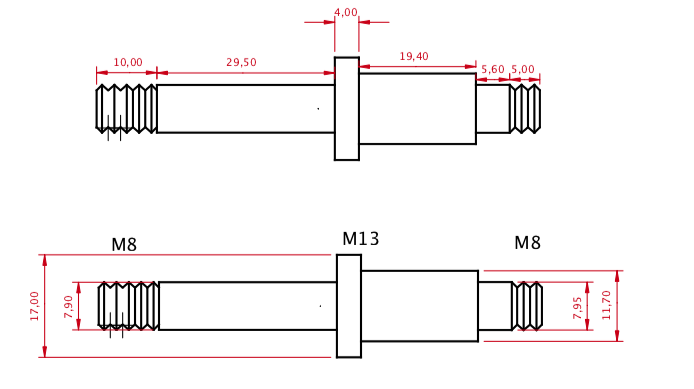
Hallo, kann jemand abschätzen wieviel Zeit es benötigen würde wenn man einen Bolzen wie im Bild drehen lässt aus Edelstahl und ob das eher 10Euro oder 100 Euro kostet? Bei M13 ist der Abstand nicht 17mm wie fälschlicherweise eingezeichnet sondern für 13er Schlüsselweite
Angehängte Dateien:
Timo schrieb: > Hallo, > kann jemand abschätzen wieviel Zeit es benötigen würde wenn man einen > Bolzen wie im Bild drehen lässt aus Edelstahl Kommt auf den Dreher an. > Bei M13 ist der Abstand nicht 17mm wie fälschlicherweise eingezeichnet > sondern für 13er Schlüsselweite ...und wie soll man einen Sechskant drehen?
"und wie soll man einen Sechskant drehen?" gefrästen Sechskant nehmen und dann drehen zB https://shop.kloeckner.de/Blankstahl-Sechskant-11SMn30-%281-0715%29-kaltgezogen-h11/p/1000136 Was heißt denn kommt auf den Dreher drauf an? Macht das einer in 10min oder braucht er einen halben Tag dafür?
timo schrieb: > Macht das einer in 10min > oder braucht er einen halben Tag dafür? Kommt natürlich auf den Dreher an ;) Im Ernst, google mal ein bisschen nach Lohnfertigung, Einzelstück, CNC, Drehen... Inzwischen gibt es für sowas Portale, bei denen man ziemlich schnell ein Angebot bekommt.
Ich hatte zwei deutsche Firmen kontaktiert, da kam noch kein Angebot, bei zwei chinesischen kam einmal 180USD und einmal 7USD.. aber würde es eigentlich ungerne da machen lassen
timo schrieb: > "und wie soll man einen Sechskant drehen?" gefrästen Sechskant nehmen > und dann drehen zB Was das Teil deutlich verteuert. Es gibt hier im Forum ne Menge stolze, private Besitzer einer Drehmaschine aber sicherlich deutlich weniger Fräsmaschinenbesitzer.
Vielleicht eine Stunde zum Drehen, wenn man passendes sechskantiges Halbzeug da hat und die Gewinde mit dem Schneideisen herstellt. Toleriert ist ja nix, also Allgemeintoleranz 1/10mm oder so, ist also nicht besonders aufwändig. Mit Schlüsselflächen fräsen auf dem Teilapparat wirds nervig :) Was solls denn fürn Material werden? Sieht nach Passschraube aus - wird da was eigesetzt/gehärtet?
"Was das Teil deutlich verteuert." Warum verteuert dass das deutlich? Statt Rundmaterial spannt man dieses Sechskantmaterial ein
Gewinde ohne Freistich drehen ist übrigens äusserst unschön. Muss das so? Fräsen würde gehen, wird aber eher teurer.
Die Werkstätten, die ich kenne, würden bei einer Anfrage, die nicht als normgerechte Zeichnung hereinkommt, extra hohe Phantasiepreise ansetzen, um sicherzustellen, den Auftrag nicht zu bekommen. Aufträge, bei denen die technische Kommunikation so schwach anfängt, daß noch nicht einmal eine normgerechte Zeichnung vorhanden sind, machen nur Ärger.
"Gewinde ohne Freistich drehen ist übrigens äusserst unschön. Muss das so?" Muss nicht unbedingt so. Ist nur bei einem Exemplar so gemacht welches ich vorliegen habe. Sind Standardtoleranzen und nix dolles.
Walter T. schrieb: > Die Werkstätten, die ich kenne, würden bei einer Anfrage, die nicht als > normgerechte Zeichnung hereinkommt, extra hohe Phantasiepreise ansetzen, > um sicherzustellen, den Auftrag nicht zu bekommen. Aufträge, bei denen > die technische Kommunikation so schwach anfängt, daß noch nicht einmal > eine normgerechte Zeichnung vorhanden sind, machen nur Ärger. Naja. Eine gute Werkstatt würde den Kunden vielleicht auch an die Hand nehmen und klären, was und wie es zu fertigen ist, damit es nachher zweckgerecht wird. Nicht jeder Kunde hat ja entsprechendes Fachwissen. Und mancher Kunde geht ja auch in eine Werkstatt, weil dort jemand Ahnung haben sollte. Leider gibt es heute (a) kaum mehr "gute" Werkstätten, die sich dafür Zeit nehmen. Was möglicherweise daran liegt, dass es heute (b) kaum mehr Kunden gibt, denen die Beratung eine entsprechende Entlohnung wert ist. Weil kriegt man ja alles billiger im Internet. Andererseits habe ich, der ich normalerweise ja wirklich lieber mein Geld in ortsansässigen Geschäften lasse, immer öfter die Schnauze voll. Ich würde ja beispielsweise gerne mein Geld im hiesigen Werkzeugladen lassen. Bei der Beratung und Kompetenz, die da mittlerweile geboten wird, bin ich dazu aber immer weniger bereit...
Muß das Edelstahl sein, oder geht auch Alu oder Messing? Ich würde vermuten, daß es unglaublich schwierig sein wird, so ein Teil als "offizielle" Bestellung unterzubringen. Jemanden zu finden, der es gegen einen Beitrag in die Kaffeekasse macht, ist deutlich höher, wenn die Freiheit beim Material größer ist.
Vielleicht einfach mal in der Zerspanungsbude (das Forum meine ich) nachfragen gegen Trinkgeld und Materialkosten...?
Sven P. schrieb: > kaum mehr "gute" Werkstätten, die sich dafür Zeit nehmen. Naja, das ist oft auch einfach Erfahrungen mit "Kunden", daß man keine Lust mehr auf Sonderwünsche hat, die kein Geld einbringen.
Wenn man Sechskantmaterial nimmt, schafft man vielleicht zwei in einer Stunde. Je nach Lohn 50€ bis 100€ pro Stunde. 50€ kenn ich nur von ner Bude in der ich mal gearbeitet habe. -> Sau alte Maschinen (von Insolvenzversteigerungen) und schlechte Bezahlung. (B) Aber bei nochmaligen hinschauen glaube ich das man locker 3 pro Stunden schafft. Nen paar mal zugestellt und das Gewinde. Sind keine keine Angaben zur Form- oder Lagegenauigkeit (Umspannen unproblematisch?) Oberflächengüte anscheinend auch egal. Also Schrupprille. Fehlende Toleranzen wurde schon gesagt. Der Dreher muss halt in ein Work-Flow kommen. CNC wäre wahrscheinlich besser und billiger. Mich hats jedenfall immer mordsmäßig angekotzt wenn ich hundert solche Teile drehen musste (vor allem Edelstahl).
Timo schrieb: > Sind Standardtoleranzen und nix dolles Wirklich? Also nix mit 7,90 (links) und 7,95 (rechts)?
Das habe ich mit der Schieblehre so gemessen. Soll in ein Lager passen welches die Innenmaße von 8mm hat. Wenn das jetzt einer mit seiner Drehbank dreht und er das jetzt auf ,9 oder ,95 macht ist genaugenommen für den Fall egal
Timo schrieb: > Soll in ein Lager passen > welches die Innenmaße von 8mm hat. Wenn das jetzt einer mit seiner > Drehbank dreht und er das jetzt auf ,9 oder ,95 macht ist genaugenommen > für den Fall egal Bei den meisten Anwendungen nicht - da ist nämlich üblicherweise deshalb ein Lager, damit das halbwegs spielfrei drehbar ist OHNE dabei noch zu klappern. Ansonsten - wenn das ein Einzelstück werden soll, ist das wirklich eher etwas für einen Hobby-Dreher/Fräser. "Edelstahl" solltest du spezifizieren. Meinst du damit eher festeren Stahl für ein Maschinenteil, der aber bei Feuchtigkeit ein wenig Rostschutz brauchen darf oder ist die Festigkeit nicht so wichtig, aber rosten darf's nicht?
Was für ein Edelstahl? Es gibt Tausende :-) Muss es unbedingt ein Sechskant sein? Ansonsten reicht auch das Abfräsen (notfalls per Schruppschleifer) auf Gegenüberliegenden Seiten auf 13mm für einen Maulschlüssel. Und: muss es unbedingt aus einem Stück sein? Und wieso 11,7mm? Wenn 12er-Durchmesser geht: es gibt 8er und 12er-Material entsprechender Maßhaltigkeit. Wenn Du sauber durchbohrst und das 8er-Material einklebst, dann kannst Du das auch auf einer normalen Bohrmaschine mit Ahle und Gewindeschneidern fertigen. Als Sechskant nimmst Du dann eine auf 8mm aufgebohrte 13er Mutter (die auch auch aufgeklebt wird). Es kommt alles auf die zu erwartende Belastung an, aber flächiges Verkleben hält schon sehr viel aus. Also: Fragen über Fragen ;-)
Um mal deine Frage zu beantworten: Wenn du es professionell machen lässt, halte ich um 100€ für realistisch, vielleicht auch ein bisschen mehr. Von einem Hobbymetaller oder wenn es mal jemand nebenbei macht, kann alles rauskommen. Für einen Freund oder Verwandten würde ich das schnell gegen Materialkosten machen.
Angehängte Dateien:
-

20190704_102623.jpg
230 KB

Nur mal zum Vergleich: Der Adapter im Bild hat mich 25€ gekostet (2 Stück, Messing, inkl. Versand); derjenige macht auch viel mit Edelstahl. @Timo: Wenn du dich anmeldest schick ich dir per PN mal den Kontakt.
Hallo, ok danke für die Einschätzung. "die Festigkeit nicht so wichtig, aber rosten darf's nicht?" dies wäre hier der Fall
Timo schrieb: > kann jemand abschätzen wieviel Zeit es benötigen würde wenn man einen > Bolzen wie im Bild drehen lässt aus Edelstahl Schicke deine 3d-Zeichnng (damit man auch den Sechskant erkennt) an protolabs.de CNC Drehen aus EN1.4542 und du bekommst einen vernünftigen Preis für ein Einzelstück. Ein lokaler Metallbetrieb sollte so ein Teil (Rohmaterial Edelstahl SW13 ggf. nach vorheriger Absprache mitbringen, kostet ca. 5 EUR) während deiner Anwesenheit in weniger als 30 Minuten (davon 10 Minuten an der Drehmaschine) anfertigen können (ggf. werden die Gewinde mit einem Schneideisen geschnitten), und demnach dafür weniger als 30 EUR nehmen. Wenn nicht: Dumme Abzocker oder: Haben eh genug lukratives zu tun.
Falls du in oder nahe einer Großstadt wohnst und es dort ein FabLab mit Drehmaschine gibt: mit Material hingehen und selber machen und den freundlichen Betreuer fragen, ob er hilft!
