Kurze Frage, bitte um knappe Antwort: Kann man HSS-Drehlinge stark erhitzen (z.B. Hartlöten mit Silberlot), ohne daß deren Eigenschaften drastisch verschlechtert werden? Die Anwendung hätte ggf. nichts mit Drehen zu tun.
Angehängte Dateien:
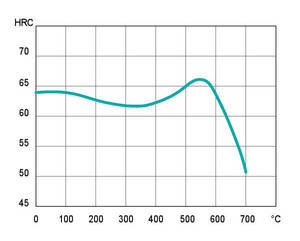
Nur wenn Du es schaffst unter 600 Grad zu bleiben.
Danke! Und was ist mit den Anlassfarben, die man sogar schon beim Anschleifen und deutlich geringeren Temperaturen auf HSS sieht? Sind die bei diesem Stahl egal?
Schau dir mal an, woraus Fräser bestehen, zum Beispiel für die Oberfräse. Weißte Bescheid ;) Kann man, hält auch ziemlich viel aus.
messdiener schrieb: > Schau dir mal an, woraus Fräser bestehen, zum Beispiel für die > Oberfräse. Weißte Bescheid ;) Meist aus Hartmetall auf einem Werkzeugstahl-Träger - ohne HSS...
was denn wie denn wo denn schrieb: > Sind die bei diesem Stahl egal? Egal nicht. Je dunkler, desto weicher wird er. Faustregel: Rasierklinge wird gelb angelassen (platzt/springt dafür relativ schnell), Spiralfeder blau. Deshalb kühlt man HSS-Werkzeuge ja üblicherweise mit Flüssigkeit, wenn man mit höheren Schnittgeschwindigkeiten arbeiten will, und beim Schleifen muss man eben auch zwischendurch nachkühlen.
was denn wie denn wo denn schrieb: > Kurze Frage, bitte um knappe Antwort: > > Kann man HSS-Drehlinge stark erhitzen (z.B. Hartlöten mit Silberlot), > ohne daß deren Eigenschaften drastisch verschlechtert werden? Knappe Antwort: Spinnst Du? HSS ist doch "Schleuderware". Und sowas willst Du dann irgendwo hart auflöten? Mit dem Risiko, daß sich dabei die typischen HSS-Eigenschaften verschlechtern könnten? Was glaubst Du denn, warum man HHS "hochlegiert" hat - bis hin zu HSSE? Grüße
was denn wie denn wo denn schrieb: > Kann man HSS-Drehlinge stark erhitzen (z.B. Hartlöten mit Silberlot), > ohne daß deren Eigenschaften drastisch verschlechtert werden? Ag-Lote fangen bei T=600°C gerade mal an! https://www.sonderlote.de/WebRoot/Store4/Shops/62173412/4A44/56B7/... Und brauchen - je nach Legierung - T bis knapp 900°C. Für welchen Zweck willst Du etwas auflöten? Grüße
Ohne jetzt eine Wissenschaft daraus zu machen kannst Du in der Theorie den HSS auflöten bei 900°C und ihn danach nochmal härten und anlassen. Härten bei 1200°C und abschrecken in Öl, heißem Wasser oder an Luft. Beim Anlassen sehr langsam erwärmen und die Anlasstemperatur eine Stunde halten. Dann langsam abkühlen lassen. Wegen dem Wiederspruch der Temperaturen, Härtest Du nicht bei 1200°C, sondern bei ca. 800°C (Wenn das Silberlot gerade erstarrt ist). Der Stahl wird dann nicht ganz so hart, ist aber für vieles schon gut zu gebrauchen.
Nachtrag: Wenn natürlich der aufgelötete HSS nicht vom Träger abfallen kann wenn das Lot aufschmilzt, dann einfach nach oder beim Auflöten auf 1200°C erhitzen und dann an Luft abkühlen lassen. Danach anlassen.
Dann ist das aber nicht gehärtet sondern nur weich... Härten soll doch das Gefüge bei 1200°C durch SCHNELLES Abkühlen "einfrieren"... Also daran hindern sich wieder umzuordnen. Genau das passiert aber bei abkühlen an Luft.
Meines Wissens nach ist HSS lufthärtend. Unbeabsichtigtes Weichglühen ist damit fast unmöglich.
Wie Walter schon sagte ist HSS Lufthärtend. Er kühlt also an Luft schon schnell genug ab um die Gitterfehler zu behalten. HSS ist eine wirklich sehr bemerkenswerte Legierung. Daher ist mein Rat nach wie vor: Ausprobieren! Das Ergebnis wird auch mit einfachen Mitteln recht gut.
