
Da ist mir doch so ein Maschinchen zugelaufen. Wiegt ungefähr 500 kg. Die wurde so wenig benutzt, da ist das Schabbild auf jeder Führung fast jungfräulich. Das ist eigentlich eine Horizontalfräse, allerdings hat der Vorbesitzer einen Thiel Vertikalkopf drangeschraubt. (Komplett mit Spannzangensatz von 2-20 mm. Die Teile zum Horizontalfräsen sind vorhanden. Nun wäre der erste Schritt ein FU, Keilriemenwechsel ist blöd. (Der liegt hier eh sinnlos rum, der passende FU). Nächster Schritt wäre eine DRO (digitale Positinsanzeige in drei Achsen). Sowas gibt es beim Chinesen (Incl. Messstäbe) schon für ca. 300,-€. Aber: Taugt das was? Oder ist das rausgeschmissenes Geld? Grüße Bernd
Angehängte Dateien:
-

004.JPG
230 KB
Naja, die billigen DROs vom Chinamann haben meist Meßstäbe mit 0,005mm Auflösung und nicht 0,001mm. Dann sind sie auch nur mit TTL-Pegel (0 -5V) angeschlossen und nicht differenziell (RS422), also störanfälliger. Die Anzeige selber ist meist gleich. Blackbird
Lothar J. schrieb: > Naja, die billigen DROs vom Chinamann haben meist Meßstäbe mit 0,005mm > Auflösung und nicht 0,001mm. Dann sind sie auch nur mit TTL-Pegel (0 > -5V) angeschlossen und nicht differenziell (RS422), also störanfälliger. > Die Anzeige selber ist meist gleich. > > Blackbird Die 0,05 Auflösung würde mir völlig reichen (-: Alter Spruch: Das muss jetzt nicht besonders genau werden, 5 Mü reichen!. Ich bin und bleibe Grobschlosser. Alles, was man ohne besondere Messgeräte nicht sieht, passt. Aber: Da habe ich doch das Futter meiner Drehbank ersetzt. (250 mm Durchmesser). Nun sagt mir die Prüfwelle 3 Hundertstel Außermittigkeit. Grrrr. Ist aber noch in der Toleranz eines Röhm-Futters der Genauigkeits- klasse 1. Man muss halt auch mal gut sein lassen. Grüße Bernd
Dieses Drehfutter der Klasse 2, dass die Anforderungen der Klasse 1 locker erfüllt, stammt aus? Respekt! Grüße Bernd
Die Auflösung der Glasmeßstäbe sollte schon so hoch wie möglich sein, 0,001mm ist hier normal (und gut). Die Genauigkeit bei der Bearbeitung ist dann schlechter, höchstens 0,003mm bis 0,005mm. Ob das die Maschine kann und der Bediener das auch fertigbringt, das steht dann noch auf einem anderen Blatt ;)) Wenn die Maschine noch so gut erhalten ist, stabil sieht sie aus, dann kann sie auch auf wenige Mikrometer genau fräsen. Diese Genauigkeit würde ich nicht verschenken. Ein FU macht schon ein paar Störungen. Also Leitungen zu den Glasmeßstäben metallisch abschirmen und wenn es das Budget hergibt - keine mit TTL-Anschluß. Blackbird
Bernd F. schrieb: > Die 0,05 Auflösung würde mir völlig reichen (-: > > Alter Spruch: Das muss jetzt nicht besonders genau werden, > 5 Mü reichen!. Endlich mal einer der das realistisch sieht.
Sicher dass das keine Verkäuferschabungen sind? Weil der Sockel sieht schon gut gebraucht aus. Wie ist den das Getriebe gebaut? Sieht fast die ne Maschine für Linkshänder aus? Sino kommt eigentlich im Kabelschutzschlauch. Die passen, die 1µm nimmt man gerne mit, so genau zustellen ist dann nochmal was anderes, aber man kann die letzte Stell einfach ignorieren. Störungen hab ich damit keine, mit und ohne FU. Spannzangen neigen halt dazu das es dir den Fräser rauszieht. Ich habe gute Erfahrungen mit den Weldorn Aufnahmen gemacht. Was hat die kleine den für Verfahrwege?
ryven schrieb: > Was hat die kleine den für Verfahrwege? X = 460mm Y = 230 Z mit Vertikalkopf 330mm zwischen Spannzange und Tisch. Z beim Horizontalfräsen 430mm Achsmitte Fräser bis Tisch. Grüße Bernd
Ist mehr als ich von den Bildern erwartet hätte. Nagel ne DRO dran, die macht vieles einfacher. 3D Taster zum Messen und du kannst vieles Erschlagen. HSS ist halt für Alu ok, ansonst braucht es halt Kühlung. VHM ist da angenehmer weil trocken bearbeiten und weniger Sauerei.
Moin, Nagel da FU und billige DRO dran... 5µ reichen da vollkommen und auch TTL funktioniert normalerweise... schönen Gruß, Alex
Ich habe sowas in dem Stil https://www.aliexpress.com/item/Free-shipping-2-Axis-digital-readout-with-2pcs-50-1020mm-linear-scale-linear-encoder-linear-ruler/32721078052.html an meine Drehmaschine gebaut. RS-422 kostet $11 pro Teil (Massstab+ Display), 1 um gibts und kleinere Massstäbe auch. Im Fivetnc-Shop gibt es noch jede Menge andere Varianten. Ich habe es (in der RS-422-Variante) zusammen mit FU an der Drehmaschine und es funktioniert einwandfrei. Die RS-422 waren nicht nur auf der Rechnung, sondern auch im Display (habs zerlegt, um das zu kontrollieren). Grüsse - Martin
Angehängte Dateien:
-