Helmut -. schrieb: > Falls du in oder nahe einer Großstadt wohnst und es dort ein FabLab mit > Drehmaschine gibt: mit Material hingehen und selber machen und den > freundlichen Betreuer fragen, ob er hilft! Ohne Erfahrung wird das teures Lehrgeld. Alexander S. schrieb: > Der Adapter im Bild Ein paar Fehler hat deine Zeichnung. -Die Fase ist nicht ausreichend bemaßt und fehlt in der Draufsicht -In der Draufsicht muss der äußere Ring gestrichelt gezeichnet werden, weil der Zapfen da verdeckt ist. (Man kippt von der Seitenansicht ja um 90° nach rechts und nicht nach links. Ginge zwar auch, aber dann wäre die größere Bohrung und die Fase verdeckt und müsste gestrichelt gezeichnet werden). Glück, dass das Teil nicht so kompliziert ist und ein erfahrener Dreher das sofort rafft.
"Ein paar Fehler hat deine Zeichnung." Das ist ja schön und gut, offenbar hatte der Dreher ausreichend Erfahrung, um es trotzdem ausführen zu können und der Auftraggeber war offenbar ebenfalls zufrieden.
Je nachdem was du vorhast: tuts auch n stehbolzen mit passender Hülse? Bolzen in den Maßen gibts bei VW, auf diesem sitzt die Spannrolle des Zahnriemens am 1.9er TDI ab ca Baujahr 2000-2010. VG
Dr.Who schrieb: > Man kippt von der Seitenansicht ja um 90° nach > rechts und nicht nach links. Das hängt davon ab, ob man die europäische oder die amerikanische Projektion verwendet.
Michael B. schrieb: > Timo schrieb: >> kann jemand abschätzen wieviel Zeit es benötigen >> würde wenn man einen Bolzen wie im Bild drehen >> lässt aus Edelstahl > > Schicke deine 3d-Zeichnng (damit man auch den > Sechskant erkennt) [...] Würde die Zeichnung korrekt alle sichtbaren Körperkanten enthalten, würde man das auch auf der 2d-Zeichnung erkennen. > [...] davon 10 Minuten an der Drehmaschine [...] Lächerlich. In 10 Minuten ist gerade mal die Maschine umgerüstet.
Timo schrieb: > kann jemand abschätzen wieviel Zeit es benötigen würde > wenn man einen Bolzen wie im Bild drehen lässt aus > Edelstahl Je nach Maschine und Erfahrung eine halbe bis eine Stunde. > und ob das eher 10Euro oder 100 Euro kostet? Sagen wir so: Eine mir sehr gut bekannte kleine Zerspanungsbude kalkuliert mit 36Euro pro Person und Stunde (vmtl. netto). Allerdings kommt mir das SEHR günstig vor; ich würde vorsichtshalber etwas mehr ansetzen. > Bei M13 ist der Abstand nicht 17mm wie > fälschlicherweise eingezeichnet sondern für 13er > Schlüsselweite Am Sechskant fehlen zwei Körperkanten.
Timo schrieb: > kann jemand abschätzen wieviel Zeit es benötigen würde wenn man einen > Bolzen wie im Bild drehen lässt aus Edelstahl und ob das eher 10Euro > oder 100 Euro kostet? Wenn der Betrieb das passende sechskant Material in Edelstahl im Regal liegen hat, hast du eine Chance, sonst nicht. Außer du nimmst den Rest der 6 Meter Stange ab und übernimmst die Lieferkosten. Mitgebrachtes Edelstahlmaterial ist nicht gerne gesehen, weil es manch ungute Legierungen gibt, mit denen man nichts zustande bringt und die nur die Werkzeuge ruinieren. Du musst eine kleine Klitsche aus der alten Schule finden, die sich auf so Krimskrams eingerichtet hat. Wenn das Material vorrätig ist, würde ich 50 Euro Kaffeekasse ansetzen, mit Re das Doppelte. In größeren Betrieben laufen Stückzahlen und die Bearbeitung des "Auftrags" dauert länger, als der Bolzen auf der Maschine ist. Dort hörst du eh als erstes die Frage nach der Stückzahl und das wars dann schon.
Dr.Who schrieb: > (Man kippt von der Seitenansicht ja um 90° nach rechts und nicht nach > links. Das kommt auf die Projektion an und die ist je nach Norm/Land verschieden.
Dr.Who schrieb: > -Die Fase ist nicht ausreichend bemaßt und fehlt in der Draufsicht > -In der Draufsicht muss der äußere Ring gestrichelt gezeichnet > werden, weil der Zapfen da verdeckt ist. Blablabla - das die Zeichnung nicht normgerecht ist, wurde schon alles durchgekaut. Dennoch ist sie völlig ausreichend, um das Teil zu fertigen - also ich würde es nach der Skizze hinbekommen. Ein Werkzeugmacher, Dreher sehr wahrscheinlich auch. @TO: Gehe in Deiner Nähe in eine mechanische Werkstatt/Fertigung und frage dort einfach nach. Sie können nur nein oder ja sagen. Das Material (6-kant) haben die sehr wahrscheinlich da und das wird nicht die Welt kosten. Oftmals sind da Reststücke da. Wenn es nur Rundmaterial gibt, da würde ich an Stelle des 6 Kant nur 2 gegenüberliegende Flächen dran fräsen - ist doch bestimmt nur zum Gegenhalten gedacht. Muß es unbedingt Edelstahl sein? Ginge evtl. auch Messing?- das ist oftmals leichter verfügbar. Wofür soll es denn sein?
O gerade gesehen der Post bezog sich auf das Adapterchen von Alexander. Aber wie da Hilde schon bemerkt hat, hat man es trotz Fehler offensichtlich fertigen können.
Oder frag mal in einer Lehrwerkstatt der nächsten HWK oder Berufsschule...
Egon D. schrieb: > In 10 Minuten ist gerade mal die Maschine umgerüstet. Was willst Du da groß an der Maschine umrüsten? Das ist ne Standardarbeit und da dürfte der Stahl schon eingespannt sein. Außer Material einspannen müßte ich da nix umrüsten.
Zeno schrieb: > Egon D. schrieb: >> In 10 Minuten ist gerade mal die Maschine umgerüstet. > > Was willst Du da groß an der Maschine umrüsten? Das hängt davon ab, a) was das für eine Maschine ist, b) auf welche Arbeiten die Bude spezialisiert ist und c) was man direkt vorher auf der Kiste gemacht hat. Sechskantmaterial spannt sich schlecht im Vierbackenfutter oder in der Spannzange. Die kleine Kiste aus meiner Ausbildung hatte keinen Multifix und war für Wendeplatten nicht steif genug. Nur so als Beispiel...
Ja, die Zeichnung hat Fehler, war aber ausreichend. Sollte ja nur mal ein Beispiel für Preise sein, derjenige macht das eher "nebengewerblich". Mit offiziellem Auftrag an eine richtige Dreherei wäre das wohl nicht unter 200€ gelaufen, trotzdem es nur so Piepelkram ist. Michael B. schrieb: > Ein lokaler Metallbetrieb sollte so ein Teil (Rohmaterial Edelstahl SW13 > ggf. nach vorheriger Absprache mitbringen, kostet ca. 5 EUR) während > deiner Anwesenheit in weniger als 30 Minuten (davon 10 Minuten an der > Drehmaschine) anfertigen können (ggf. werden die Gewinde mit einem > Schneideisen geschnitten), und demnach dafür weniger als 30 EUR nehmen. Ha. Ha. Ha. Die 30€ werden dir wahrscheinlich schon für Auftragsannahme und Rechnungslegung berechnet.
Egon D. schrieb: > Sechskantmaterial spannt sich schlecht im Vierbackenfutter Standard ist bei Rundmaterial eigentlich ein Dreibackenfutter, weil dort bei Abweichungen von der Idealform keine Lockerung möglich ist. Damit hat man dann auch schon das Spannmittel für den Sechskant ;-) Aber selbst, wenn Futterwechsel nötig ist, dauert der hier keine 60 Sekunden. Schrupp- und Schlichtplatte für Stahl hat man eh im Multifixhalter. 15-20 Minuten mit Gewindeschneiden mit elektronischer Leitspindelsteuerung (oder auch Windeisen) für Timos Teil, mehr würde ich nicht benötigen. Und ich bin kein gelernter Dreher ;-) > oder in der Spannzange. Spannzangen für Vier- und Sechskantmaterial sind problemlos erhältlich. Wenn der Betrieb Sechskantstangen verarbeitet, dann haben sie diese ziemlich sicher. > Die kleine Kiste aus meiner > Ausbildung hatte keinen Multifix und war für Wendeplatten > nicht steif genug. Nur so als Beispiel... Das wirft auf den Ausbildungsbetrieb aber ein schlechtes Licht. Multifix und Wendeplatten sind schon lange Standard. Wer aber mit Drehen sein Geld verdient, der muss diese Dinge haben.
Zeno schrieb: > Egon D. schrieb: >> In 10 Minuten ist gerade mal die Maschine umgerüstet. > > Was willst Du da groß an der Maschine umrüsten? Das ist ne > Standardarbeit und da dürfte der Stahl schon eingespannt sein. Außer > Material einspannen müßte ich da nix umrüsten. @Zeno Genau so!! Und für die zweite Seite spannst du natürlich auf's Gewinde - Prost Mahlzeit. Ein derartiger 'Fachmann' bekommt von mir sicher keinen Auftrag!
Chris D. schrieb: > 15-20 Minuten mit Gewindeschneiden mit elektronischer > Leitspindelsteuerung (oder auch Windeisen) für Timos Teil, mehr würde > ich nicht benötigen. Und ich bin kein gelernter Dreher ;-) Du hast doch einen Betrieb, kannst ja ein Angebot machen:-) M.E. ist das für einen rentablen Betrieb als Einzelstück nicht unter 100EUR machbar. Ne Stunde muss man definitiv rechnen. Rohmaterial runterschneiden, nachmessen, aufspannen, drehen, nachmessen, gewindeschneiden, umspannen, drehen, gewindeschneiden, nachmessen, verpacken, Rechnung schreiben... MWSt. kommt auch noch drauf.
Chris D. schrieb: >> Sechskantmaterial spannt sich schlecht im Vierbackenfutter > > Standard ist bei Rundmaterial eigentlich ein Dreibackenfutter, weil dort > bei Abweichungen von der Idealform keine Lockerung möglich ist. Damit > hat man dann auch schon das Spannmittel für den Sechskant ;-) Du, das weiß Egon ziemlich sicher selbst - deshalb hat er extra dazugeschrieben, dass das ein BEISPIEL dafür ist, dass man ab und an an einer Maschine etwas umrüsten muss. Chris D. schrieb: >> Die kleine Kiste aus meiner >> Ausbildung hatte keinen Multifix und war für Wendeplatten >> nicht steif genug. Nur so als Beispiel... > > Das wirft auf den Ausbildungsbetrieb aber ein schlechtes Licht. Multifix > und Wendeplatten sind schon lange Standard. Wenn der Laden ausreichend groß ist und eine Werkstatt NUR für Azubis hat, dann verdient er DORT kein Geld, das tut er in der "großen" Werkstatt. In der Konzern-Ausbildungs- und NUR Ausbildungs!-Werkstatt, in der ich vor dem Studium im Schnelldurchlauf die Mechanik-Basics beigebracht bekommen habe, gab's auch beides NICHT. Und da wurden auch "richtige" Azubis ausgebildet. Die sollten halt mit HSS und Unterleg-Blechen üben. Das ist allerdings auch ausreichend lange her, Anfang/Mitte der 80er Jahre. Chris D. schrieb: > Wer aber mit Drehen sein Geld verdient, der muss diese Dinge haben. Heutzutage - natürlich, klar. Ich denke auch, dass ein Profi mit aktueller Drehmaschine das Teil in max. einer halben Stunde fertig hat.
