Hi. Ich habe das Problem das ich 0805 Bauteile verbaue und die komischerweise Grabsteiene Bilden. Mit einem IR-Oven hatte ich bis jetzt nie das Problem. Aber nun mit Dampfphasenlöten bekomme ich öfter Grabsteine. Habe sogar bei der letzten Charge mal 10 Platinen willkürlich raus genommen und die in den IR Ofen gelegt. Resultat auf 40% der Platinen aus dem Dampfphasenlötofen hatten Grabsteine, 0,00% aus dem IR-Ofen. Hat jemand dazu eine Idee?
Peter schrieb: > Hi. > > Ich habe das Problem das ich 0805 Bauteile verbaue und die > komischerweise Grabsteiene Bilden. > > Mit einem IR-Oven hatte ich bis jetzt nie das Problem. > Aber nun mit Dampfphasenlöten bekomme ich öfter Grabsteine. > > Habe sogar bei der letzten Charge mal 10 Platinen willkürlich raus > genommen und die in den IR Ofen gelegt. > Resultat auf 40% der Platinen aus dem Dampfphasenlötofen hatten > Grabsteine, 0,00% aus dem IR-Ofen. > > Hat jemand dazu eine Idee? Ich habe mit 0402 nie Probleme gehabt. Aber ein paar Ideen: - Pads kleiner machen, weniger Paste. - Pastenauftrag gleichmäßiger. - Bauteile mittiger und präziser plazieren.
Das würde aber beide Lötvarianten betreffen und ist im Prinzip auch immer richtig. Aber wieso verhält sich das ganze so unterschiedlich?
Peter schrieb: > Aber wieso verhält sich das ganze so unterschiedlich? Könnte vom Layout kommen, weil die Wärme vom Metall ja akkumuliert wird. Selbst Dampf braucht seine Zeit bis sich alles auf den Boards auf Schmelztemperatur erwärmt hat. Ein bisschen zeitlicher Verzug reicht da schon. Wenn dann noch dicke Leiterbahnen oder eine Massefläche involviert sind entstehen im Eutektikum mechanische Spannungen die zu dem Effekt führen. Man löst das Problem für gewöhnlich mit sogenannten Thermals oder versucht andere Lötpasten mit geeigneten Legierungen. Es gibt im Wikipedia auch einen Beitrag dazu. https://de.wikipedia.org/wiki/Grabsteineffekt
Peter schrieb: > Hat jemand dazu eine Idee? Die Produktion hat den paste-stencil um 20% verändert (Reduziert), für beste ergebnisse musste die geometrie (des pads, der maske oder des stencils) verändert werden (dreieckförmig?). da ich aber nicht mehr dort tätig bin, kann ich nicht nachfragen. Vielleicht findet sich dort was: https://epp.industrie.de/top-news/effiziente-schablonen-bei-gleichem-layout/ https://www.cad-ul.de/faq/ursachen-vermeidung-von-tombstones.php https://www.autodesk.com/products/eagle/blog/what-is-pcb-tombstoning/ Anti-tombstone solder paste (mit Bismut-Anteil) dagegen soll nix bringen.
Im WWW habe ich schon einiges gelesen, aber richtige Hilfe war das bis jetzt nicht. Sind 4 Lagen mit anständig Masse im Kern. Es sind aber auch nicht immer die gleichen Bauteile, sonst wäre es ja zu einfach. Also könne ein etwas geändertes Profil möglicherweise was bringen. Eine Kammeraaufnahme mit Temp-Einblendung wäre da bestimmt hilfreich. Nur das wird keine Kammera auf Platinen höhe überleben, obwohl mit Tele und genug Abstand wird die vielleicht nicht platt gekocht. So ein 8€ USB Ding habe ich, aber die kommt mit ihrer Linse nicht weitgenug weg. Da versuche ich bis zum nächsten Löten mal was zu basteln. Andere Tipps nehme ich gerne an. Dreieckförmig klingt interesant, muss mal sehen ob ich das überhaupt so ändern kann. Fürchte aber das das nach einer langen Testphase klingt.
Je gleichmäßiger die Pads erhitzt werden, desto geringer ist die Chance des Tombstoning. These: Bei IR werden die (Strahlung absorbierenden) Komponenten zuerst heiß, die hellere und damit eher reflektierende Paste wird dann von den Komponenten erwärmt. Bei Dampfphase geht von Anfang an mehr Leistung direkt in die Lötstellen. Umstellen von Eagle-Standard-Pads auf KiCad-Standard-Pads (die deutlich kleiner sind) hat bei mir das Problem weitgehend gelöst.
Hi, interessantes Problem. Wie kommt die Platine in den Dampf? Läuft da was nicht sauber? Manchmal kann es bei kleinen Erschütterungen auch zum Grabstein Effekt kommen.
> Hat jemand dazu eine Idee?
Primär: Padgeometrie ist falsch (zu große Pads, zu weit auseionander),
zuviel Lotpaste
Bei ganz verkorkster Geometrie gibt es auch beim Konvektionslöten
Grabsteine.
Sekundär: das Kondensat hat eine Dichte von 1,8. Damit kommt es beim
Kondensationslöten und grottiger Geometrie ggü dem Konvektionslöten zu
einem latenten Aufschwimmen leichter Bauelemte bevor das Lot flüssig
wird. Resultat ist bekannt.
