt 0.4mm weiter, somit liegt die Wurst zur Hälfte auf dem layer und zur Hälfte in der Luft. Schritt für Schritt kann er so Brücken und Hohlräume erstellen. Ist meine Vermutung/Denkweise korrekt? Rainer S. schrieb: > Das nennt sich Infill(Fülldichte) Ne. Das infill ist ja der Hohlraum z.b. in Wänden, also der Innenraum. Ich meine ja die 4 Löcher. Also nur die 4 Löcher.
Marlin S. schrieb: > Damit es schneller geht habe ich den layer auf 0.4mm gestellt. So dick > ist auch die Düse. > > Mir erklärt sich das wie folgt..... > > Die Düse 0.4mm. Wenn ich nun mit 0.4mm drucke überlappt er nicht sondern > legt die Wurst "nebeneinander" was dann dazu führt das die Wurst runter > fällt bei Hohlräumen. > > Jetzt mit 0.2mm layer legt er die Wurst je layer nur 0.2mm statt 0.4mm > weiter, somit liegt die Wurst zur Hälfte auf dem layer und zur Hälfte in > der Luft. Habe jetzt ehrlich gesagt nicht 100%ig verstanden, wie Du das meinst. Als Faustregel gilt m.W.n., dass das absolute *Maximum für die Layer-Höhe 80% des Nozzle Diameters* beträgt; bei einer 0.4mm-Düse also 0.32mm. Demnach ist klar, dass 0.4mm Layer bei einer 0.4mm-Düse nicht funktionieren. Nimm auch für schnelle Drucke also maximal 0.3mm Layer.
Marlin S. schrieb: > Jetzt mit 0.2mm layer legt er die Wurst je layer nur 0.2mm statt 0.4mm > weiter, somit liegt die Wurst zur Hälfte auf dem layer und zur Hälfte in > der Luft. Ja. Kleinere Schichthöhen erleichtern es Überhänge zu drucken, auch deutlich über 45° hinaus, Deine Erklärung mit der Wurst ist korrekt, genau so verhält es sich.
Du kannst nicht mit cura slicen? Welches CAD verwendest du, vom ersten Blick hätte ich auf Freecam geschloßen, das wäre nicht schlecht.
Ich nutze TurboCAD unter Debian. War nicht ganz einfach aber hab dafür ne Lizenz. Die Ansicht ist von DoraWare. Nachdem der Druck noch einmal schief ging druckt er nun. Ich würde schätzen so 70% hat er fertig. Mal sehen wielange die Nacht noch wird. Ich denke den TIP mit dem Ramps werde ich umsetzen. Jedoch habe ich auch Octoprint gefunden. Hat das jemand im Einsatz? Das kann auch mit ReplicatorG arbeiten und man hat mehr möglichkeiten. Auf nem Raspberry auch als Octopi mit Cam etc. Das kann ich ja auch hinterher mit dem Ramps nutzen. Finde ich recht interessant z.b. auf den offiziellen 7Zoll PI Touch mit dem Gehäuse als Steuerung. Kann mir der ein oder andere mehr dazu sagen!?
Marlin S. schrieb: > Ich denke den TIP mit dem Ramps werde ich umsetzen. Jedoch habe ich auch > Octoprint gefunden. Das verbaute Board gegen ein RAMPS auszutauschen, scheint gar nicht nötig zu sein. Das verbaute Board ("Mightyboard") ist offenbar Marlin-kompatibel, und die Marlin-Firmware enthält sogar bereits eine Beispiel-Konfiguration für den WT150: https://github.com/MarlinFirmware/Marlin/tree/1.1.x/Marlin/example_configurations/wt150
Angehängte Dateien:
-