Maxe schrieb: > M.E. ist das für einen rentablen Betrieb als Einzelstück nicht unter > 100EUR machbar Ich schätze mal, dass so ein Betrieb schon pleite ist, es nur noch nicht weiss, von der Zeit überrollt.
MaWin schrieb: > Maxe schrieb: >> M.E. ist das für einen rentablen Betrieb als Einzelstück nicht unter >> 100EUR machbar > > Ich schätze mal, dass so ein Betrieb schon pleite ist, es nur noch nicht > weiss, von der Zeit überrollt. Leider; Jeder deutsche Betrieb welcher heute von Einzelstücken abhängig ist geht bald Pleite. Bei Kleinaufträgen wird nunmal draufgezahlt, anders ist die Crew nicht zu finanzieren.
2 Cent schrieb: > Bei Kleinaufträgen wird nunmal draufgezahlt Absolut nicht. Niemand möchte weniger zahlen als nötig, keiner verlangt Massenfertigungspreise bei Einzelstücken. Aber wenn das Teil von ankommen bis weggehen nur 1/2 Srunde in Anspruch nimmt, dann will niemabd für 2 oder 3 Stunden abgezockt werden. Der Handwerker behauptet, das Schreiben einer Rechnung kostet ihn 50 EUR ? Dann soll er mal ein zeitgemässes Rechnungswesen installieren. Er behauptet, die Rüstzeit läge bei mehr als 1 Stunde ? Dann soll er mal in bessere CAM Software investieren bzw. seine Leute besser schulen. Er stellt fest, dass er gar keine Maschine frei hat, und alle Maschinen für automatisierte Massenfertigung speziell umgebaut wurden ? Dann ist es ok, wenn er Einzelstücke absagt. Aber als Handwerker sich blöder stellen als der Hobbyist ? Sorry, solche Handwerker braucht Deutschland nicht. Ich weiss, dass das Teil in 30 min fertigbar ist, weil ich es auf meiner Drehbank kann, weniger als 10 Min Maschinenlaufzeit. Aber die ist nur für Messing stabil genug.
MaWin schrieb: > 2 Cent schrieb: >> Bei Kleinaufträgen wird nunmal draufgezahlt > > Absolut nicht. Da tickt meine Firma anders. Muss heute so sein. Kostenstellen sind eine Erfindung des Teufels :-( > Niemand möchte weniger zahlen als nötig, keiner verlangt > Massenfertigungspreise bei Einzelstücken. > > Aber wenn das Teil von ankommen bis weggehen nur 1/2 Srunde in Anspruch > nimmt, dann will niemabd für 2 oder 3 Stunden abgezockt werden. > > Der Handwerker behauptet, das Schreiben einer Rechnung kostet ihn 50 EUR > ? Dann soll er mal ein zeitgemässes Rechnungswesen installieren. > > Er behauptet, die Rüstzeit läge bei mehr als 1 Stunde ? Dann soll er mal > in bessere CAM Software investieren bzw. seine Leute besser schulen. > > Er stellt fest, dass er gar keine Maschine frei hat, und alle Maschinen > für automatisierte Massenfertigung speziell umgebaut wurden ? Dann ist > es ok, wenn er Einzelstücke absagt. > > Aber als Handwerker sich blöder stellen als der Hobbyist ? Sorry, solche > Handwerker braucht Deutschland nicht. > > Ich weiss, dass das Teil in 30 min fertigbar ist, weil ich es auf meiner > Drehbank kann, weniger als 10 Min Maschinenlaufzeit. Aber die ist nur > für Messing stabil genug. MaWin, ich höre dir zu, aber das hilft nix. Das kann nahezu jeder Chinese billiger. Timo schrieb: > 7USD. @MaWin: Willkommen in der heutigen Realität. Geiz ist Geil!
Ich habe mir letztens in so einem Caritas Ausbildungsstätte etwas für eine Heizungsinstallation drehen lassen, da bilden die Jugendliche aus die keinen guten Abschluß oder psychische Probleme haben und sonst auf dem Arbeitsmarkt keine Chance bekommen würden. 2 Adapter 2" IG auf 2" AG haben mich komplett 38€ gekostet. Soetwas gibts eigentlich in jeder größeren Stadt. Als haushaltsnahe Dienstleistung kann man das sogar bei der Steuer absetzen. Sollte bei mir auch einen Sechskant haben, haben es aber aus Rundmaterial gedreht, man kann es mit der Zange auch anfassen bzw. dreht es sich auch fest wenn der Überwurf draufgedreht wird. Das Sechskantteil läßt sich vielleicht aus einer Mutter fertigen, dann dein Drehteil in den Kühlschrank und die Mutter erhitzen und drüber schieben
G. O. schrieb: > Und für die zweite Seite spannst du natürlich auf's Gewinde Wo habe ich das geschrieben? Aber Du wirst das so machen, getreu dem Motto:"Was ich selber denk und tu trau ich auch dem anderen zu". Man muß halt am Anfang mal überlegen wie man es macht oder besser mit welcher Seite man anfängt - dauert unter einer Minute. Dreibackenfutter ist bei mir eigentlich immer drin, brauch ich also nicht umrüsten, der passende Drehstahl eigentlich + Abstechstahl auch immer. Schätze mal das Teil habe ich bei passenden Ausgangsmaterial (13mm Sechskant) in einer halben Stunde fertig gedreht.
Zeno schrieb: > Schätze mal das Teil habe ich bei passenden Ausgangsmaterial (13mm > Sechskant) in einer halben Stunde fertig gedreht. Ihr Helden (!) unterbietet euch gegenseitig? Noch niemals einen Gewindeschneider verschlissen oder gar zerfetzt? @Zeno, im Sinne des TO: "was Costa du wolle"..."mit alles zum daheim"? gib doch mal einen Preis vor. Am Ende kannste auch du nicht unter 100 Ocken kalkulieren. PLUS Versandkosten.
Thomas O. schrieb: > Ich habe mir letztens in so einem Caritas Ausbildungsstätte etwas für > eine Heizungsinstallation drehen lassen, da bilden die Jugendliche aus > die keinen guten Abschluß oder psychische Probleme haben Auch Berufsschulen oder Hochschulen könnten da nützlich sein. Ja, auch Studenten können psychische Probleme haben :-) Aber da es nun schon das zweite Drehteil ist, könnte die Anschaffung einer eigenen preiswerten Drehmaschine für 400EUR nützen. Es gibt auch Modellbauläden, welche Kontakt zu Leuten mit einer Drehbank haben. Oder bei MyHammer fragen.
2 Cent schrieb: > Am Ende kannste auch du nicht unter 100 > Ocken kalkulieren. Ja wenn Du das sagst, dann muß das wohl so sein.
2 Cent schrieb: > Zeno schrieb: >> Schätze mal das Teil habe ich bei passenden Ausgangsmaterial (13mm >> Sechskant) in einer halben Stunde fertig gedreht. > Ihr Helden (!) unterbietet euch gegenseitig? Ich schaffe es in 20 Minuten. Mit einer Feile. ;) 2 Cent schrieb: > Noch niemals einen > Gewindeschneider verschlissen oder gar zerfetzt? Tatsächlich habe ich letztens zum ersten Mal einen Gewindebohrer kaputtgekriegt. Aber an Titan. Böses Zeug, wenn man sonst meistens mit Aluminium zu tun hat. :)
Matthias L. schrieb: > Chris D. schrieb: >>> Sechskantmaterial spannt sich schlecht im >>> Vierbackenfutter >> >> Standard ist bei Rundmaterial eigentlich ein >> Dreibackenfutter, weil dort bei Abweichungen >> von der Idealform keine Lockerung möglich ist. >> Damit hat man dann auch schon das Spannmittel >> für den Sechskant ;-) > > Du, das weiß Egon ziemlich sicher selbst - Danke. > deshalb hat er extra dazugeschrieben, dass das ein > BEISPIEL dafür ist, dass man ab und an an einer > Maschine etwas umrüsten muss. Richtig. > Wenn der Laden ausreichend groß ist und eine Werkstatt > NUR für Azubis hat, dann verdient er DORT kein Geld, > das tut er in der "großen" Werkstatt. Nein, noch anders. Die Bude (Sondermaschinenbau) verarbeitet fast ausschließlich Frästeile, die an den hauseigenen CNC-Fräsen hergestellt werden. Kleine Drehteile (Ringe etc.) werden natürlich auch gefräst, weil das viel schneller geht und bequemer ist. An großen Drehteilen werden fast nur Wellen u.ä. benötigt, die man fertig kaufen kann. Der hauseigene Dreher muss alle x Monate mal 'ran und das eine oder andere große Drehteil herstellen, das man wirklich nicht fertig bekommt, ansonsten verkabelt der Mann mit Begeisterung Schaltschränke :) Ich bin nur deshalb in den Genuss (keine Ironie) des monatelangen Drehens gekommen, weil ich darum gebeten hatte. In der Zeit ist natürlich alles, was auch nur entfernt nach Drehteil aussah und nicht zu kompliziert war, zu mir gewandert. Das war, wie man so sagt, eine win-win-Situation: Der Chef musste nicht lange überlegen, womit er den Lehrling (--> mich) beschäftigt; der Dreher konnte alle Arbeit, zu der er keine Lust hatt, auf mich abwälzen, und ich konnte das tun, was ich am Liebsten gemacht habe - Drehen. > In der Konzern-Ausbildungs- und NUR Ausbildungs!- > Werkstatt, in der ich vor dem Studium im Schnelldurchlauf > die Mechanik-Basics beigebracht bekommen habe, gab's auch > beides NICHT. Und da wurden auch "richtige" Azubis > ausgebildet. Die sollten halt mit HSS und Unterleg-Blechen > üben. Nee, nee. Die Lehrwerkstatt an der Berufsschule hatte NATÜRLICH sowohl Multifix wie auch Wendeplattenhalter, ich kenne also beides. > Chris D. schrieb: >> Wer aber mit Drehen sein Geld verdient, der muss diese >> Dinge haben. > > Heutzutage - natürlich, klar. Ich denke auch, dass ein > Profi mit aktueller Drehmaschine das Teil in max. einer > halben Stunde fertig hat. Naja, das Problem scheint ja gerade zu sein, dass die Profis mit aktueller Drehmaschine auf solche Kleinaufträge nicht eingestellt sind -- warum auch immer. Also ist die Wahrscheinlichkeit, dass man an jemanden von der alten Schule (mit einer entsprechend alten Maschine :) gerät, ziemlich hoch.
MaWin schrieb: > Der Handwerker behauptet, das Schreiben einer Rechnung kostet ihn 50 EUR > ? Dann soll er mal ein zeitgemässes Rechnungswesen installieren. Und sich dann auch noch neu einarbeiten, wo seine bisherige Software doch für ihn ordnungsgemäß läuft, nur damit DU was billiger bekommst? Träum mal weiter! > Er behauptet, die Rüstzeit läge bei mehr als 1 Stunde ? Dann soll er mal > in bessere CAM Software investieren bzw. seine Leute besser schulen. Weil MaWinchen meint, es müsse alles nach seinem beschränkten Weltbild ablaufen, hat der Handwerker gleichmal seinen kompletten Arbeitsablauf umzustellen und seine unwilligen Mitarbeiter sollen auch wieder alles nochmal lernen? Träum mal weiter! > Aber als Handwerker sich blöder stellen als der Hobbyist ? Sorry, solche > Handwerker braucht Deutschland nicht. Du solltest mal deine Nase in einen richtigen Betrieb stecken und zwar länger als nur für eine Auftragserteilung. Du schreibst wie ein typischer Hobbyist, der noch nie in einem Handwerks- oder Industriebetrieb längere Zeit gearbeitet hat. Du hast einfach keine Ahnung wie es da draußen zugeht in der Arbeitswelt. > Ich weiss, dass das Teil in 30 min fertigbar ist, weil ich es auf meiner > Drehbank kann, weniger als 10 Min Maschinenlaufzeit. Aber die ist nur > für Messing stabil genug. MaWin weiß (angeblich), stellt fest (meint er), fordert ein usw. Komm mal von deinem hohen Ross runter! Da draußen wird GEARBEITET und zwar mit echten Kunden und nicht wie Klein MaWin, der ewig besserwisserische Hobbyhandwerker meint, dass es zugehen müsste. Was meinst du was (ernstzunehmende weil umsatzstarke) deutsche Industriebetriebe für Abhängigkeiten heutzutage haben, die so schnell auch kein MaWin umschiffen oder gar auflösen kann bezüglich ihrer Arbeitsabläufe? Du lebst in deiner Scheinwelt, in der alles nach MaWin'Art (Hobbyhandwerker) funktionieren sollte, aber dem ist nicht so. Da draußen hast du mit Widrigkeiten zu kämpfen, da läufst du gegen Windmühlen, insbesondere wenn es sich nicht gerade um eine Klitsche handelt und selbst die wird dir kräftig vor den Koffer sch.., wenn du mit deinen Vorstellungen versuchst die Leute dort zu belehren. So, und nun darf gelöscht werden, damit das Foren Maskottchen nicht bockig wird.