??? schrieb: > Dann ist das aber nicht gehärtet sondern nur weich... > Härten soll doch das Gefüge bei 1200°C durch SCHNELLES Abkühlen > "einfrieren"... Also daran hindern sich wieder umzuordnen. Genau das > passiert aber bei abkühlen an Luft. Ja, ungefähr genau so ist es. :) Und selbst wenn das hundert Mal negativ bewertet wird: Es ist kaum zu glauben, welcher Schwachsinn hier bzgl. HSS verbreitet wird! Seit wann gehört denn HHS zu Lufthärtern?? Von "Dünnbrettbohrern" irgendwo mal flüchtig aus irgendwelchen falschen Quellen angelesen?? http://www.chemie.de/lexikon/Schnellarbeitsstahl.html Wenn man HSS über 600°C mit Ag-Loten zu verlöten gedenkt, deren Einsatzbereich gerade mal bei ca. 600°C anfängt und bis zu knapp 900°C reicht, muß man schon verdammt gute Argumente haben, um widerlegen zu können, daß dadurch die typischen HSS-Eigenschaften NICHT geschwächt werden könnten! Also bittesehr und mit Verlaub: Konkret belegbare Argumente dagegen!! Und nicht irgendein "aus den Rippen geschwitztes Geschwafel" anführen. :) Grüße
Hmm, ihr habt irgendwo beide Recht: "1906 lag die beste bekannte Zusammensetzung bei 0,67 % C, 18,91 % W, 5,47 % Cr, 0,11 % Mn, 0,29 % V und Eisen als Rest. Die günstigste Wärmebehandlung lag bei Glühen bei 1250–1290 °C, also knapp unter der Solidustemperatur, bei der das Material zu schmelzen beginnt, anschließendem Abschrecken in flüssigem Blei (620 °C) und dann weiteres Abkühlen auf Raumtemperatur. Danach wurden sie bei knapp unter 600 °C angelassen. Die Werkzeuge behielten bis etwa 600 °C ihre Härte und ermöglichten bei der Zerspanung von Stahl Schnittgeschwindigkeiten bis 30 m/min. Diesen Schnellarbeitsstahl stellte Taylor auf der Weltausstellung von 1906[6] der Öffentlichkeit vor." Also erst "halb" abschrecken, dann an der Luft fertig auskühlen.
L. H. schrieb: > Wenn man HSS über 600°C mit Ag-Loten zu verlöten gedenkt, deren > Einsatzbereich gerade mal bei ca. 600°C anfängt und bis zu knapp 900°C > reicht, muß man schon verdammt gute Argumente haben, um widerlegen zu > können, daß dadurch die typischen HSS-Eigenschaften NICHT geschwächt > werden könnten! > Beim Durchzählen der Negationen drängt sich mir der Eindruck auf, Du wolltest mitteilen, dass sich HSS problemlos bis 900 Grad C erwärmen lässt, ohne seine Eigenschaften einzubüßen. Habe ich Dich richtig verstanden? 《Kopfkratz》
L. H. schrieb: > Schwachsinn > Dünnbrettbohrern > Geschwafel Muss das eigentlich sein? Oder wären nicht > Konkret belegbare Argumente völlig ausreichend und wesentlich angenehmer zu lesen? Ich würde allerdings HSS auch nicht hartlöten wollen sondern eher ein massives Stückchen in Form schleifen oden wenn unbedingt gelötet werden soll, dann lieber ein VHM-Plättchen irgendwo auflöten.
Den Nörglern möchte ich sagen: Wenn man es richtig macht geht es auch! Ich habe schon so einiges gemacht was als "unmöglich" bezeichnet wurde. Ein "geht nicht" hält mich nicht ab zu versuchen. Mit ein wenig Verstand kann man vieles in die Tat umsetzen. Und was ist nun so schwer daran HSS zu Härten? Schaut euch mal an wie schwer es ist das Zeug weichzuglühen, sodass man es bearbeiten kann (außer schleifen). Das ist gar nicht so einfach. Härten dagegen tut das Zeug quasi von allein. Wie gesagt habe ich draus nie eine Wissenschaft gemacht. Also kann ich nur von eigener Erfahrung sprechen. (Ich habe Fräsköpfe auf der Drehmaschine angefertigt, HSS draufgelötet und dann die Schneiden geschliffen. Die Ergebnisse können sich sehen lassen. Wenn man nicht zwei linke Hände hat sollte man das einfach machen anstatt darüber zu diskutieren. Ich klinke mich hier jetzt aus.
