Guten Abend, Kann mir jemand sagen, wie moderne CNC Drehmaschinen extrem hohe Drehmomente und Drehzahlen auf der Hauptspindel fahren können, aber gleichzeitig auch hohe Haltemomente und präzise Mikroschritte auf die Spindel bekommen? Mit welcher Art von Motor wird dies realisiert? oder stecken da gar 2 getrennte Antriebe dahinter? Grüße Alex
Kommt drauf an, eine normale CNC Drehe hat entweder einen Servomotor mit Encoder (DC wenn alt, AC falls neuer) oder einen Servomotor+Schneckenrad+Encoder, welches bei kleiner Drehzahl eingekoppelt wird, so wie bei der Mazak Integrex. Der hat das mal irgendwann erklärt, wie die Maschine von innen aussieht: https://www.youtube.com/channel/UCCkSr3M8GXbS4txqPY7OMxQ/videos
Das ist ein Asynchronmotor mit Rotorlageerkennung und Direktantrieb. Frühere Maschinen (so 25 Jahre) hatten zwei Antriebe: Einen Drehspindelantrieb mit hoher Leistung, das konnten diverse Motoren sein (Asynchron oder Reihenschluß/Nebenschlußmaschinen) und einen Positionierantrieb mit hoher Genauigkeit. Die Hauptspindel wurde zwar auch im Drehbetrieb indexiert, um z.B. Gewinde schneiden zu können, der Positionierantrieb war aber wesentlich genauer, sehr viel langsamer (Motor über Getriebe, das ganze wurde im Drehbetrieb ausgekuppelt) und konnte die Spindel auch blockieren (bspw. für Fräsarbeiten).
Richard B. schrieb: > CL Servo... Keine Ahnung was das sein soll. Zu "CL Servo" und "CL Servomotor" liefert Google mir keine verwertbaren Informationen. Rote T. schrieb: > Kommt drauf an, eine normale CNC Drehe hat entweder einen Servomotor mit > Encoder (DC wenn alt, AC falls neuer) oder einen > Servomotor+Schneckenrad+Encoder, welches bei kleiner Drehzahl > eingekoppelt wird, so wie bei der Mazak Integrex. Ok, dann wäre das schon mal geklärt, dass es die Variante mit 2 getrennten Antrieben gibt. Ben B. schrieb: > Das ist ein Asynchronmotor mit Rotorlageerkennung und Direktantrieb. Also das macht mich ehrlichgesagt stutzig. Kann man einen Asynchronmotor überhaupt auf der Stelle halten? Und wie bekommt man aus einem Asynchronmotor eine feine Schrittauflösung raus? Ich dachte Schritte gehen grundsätzlich nur bei Synchronmotoren, Hybrid-Schrittmotoren und Reluktanzmotoren usw.
Du darfst bei solchen Maschinen nicht nur an die Drehzahl denken. Prinzipiell liefert ein Asynchronmotor im Stillstand ein Drehmoment. Dieses kannst Du so steuern, daß der Rotor auf der Stelle gehalten wird. Der Umrichter erzeugt dabei ein passendes Drehfeld, daß der Schlupf ausgeglichen wird. Wie die Rotorlageerkennung so genau arbeitet keine Ahnung, sowas habe ich noch nie zerlegt. An den Achsen sind es Interferenz-Lineale, denke die verwendeten Drehencoder arbeiten nach dem gleichen Prinzip.
Alexander N. schrieb: > ...wie moderne CNC Drehmaschinen... Richard B. schrieb: > CL Servo... ist -> Rote T. schrieb: > Servomotor mit Encoder
Alexander N. schrieb: > Richard B. schrieb: >> CL Servo... > > Keine Ahnung was das sein soll. Hipster-Slang. > Zu "CL Servo" und "CL Servomotor" liefert Google mir > keine verwertbaren Informationen. Das wundert mich nicht. "CL" steht vermutlich für "closed loop" -- und das ist natürlich ein weisser Schimmel: JEDER Servo-Antrieb enthält eine geschlossene Regelschleife, denn das ist ja gerade das artbildende Charakteristikum von Servo- antrieben.