Ein weiterer Faktor, der zu Grabsteinen führt, ist Lötpaste die ihre Standzeit erreicht hat oder sonstwie außerhalb der Specs liegt, z.B. wenn die fertig bestückte Platine vorm Löten zu lange rumliegt. Ich hab (bzw. mußte, war Befehl) vor etwa einem Jahr eine Platine mit Lötpaste gelötet, die schon seit Sommer 2012 (!) abgelaufen war. Eigentlich waren es drei Platinen in einem Nutzen. Ich hab mich der Anordnung zum größten Teil trotzdem widersetzt und für die allermeisten Bauteile heimlich eine andere Lötpaste verwendet. Unterschiede/Gemeinsamkeiten zwischen den Pasten: -wasserlösliches Flußmittel in der guten, nichtwasserlösliches FM in der vergammelten Paste -beides bleifreie Legierungen -die bessere Lotpaste hatte ihr Ablaufdatum noch vor sich. Das Platinennutzen wurde in einem Reflowofen gelötet, nix Dampf. Man hat schon während der Verarbeitung der Platine gemerkt, daß die alte Paste kein bisschen mehr klebt. Das Lötergebnis war auch eindeutig: Während es mit der guten Lötpaste keinerlei Grabsteine gab, obwohl gerade mit dieser sehr viel 0402-Feinstaub verlötet wurde, hat es mit der vergammelten Lötpaste sogar 1812-Ziegelsteine weggetragen. Diese haben sich nicht aufgerichtet, sondern sind weggeschwommen. Sogar so, daß ein Anschluß gar keinen Kontakt mehr mit dem Pad hatte. Schief und krumm saßen die am Ende aber alle drauf und am Ende war ich froh, daß ich größtenteils die andere Paste verwendet habe.
Max G. schrieb: > Umstellen von Eagle-Standard-Pads auf KiCad-Standard-Pads (die deutlich > kleiner sind) hat bei mir das Problem weitgehend gelöst. Was hat denn die Pad-Form mit dem CAD-Programm zu tun. Die Packages kann doch jeder machen, wie er meint, dass es gut ist.
Natürlich kannst du auch in Eagle gute Pads selbst malen oder in KiCAD schlechte. Das Zauberwort heißt "Standard". Beide Programme liefern Libraries mit Lands mit. Bei KiCAD sind die anders als bei Eagle.
vergleiche mal die Pads mit denen, die die IPC fodert: https://electronics.stackexchange.com/questions/244475/ipc-specification-for-pad-width-vs-pin-width-smd Zumeisst sind die Originalpads zu groß oder du hast sie unsymetrisch angeschlossen. Z.B. ein Pad auf einer Plane und das andere mit einem 0,1mm Leiterzug angebunden. Daß dort ein Grabstein entsteht ist logisch. Wenn die Pads dann noch zu groß sind wird der Effekt noch verstärkt.
Peter, lade einen Layout-Auszug von einem betroffenen Bauteil hoch, lege das Bauteil als Grafik mit den realen Abmessungen darüber, genau zentrisch auf die Padgeometrie. Ich vermute, Du hast ein unsymmetrisches Wärmemamnagement an den Bauteilen. Wenn Du mit den 0402-BE´s noch nie Probleme hattest, dann wird die Padgeometrie im Verhältnis zu der Gehäuseform bei 0402 besser sein als bei den 0805-BE. Die Dreieckform im Stencil hat seinen Grund: zur Vermeidung von Lotkugeln neben den Bauteilen. Wie weit gehen die Pads unter das Bauteil in den nicht benetzbaren Bereich? Wie weit ist das Ende des Pads vom Bauteilanschluss-Ende entfernt? Wenn die Pastenfläche um 20% reduziert wurden, dann besteht bei zu weit auseinander platz0ierten Pads die Gefahr, daß der BE-Anschluss die Paste nicht berührt: -> Grabsteine! Wenn die Padfläche hinter den Anschlüssen zu groß ist, dann ist die Hebelwirkung des flüssigen Zinns sehr hoch -> Bautel stellt sich auf. Noch ein Hinweis: aus meiner Erfahrung begünstigen die Standart-Padgeometrien aus EAGLE für die CHIP-Bauteile den Grabsteineffekt. Gruß Ralf DFM-Engineer Lacroix-Electronics
Squeegee schrieb: > Noch ein Hinweis: aus meiner Erfahrung begünstigen die > Standart-Padgeometrien aus EAGLE für die CHIP-Bauteile den > Grabsteineffekt. Interessant. Nach Max bist Du schon der Zweite, der die EAGLE-Pads als ungünstig einstuft. Wir nutzen hier ausschließlich KiCad, daher war das wohl bisher kein Problem und deshalb habe ich mir darüber bisher kaum Gedanken gemacht. Ich werde mir die EAGLE-Libs aber mal anschauen, damit ich weiss, wie man es nicht machen sollte. Man lernt ja gerne dazu :-)
Ich habe Eagle Std Pads drauf, sind die von hause aus schrott? Das wäre ja mal klasse. Werde ich aber gegen prüfen müssen um da sicher zu sein. Die Paste war eigentlich neu, hatte die erst geöffnet. Gut wenn IR erst die Teile und dann das Lot erhitzt ist das logischerweise was anderes als der Dampf der alles "gleichtzeitig" erhitzt. Aber da werde ich beim nächsten mal versuchen mit einer Kammera das Profil anzupassen. Kleinen Erschütterungen gibt es garantiert. Die Platinen werden eingezogen und im inneren läuft ein Kühlkompressor.
Peter schrieb: > Ich habe Eagle Std Pads drauf, sind die von hause aus schrott? was heisst Schrott? Früher wurde maschinell mehr in Lötbädern gearbeitet und auch für das Handlöten sind größere Pads einfacher. Es hängt also davon ab welches Lötverfahren genutzt wird. Viele Teile in Eagle sind sehr alt und daher für VP Löten nicht optimal.
Chris D. schrieb: > Squeegee schrieb: > > Interessant. Nach Max bist Du schon der Zweite, der die EAGLE-Pads als > ungünstig einstuft. Wir nutzen hier ausschließlich KiCad, daher war das > wohl bisher kein Problem und deshalb habe ich mir darüber bisher kaum > Gedanken gemacht. Ich werde mir die EAGLE-Libs aber mal anschauen, damit > ich weiss, wie man es nicht machen sollte. Man lernt ja gerne dazu :-) Wir haben bei EAGLE schon immer (d.h. seit ca. 2012) unsere eigenen Pads verwendet (selbst für RLC) und daher mit Dampfphase noch keine schlechten Erfahrungen gesammelt. Meine Meinung aus vielen Jahren EAGLE: völlig ok, wenn man weiß wie man es benutzt und die Libraries ignoriert.