Hallo ich habe leider keine Drehmaschine, da aber immer ein gewisses Interesse vorhanden war und auch noch ist, habe ich mich noch sehr Oberflächlich und allgemein über das Thema informiert. "Aber da es nun schon das zweite Drehteil ist, könnte die Anschaffung einer eigenen preiswerten Drehmaschine für 400EUR nützen." Ähmm... Edelstahl hat der TO erwähnt - nach allem was ich gelesen habe, und was der gesunde Menschenverstand jeden auch nur leicht technisch interessierten sagt welcher ein Stück Metall irgendwie mal bearbeitet hat, kann man das nur als feuchten Traum bezeichnen. Selbst eine gebrauchte Hobbydrehmaschine mit der soeben noch Alu machbar ist wird man nur mit viel Glück für 400Euro (funktionsfähig und einsatzbereit - sprich mit den minimal notwendigen Zubehör) bekommen. Was ich bei meinen noch sehr oberflächlichen Recherchen mitbekommen habe muss man mindesten den zehnfachen Betrag ansetzen um irgendwas in Richtung Edelstahl zu machen, natürlich gebraucht, ohne Zubehör und ohne den Aufstellplatz und Untergrund - selbst bei den hundertfachen (ja ich meine wirklich 40000 Euro - ein Betrag wofür man ein Auto der oberen Mittelklasse -neu- bekommt und den viele, selbst vor Steuern nicht im Jahr an Einkommen erzielt) noch lange nicht Schluss ist und nein das ist dann keine Drehbank aus den Schiffsbau... Nicht Dreher
Wenn das Teil in Deutschlang gefertigt wird , dann ist es teuer. Wenn der "Online -Dreher" die Fertigungsdaten nur nach China schickt dort fertigen lässt, nur einen Spottpreis dafür bezahlt aber einen deutschen Preis vom Kunden verlangt ,dann ist das nicht clever sondern"ohne viel Arbeit reich werden" und eine sauerei. Glaubt mir, es läuft genau so sehr sehr oft ab. So kleine Einzelstücke wie das vom TE lässt man besser von privat machen.
Chris D. schrieb: > 15-20 Minuten mit Gewindeschneiden mit elektronischer > Leitspindelsteuerung (oder auch Windeisen) für Timos Teil, mehr würde > ich nicht benötigen. Und ich bin kein gelernter Dreher ;-) dann kannst du ja dem TO ein gutes Angebot machen
Praktiker schrieb: > So, und nun darf gelöscht werden, damit das Foren Maskottchen nicht > bockig wird Ach Kindchen, im Gegensatz zu dir habe ich begriffen was Industrie 2.0 , 3.0 und 4.0 bedeutet. Wer heute noch meint mit den Gepflogenheiten der Industrie 1.0 durchzukommen.... Wie gut, dass es Protolabs und Spanflug gibt, damit ist man nicht auf die abstruse Gier der Industrie 1.0 angewiesen.
Norbert T. schrieb: > 70 EUR, Versand und Material inklusive. Bei Interesse PM. Vorkasse oder Zahlung nach Lieferung? Ich habe mal für einen hier was gedreht und drei Wochen aufs Geld gewartet. Ist dann für einen ein Risiko. Da wäre natürlich anfertigen, signalisieren zu liefern und zahlen z.B. mit Paypal, attraktiv. ;) Aber trotzdem genug Konfliktpotential.
Tja, Einzelheiten müssten geklärt werden... Der TO hat sich eh nicht gemeldet. Danke trotzdem für die Info, daran habe ich noch nicht gedacht.
Timo schrieb: > Das habe ich mit der Schieblehre so gemessen. Soll in ein Lager passen > welches die Innenmaße von 8mm hat. Wenn das jetzt einer mit seiner > Drehbank dreht und er das jetzt auf ,9 oder ,95 macht ist genaugenommen > für den Fall egal Ein Bolzen der in den Innenring eines Lagers soll. Und dann soll es egal sein, ob das mehr als 1/10tel Toleranz hat? Was bitte geht hier ab. Und die ganzen Halb oder Vollprofis oben haben nichts besser zu zun als sich gegenseitig Beleidigungen an den Kopf zu werfen? Schämt euch! @Timo: Schau dir mal das an: https://www.tzinfo.de/lagersitz_toleranzen.html
Timo schrieb: > kann jemand abschätzen wieviel Zeit es benötigen würde wenn man einen > Bolzen wie im Bild Hast du den Bolzen auch in echt bereits?
MaWin schrieb: > Ach Kindchen, im Gegensatz zu dir habe ich begriffen was Industrie 2.0 , > 3.0 und 4.0 bedeutet. Wer heute noch meint mit den Gepflogenheiten der > Industrie 1.0 durchzukommen.... > > Wie gut, dass es Protolabs und Spanflug gibt, damit ist man nicht auf > die abstruse Gier der Industrie 1.0 angewiesen. Ach MaWinchen, du hast keine Ahnung von der Mechanischen Fertigung. Das was Protolabs und Spanflug da anbietet kannst du im Seriösen Maschinenbau nicht gebrauchen. Wie Udo S. andeutete braucht man Toleranzangaben. Leider kannst du bei einer digitalen übermittlung eines 3-D Modells keinerlei Toleranzangaben übermitteln. Somit fällt der Preisvergleich schonmal aus. Ich bin gelernter Zerspanungsmechaniker, ermittle Kosten und schreibe darauf hin auch Angebote. Leider sind wir nicht auf solche Kleinteile eingerichtet, bzw. auch momentan voll ausgelastet. Und Einzelstücke machen immer extremen Aufwand. Wenn ich es wollen würde, könnte ich das Teil in einer guten halben Stunde komplett aus Rundmaterial fertigen, inkl. fräsen einer Schlüsselfläche. Das gilt Konventionell, und es muss ein 3-Backenfutter montiert sein. Für das Fräsen muss ein Schraubstock auf der Maschine stehen und ein passender Fräser in einer Werkzeugaufnahme eingespannt sein. Wenn ich allerdings für das Teil mit den hier benötigten aber nicht angegebenen Toleranzen ein offizielles Angebot erstellen müsste würden da am Ende ca. 100€ plus Umsatzsteuer stehen.
Matthias H. schrieb: > Leider sind wir nicht auf solche Kleinteile eingerichtet Das ist als Geschäftsentscheidung auch völlig in Ordnung, aber dann beantwortet man Anfragen nicht mit wahnwitzigen Preisen die nur aussagen, daß ihr es nicht könnt, sondern dann sagt einfach daß ihr es nicht könnt. Matthias H. schrieb: > Und Einzelstücke machen immer extremen Aufwand. Nur wenn man schlecht gerüstet ist. Eine aufgeräumte Drehmaschine mit 3-Backen Futter ist (aus Sicht des Kunden an eine Werkstatt) nicht zu viel verlangt. Viele KFZ-Werkstätten habe so eine rumstehen, ohne CNC, würde ich aber nicht blind beauftragen. > Wenn ich es wollen würde, könnte ich das Teil in einer guten halben > Stunde komplett aus Rundmaterial fertigen, inkl. fräsen einer > Schlüsselfläche. Eben. Von nicht mehr oder weniger reden wir hier. 1/2 Stunde ist ok nud kostet keine 100 EUR, Sechkantmaterial gibt's fertig. Es ist also eindeutig, daß Leute die hier von mehr Aufwand reden es nicht WOLLEN. Bloss: Verarschen kann isch der Kunde selber, dazu braucht er keine unwilligen Handwerker.
MaWin schrieb: > Eben. Von nicht mehr oder weniger reden wir hier. 1/2 Stunde ist ok nud > kostet keine 100 EUR, Sechkantmaterial gibt's fertig. Es ist also > eindeutig, daß Leute die hier von mehr Aufwand reden es nicht WOLLEN. Die halbe Stunde gilt unter idealen Vorraussetzungen. Es ist aber nicht alles immer Ideal. Bei uns wird eigentlich grundsätzlich mit der Planscheibe gearbeitet, also muss ich 2 mal Futterwechsel mit einrechnen. Des weiteren ist Edelstahl-Sechskantmaterial (1.4301/1.4305) recht teuer um es einfach mal auf Lager liegen zu haben, also nimmt man Rundmaterial. Dann hätte man bei Sechskantmaterial durch den unterbrochenen Schnitt auch einen höheren Werzeugverschleiss. Betreibswirtschaftlich gesehen fange ich also erst ein mal damit an zu überprüfen ob Material vorhanden ist (ERP-System / Restekiste)(5Min) dann lege ich ein Projekt an, gebe alle Daten ins System ein (5Min), bei der Zeichnung müsste ich nachfragen wofür das Teil gebraucht wird und was damit bezweckt wird ,Telefonisch (10Min), dann belästige ich unseren Zeichner damit der Dreher an der Maschine eine Fertigungsgerechte Zeichnung bekommt. Der Zeichner braucht auch nochmal 20Min. Bis jetzt sind schon 40 Minuten um und noch kein Span gefallen. Dann gebe ich das Teil in die Fertigung, es wird Material (6-K) auf die Säge gelegt und gesägt und weggeräumt und das Teil dem Dreher übergeben (4Min) (Eigentlich geht der Mann an der Säge zum Dreher, gibt dem das Teil und quatscht noch zehn Minuten über das Wochenende, aber das kalkuliere ich mal nicht ein). Jetzt wird wie besprochen der Futterwechsel gemacht (2x3Min=6Min). Es wird eingespannt, klein zentriert und vorgeschruppt, vorgeschlichtet (4Min). Jetzt benötigt der Dreher eine Bügelmessschraube die er vorher überprüft (2Min). Nun sind ca 3 Schlichtspäne und entgraten nötig (5Min). Anschließend wird eine Schneidkluppe geholt und das Gewinde geschnitten und mit Sandpapier entgratet (3 Min). Jetzt wird umgespannt und wieder zentriert sowie geschuppt und vorgeschlichtet (4Min). Schlichten und entgraten (5Min), Gewindeschneiden und entgraten (3min). Teil ausspannen, reinigen und Arbeitspapiere (Zeiten, Materialstempelung, Messprotokoll) ausfüllen und zum Warenausgang bringen (4Min). So das sind nochmal 40 Minuten, zusammen also 80 Minuten, da ich grundsätzlich mit 1,1€ /Minute rechne passen Meine geschätzten 100€ also gut, denn eine Rechnung ist noch nicht erstellt,veschickt,Zahlungseingang kontrolliert, Karton gepackt, verschickt... Und die 20 Minuten die der Dreher zwischendurch quatschen und rauchen war, bezahlt mir auch keiner.