:D Ok, noch ein Mysterium geklärt. Aber nach all meinen Recherchen zu den verschiedensten Elektromotoren bin ich jetzt immer noch nicht ganz am Ziel. Servomotoren können ja auch auf verschiedenen Grundmotoren basieren. Einen Asynchron Servomotor kann ich mir bestens als Spindelantrieb für eine Fräsmaschine vorstellen, aber beim besten Wille nicht für eine Drehmaschine, die eben genannte Fähigkeiten besitzt. Da muss es meiner Meinung nach Ein Synchronmotor sein. Hohe Leistung, Drezahl und Haltemoment bekomm ich ja irgendwie noch unter einen Deckel. Aber eine ultrafeine Schrittauflösung bekomm ich da nach meinem Wissensstand irgendwie nicht mit rein. Deshalb die Überlegung, ob diese Maschinen eventuell nach wie vor mit 2 getrennten Antrieben ausgestattet sind.
> Da muss es meiner Meinung nach Ein Synchronmotor sein.
Wo ist da der Unterschied? Festhalten per Magnetfeld ist weich, d.h. ich
muß immer per Rotorlageerkennung nachregeln, egal ob das nun ein
Asynchronmotor, ein Synchronmotor, RSM/NSM oder eine alte Dampfmaschine
ist.
Manche Maschinen haben bestimmt weiterhin zwei Antriebe. Die
CNC-Drehmaschine einer befreundeten Firma hat nur den
Hauptspindel-Direktantrieb, kann aber mit angetriebenen Werkzeugen auch
bohren oder fräsen.
Ben B. schrieb: > Wo ist da der Unterschied? Festhalten per Magnetfeld ist weich, d.h. ich > muß immer per Rotorlageerkennung nachregeln, egal ob das nun ein > Asynchronmotor, ein Synchronmotor, RSM/NSM oder eine alte Dampfmaschine > ist. Also die Ansynchronmotoren, die ich kenne (Induktionsmotoren), können aber gar kein Haltemoment aufbauen. Wenn ich da im Stator kein Drehfeld erzeuge, wird im Rotor doch kein Strom induziert, wodurch auch kein Magnetfeld aufgebaut und folglich kein Haltemoment zustande kommt, oder täusche ich mich? Und wie so ein Servo dann Microstepping ermöglichen soll leuchtet mir auch nicht ein. Selbst bei einem Synchronmotor mit Permanentmagneten ist die Schrittauflösung relativ begrenzt, meinte ich. Deshalb hat man ja irgendwann mal die Hybrid Schrittmotoren erfunden, um überhaupt so feine Schritte bei ausreichendem Dreh- und Haltemoment fahren zu können.
Du kannst aber in einer stehenden Asynchronmaschine ein Drehfeld aufbauen, was genau so viel Drehmoment erzeugt, um einem externen Drehmoment in gleicher Stärke entgegenzuwirken, so daß der Rotor letztendlich stehenbleibt. Das Drehfeld umläuft dann den stehenden Rotor mit der Geschwindigkeit des nötigen Schlupfes. Mit einer entsprechend genauen Rotorlageerkennung/Regelung kannst Du das an jedem Punkt und bis zum Maximalstrom des Motors machen. Schnelle Bewegungen sind mit der Hauptspindel aufgrund der hohen Massen sowieso eher schwierig.