Peter schrieb: > Ich habe Eagle Std Pads drauf, sind die von hause aus schrott? Wie andere schon schrieben gibt es keine Std-Pads die für alles geeignet sind. Man muß die Leiterplatte (incl. Schablone etc.) schon auf den Fertigungsprozess anpassen. Meist gibt es eine Bandbreite wo es gut funktioniert und mit etwas Glück deckt es alle Fertigungsverfahren ab. Aber nicht immer. Wir hatten z.B. einen µBGA (DM3730 mit Package on Package) den man überhaupt nur mit Dampfphase löten konnte. Und auch dann nur, wenn man die Schablonenöffnungen für ansonsten gleichartige Pads verschieden groß gemacht hat. Der Chiphersteller hat dieses Gehäuse aber nur genau einmal verwendet und das hatte offenbar seinen Grund...
"Schrott?" heisst nur das die wohl nicht so gut sein sollen wie die KiCad oder eigne PADs. Bis jetzt waren die immer gut und ich wäre auch nie auf die Idee gekommen daran zuzweifeln, aber anscheined sind die STD Teile aus deren LIB wohl nicht perfekt.
Peter schrieb: > Ich habe Eagle Std Pads drauf, sind die von hause aus schrott? > Das wäre ja mal klasse. > Werde ich aber gegen prüfen müssen um da sicher zu sein. Beim Layout sollte man den Produktionsprozess im Auge behalten. Ich setzte EAGLE seit V4 professionell ein und das erste was ich gelernt habe, war dass man mitgelieferte Bibliotheken nicht ungeprüft übernimmt. Über die Qualität aktueller Bibliotheken kann ich nichts sagen, da hier eben nur meine eigenen Libs in die Fertigung gehen und ich aus den leidlich bekannten elendigen Gründen noch bei V7 hänge. Ich habe bei Standardgrößen 0402..0603..0805 zwei Footprints zur Auswahl: - Solche mit großen Pads, die über das Bauteil überstehen. Diese Pads sind ideal für Handbestückung, und bei korrekter, symmetrischer thermischer Anbindung problemlos für industrielle Reflow- und Dampfphasenprozesse. Diese Pads sind gerade für Analogschaltungsentwicklung ideal, weil das Debugging deutlich leichter geht. - Solche mit kleinen Pads, nach Herstellerangaben bzw. IPC6xx, die kaum über das Bauteil überstehen. Diese Pads sind ideal für kompakte Baugruppen und bei korrekter, symmetrischer thermischer Anbindung sehr gut für industrielle Reflow- und Dampfphasenprozesse. Einfach mal in die IPC6xx schauen. Das ist die Norm gegen die ein Fertiger üblicherweise anbietet. Wenn nicht im Haus, der Fertiger hat sie garantiert.
Peter schrieb: > Ich habe Eagle Std Pads drauf, sind die von hause aus schrott? Nein, diese sind fürs "Handlöten" gemacht worden.