Alex G. schrieb: > "1906 lag die beste bekannte Zusammensetzung bei 0,67 % C, 18,91 % W, > 5,47 % Cr, 0,11 % Mn, 0,29 % V und Eisen als Rest. Die günstigste > Wärmebehandlung lag bei Glühen bei 1250–1290 °C, also knapp unter der > Solidustemperatur, bei der das Material zu schmelzen beginnt, > anschließendem Abschrecken in flüssigem Blei (620 °C) und dann weiteres > Abkühlen auf Raumtemperatur. Danach wurden sie bei knapp unter 600 °C > angelassen. Die Werkzeuge behielten bis etwa 600 °C ihre Härte und > ermöglichten bei der Zerspanung von Stahl Schnittgeschwindigkeiten bis > 30 m/min. Diesen Schnellarbeitsstahl stellte Taylor auf der > Weltausstellung von 1906[6] der Öffentlichkeit vor." > > Also erst "halb" abschrecken, dann an der Luft fertig auskühlen. Die Legierungszuschläge mögen inzwischen weiter verfeinert worden sein. Incl. Co (2 bis 5%), um die HSS-Eigenschaften noch weiter verbessern zu können. Ändert aber alles nichts daran, daß es sich um einen hochlegierten Werkzeugstahl handelt, der erst durch spezielle Wärmebehandlung seine Eigenschaften erhält, die erwünscht und beabsichtigt sind. Die Legierung muß erst mal auf Glüh-T gehalten werden, und danach wird abgeschreckt. Wie auch immer auf eine ganz bestimmte T, um den Zustand "einzufrieren". Was auch ganz genau das ist, was Kollege ??? völlig richtig beschrieb. Das wird aber dann negativ bewertet, obwohl es zweifellos richtig ist. Und dann soll man dazu nichts sagen?? Von der Wärmebehandlung her, darfst Du auch nicht ganz vergessen, daß auch noch das Anlassen mit dazu gehört. Ganz anders als bei Lufthärtern, die nur an Luft abkühlen, wird HSS bis auf ca. 600°C angelassen. Womit dann seine Wärmebehandlung abgeschlossen ist. Wer behauptet, HSS sei ein Lufthärter, hat weder eine Ahnung von HSS, noch eine von Lufthärtern! Und schon gleich gar keine davon, was geschieht, wenn man Stähle über ihre Anlaß-T hinaus erhitzt. An sich bedarf es doch gar keiner Diskussion, daß dabei ein vorher mühsam hergestellter Gefügezustand in ihnen mehr oder weniger verändert wird: Ein Schalk, der annimmt, das sei zum Guten hin. ;) Grüße
Percy N. schrieb: > L. H. schrieb: > >> Wenn man HSS über 600°C mit Ag-Loten zu verlöten gedenkt, deren >> Einsatzbereich gerade mal bei ca. 600°C anfängt und bis zu knapp 900°C >> reicht, muß man schon verdammt gute Argumente haben, um widerlegen zu >> können, daß dadurch die typischen HSS-Eigenschaften NICHT geschwächt >> werden könnten! >> > Beim Durchzählen der Negationen drängt sich mir der Eindruck auf, Du > wolltest mitteilen, dass sich HSS problemlos bis 900 Grad C erwärmen > lässt, ohne seine Eigenschaften einzubüßen. Habe ich Dich richtig > verstanden? 《Kopfkratz》 In aller Frühe bin ich ohne Kaffee auch immer nicht so recht "aufnahmefähig". ;) Doch, um Deine Frage zu beantworten: Da hast Du mich leider falsch verstanden. Vor dem von Dir Zitierten verlinkte ich, was bzgl. HSS "Sache ist". Dachte, das beinhaltet alles, um widerlegen zu können, was hier (teils) propagiert wurde: Daß nämlich HSS völlig problemlos "schlucken" würde, wenn man es mit Ag-Lot irgendwo auflötet. Das wird HSS bei Löt-T über seiner Anlaß-T mit Sicherheit nicht "schlucken". Ohne Einbußen seiner beabsichtigten Eigenschaften. Grüße