Angehängte Dateien:
-

20190703_184737.jpg
240 KB
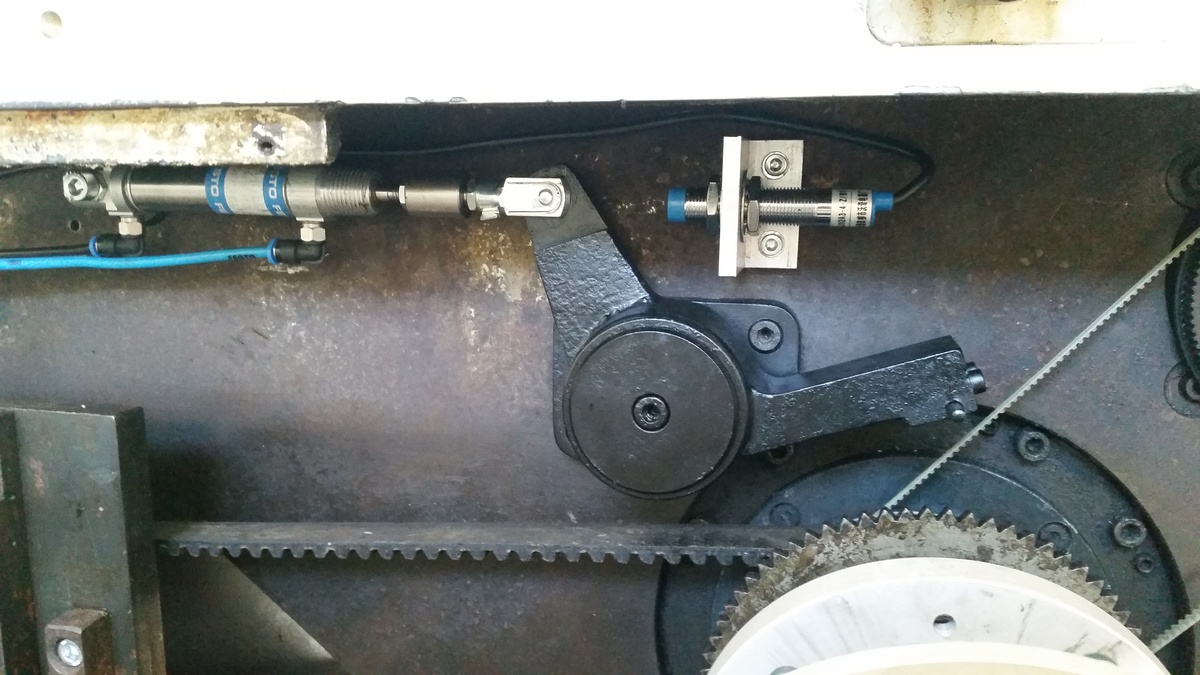
Alexander N. schrieb: > Guten Abend, > > Kann mir jemand sagen, wie moderne CNC Drehmaschinen extrem hohe > Drehmomente und Drehzahlen auf der Hauptspindel fahren können, aber > gleichzeitig auch hohe Haltemomente und präzise Mikroschritte auf die > Spindel bekommen? Mit welcher Art von Motor wird dies realisiert? oder > stecken da gar 2 getrennte Antriebe dahinter? Als Eigentümer eines (älteren = 30 Jahre) Spinner CNC-Feindrehautomaten kann ich dazu sagen, dass derselbe Maschinentyp später mit zwei Spindelmotoren ausgerüstet wurde, von denen dann einer nur für die C-Achse verwendet wurde. Zu dem Foto: Meine Maschine hat "nur" einen 7,5kW-Antriebsmotor (bürstenloser Synchronmotor), der die Leistung über Zahnriemen (schwarz, kommt von links) auf die Hauptspindel bringt. Er hat einen entsprechenden Tachogenerator (Resolver, meine ich) und an der Hauptspindel hängt auch per Zahnriemen (hell, oben rechts) ein 1024er Drehencoder. Daher habe ich keine vollwertige C-Achse, aber man hat mit relativ wenig Aufwand zumindest eine Indexierung eingebaut: ein pneumatisch betätigter Nocken klemmt nach Ausrichtung der Spindel diese durch ein Zahnrad mit 72 Zähnen, man kann also immerhin in 5°-Schritten absolut fest klemmen. Der Spindelmotor wird während dieser Zeit abgeschaltet. "M19 S275" richtet also die Spindel auf 275° aus und klemmt dann pneumatisch. (Den induktiven Geber habe ich als Ersatz für den doch recht ungenauen auf dem Pneumatikzylinder verbaut und kann den so genau einstellen, dass er nicht reagiert, wenn der Nocken - warum auch immer - genau auf die Zahnradspitze klemmt und die Hauptspindel somit nicht eingerastet ist.) Heute ist die Antriebstechnik natürlich weiter, aber so konnte man mit wenig zusätzlichem mechanischem Aufwand (Zahnrad, Zylinder, Nocken) zumindest Lochkreise und Nuten (ich habe einen Revolver mit Werkzeugantrieb und 90°-VDI-Aufnahmen) etc. direkt auf der Maschine anfertigen, und das sehr genau und mit extremem Haltemoment. Für uns reicht das sowieso ;-) Das ist vielleicht auch für den einen oder anderen hier eine interessante, da einfache Lösung.