DSC_1250.JPG
240 KB -

DSC_1251.JPG
210 KB -

DSC_1252.JPG
230 KB -

DSC_1253.JPG
200 KB -

DSC_1254.JPG
200 KB -

DSC_1255.JPG
240 KB -

DSC_1256.JPG
210 KB

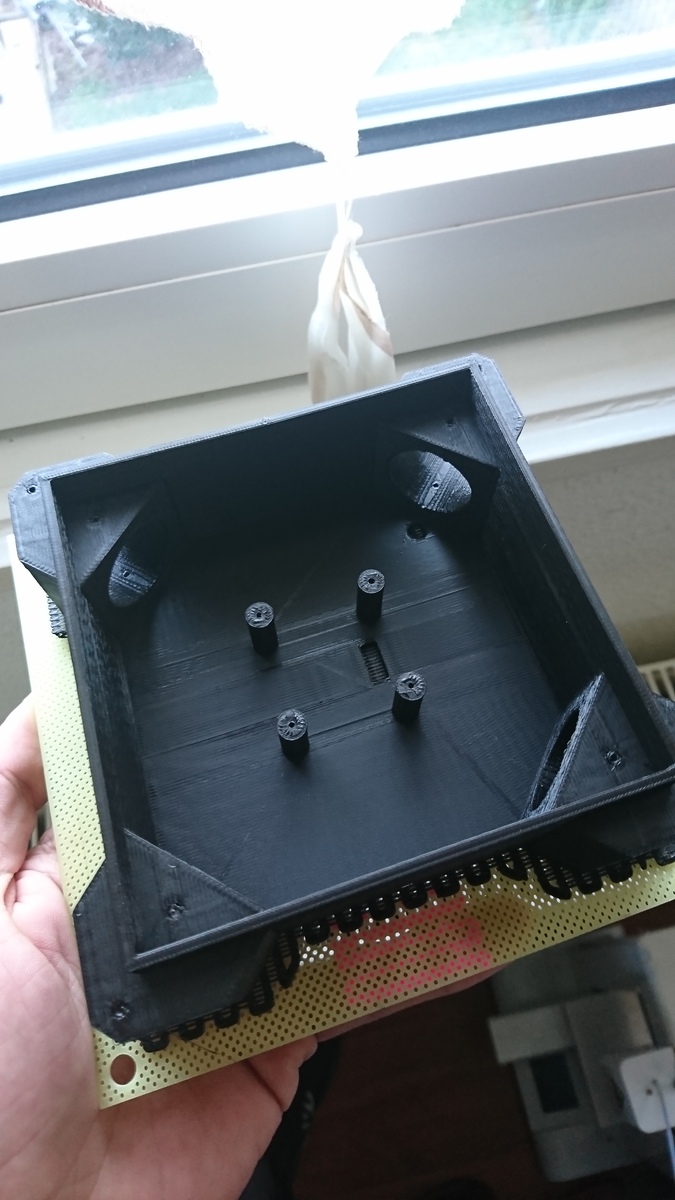
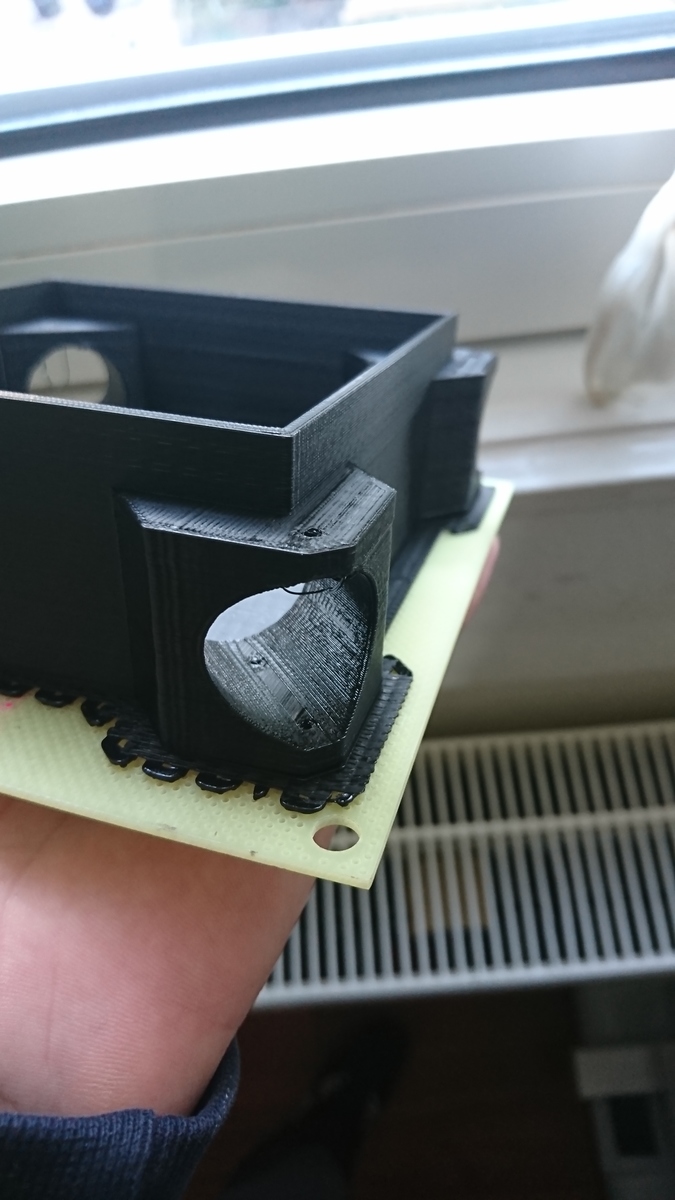
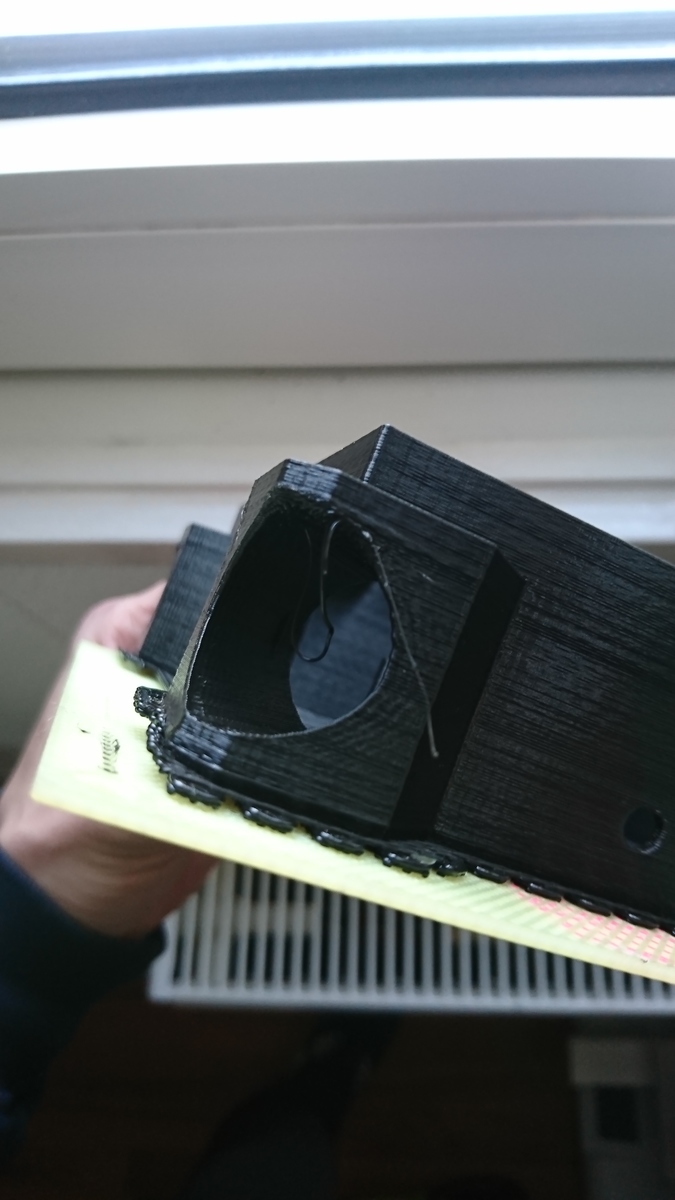