Bei mir sind es die LIBs aus der V5 manche noch aus der V4. Die aus der V2 und V3 sind höchstens noch in einigen alten Layouts zu finden. Für das meiste habe ich eigne LIBs nur für die STD SMD Teile habe ich die Originalen benutzt. Hat ja auch mit IR immer perfekt funktioniert. Da brauchte ich nicht mal nachsehen, ich habe die großen Pads, die über das Bauteil überstehen. Werde ich beim nächsten Layout mal ändern. Und für die aktuellen Platinen versuche ich mit dem Profil etwas raus zu holen.
Angehängte Dateien:
-

unsere_schlecht.jpg
240 KB -

zulieferer_gut.jpg
480 KB -

skizze_uebertrager.png
250 KB
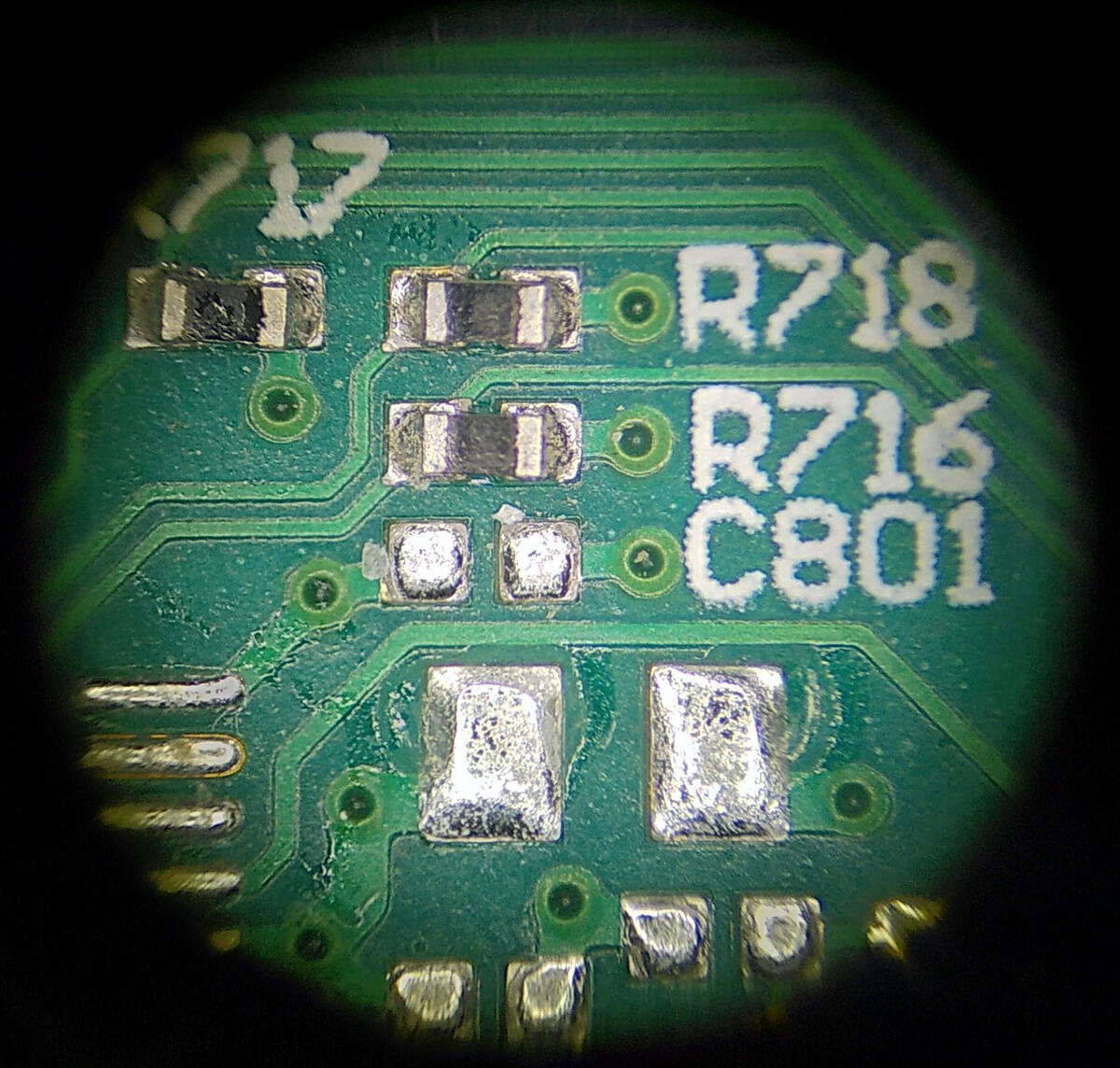
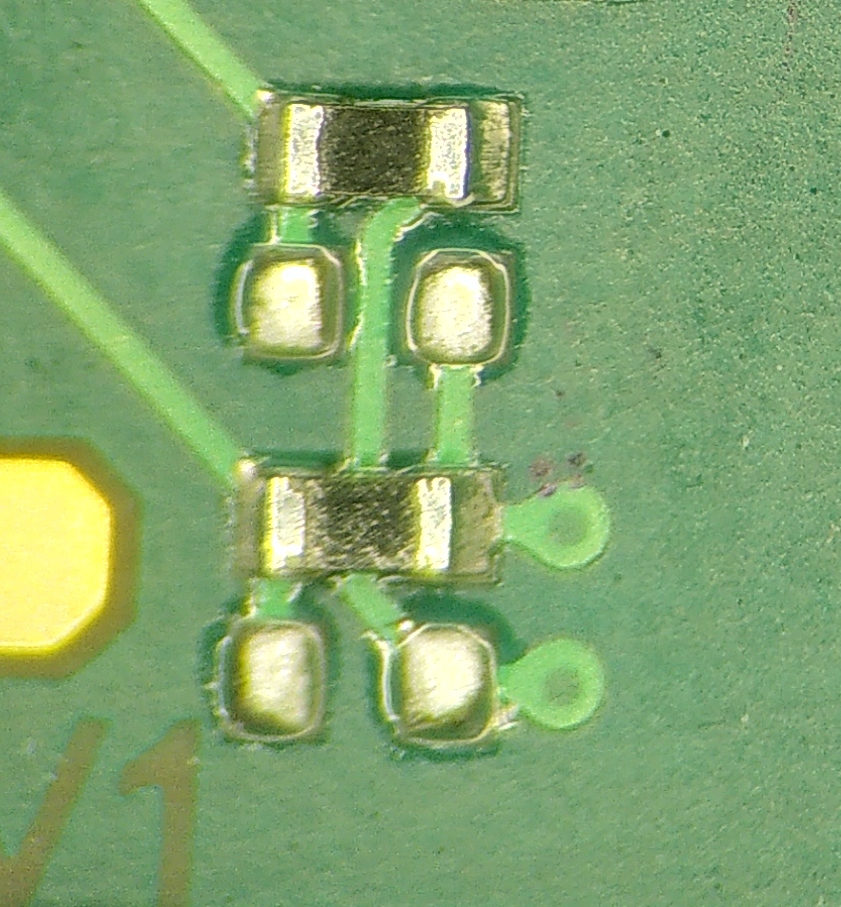
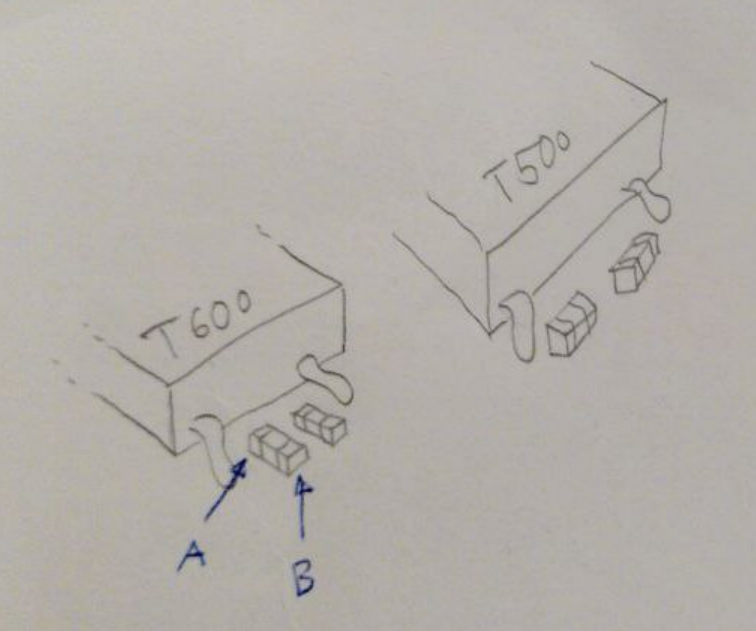
Squeegee schrieb: > Ich vermute, Du hast ein unsymmetrisches Wärmemamnagement an den > Bauteilen. Marcus H. schrieb: > Solche mit kleinen Pads, nach Herstellerangaben bzw. IPC6xx, die kaum > über das Bauteil überstehen. Diese Pads sind ideal für kompakte > Baugruppen und bei korrekter, symmetrischer thermischer Anbindung sehr > gut für industrielle Reflow- und Dampfphasenprozesse. Mit dem selben Problem bin ich auf diesen Thread gestossen. Ich habe Ende letztes Jahr ein mittelkomplexes Design übernommen (15x20cm, je nach Bestückung 600 - 800 Bauteile). Dabei haben wir bei der Produktion massive Probleme mit Tombstones, was mit einen grossen Reworkaufwand verbunden ist. - Betroffen sind v.a. 0402, gelötet wird mit Dampfphase. - Vermutung: Unser Footprint und unser Layout sind nicht optimal, siehe auch angehängte Vergleichsbilder. Ich würde die Pads kleiner machen. - Ich habe dem Reworkpersonal den Bestückungsplan gegeben und darum gebeten, Tombstones mit dem Leuchtstift zu markieren. Die entstandene Heatmap hat gezeigt, dass vor allem 0402 in der Nähe von grossen Komponenten betroffen sind. - Die grossen Bauteile scheinen die Wärme zu absorbieren und das Aufheizen der 0402 Pads auszubremsen. - Wir haben massive Übertragungstrafos mit SMD Induktivitäten in unmittelbarer Nähe. Dabei fällt auf, dass bei Anordnung T500 kaum Tombstones anfallen. Bei Anordnung T600 hingegen gibt es oft Tombstones zu Pad B hin. - Ein Wechsel der Paste brachte Besserung. Diese ist massiv trockener und mühsam in der Handhabung. Wenn man mit dem Spachtel im 45°-Winkel die Paste vor sich her schiebt, rollt sie nicht schön wie eine Wurst vor sich hin (unser SMD-Mann meinte, dies wäre normalerweise so). Wenn ich nun die obigen Posts richtig interpretiere müsste ich probieren, die 0402 Komponenten wo möglich von den grossen Bauteilen weiter weg zu platzieren. Falls nicht möglich, Bevorzugung von Anordnung T500 parallel zum grossen Bauteil. Und die Pads so umgestalten, dass sie mir einen möglichst kleinen Meniskus/Hebel generieren. Kann mir jemand diesen Ansatz bestätigen?