Matthias H. schrieb: > Und die 20 Minuten die der Dreher zwischendurch quatschen und rauchen > war, bezahlt mir auch keiner. MaWin (der Ahnungslose) geht halt davon aus, dass in deutschen Betrieben Uhrwerk-aufgezogene, chinesische Marionetten in den Werkhallen umherturnen, die 100% ihrer täglichen Arbeitszeit in Produktivzeit umsetzen können und sich den Toilettengang bis zur Mittagspause verkneifen, ohne zu maulen. Aber so läuft die Arbeitswelt hierzulande nun mal nicht. Grundsätzlich geht IMMER irgend etwas schief. Davon sollte man mal ausgehen. Damit ist der Zeitplan futsch. Es fängt damit an, dass die Doku oder die Materiallisten missverständlich oder falsch sind. Es geht weiter damit, dass Material nicht vorhanden ist. Das führt zu Nachfragen im Einkauf. Derjenige, der dafür zuständig ist, ist natürlich gerade nicht da. Die Vertretung kommt gerade aus dem Urlaub zurück und hat keine Ahnung, worum es geht. Oder es gibt ein Qualitätsproblem bei den Vorprodukten. Die dafür zuständigen Mitarbeiter (QS) müssen erst mal in ihren Unterlagen recherchieren, um was es überhaupt geht, um zu einer Lösung zu kommen. Oder der Prozess-Verantwortliche hat mal wieder Änderungen am System oder am Arbeitsablauf beschlossen, was natürlich zu neuen Fragen bei Produktionsmitarbeitern führt. Der Prozessfuzzi ist natürlich gerade in einer Besprechung und erst Mittags wieder erreichbar. Oder es ist mal wieder das Werkzeug nicht am richtigen Platz, weil mal wieder Mitarbeiter sich dort was ausgeliehen haben (passiert ständig, auch wenn man tausend mal anmahnt ..), ohne es wieder genau an den selben Platz zurückzulegen. Auch der Klassiker, wo ist der Akkuschrauber oder die Taschenlampe. Beides natürlich vergessen worden zu laden. Die Liste ließe sich endlos fortführen. Was schief gehen kann im täglichen Produktionsablauf geht schief, so lehrt der Arbeitsalltag. Nur in MaWins kleinem Universum (bei ihm zuhause) funktioniert immer alles wie in einem Uhrwerk (wer's glaubt).
So Hallo noch einmal, ich habe jetzt mir das nicht alles durchgelesen, da das ganze offenbar recht schnell vom Thema weg war. Gestern Abend im Verein jemanden getroffen,der meinte, er hätte eine Drehbank zuhause. Hatte meine Zeichnung nicht auf dem Handy, nur hier hochgeladen. Hatte ihm erzählt, dass dass das hier doch alles komplizierter klang und wollte nicht, dass er da den halben Tag für mich in der Werkstatt steht. Komme gerade zurück, um das hier abzuschließen. Er hatte nur ein Stück Stahl da, Maschinenbaustahl hat er glaube ich gesagt. Hat da erst mit der Fräse ein Stück abgeschnitten und das dann eingespannt. Waren schon etwas ältere grünere Geräte. Das Teil dann in die Drehbank eingespannt, Display auf null und ein paar mal die Maschine drüber laufen gelassen. Auf die Uhr habe ich nicht geschaut, aber ich glaube sogar das waren noch unter 10 Minuten. Wir haben mit der Hand dann die Gewinde drauf geschnitten und gerade das Teil probiert. Das sitzt 1A im Lager und auf der anderen Seie im Loch. Da wackelt nichts. Ich bestelle jetzt auf ebay 1m Edelstahl, kostet 6 Euro, und dann macht er mir das damit nochmal. Alles in allem waren wir vielleicht eine 3/4 Stunde in der Werkstatt mit Quatschen und zeigen. Alles in allem hat die Zeit hier das zu schreiben und zu lesen mehr gekostet. Danke aber für die handvoll Antworten unter den 70, die sich Mühe gegeben habe trotzdem die Frage zu beantworten.
Da wundert es mich ehrlich gesagt nicht mehr, wenn der BER nie fertig wird, wenn dort auch so geplant wird.. Manchmal sollte man doch eher in die Realität gehen statts ins Netz.
Hier mal anfragen: https://forum.zerspanungsbude.net/viewforum.php?f=81&sid=f5f80aadb58e06169fdffb7b736c859f Reinhard
Matthias H. schrieb: > Die halbe Stunde gilt unter idealen Vorraussetzungen. Es ist aber nicht > alles immer Ideal. .... Du laberst hier einen Roman runter den eigentlich keine wissen will, aber der nur eines zeigt ihr wollt es nicht machen. Dann sag das doch einfach. Insofern hat MaWin halt recht, ihr könnt es einfach nicht - nicht aus fachlicher Sicht, sondern weils in euer Produktportfolio, euren Workflow etc. nicht rein passt. Jede Schlosserei die eine Drehmaschine hat würde das Teil für 50€ fertigen und zwar nach der Skizze (als Zeichnung würde ich das mal nicht bezeichnen wollen) des TO. Gut in der Schlosserei müßte der TO sehr wahrscheinlich das Material mitbringen, da die Edelstahl in 13mm Sechskant wohl eher nicht haben. Das ist aber nicht das Problem kann man sich z.B. hier https://www.metall-kunststoffhandel.de/produkt/edelstahl-1-4305sechskant-sw-13-mm/ für knapp 5€/100mm bestellen. Allerdings sind die bei den Versandkosten nicht zimperlich (knapp 22€). Mit den Gesamtkosten wäre er dann noch 25 unter Deinem Angebot. Er muß halt jemanden finden, der noch eine ganz normale Drehbank - keine CNC - hat. Für eine CNC Dreherei ist das wirklich kein Auftrag, weil das drum herum einfach zu teuer ist.
Angehängte Dateien:
-

DSC04220_Kopie.JPG
210 KB
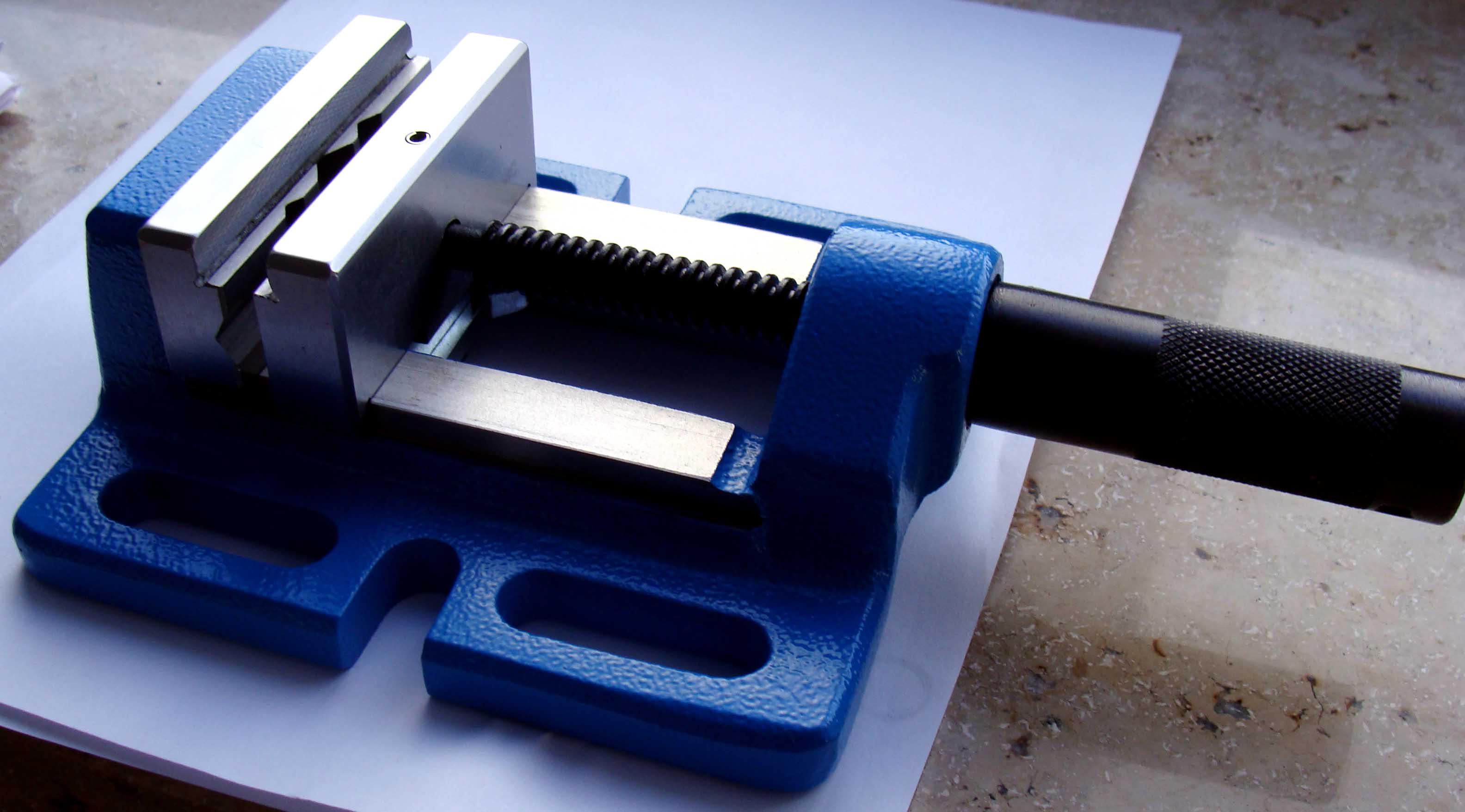
Kostenschätzung für meinen neuen Bohrschraubstock ? 80mm Backenbreite,sauber verarbeitet, 2,8Kilo schwer, läuft seidenweich und die Backen schließen sauber. Wieviel würde so was in Deutschland gefertigt kosten? Ich hätte gerne auch mehr bezahlt als er tatsächlich gekostet hat weil er es Wert ist und mir auch Wert wäre ... Da steckt mehr Arbeit drinnen als im Drehteil vom TE...
Timo schrieb: > Alles in allem waren wir > vielleicht eine 3/4 Stunde in der Werkstatt mit Quatschen und zeigen. Genau hier liegt der Hund begraben: Das, was ihr beredet habt und du deinem Bekannten gezeigt hast gehört in die Zeichnung. Dann gibt es keine Rückfragen. Nicht ohne Grund ist 'Technischer Zeichner' ein Ausbildungsberuf. Timo schrieb: > Da wundert es mich ehrlich gesagt nicht mehr, wenn der BER nie fertig > wird, wenn dort auch so geplant wird.. Die armen Kerle kämpfen sicherlich auch mit 1) halbgaren Zeichnungen 2) und ständig nachgeschobenen Änderungen eben genauso, wie bei deiner Anfrage geschehen.
Nein das quatschten war nicht über das Teil. Das war alles sehr unkompliziert. Mich würde ja mal interessieren was die Chinesen darauf machen. Bis auf einer gab es keine Nachfragen zur Zeichnung. Wollte nur die Edelstahlart wissen und ob ich eine Oberflächenbehandlung möchte. Er hat heute einfach das Stück eingespannt und runter gedreht. Das Teil für den Schlüssel habe ich mit der Feile noch etwas entgratet und gut wars. Mehr oder weniger wollte ich nicht. Und einen Riesen Roman musste ich ihm auch nicht liefern.
herbert schrieb: > Kostenschätzung für meinen neuen Bohrschraubstock ? > > 80mm Backenbreite,sauber verarbeitet, 2,8Kilo schwer, läuft seidenweich > und die Backen schließen sauber. 28€ + Versand. Hab den gleichen von Paulimot, exzellente Qualität. https://www.paulimot.de/weitere-werkzeuge/schraubstoecke/bohrmaschinen-schraubstoecke/402/bohrmaschinen-schraubstock-80-mm-backenbreite
Dann pass nur auf, dass du 1.4305 einkaufst. Bei 4301 oder 4571 läuft die Bearbeitung vermutlich nicht ganz so locker von der Hand wie bei eurem Probelauf mit "Maschinenbaustahl". Geht sicherlich auch, macht aber definitiv wenig Freude, wenn man es nicht gewöhnt ist und ggf. keine Kühl-Schmiereinrichtung hat.