002.JPG
240 KB
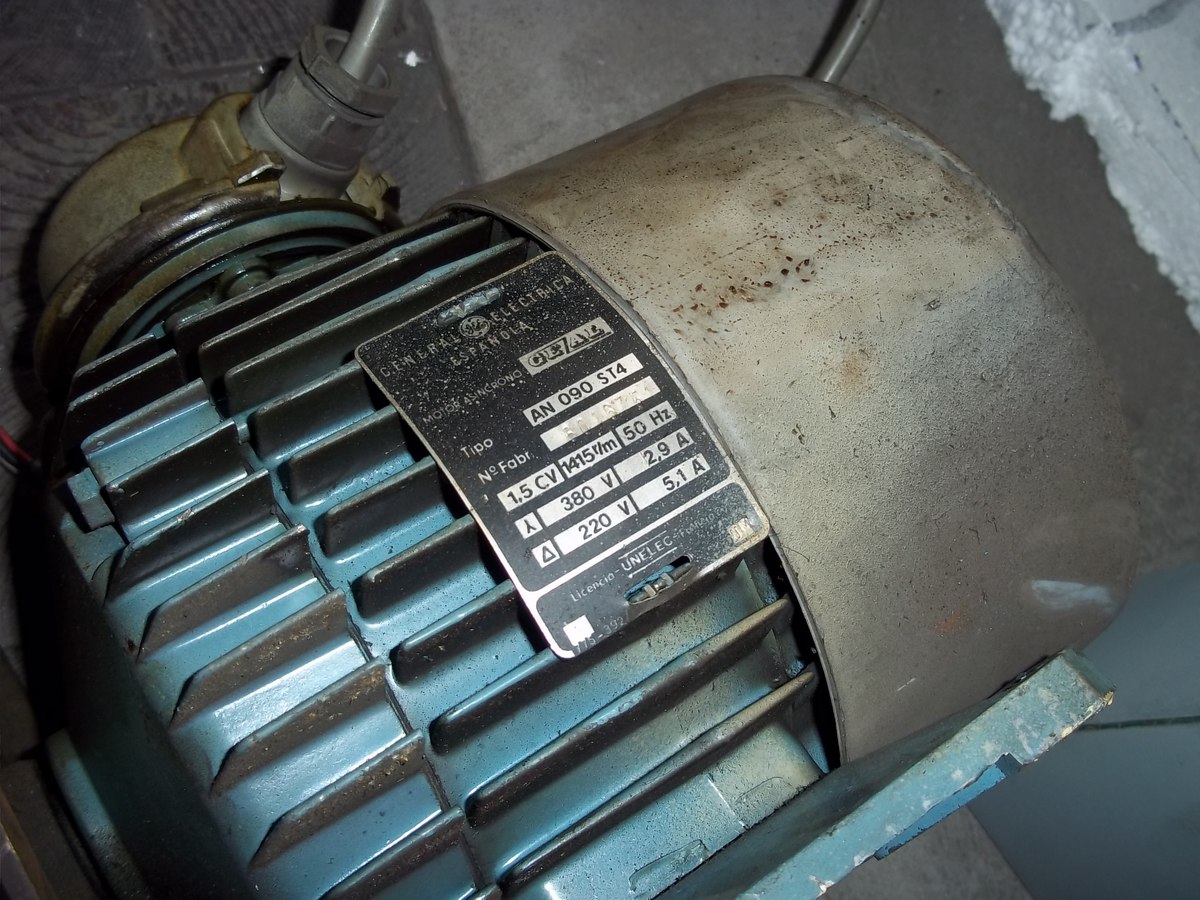
Heute habe ich mit einem Mitarbeiter (wg. dem Gewicht), die Maschine völlig zerlegt. Die Lager müssen gereinigt und neu gefettet weden. Der Lack kommt auch neu. Jetzt hätte ich da mal eine Frage zum Motor. Was ist denn das für eine Leistungsangabe? (Möchte ich wissen, um den FU einzustellen) kW und hp sind mir schon begegnet, aber was ist das? (Irgendwas mit Cheval...) Vieleicht doch hp? Grüße Bernd
Wie würdet ihr mit dem Motor umgehen? Ebenfalls zerlegen und Lager fetten? (Keine Ahnung, ob da gekapselte Lager drin sind) Die Lager der anderen Wellen waren offene Lager, da war das Fett schon recht verharzt. Grüße Bernd
Bernd F. schrieb: > Wie würdet ihr mit dem Motor umgehen? > > Ebenfalls zerlegen und Lager fetten? Ja. Wenn Du die Maschine sowieso zerlegst, dann macht das den Kohl auch nicht fett. Außerdem kannst Du so auch direkt auf ausgeschlagene Lagersitze etc. prüfen. Die dafür nötigen Kugellager kosten wenige Euro - bei unbekanntem Zustand würde ich immer tauschen. Ich hab hier an der CNC auch alle Servolager getauscht. Kostete selbst mit guten Markenlagern von FAG keine 30 Euro. Nun laufen sie wieder 20 Jahre :-)