Matthias L. schrieb: > L. H. schrieb: >> Schwachsinn >> Dünnbrettbohrern >> Geschwafel > > Muss das eigentlich sein? Oder wären nicht > >> Konkret belegbare Argumente > > völlig ausreichend und wesentlich angenehmer zu lesen? Ganz bestimmt habe ich gute Nerven. Doch irgendwann "platzt auch mir der Kragen" mal, wenn unerträglich Falsches dahergeschrieben wird. Geht i.O.: Die "Feder stecke ich mir an den Hut": Man müßte es nicht so drastisch formulieren. :) > > Ich würde allerdings HSS auch nicht hartlöten wollen sondern eher ein > massives Stückchen in Form schleifen oden wenn unbedingt gelötet werden > soll, dann lieber ein VHM-Plättchen irgendwo auflöten. Das meinte auch ich (teils) w.o. damit, daß HSS "Schleuderware" ist: Schleift man halt passend um, wie man es braucht. Kann man dann auch einspannen. D.h. man muß es nicht unbedingt auflöten. Bis jetzt wissen wir ja immer noch nicht, was der TE damit erreichen können will. Grüße
Horst schrieb: > Den Nörglern möchte ich sagen: Welchen Nörglern? > > Wenn man es richtig macht geht es auch! Ja, sicher geht das. Aber nicht mit Ag-Lot, weil das viel zu riskant ist. > > Ich habe schon so einiges gemacht was als "unmöglich" bezeichnet wurde. > Ein "geht nicht" hält mich nicht ab zu versuchen. Mit ein wenig Verstand > kann man vieles in die Tat umsetzen. Glaubst Du im Ernst, daß Andere nicht auch versuchen, was machbar ist? > > Und was ist nun so schwer daran HSS zu Härten? Schaut euch mal an wie > schwer es ist das Zeug weichzuglühen, sodass man es bearbeiten kann > (außer schleifen). Das ist gar nicht so einfach. Härten dagegen tut das > Zeug quasi von allein. Härten von HSS ist nicht thematisiert. :) Und wenn Du meinst, HSS würde sich "quasi von allein" härten, dürftest Du damit schon richtig "daneben" liegen. > Wie gesagt habe ich draus nie eine Wissenschaft gemacht. Also kann ich > nur von eigener Erfahrung sprechen. (Ich habe Fräsköpfe auf der > Drehmaschine angefertigt, HSS draufgelötet und dann die Schneiden > geschliffen. Die Ergebnisse können sich sehen lassen. > Wenn's Dir getaugt hat, warum nicht? > Wenn man nicht zwei linke Hände hat sollte man das einfach machen > anstatt darüber zu diskutieren. Auch Andere haben nicht unbedingt zwei linke Hände, wissen evtl. aber schon, worüber sie konkret diskutieren. > > Ich klinke mich hier jetzt aus. Ist ausschließlich Deine Sache, was Du zu tun gedenkst. :) Grüße
Steckte mir hier eine Feder an den Hut und fühle mich deshalb auch verpflichtet, zum Hartlöten von HSS noch Grundsätzliches aus meiner Sicht/Erfahrung zu sagen: 1) Ganz generell muß man sich davor hüten, Eigenschaften eines Werkstoffes durch "kritische" T-Überhöhung (beim Löten) evtl. zu verändern oder "schwächen" zu können. Konkret: HSS mit Ag-Loten hartzulöten ist viel zu riskant! 2) Hartlöten ist ein recht dehnbarer Begriff. Und es gibt zahllose Hartlote, die Schmelz-T weit unter 600°C haben. 3) V.a. auf MS "eingestellte" Lote, haben genau so, wie MS selbst, Schmelz-T, die man eigentlich nur im Dunklen lötend (von Beurteilung der Rotglut-T her) am besten einsetzen kann. 4) Im Karosseriebau von Autos war es früher gang und gäbe, daß mit stinknormalem MS (2mm-Stäben + Flußmittel) "schwierige" Verbindungen hartgelötet wurden. 5) Das eigentlich Tolle bei Hartlötungen ist, daß dabei Material-Diffusionsvorgänge stattfinden. Bei denen sich Material 1/Lot/Material 2 ineinander "verkrallen". Ist ziemlich schwierig zu beschreiben, weshalb ich zur Erklärung davon erst mal auf Thermoplaste "ausweichen" will. Dort kann man z.B. mit "Schweißspiegeln" (sind beheizte Platten, teflonisiert, od. mit Teflonfolien überzogen) zwei zu verbindende Rohrenden auf ihre Schmelz-T "hochheizen". Dann zieht man den Schweißspiegel heraus und drückt die thermoplastifizierten Rohrenden einfach zusammen. Schweißfaktoren von 1 (= homogene Materialverbindung) sind dabei ohne weiteres machbar. Was dabei aber eigentlich abläuft, ist, daß Molekül-Ketten im Material unter der T-Einwirkung "aufgerissen" werden, die sich aber mit "gleichartigen" und ebenfalls "aufgerissenen" Molekülen wieder verbinden/verkrallen wollen. Beim Erkalten. Ungefähr genau