Timo schrieb: > Mich würde ja mal interessieren was die Chinesen darauf machen. Murks, reklamieren bringt später nichts und das Geld ist weg. In China ist die Wirtschaft auch anders organisiert als im kammergesteuerten Deutschland, mal von den Gesetzen um Schwarzarbeit ganz abgesehen. Von 100€ bleibt dem Unternehmer wenig, weil er von dem Umsatz reichlich Abgaben zu zahlen hat. Ein Bekannter, der das macht, wird da unkritisch eingestuft, aber in einem Forum könnte das grenzwertig sein. Es kommt auf die Sozialbindung an. Timo schrieb: > Er hat heute einfach das Stück eingespannt und runter gedreht. Das Teil > für den Schlüssel habe ich mit der Feile noch etwas entgratet und gut > wars. Mehr oder weniger wollte ich nicht. So kam das hier aber nicht an. Du hättest ja vorher in deinem Bekanntenkreis mal fragen können. Hier droht meist der Verriss, wenn was nicht stimmt.
"Du hättest ja vorher in deinem Bekanntenkreis mal fragen können." Im direkten Umfeld hatte ich niemanden "Hier droht meist der Verriss,wenn was nicht stimmt." Ja, das ist aber auch ziemlich lächerlich hier, wenn man das sich im Nachhinhein durchließt was alles geschrieben wurde und dann von jemandem hört wie's in der Praxis tatsächlich läuft. Ich glaube die machen Formwerkzeuge für Autos etc. Die meisten wollten sich hier ja profilieren wie toll sie sind und was das alles für ein Hexenwerk ist. An der zeichnung hatte er nix auszusetzen. Meinte, man könnte noch das wo anders hinsetzen etc, aber er konnte damit arbeiten.
Danke für den Tipp mit dem Edelstahl, ich werde schauen, ob ich was finde in der Richtung
Timo schrieb: > Mehr oder weniger wollte ich nicht. Und einen Riesen Roman musste > ich ihm auch nicht liefern. Doch, du wolltest Edelstahl und bist nun mit Baustahl zufrieden.
MaWin schrieb: > Von nicht mehr oder weniger reden wir hier. 1/2 Stunde ist ok nud > kostet keine 100 EUR, Sechkantmaterial gibt's fertig. Es ist also > eindeutig, daß Leute die hier von mehr Aufwand reden es nicht WOLLEN. Du hast offenbar noch nie sowas fertigen lassen. Meine mehrmaligen Erfahrungen mit mehreren Firmen in Jena - da gibt es durchaus einige Metallbuden, die für Firmen und Institute auch Einzelstücke fertigen: - bei einem Stück rollen sie erstmal die Augen => Aufpreis - Edelstahl, uh, das läßt sich schlecht bearbeiten => Aufpreis - ja, gedreht ist das schnell, aber die Rüstkosten, und danach die Maschine reinigen, und das für nur ein Stück => mehr Aufpreis - nee, mal schnell reinschieben ist nicht, wir haben gerade einen Großauftrag laufen - wir machen ein Angebot => nach 3mal nachfragen hast Du das dann nach einer Woche - nachdem Du über den Preis geschluckt hast, gibst Du den Auftrag => Lieferzeit 4 Wochen - nach 4 Wochen fragst Du mal nach => das Material ist gerade nicht da, aber ist bestellt - nach 6 Wochen fragst Du nochmal nach => es läuft gerade ein Großauftrag, aber wenn der durch ist, dann bestimmt - nach 8 Wochen fragst Du nochmal nach => nee, es läuft wieder ein Großauftrag, aber... ... der Meister erbarmt sich Deiner und läßt es den Lehrling auf der alten Drehbank drehen, die noch in der hintersten Ecke steht. Und so sieht das Teil dann aus - wie vom Lehrling gefeilt, mit Kratzern und allem was dazugehört. Darauf hast Du dann 8 Wochen gewartet und 300 Eur bezahlt. So läuft sowas im Real Life.
Timo schrieb: > Die meisten wollten sich hier ja profilieren wie > toll sie sind und was das alles für ein Hexenwerk > ist. Genau. Alles Deppen hier -- außer Dir natürlich. Bitte benutze auch zukünftig den Namen "Timo", damit ich Dir nicht versehentlich antworte. Vielen Dank.
"Doch, du wolltest Edelstahl und bist nun mit Baustahl zufrieden." Nein, er wollte mir nur zeigen, dass das keinen halben Tag dauert und ich das schon einmal nutzen kann. Aus Edelstahl wird's gemacht, wenn das Material da ist "Alles Deppen hier" Nein, nicht alles.. Schade, dass man die sinnvollen Antworten aber nicht hervorheben kann..so muss man sich immer den ganzen Kram durchlesen, um die paar guten heruaszufischen
Timo schrieb: > Mich würde ja mal interessieren was die Chinesen darauf machen. Bis auf > einer gab es keine Nachfragen zur Zeichnung. Wollte nur die Edelstahlart > wissen und ob ich eine Oberflächenbehandlung möchte. Allein diese Anfragen verursachen schon Arbeitszeit, die letzlich auf tatsaechliche Auftraege umgelegt werden muessen. Eigentlich ziemlich assy, wenn man von vornherein weiss, dass man nicht bereit ist, einen Profi zu bezahlen. Ihr habt also eine dreiviertel Stunde fuer die Fertigung gebraucht. Dann waren die Einschaetzungen hier im Thread ja gar nicht schlecht. Ein reeller Betrieb kann fuer 100 EUR eben nicht jemanden einen halben Tag damit beschaeftigen.
"Allein diese Anfragen verursachen schon Arbeitszeit, die letzlich auf tatsaechliche Auftraege umgelegt werden muessen." Die haben nach der Oberflächenart gefragt wegen der Preisfindung. Ganz normaler Vorgang. Wenn sie für das Angebot auch noch Geld haben wollen, müssen sie das halt sagen. So steht aber im Shop, dass man die Zeichnung hinschicken soll und es wird sich zurück gemeldet. Ich hatte tatsächlich die Absicht dort zu bestellen, sonst hätte ich mir nicht die Mühe gemacht die zu kontaktieren. Bei einem anderen Projekt mit merheren Teilen teste ich das vielleicht mal. Wenn's nicht klappt, habe ich halt Lehrgeld bezahlt
Timo schrieb: > Nein, er wollte mir nur zeigen, dass das keinen halben Tag dauert und > ich das schon einmal nutzen kann. Aus Edelstahl wird's gemacht, wenn das > Material da ist Ui, dann hat er hoffentlich schonmal Edelstahl bearbeitet. Denn - abgesehen davon dass es zig unterschiedlich eklige Edelstähle gibt - ist Edelstahl sehr viel bösartiger als irgendein Automatenstahl. Prinzipiell gilt: Je edler desto ekliger. Falls er noch keine Erfahrung mit Edelstahl hat: Nimm genug Bier mit, geh davon aus dass es länger dauert, und dass Du eine Menge neuer Schimpfwörter lernen wirst. Maxe schrieb: > Ein > reeller Betrieb kann fuer 100 EUR eben nicht jemanden einen halben Tag > damit beschaeftigen. Ein reeller Betrieb würde für 100 Eur nur die Maschine anschmeißen, wenn er sehr gutmütig ist - und gerade nix zu tun hat. Und das ist momentan eher nicht der Fall.
Karl K. schrieb: > So läuft sowas im Real Life. Daher wurden ja Protolabs und Spanflug genannt, würde auch mich interessieren, was die ausgehend von einer ordentlichen Zeichnung verlangt hätten. Erfahrungsgemäss nicht billig (also mit 7 EUR wird er nicht wegkommen) aber nicht der Wucher der Industrie 1.0 Handwerker. 'Früher' gingen solche Teile unproblematisch. Da ist man zum lokalen metallverarbeitenden Betrieb gegangen und der hat das ohne Rechnung für die Kaffeekasse angefertigt, auch aus mitgebrachtem Material. Aber damals verstanden Handwerker ihr Handwerk noch und nicht bloss die Lastenhefterstellung zum Produktionsbetrieb nach China mit 500% Aufschlagskalkulation.
Karl K. schrieb: > Ui, dann hat er hoffentlich schonmal Edelstahl bearbeitet. Denn - > abgesehen davon dass es zig unterschiedlich eklige Edelstähle gibt - ist > Edelstahl sehr viel bösartiger als irgendein Automatenstahl. Prinzipiell > gilt: Je edler desto ekliger. Das Teil ist doch schon lange fertig - in Edelstahl (s. hier Beitrag "Re: Kostenschätzung für Drehteil")
Beitrag #5929405 wurde von einem Moderator gelöscht.
Meine Güte, was ging denn hier ab? Timo benötigt ein simples Drehteil. Die Zeichnung mit seiner Beschreibung ist völlig ausreichend, wenn man etwas mitdenkt. Das sollte auch heute noch ein Betrieb ohne großen Wasserkopf für 50-70 Euro brutto hinkriegen.. Zeno schrieb: > Karl K. schrieb: >> Ui, dann hat er hoffentlich schonmal Edelstahl bearbeitet. Denn - >> abgesehen davon dass es zig unterschiedlich eklige Edelstähle gibt - ist >> Edelstahl sehr viel bösartiger als irgendein Automatenstahl. Prinzipiell >> gilt: Je edler desto ekliger. > > Das Teil ist doch schon lange fertig - in Edelstahl (s. hier > Beitrag "Re: Kostenschätzung für Drehteil") Da steht nur etwas von Maschinenbaustahl und Timo schreibt ja, dass er jetzt Edelstahl bestellt. @Timo: Wie schon andere schrieben, solltest Du darauf auchten, dass es 1.4305 oder ein anderer gut spanbarer Edelstahl ist. Das erleichtert die Arbeit sehr. P.S.: Wenn Du nichts findest, kannst Du mich ja anschreiben. Ich hab hier 30er Rundmaterial in 1.4305 liegen. Dann schneide ich Dir etwas ab. Edit: ich sehe gerade: es gibt gute Angebote :-)
Zeno schrieb: > Das Teil ist doch schon lange fertig - in Edelstahl Wie das, wenn er an dem Tag erst den Edelstahl auf Ebay bestellt hat? Das war das Muster in irgendein-Stahl... Chris D. schrieb: > Das sollte > auch heute noch ein Betrieb ohne großen Wasserkopf für 50-70 Euro brutto > hinkriegen.. "Sollte" schon. Ob auch "macht"? Ich hab da meine einschlägigen Erfahrungen, auch mit unkomplizierteren Teilen aus Messing. Da kostete eine Motorkupplung D16 x 20 mit zwei Stiften und Bohrung schon mal 30 Eur bei 5 Stück - ok. Aber die dauerte dann auch 3 Wochen. Da hab ich mir ganz schnell eine kleine Drehmaschine hingestellt. Und seit es 3D-Druck gibt... Die Kunst ist, die Teile fertigungsgerecht zu konstruieren, und nicht sich Phantasiegebilde auszudenken, die fertigungstechnisch ein Graus sind. Das Teil oben würde ich in Messing oder Alu oder PA auch selbst machen, aber in Edelstahl - eher nicht.
herbert schrieb: > Wieviel würde so was in Deutschland gefertigt kosten? Von Röhm https://www.ebay.de/itm/ROHM-Bohrmaschinen-Schraubstock-DPV-Grose-1-Backenbreite-80/202021767569 50 EUR, bloss weiss man nicht ob von dieser Deutschen Firma auch in Deutschland gefertigt oder bloss in Deutshlcand bestempelt. Aber deiner ist aus China für 28+4 EUR https://www.ebay.de/itm/PAULIMOT-Bohrmaschinen-Schraubstock-80-mm-Backenbreite/201681571641
Michael B. schrieb: > Von Röhm > Ebay-Artikel Nr. 202021767569 > 50 EUR, bloss weiss man nicht ob von dieser Deutschen Firma auch in > Deutschland gefertigt oder bloss in Deutshlcand bestempelt. Der von Röhm hat mit meinem nichts zu tun.Einen baugleichen mit schwarzen Backen in 100mm kostet von Röhm 109 Euro. Der zweite Link ist meiner und der ist eigentlich zu billig. Den "Made in Germany" bekäme man nicht unter 200 Euro. Aber daran kann man sehen, dass die Chinesen auch recht ordentlich arbeiten wenn man es von ihnen verlangt. Paulimot hat da ein gutes Auge darauf.Läden wie zb. der"von Jedde****" ist das recht egal, die verticken auch Schrott.