Sowas ähnliches hat wie ich schon beschrieben habe z.B. die WFL M30. Dort wird bei Bedarf ein zweiter Antrieb via Zahnrad eingeschwenkt, der dann die Hauptspindel positioniert. Die Indexierung ist dabei auf 0.001° genau, ich weiß aber nicht ob das über den Drehencoder der Hauptspindel läuft (wird ebenfalls über einen Riemen angetrieben) oder ob die Maschine einen zweiten Encoder im Positionierantrieb verwendet. Da müsste ich nochmal nachschauen.
Ben B. schrieb: > Sowas ähnliches hat wie ich schon beschrieben habe z.B. die WFL M30. > Dort wird bei Bedarf ein zweiter Antrieb via Zahnrad eingeschwenkt, der > dann die Hauptspindel positioniert. Das ist aber schon ein ganz anderes Prinzip. Meine Maschine hat nur den einen Antrieb. > Die Indexierung ist dabei auf 0.001° > genau Genauigkeit oder Auflösung? ;-) >, ich weiß aber nicht ob das über den Drehencoder der Hauptspindel > läuft (wird ebenfalls über einen Riemen angetrieben) oder ob die > Maschine einen zweiten Encoder im Positionierantrieb verwendet. Da > müsste ich nochmal nachschauen. Ich vermute mal, dass direkt an der Spindel gemessen wird. Denn dort "zählt es". Warum sollte man sich die Ungenauigkeiten der Zahnräder, Getriebe usw. mit ins Boot holen?
> Genauigkeit oder Auflösung? ;-)
Beides. Wenn die Maschine erstmal warmgelaufen ist, ist die
Wiederholgenauigkeit beeindruckend.
Ben B. schrieb: >> Genauigkeit oder Auflösung? ;-) > Beides. Wenn die Maschine erstmal warmgelaufen ist, ist die > Wiederholgenauigkeit beeindruckend. Ja, die "Thermik" ist bei solchen Auflösungen immer das Problem. Hier merkt man es auch, wenn die Sonne kurz durch die Hallentore auf die Maschine scheint. Nicht dass 1-2 Tausendstel jetzt dramatisch wären - so genau muss es bei uns nicht sein. Aber es ist messbar. Hier auf der Maschine waren noch Programme drauf, bei denen eine zeitliche Korrektur erfolgte. Durch Erfahrung hatte man gelernt, wann die Maschine morgens wie warm war und das dann händisch korrigiert (alle 100 Teile plus ein Tausendstel, ab 1000 dann sanft abfallend etc.). So konnte man dann über den gesamten Tag wirklich auf 1-2 Tausendstel genau drehen. Faszinierend! :-)
Die Lagerung der Achsen bzw. Spindeln wird bei allen Maschinen dieser Klasse mit einem Kühlaggregat auf konstanter Temperatur gehalten. Trotzdem merkt man das morgens ziemlich deutlich. Wenn man hohe Genauigkeit will, muß man die Maschine einschalten und erstmal eine halbe Stunde stehen lassen, danach am besten nochmal neu referenzieren. Es gibt auch Programme, die einfach nur langsam die Achsen bewegen und die Antriebe drehen lassen, so daß alles auf Betriebstemperatur kommt. Trotzdem dauert's eine ganze Weile, bis das Ding während der Fertigung richtig warm ist und dann braucht man kaum noch Werkzeugkorrekturen. Wenn's bei Schneidplatten keine Abnutzung gäbe und auch der Stahl immer gleich hart, dann würde das Maschinchen eine h5 Passung immer wieder treffen. Besonders nervig sind oberflächengehärtete Sachen, da geht die Härte immer verschieden tief ins Werkstück und das merkt man sofort.