Es geht weiter: Die Totalzerlegung war zu zweit in 2 Stunden erledigt. Dann war mal Putzen angesagt. Der Lack war unterrostet, weil die Maschine lang in einer feuchten Scheune stand. War ein wenig mühsam, das zu entfernen und neu zu machen. Positiv ist der Zustand: Führungen, Lager, Gewindespindeln und Bronzemuttern sind nahe Neuzustand. Das Ding wurde wohl fast nicht benutzt :-) (Bisher waren keinerlei Neuteile nötig). So langsam wird da ein Maschinchen draus, das in meine Werkstatt passt. Grüße Bernd
Angehängte Dateien:
-

006a.jpg
210 KB

Das ist eine sehr zierliche Maschine. Wobei eine SK 30 Aufnahme nicht falsch ist. (Ich habe keinen Platz mehr in der Werkstatt) Im Betrieb sollte da ein Sockel von min. 100 mm drunter. Grüße Bernd
Bernd F. schrieb: > (Irgendwas mit Cheval...) Das ist Französisch und bedeutet Pferd. "CV" ist mit PS gleichzusetzen.
Brummbär schrieb: > Bernd F. schrieb: >> (Irgendwas mit Cheval...) > > Das ist Französisch und bedeutet Pferd. "CV" ist mit PS gleichzusetzen. Ach? Ich hatte mal Latein, Englisch, Altgriechisch und Französich als "Pflichtfremdsprache". (Seid froh, dass es so eine Quälerei heute nicht mehr gibt). Interessant wird ja die Umrechnung von kW in PS. (oder CV oder HP oder was es da sonst noch gab). Da kochte lange Zeit jedes Land anders. Grüße Bernd
Ich empfand diese vier Sprachen nicht als Pflichtquälerei. Warst Du auch im KFG? Der 2CV hatte schon am Anfang (1949) 9PS https://de.wikipedia.org/wiki/Citro%C3%ABn_2CV#Name_und_Spitznamen "wird oft fälschlicherweise angenommen, diese Werte bezögen sich direkt auf die Motorleistung und würden der gängigen Pferdestärke (chevaux vapeur) entsprechen."
Angehängte Dateien:
-

003.JPG
220 KB

Mechanisch bin ich durch: Alles geputzt, Rost entfernt, neue Lager und neue Farbe. Jetzt wird erst mal ein wenig gefräst. Dann kommt die elektrisch/elektronische Aufrüstung. Schaut schon besser aus, als der originale Rosthaufen. Grüße Bernd
Na, "Rosthaufen" ist ein bisschen hart; am Tisch und der Stirnplatte schaute ja auch vorher viel blankes Metall durch - aber natürlich kein Vergleich mit dem schön aufbereiteten Zustand. Sehr schön geworden!
Matthias L. schrieb: > Na, "Rosthaufen" ist ein bisschen hart; am Tisch und der Stirnplatte > schaute ja auch vorher viel blankes Metall durch - aber natürlich kein > Vergleich mit dem schön aufbereiteten Zustand. Sehr schön geworden! Das erste Bild täuscht da sehr, da sieht es nicht schlimm aus. Die Gusssäule ist recht dick gespachtelt, da gab es viele Stellen, teilweise in Bierdeckelgröße, da war alles unterrostet und lose. Da hilft nur Entfernen und neu Spachteln. Die Teile aus Stahl (Kein Guss) haben ihre Farbreste schon beim heftigen Anschauen verloren. Der komplette Sockel und die Motor/Keilriemen Abdeckung musste ich vollständig entlacken. Als Neulack gab es 2K Epoxy-Grundierung mit halbmattem 2K PUR Lack. Das ist das beständigste gegen Kühlschmierstoff. Es ist zwar keine Pumpe mehr im Sockel eingebaut, aber die Option ist da. Grüße Bernd
Christoph db1uq K. schrieb: > Ich empfand diese vier Sprachen nicht als Pflichtquälerei. Warst Du auch > im KFG? Nö, im Friedrich-Wilhelm-Gymnasium in Trier. (Da war auch dieser Karl Marx). Aber ich empfand diese Sprachen als Quälerei. Die interessanten Fächer, wie Chemie und Physik wurden eher vernachlässigt. Was soll's, das ist ca. 50 Jahre her. Grüße Bernd
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.