Felix A. schrieb: > Wir haben massive Übertragungstrafos mit SMD Induktivitäten in > unmittelbarer Nähe. Dabei fällt auf, dass bei Anordnung T500 kaum > Tombstones anfallen. Bei Anordnung T600 hingegen gibt es oft Tombstones > zu Pad B hin. Das ist zu erwarten weil Pad A schneller warm wird, dort das Lot zuerst aufschmilzt und das Bauteil aufstellt. Felix A. schrieb: > Wenn man mit dem Spachtel im 45°-Winkel die Paste vor sich her schiebt, > rollt sie nicht schön wie eine Wurst vor sich hin Experimentiert mit Winkel, Anpressdruck und Geschwindigkeit des Rakels.
Brüno schrieb: > Das ist zu erwarten weil Pad A schneller warm wird, dort das Lot zuerst > aufschmilzt und das Bauteil aufstellt. Ich würde eher darauf tippen, das Pad B schneller warm wird. Felix A. schrieb: > Bei Anordnung T600 hingegen gibt es oft Tombstones zu Pad B hin. i.e. Bauteil auf B stehend?
Felix A. schrieb: > - Vermutung: Unser Footprint und unser Layout sind nicht optimal, siehe > auch angehängte Vergleichsbilder. Ich würde die Pads kleiner machen. Die Vermutung ist korrekt.
Bernd G. schrieb: >> - Vermutung: Unser Footprint und unser Layout sind nicht optimal, siehe >> auch angehängte Vergleichsbilder. Ich würde die Pads kleiner machen. > > Die Vermutung ist korrekt. Was ist denn daran nicht gut? Ok, die Pads sind etwas größer, das allein macht aber noch keinen Grabsteineffekt.
Falk B. schrieb: > das allein macht aber noch keinen Grabsteineffekt. Das begünstigt ihn aber ungemein. Wenn dann noch etwas anderes dazukommt, passiert es eben. Ich benutze wesentlich kleinere Überstände der Pads, bezogen auf die Bauteilgröße unde hatte noch nie eine Grabsteinbildung. Ca 1,5 Mio zweibeinige Bauelemente, VP. Lot scheint mir auch ziemlich reichlich drauf zu sein. Na gut, Geschmackssache. Jedenfalls benutze ich nur 100 µm als Schablonendicke. Interessante Entdeckung in einem Keysight MSOX3102T: um alle Teile auf der Hauptleiterplatte unterzubekommen, gibt es dort überhaupt keine Überstände. Jedenfalls konnte ich nirgendwo welche entdecken. Für meine aktuell benutzten Überstände müsste ich morgen mal nachsehen.
Bernd G. schrieb: > Falk B. schrieb: >> das allein macht aber noch keinen Grabsteineffekt. > Das begünstigt ihn aber ungemein. Große Pade begünstigen Grabsteineffekt? Hmmm? > Wenn dann noch etwas anderes > dazukommt, passiert es eben. Was denn? Alte Lotpaste? Die Pads incl. Zuleitungen sehen OK aus, keine Unsymmetrien und große Masseflächen. Erst recht bei Dampfphasenlöten, wo alles ziemlich gleichmäßig warm wird. > Ich benutze wesentlich kleinere Überstände > der Pads, bezogen auf die Bauteilgröße unde hatte noch nie eine > Grabsteinbildung. > Ca 1,5 Mio zweibeinige Bauelemente, VP. VP? Volkspolizei?
Falk B. schrieb: > VP? Volkspolizei? Vapor Phase. Noch nie gehört? Falk B. schrieb: > Große Pade begünstigen Grabsteineffekt? Hmmm? Viel Lot, viel Kraft. Falk B. schrieb: > Was denn? Alte Lotpaste? Keine Ahnung, ich hatte das Problem nie gehabt, weder beim Konvektionsreflow, noch in der VP. Alte Lotpaste? Ich habe die immer bis auf den Boden der Büchse allegemacht, aber gut aufgerührt.