so läuft das beim Hartlöten von Metallen ab. Nur, daß halt dabei noch eine "vermittelnde" Zwischenschicht in Form von Loten vorhanden ist, die das "Verkrallen" optimieren soll oder kann. 6) Die "Güte" der Verkrallung ist dabei natürlich arg relativ. Schließt aber nicht aus, daß man z.B. auch HSS mit einem Hartlot, dessen Schmelzpunkt deutlich unter 600°C liegt, hinreichend gut genug für den beabsichtigten Einsatzzweck (hart) verlöten kann. 7) Im Endeffekt laufen Hartlötungen nur auf eines hinaus: Nämlich Belastbarkeit der Verlötungen. ;) Mit mehr Fläche bei Verlötungen kann man da viel, wenn nicht alles, kompensieren, was man will. :D Grüße
Holzkopf, könntest du innerhalb deiner nächsten 5 Monologe vielleicht zum Thema Kleben von Geckofüßen auf Lotos umschwenken? Das sollte dir nicht all zu schwer fallen, denn du kennst ja sogar die Brausepreise von Argentinien. Warum Butter am Brot haftet, und wie blöd mein Gedanke ist, die Drehlinge als Rasenmäher-Messer einzusetzen, bitte nicht vor morgen Abend erläutern... Was die von dir frei erfundene Verwendung der Drehlinge als aufgelötete "HM"-Schneidplättchen anbetrifft, so muss ich dich leider enttäuschen. Die Drehlinge sollen zu einem Handwerkzeug verarbeitet werden, bei dem nur ihre mech. Stabilität und ihre glatte Oberfläche gefragt sind. Ein rechteckiger Lackdraht soll in dem Werkzeug geführt werden, damit man ihn hochkant biegen kann. Wobei das Werkzeug selbst aus Platzgründen am Ende so dünn wie möglich zulaufen, aber Stabilität behalten soll. Eine so tiefe und schmale Fräsung n Vollmaterial dürfte selbst für Profis fast unmöglich sein, erst recht in Werkzeugstahl, und dann innen auch noch sehr glatt, um den Lack nicht zu beschädigen.
Und warum hast Du das nicht gleich in der Eingangsfrage geschrieben? Jetzt andere Bedingungen aufstellen und dann anfangen rumzumotzen ist unhöflich. Blackbird
Weil es 100% nebensächlich ist, wozu der HSS am Ende gebraucht wird. Wenn ich nach der Beibehaltung seiner Daten bei Erhitzung frage, dann sicher nicht deshalb, weil es hier im Baumarkt keine Flacheisen mehr gibt... Und wenn du Unhöflichkeiten nicht gut findest, dann solltest du Holzkopf vielleicht nicht in Schutz nehmen. Der halbe Thread ist voll mit seinem soeben auf Wiki aufgeschnappten Halbwissen. Meterweise Monologe rund um allgemeine Werkstoffkunde zu führen ist nicht nur unhöflich, es ist eine Frechheit. Die Frage wurde zudem schon mit der allerersten Antwort geklärt.
was denn wie denn wo denn schrieb: > Die Frage wurde zudem schon mit der allerersten Antwort > geklärt. Das ist zwar richtig, der Holzkopf hat dieser allerersten Antwort aber überhaupt nicht widersprochen, sondern hat sie (allerdings wortreich) bestätigt...
was denn wie denn wo denn schrieb: > Ein rechteckiger Lackdraht soll in dem Werkzeug geführt werden, damit > man ihn hochkant biegen kann. Wobei das Werkzeug selbst aus Platzgründen > am Ende so dünn wie möglich zulaufen, aber Stabilität behalten soll. Wäre wohl besser gewesen, Du hättest eingangs danach gefragt, wie man so ein Vorhaben am besten lösen kann. > > Eine so tiefe und schmale Fräsung n Vollmaterial dürfte selbst für > Profis fast unmöglich sein, erst recht in Werkzeugstahl, und dann innen > auch noch sehr glatt, um den Lack nicht zu beschädigen. Das ist bei gar keinem Material irgendein Problem! Profis verwenden dazu ggf. Diamant-Werkzeuge, und wenn Du innen eine sehr glatte Oberfläche brauchst, kann die beliebig glatt angefertigt werden. Bis hin zu geläppt und poliert. Das Problem könnte eher sein, daß beim Hochkant-Biegen der Lack die Materialdehnung am Außen-r nicht mitmacht und reißt. Grüße
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.