Chris D. schrieb: > Da steht nur etwas von Maschinenbaustahl und Timo schreibt ja, dass er > jetzt Edelstahl bestellt. Ich habe Timos 2. Post so gelesen, das es jetzt fertig sei. Ist aber auch egal. Chris D. schrieb: > @Timo: > Wie schon andere schrieben, solltest Du darauf auchten, dass es 1.4305 > oder ein anderer gut spanbarer Edelstahl ist. Das erleichtert die Arbeit > sehr. Ich hatte ja auch mal einen Link (Beitrag "Re: Kostenschätzung für Drehteil", wo man das passende Material beziehen kann. Karl K. schrieb: > Wie das, wenn er an dem Tag erst den Edelstahl auf Ebay bestellt hat? > Das war das Muster in irgendein-Stahl... s. oben. Kann schon sein das ich den Post falsch interpretiert habe. Bei dem Hin und Her für simples Teil auch kein Wunder.
Karl K. schrieb: > Das Teil oben würde ich in Messing oder Alu oder PA auch selbst machen, > aber in Edelstahl - eher nicht. Würde ich genauso machen. Deshalb hatte ich ja auch noch mal nachgefragt wofür das Teil ist und ob es denn wirklich Edelstahl sein muß, oder ob es eben auch Messing tut. Gab's aber keine Antwort drauf. Das Teil ist wahrscheinlich sehr geheim. Sehr wahrscheinlich würde auch ganz normaler Stahl funktionieren. Leichtes Einfetten wirkt da oft Wunder gegen Rost.
herbert schrieb: > Paulimot hat da ein gutes Auge darauf. Witz komm raus > Läden wie zb. der"von > Jedde****" ist das recht egal, die verticken auch Schrott. Die beiden Buden geben sich nichts, die verkaufen, was nachgefragt wird. Ramsch geht immer, weil billig. Die richtigen Profis schlagen um beide Buden einen Bogen.
Peter R. schrieb: > Die richtigen Profis schlagen um beide > Buden einen Bogen. "Richtige Profis" müssen ihr Werkzeug aber auch nicht selbst bezahlen, sondern schlagen das dem Kunden drauf. Wenn ich bei Paulimot einen 8er Drehstahl bestelle, da lacht der Profi nur, unter 10 fängt der gar nicht an. Für mich ist ein 8er aber genau richtig.
Chris D. schrieb: > P.S.: Wenn Du nichts findest, kannst Du mich ja anschreiben. Ich hab > hier 30er Rundmaterial in 1.4305 liegen. Dann schneide ich Dir etwas ab. > Edit: ich sehe gerade: es gibt gute Angebote :-) Na Gott sei Dank, dass du dich nicht aus deiner Deckung wagen musst.;) Zeno schrieb: > Gab's aber keine Antwort drauf. Das Teil ist > wahrscheinlich sehr geheim. Ne, manche sind mit der Antwort überfordert und werden dann zum Geist. In der Bucht hatte ich kürzlich einen Anbieter, der ein Drehbankfutter angeboten hatte, was mich interessierte. Nur, die Backen waren nicht abgebildet oder beschrieben. Ich hatte dann einen Kontakt, wo mir der Käufer versprach Bilder zu schicken. Dann kam nichts mehr. Kurz vor Auktionsende hatte ich noch mal einen Kontakt versucht, aber nur Funkstille. Wenns ein dementer Senior war, kann man es verstehen. Da wird das ganze dann einfach vergessen. Den Artikel hat dann ein anderer bekommen. War zu riskant für mich.
Peter R. schrieb: > Die beiden Buden geben sich nichts, die verkaufen, was nachgefragt wird. ES gibt noch Läden die ihre Kunden gerne nachbestellen sehen. Peter R. schrieb: > Ramsch geht immer, weil billig. Der Bohrschraubstock von Paulimot ist kein Ramsch. P/L unschlagbar. Peter R. schrieb: > Die richtigen Profis schlagen um beide > Buden einen Bogen. So mancher deutsche "Profi" braucht gar kein Werkzeug sondern Internet weil der lässt in China fertigen und verschickt deutsche Rechnungen. Klar ,dass die große Bögen machen. Karl K. schrieb: > "Richtige Profis" müssen ihr Werkzeug aber auch nicht selbst bezahlen, > sondern schlagen das dem Kunden drauf. Völlig Richtig und andere staatlichen Einrichtungen die teuer Einkaufen geben in der Regel Steuergelder aus. Max Planck etc.
Dr.Who schrieb: > Chris D. schrieb: >> P.S.: Wenn Du nichts findest, kannst Du mich ja anschreiben. Ich hab >> hier 30er Rundmaterial in 1.4305 liegen. Dann schneide ich Dir etwas ab. >> Edit: ich sehe gerade: es gibt gute Angebote :-) > > Na Gott sei Dank, dass du dich nicht aus deiner Deckung wagen musst.;) Keine Gefahr ;-) Ich hätte ihm das schon geschenkt - ich kriege das Material ja selbst zum Unter-Schrottpreis ;-) > In der Bucht hatte ich kürzlich einen Anbieter, der ein Drehbankfutter > angeboten hatte, was mich interessierte. Nur, die Backen waren nicht > abgebildet oder beschrieben. Ich hatte dann einen Kontakt, wo mir > der Käufer versprach Bilder zu schicken. Dann kam nichts mehr. > Kurz vor Auktionsende hatte ich noch mal einen Kontakt versucht, aber > nur Funkstille. Wenns ein dementer Senior war, kann man es verstehen. > Da wird das ganze dann einfach vergessen. Ja, das ist sehr ätzend. Noch besser sind ebay-Verkäufer, bei denen dann der Text "Aufgrund des hohen Frageaufkommens gibt es keine Möglichkeit der Frage mehr" (oder so ähnlich) erscheint. Sorry, aber da kauft man dann sicherlich keine Steuerung für über 1000 Euro. Wollen die alle nicht verkaufen? > Den Artikel hat dann ein anderer bekommen. War zu riskant für mich. herbert schrieb: > Der Bohrschraubstock von Paulimot ist kein Ramsch. P/L unschlagbar. Ich halte von nicht abnehmbaren Backen und kurzen Führungen nicht so viel. Meiner Erfahrung nach drücken die sich gerne weg. Ich bevorzuge so etwas hier (in der 125er-Ausführung): https://www.tooler.de/handwerkzeuge/schraubstoecke/bohrmaschinenschraubstoecke/format-praezisions-bohrmaschinen-schraubstock-46544.html Da gibt es dann auch Ersatz- und Kupfer-/Kunststoffbacken. Aber klar: der kostet deutlich mehr und wiegt auch sehr viel mehr. Muss er aber auch, um das Anheben zu verhindern. Letztendlich kommt es natürlich immer darauf an, wo er eingesetzt wird. Hier mit meiner Säulenbohrmaschine kann ich maximal 30er Löcher bohren. Da wirkt dann so ein Paulimot etwas verloren ;-)
Chris D. schrieb: > Aber klar: der kostet deutlich mehr und wiegt auch sehr viel mehr. Muss > er aber auch, um das Anheben zu verhindern. Ich finde, der ist dank China immer noch billig. Manches gute was aus China kommt ist eigentlich "zu" billig. Chris D. schrieb: > Letztendlich kommt es natürlich immer darauf an, wo er eingesetzt wird. > Hier mit meiner Säulenbohrmaschine kann ich maximal 30er Löcher bohren. > Da wirkt dann so ein Paulimot etwas verloren ;-) Wenn ein Feinmechaniker oder Werkzeugmacher daheim immer noch was tun will zb. als Modellbauer etc. ,dann ist der Paulimot allemal besser als so mancher Baumarkt-Schraubstock. Meiner passt zu meiner Bohrmaschine ,30er Löcher in Metall kann ich aber nicht bohren außer in Holz.
Chris D. schrieb: > Keine Gefahr ;-) > Ich hätte ihm das schon geschenkt Wie denn? Hinbeamen? Bei allen anderen Versandmethoden einer Sache wirst du dich doch aus der Deckung begeben müssen, oder schickst du einen Boten von Koblenz nach ???. > Wollen die alle nicht verkaufen? Eher reich werden. Das Verantwortungskonzept des Verkaufens begreifen viele doch gar nicht. Die kennen noch nicht mal den Unterschied zwischen Gewährleitung und Garantie. Wenn die Ware nur für ein Euro weg geht, verstehen die die Welt nicht mehr und das Verweigerung zu Schadensatz führen kann, wegen Vertragsbruch, halten viele nur für einen Witz.
Dr.Who schrieb: > Chris D. schrieb: >> Keine Gefahr ;-) >> Ich hätte ihm das schon geschenkt > > Wie denn? Hinbeamen? Bei allen anderen Versandmethoden einer > Sache wirst du dich doch aus der Deckung begeben müssen, oder > schickst du einen Boten von Koblenz nach ???. Einfach ohne Absender versenden - ist doch nicht schwer :-) Hab ich hier schon öfter gemacht (Flussmittel etc.) Das bißchen Porto macht mich nicht ärmer und andere glücklich. Ich weiß noch zu gut, wie ich als Student um viel des mechanischen Krams quasi betteln musste. Aber es gab auch nette Leute/Firmen, die einfach sagten: "Gib her, mach ich Dir eben. Dahinten steht die Kaffeekasse." Das geb ich jetzt gerne zurück. >> Wollen die alle nicht verkaufen? > > Eher reich werden. Das Verantwortungskonzept des Verkaufens > begreifen viele doch gar nicht. Die kennen noch nicht mal > den Unterschied zwischen Gewährleitung und Garantie. > Wenn die Ware nur für ein Euro weg geht, verstehen die die > Welt nicht mehr und das Verweigerung zu Schadensatz führen > kann, wegen Vertragsbruch, halten viele nur für einen Witz. Ja, ist wohl oft so. Wobei es durchaus Firmen gibt (allerdings weniger bei ebay), die wirklich kundenfreundlich agieren - von der Beratung bis hin zu den Preisen. Auffällig oft sind das Familien- oder Inhabergeführte Unternehmen. So etwas darf man dann aber auch nicht ausnutzen.