Bernd G. schrieb: > Falk B. schrieb: >> VP? Volkspolizei? > Vapor Phase. Noch nie gehört? Soso. VP ist also die gängige Abkürzung vor Vapor Phase (Soldering). Warum meinst du, das abkürzen zu müssen? Km/h ICE und Eschede, PVC, FCKW is nich OK. ;-)
https://www.us-tech.com/RelId/2128285/ISvars/default/Overcoming_the_Tombstone_Effect.htm Hmmm. "Since pads cannot always be changed, other ways to reduce tombstoning include: A reduction of the solder paste quantity by reducing the stencil thickness. Modifications to the stencil openings to wedge or strip openings. The paste quantity can be reduced, but the component must still be placed in the paste. Accurate positioning of the component is critical. Adjusting the reflow profile of the specific PCB assembly. Controlling the O2 ratio in N2 systems (preferred level is 500 ppm). Use non-eutectic solders (ATS), such as Sn62, 5Pb36, 5Ag1, 0. A melting range will diminish the tombstone effect. Finally, tombstoning with be a permanent problem for boards with pads that are too large and unadjusted stencil geometry. By reducing stencil apertures by 40 percent, it is possible to reduce tombstoning by approximately 90 to 95 percent. Reducing the stencil aperture size by another 10 percent, the pads will will be covered with 50 percent of the solder paste, since the aperture sizes are then 50 percent smaller. This can eliminate tombstoning altogether, and the vertical wetting will still be according to IPC norm." https://www.sciencedirect.com/science/article/abs/pii/S0924013617303540
Falk B. schrieb: > Accurate positioning of the component is critical. Das ist jetzt aber eine Binse. Falk B. schrieb: > Use non-eutectic solders (ATS), such as Sn62, 5Pb36, 5Ag1, 0. A melting > range will diminish the tombstone effect. Bleifrei wäre heute natürlich angesagt, das Papier scheint schon etwas älter zu sein. Aber alle bleifreien Lote passen, da sie keine eutektischen Lote sind. Vllt habe ich deshalb nie Probleme gehabt. Ich verwende SAC305 und Galden LS230. Falk B. schrieb: > the pads will will be covered with 50 percent of the solder paste, Das sind so in etwa die Werte, mit denen ich arbeite
Nachtrag zu gestern: für Teile 1608 (0603) verwende ich einen Footprint mit allseits umlaufendem Überstand der Pads von 100 µm. Die relativ hohe Lotbedeckung von 78% wird durch eine Schablonendicke von 100 µm aufgefangen. Und zum Problem der exakten Positionierung: Um die Maschine schneller laufen zu lassen, gibt es die Möglichkeit, die Passermarken zu ignorieren und die optische Zentrierung bauteilselektiv abzuschalten. Kann man bei Grobmotorikerleiterplatten machen, wenn die Teile gerade im Gurt liegen und sich beim Entnehmen nicht drehen. Finger weg davon!
Danke schon mal für die vielen Rückmeldungen. Ich poste nächstens noch Bilder der betroffenen Stellen. Rainer W. schrieb: > Brüno schrieb: >> Das ist zu erwarten weil Pad A schneller warm wird, dort das Lot zuerst >> aufschmilzt und das Bauteil aufstellt. > > Ich würde eher darauf tippen, das Pad B schneller warm wird. > > Felix A. schrieb: >> Bei Anordnung T600 hingegen gibt es oft Tombstones zu Pad B hin. > > i.e. Bauteil auf B stehend? Genau. Es steht auf B.
Felix A. schrieb: > Genau. Es steht auf B. Ich Dussel habe A und B vertauscht. B ist weiter weg vom großen Bauteil, wird dadurch schneller warm und der Grabstein steht wie ne eins.
Brüno schrieb: > Ich Dussel habe A und B vertauscht. B ist weiter weg vom großen Bauteil, > wird dadurch schneller warm und der Grabstein steht wie ne eins. Vorsicht mit solchen naiven Vorstellungen. Gerade Dampfphasenlöten hat ein anderes Verhalten bezüglich der Erwärmung als Heißluft oder IR-Reflow!
Hallo Falk. Falk B. schrieb: > Vorsicht mit solchen naiven Vorstellungen. Gerade Dampfphasenlöten hat > ein anderes Verhalten bezüglich der Erwärmung als Heißluft oder > IR-Reflow! Stimmt schon, das Dampfphase ein anderes Verhalten hat, insbesondere was metallische Oberflächen angeht. Allerdings die Wärmekapazität von Platinenflächen und Bauteilen ändert sich nicht. Dicke Klopper nehmen immer noch Wärme weg, auch wenn insgesammt das Verhalten entspannter weil gleichmäßiger ist... Mit freundlichem Gruß: Bernd Wiebus alias dl1eic http://www.l02.de
Wenn auch nicht punktgenau zum Thema tombstones: < https://www.uni-ulm.de/fileadmin/website_uni_ulm/iui.lpt/PDFs/Spezifikation_2016_LPT.pdf > Gerhard H
Falk B. schrieb: > Vorsicht mit solchen naiven Vorstellungen. Gerade Dampfphasenlöten hat > ein anderes Verhalten bezüglich der Erwärmung als Heißluft oder > IR-Reflow! Genau so ist es. Da erwärmt sich mitnichten alles gleichmäßig oder gleichzeitig! Ein nichtrepräsentatives Beispiel wäre meine VP450. Da passen 20 Leiterplatten von einer bestimmten Sorte rein (Arbeitsfläche 450 x 450). Zuerst schmelzen die am Rande liegenden auf, dann die innen. Und auf der Leiterplatte selbst geht das Aufschmelzen auch stückchenweise über ca 10 s. Sogar an nebeneinanderliegen Schaltkreisbeinchen taut das Lot erst nach und nach auf. Bei Zweibeinern wird das Lot an den Anschlüssen keinesfalls gleichzeitig weich. Damit alles paletti wird, folgt auf das Löten noch eine Nachheizphase (bei mir 30 s). Wer es nicht glaubt, bitte mal selbst ansehen! Und ja, ich kann das durch den Glasdeckel alles schön beobachten. Ist also keine bloße Vermutung! Brüno schrieb: > Ich Dussel habe A und B vertauscht. B ist weiter weg vom großen Bauteil, > wird dadurch schneller warm und der Grabstein steht wie ne eins. Das ist völlig unerheblich, eine Fehlkonstruktion wird durch Erklärungsversuche nicht besser, um es mal milde auszudrücken.