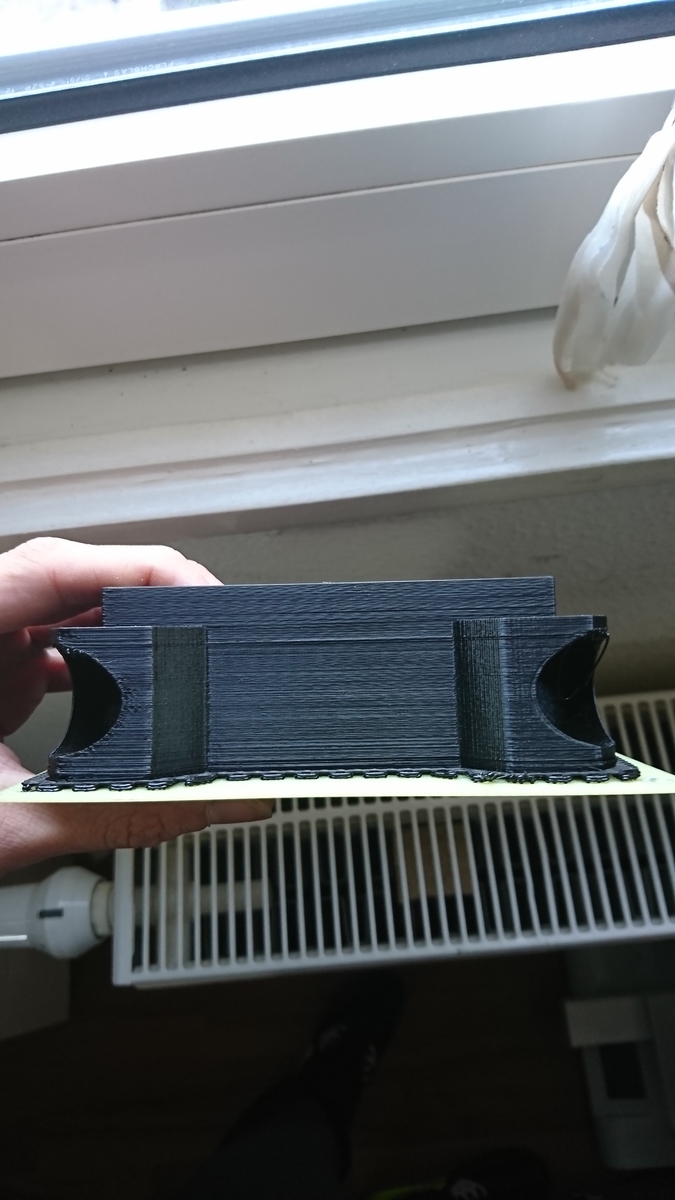

Jetzt gerade ist der Druck fertig geworden. Ok das werde ich mir mal ansehen... Wie wo was man da machen muss... So Einstellungen war wie folgt No support 195 Grad Temperatur (21grad Raumtemperatur) 65mm speed 0.2mm layer Anbei ein paar Bilder. An einer Seite hat sich das ganze leicht vom Druckbett gelöst... Warum? Werde ich noch irgendwie rausfinden müssen. Die Rundungen sehen ganz ok aus... Werde nachher mal schauen ob die Rohre passen. Allerdings sind da ein paar hängende Fäden. Nunja... Ihr seit da schon weiter und besser als ich.. Bilder sagen bekanntlich mehr als tausend Worte. Motzen bringt mir nichts, aber Kritik, Tips, Informationen sind immer gerne willkommen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.