Hab ne BF 20 + Tu2406V könnte das machen aber ist viel Arbeit, paar std locker
Angehängte Dateien:
-

Ringe_roh.jpg
110 KB -

Ring_drehen.jpg
110 KB -

Ringe_fertig.jpg
99 KB


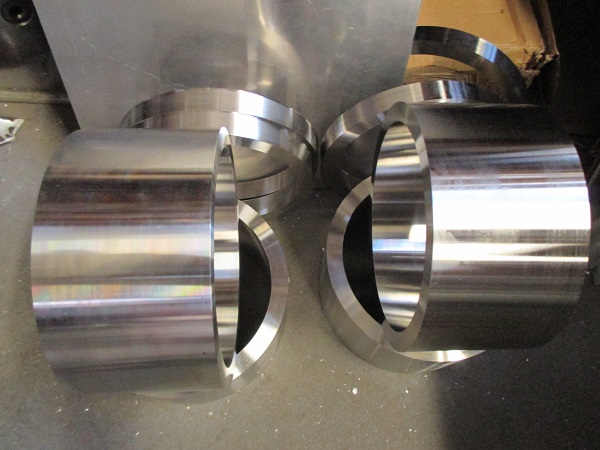
Sooo übel ist 1.4301 nun auch wieder nicht, da geht schon was. Dauert halt nur bei größeren Teilen ein wenig. Der Kram auf den Bildern hat Da 200mm und 15mm Wandstärke.
Dieter W. schrieb: > Sooo übel ist 1.4301 nun auch wieder nicht Deine Drehmaschine sieht aber nicht nach den üblichen Hobbygeräten a la Emco Compact 8 aus, sondern stabiler. Klar geht das dann.

Ja, damit geht das (meine wiegt nur 900kg): Beitrag "Re: Gewinde schneiden?" Aber die Spanbildung ist schon ziemlich hässlich (sieht man ja auch auf Deinem Bild). Ich mag 1.4305 deutlich lieber, weil der sich wie Butter drehen, fräsen und vor allem sehr gut auf der Säulenbohrmaschine (oder sogar per Handbohrmaschine) mit einfachem HSS bohren lässt. Da spielt es nur eine geringe Rolle, dass ich das Material fast geschenkt kriege ;-) Aber kein Vorteil ohne Nachteil: das Zeug lässt sich schlecht schweißen.
Dieter W. schrieb: > Profimaschine Dafür kannst du die nur Ebenerdig bewegen. Müsstest du damit z.B. in den Keller, hättest du keinen Vorteil. Nicht jeder hat eine Halle wie der Chris. Bei dem rechnet sich das wirtschaftlich. Ansonsten nehmen sich die Maschinen nichts.
Ja wie teuer war das Drehteil denn nun? Tip für Studierende: Jede größere Uni hate eine oder mehrere Werkstätten. Da wurde mir schon viel "nebenbei" gemacht, wenn es was größeres ist -> Prof -> Auftragsschein.
Angehängte Dateien:
-

Bepreisung_Gewinde.png
72 KB -

Preis_Bolzen.png
77 KB
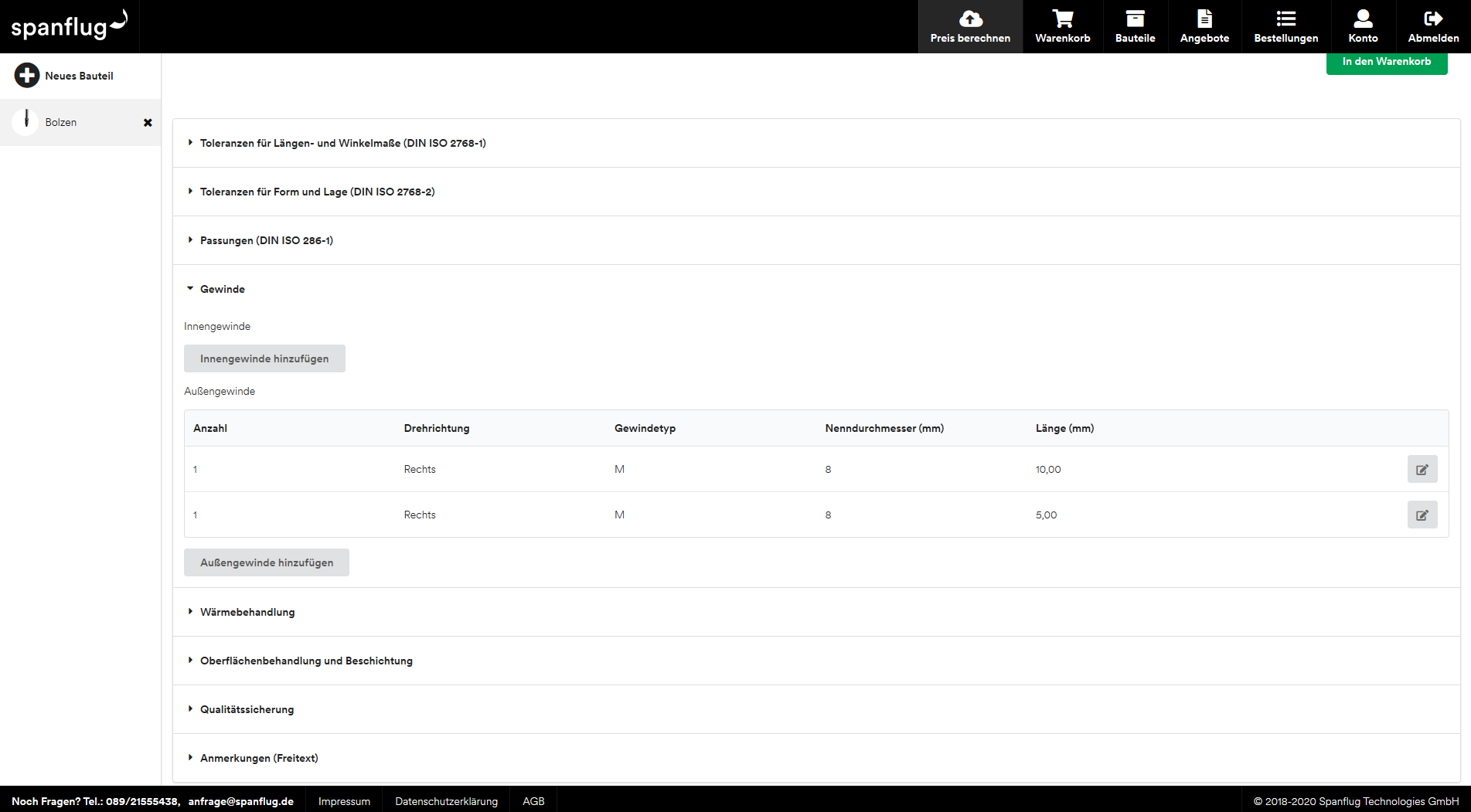
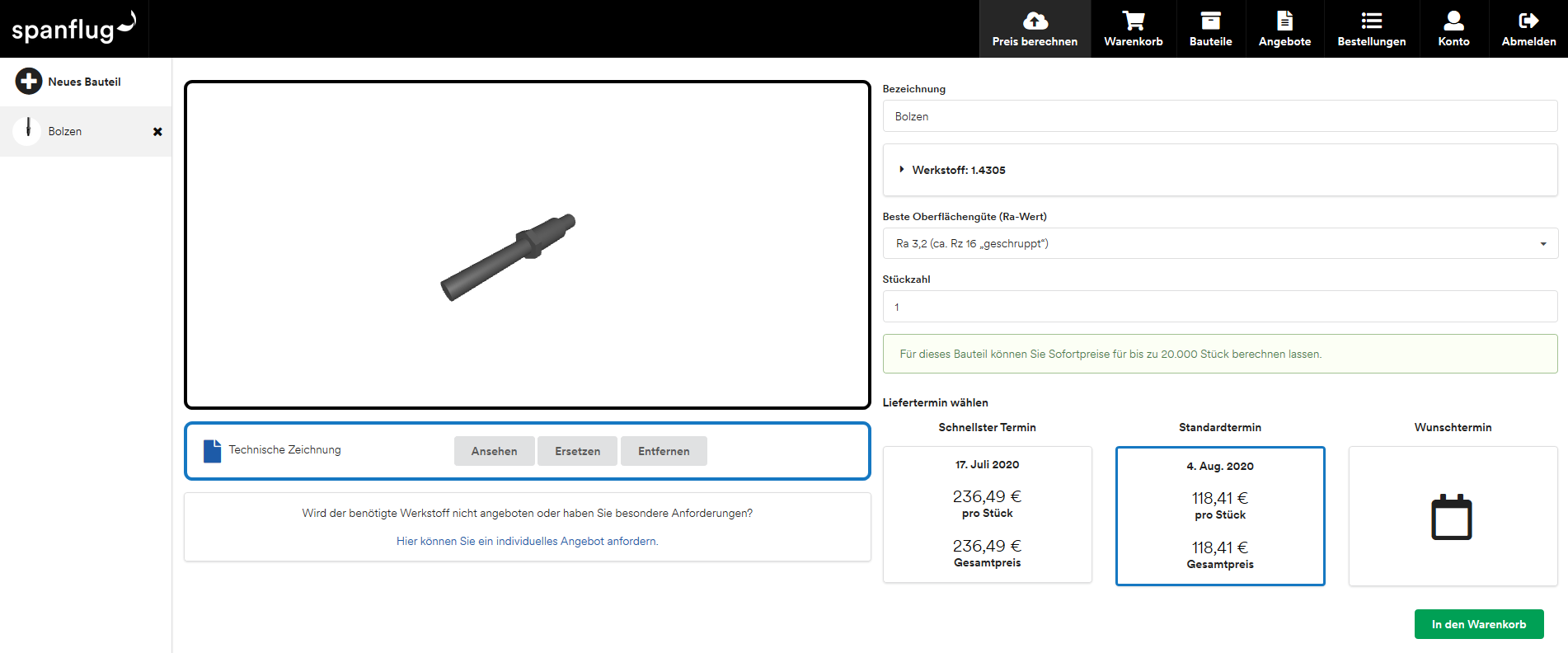
Chris M. schrieb: > Schau mal bei https://spanflug.de > Stepdatei hochladen und dir wird direkt ein Preis angezeigt. Vielen Dank Chris, dass Du unseren Online-Shop genannt hast. Bei Spanflug kann auf Basis einer STEP-Datei automatisiert ein Preis berechnet werden, zu dem das Dreh- oder Frästeil auch sofort bestellt werden kann. In unserem Online-Shop kostet die Welle 118,41€ mit 18 Arbeitstagen Lieferzeit. Die Teile werden von einem unserer qualifizierten und ISO9001-zertifizierten Lieferanten in Deutschland gefertigt. Matthias H. schrieb: > Das was Protolabs und Spanflug da anbietet kannst du im Seriösen > Maschinenbau > nicht gebrauchen. Wie Udo S. andeutete braucht man Toleranzangaben. > Leider kannst du bei einer digitalen übermittlung eines 3-D Modells > keinerlei > Toleranzangaben übermitteln. Somit fällt der Preisvergleich schonmal > aus. Ich gebe Dir Recht Matthias, das im 3D-Modell nicht genügen Informationen für eine akurate Kalkulation stecken. Daher analysieren wir bei Spanflug nicht nur das 3D-Modell, sondern auch die technische Zeichnung. Gewinde, Passungen und Toleranzen fließen daher ebenfalls in die Kalkulation mit ein. Gerne lade ich zu einem Test unserer Kalkulation ein: https://shop.spanflug.de/ Viele Grüße, Lucas (Mitarbeiter bei Spanflug)
Hallo Lucas, eigentlich ist hier Eigenwerbung unerwünscht - zumal nach fast einem Jahr der Threadruhe. Ich lasse das aber mal stehen, damit die Leute hier mal ungefähre Preisangaben kommerzieller Anbieter haben.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.