Hallo Gerhard H. Gerhard H. schrieb: > Wenn auch nicht punktgenau zum Thema tombstones: > https://www.uni-ulm.de/fileadmin/website_uni_ulm/iui.lpt/PDFs/Spezifikation_2016_LPT.pdf Ebenfalls interessant: https://www-user.tu-chemnitz.de/~heha/geheim/ilfa-lph.pdf Mit freundlichem Gruß: Bernd Wiebus alias dl1eic http://www.l02.de
Bernd G. schrieb: >> Vorsicht mit solchen naiven Vorstellungen. Gerade Dampfphasenlöten hat >> ein anderes Verhalten bezüglich der Erwärmung als Heißluft oder >> IR-Reflow! > > Genau so ist es. Da erwärmt sich mitnichten alles gleichmäßig oder > gleichzeitig! Ein nichtrepräsentatives Beispiel wäre meine VP450. Da > passen 20 Leiterplatten von einer bestimmten Sorte rein (Arbeitsfläche > 450 x 450). > Zuerst schmelzen die am Rande liegenden auf, dann die innen. Und auf der > Leiterplatte selbst geht das Aufschmelzen auch stückchenweise über ca 10 > s. > Sogar an nebeneinanderliegen Schaltkreisbeinchen taut das Lot erst nach > und nach auf. Bei Zweibeinern wird das Lot an den Anschlüssen > keinesfalls gleichzeitig weich. Naja, in die Richtung wollte ich eher weniger. Viel mehr, daß Dampfphasenlöten (neudeutsch VPS) auch große, thermische Massen gut durchwärmen kann und gleichmäßige Lötergebnisse erzielt, denn die kalte, große Masse läßt viel Dampf kondensieren, der dann woanders fehlt und damit zu mehr oder minder gleichmäßiger Erwärmung führt. Natürlich schmelzen die Pads dann nicht synchron auf die Sekunde genau gleich, aber es geht schon recht gut dahin.
Bernd G. schrieb: > Brüno schrieb: >> Ich Dussel habe A und B vertauscht. B ist weiter weg vom großen Bauteil, >> wird dadurch schneller warm und der Grabstein steht wie ne eins. > > Das ist völlig unerheblich, eine Fehlkonstruktion wird durch > Erklärungsversuche nicht besser, um es mal milde auszudrücken. Dir ist schon klar, dass ich die Fehlkonstruktion nicht verbrochen habe? Ich habe nur darauf hingewiesen, dass es auch in der Dampfphase normal ist, dass Pads die näher an großen Bauteilen sind zuerst warm werden, denn 1. zieht das große Bauteil den Dampf geradezu an 2. beschränkt das große Bauteil den Nachschub an Dampf an das fragliche Pad
Brüno schrieb: > Ich habe nur darauf hingewiesen, dass es auch in der Dampfphase normal > ist, dass Pads die näher an großen Bauteilen sind zuerst warm werden, > denn > 1. zieht das große Bauteil den Dampf geradezu an > 2. beschränkt das große Bauteil den Nachschub an Dampf an das fragliche > Pad Ist das jetzt so, oder vermutest du das? Sorry, ich bin kein Strömungstechniker.
Hallo Namensvetter. Bernd G. schrieb: >> Ich habe nur darauf hingewiesen, dass es auch in der Dampfphase normal >> ist, dass Pads die näher an großen Bauteilen sind zuerst warm werden, >> denn >> 1. zieht das große Bauteil den Dampf geradezu an >> 2. beschränkt das große Bauteil den Nachschub an Dampf an das fragliche >> Pad > > Ist das jetzt so, oder vermutest du das? Sorry, ich bin kein > Strömungstechniker. Ich bin auch kein Strömungsmechaniker. Ich weiss aber, dass sich das Galden an den kältesten Stellen am stärksten niederschlägt und diese darum am stärksten heizt. Das macht das Ausgleichende des Dampfphasenlötens. Das macht, dass das Galden dort verstärkt aus der Umgebung verschwindet, und darum dort Volumen verschwindet, und darum entsteht eine Strömung zu diesen Stellen, die neues dampfförmiges Galden mit sich bringt. Das macht das Ausgleichende des Dampfphasenlötens. Diese Strömung ist aber kein "Sturm" sondern nur knapp über Diffusion. Du hast in den Anlagen, die ich kenne, auch keine zusätzlichen Lüfter, die Strömung machen. Darum werden kalte Stellen am stärksten beheizt. aber es gibt immer noch Stellen mit hoher Wärmekapazität, die sich langsamer erwärmen als die Umgebung. Eine Abschattung von Galdenströmung tritt nur in Extremfällen auf, z.B. an Stellen, die sehr weit unter Bauteilen sind, wo auch die Diffusion etwas länger braucht, und wo ein Bauteil mit hoher Wärmekapazität länger braucht um warm zu werden. Die Galdenatmosphäre enthält ja auch immer noch Restluft, die sich dann an diesen Stellen leicht anreichert und macht, dass für nachfolgendes Galden weniger Platz verbleibt. Es mag aber auch Anlagen mit einer Zwangsumlüftung geben, was dieses Problem minimiert. So weit geht meine Erfahrung leider nicht. Mit freundlichem Gruß: Bernd Wiebus alias dl1eic http://www.l02.de
Hallo Bernd, danke für die Rückmeldung. Ja, das deckt sich alles mit meinen Beobachtungen und den hie und da aufgeschnappten Wissensbrocken. Ich würde es mal so zusammenfassen: beim Kondensationslöten erwärmt sich auf der Leiterplatte alles ziemlich gleichmäßig, aber man sollte keine Wetten auf das konkrete Verhalten abschließen.
Brüno schrieb: > dass Pads die näher an großen Bauteilen sind zuerst warm werden Verdammte Tat, ich sollte lesen bevor ich auf absenden klicke. Natürlich werden die Pads die näher an großen Bauteilen sind verzögert warm. Der Effekt ist bei Dampfphase weniger ausgeprägt, aber bei so Extremfällen wie beim TO wo kleine Pads sehr nah an sehr großen Bauteilen sind definitiv vorhanden.
Angehängte Dateien:
-

Stroemung.jpg
170 KB
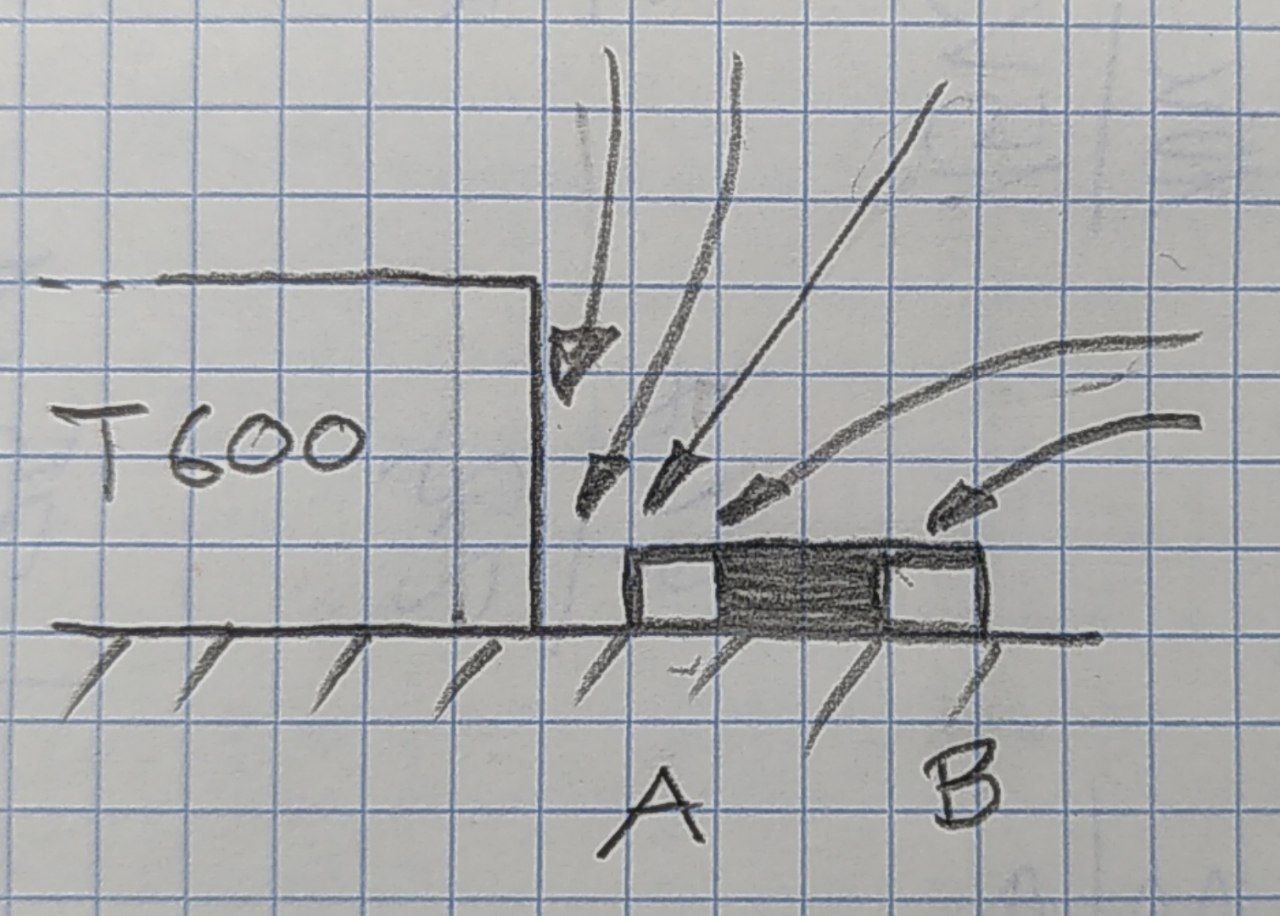
Bernd G. schrieb: > Das ist völlig unerheblich, eine Fehlkonstruktion wird durch > Erklärungsversuche nicht besser, um es mal milde auszudrücken. Zu diesem Schluss komme ich auch langsam. Bernd G. schrieb: > Lot scheint mir auch ziemlich reichlich drauf zu sein. Na gut, > Geschmackssache. Jedenfalls benutze ich nur 100 µm als Schablonendicke. Ich habe mich erkundigt. Unsere sind auch 100 dick. Bernd G. schrieb: > Interessante Entdeckung in einem Keysight MSOX3102T: um alle Teile auf > der Hauptleiterplatte unterzubekommen, gibt es dort überhaupt keine > Überstände. Das kann ich leider nicht ohne weiteres so umsetzen. Aber mein Korrekturansatz geht in diese Richtung. _ Ich hatte gehofft, noch Bilder liefern zu können von richtigen Tombstones. Leider hatten sie keine im Rework, darum einfach Bilder von der Leiterplatte. Bei den Palnovas ist es offensichtlich. Ich glaube, mit den Widerständen ganz nah an den Trafos hatten wir gar nie Probleme. Beim grossen IC ist es die horizontale Reihe, wo sich oft Grabsteine finden. _ Bernd W. schrieb: > Ich weiss aber, dass sich das Galden an den kältesten Stellen am > stärksten niederschlägt und diese darum am stärksten heizt. Das macht > das Ausgleichende des Dampfphasenlötens. > > Das macht, dass das Galden dort verstärkt aus der Umgebung verschwindet, > und darum dort Volumen verschwindet, und darum entsteht eine Strömung zu > diesen Stellen, die neues dampfförmiges Galden mit sich bringt. > Das macht das Ausgleichende des Dampfphasenlötens. > > [...] > > Darum werden kalte Stellen am stärksten beheizt. aber es gibt immer noch > Stellen mit hoher Wärmekapazität, die sich langsamer erwärmen als die > Umgebung. Finde ich eine sehr gute Erklärung, daran würde ich gerne ein Verständnisfrage anhängen. Siehe Strömungsskizze: - Pad A ist "kalt". Uns ist vorerst egal, ob die anderen heisser sind. - Das Galden kommt mit Pad A in Kontakt, geht von gasförmig zu flüssig und gibt Wärme ab. - Durch die Volumenabnahme wird heisses Galden nachgezogen. Je nach dem muss dieses zuerst an T600 oder an Pad B vorbei. - Das Galden kondensiert teilweise zuerst an diesen Teilen, Pad A wird langsamer aufgewärmt. Kommt dies so hin?
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.