Ben B. schrieb: > Du kannst aber in einer stehenden Asynchronmaschine ein Drehfeld > aufbauen, was genau so viel Drehmoment erzeugt, um einem externen > Drehmoment in gleicher Stärke entgegenzuwirken, so daß der Rotor > letztendlich stehenbleibt. Das Drehfeld umläuft dann den stehenden Rotor > mit der Geschwindigkeit des nötigen Schlupfes. Mit einer entsprechend > genauen Rotorlageerkennung/Regelung kannst Du das an jedem Punkt und bis > zum Maximalstrom des Motors machen. > > Schnelle Bewegungen sind mit der Hauptspindel aufgrund der hohen Massen > sowieso eher schwierig. Man kann den Motor aber eine Bremse einbauen
Alexander N. schrieb: > Also die Ansynchronmotoren, die ich kenne (Induktionsmotoren), können > aber gar kein Haltemoment aufbauen. Wenn ich da im Stator kein Drehfeld > erzeuge, wird im Rotor doch kein Strom induziert, wodurch auch kein > Magnetfeld aufgebaut und folglich kein Haltemoment zustande kommt, oder > täusche ich mich? Es wurde dir ja schon erklärt, wie man das macht. Ich kann das bestätigen, wir halten mit Drehstromasynchronmotoren + FUs bis zu 350kg (laut Lasttafel) in der Luft - über Personen.
Matthias S. schrieb: > Ich kann das bestätigen, wir halten mit Drehstromasynchronmotoren + FUs > bis zu 350kg (laut Lasttafel) in der Luft - über Personen. Und wenn der Strom ausfällt? Ich finde einfach keine brauchbare Erklärung, wie das mit dem Positionieren und erzeugen eines Haltemoments bei einem Drehstrom-Asynchronmotor funktioniert. Nach meinem bisherigen Verständnis zur Funktion eines Kurzschlussläufers, dürfte das nicht möglich sein. Deshalb interessiert es mich enorm, wie der FU die Statorwicklungen bestromt, dass da entsprechende Ergebnisse rauskommen. Bisher habe ich jedenfalls kein Video oder sonstige Quelle gefunden, die mir das erklären konnten. Aber vermutlich fehlen mir dazu mal wieder die passenden Suchbegriffe. Wäre cool, wenn mir jemand einen Link hätte.
Alexander N. schrieb: > Ich finde einfach keine brauchbare Erklärung, wie das > mit dem Positionieren und erzeugen eines Haltemoments > bei einem Drehstrom-Asynchronmotor funktioniert. Nach > meinem bisherigen Verständnis zur Funktion eines > Kurzschlussläufers, dürfte das nicht möglich sein. Verstehe ich nicht. Wie ein Magnetlager funktioniert, das weisst Du doch, oder? Bekanntestes Demonstrationsbeispiel hierfür ist vielleicht die "schwebende Weltkugel": Der Spulenstrom wird so geregelt, dass sich die Kugel immer in derselben Entfernung vom Elektromagneten (genauer: vom Positions- sensor) befindet. Bemerkenswert: Nicht nur, dass der Elektromagnet kein "Haltemoment" für ein Objekt hat, das 10mm von ihm entfernt ist -- es handelt sich überdies noch um ein labiles Gleichgewicht. Bei konstant gehaltenem Strom fällt die Kugel entweder herunter, oder sie knallt an den Polschuh des Magneten. Warum hängt die Kugel trotzdem stabil, wenn man den Strom einschaltet? Naja, weil die Elektronik schneller reagiert als die Mechanik. Die Kugel kann nicht beliebig schnell aus der Ruhe in den Fall übergehen -- das gibt die konstante Erdbeschleunigung nicht her. Der Elektromagnet kann aber fast beliebig schnell eine Gegenkraft aufbauen, das hängt nur von seiner Induktivität und der maximalen Spannung ab. > Deshalb interessiert es mich enorm, wie der FU die > Statorwicklungen bestromt, dass da entsprechende > Ergebnisse rauskommen. Bisher habe ich jedenfalls kein > Video oder sonstige Quelle gefunden, die mir das > erklären konnten. Aber vermutlich fehlen mir dazu > mal wieder die passenden Suchbegriffe. Wäre cool, > wenn mir jemand einen Link hätte. Da ist nach meinem Verständnis kein weiterer Trick dabei außer dem, der schon genannt wurde: Die Position wird aktiv geregelt. Wenn Du Dir vorstellen kannst, dass ein DSAM-Antrieb trotz Motorschlupf auf EXAKT eine Umdrehung je Sekunde regeln kann, weil ein Lagegeber an der Welle befestigt ist, der die Regelabweichung misst -- warum kannst Du Dir dann nicht vorstellen, dass man einen DSAM-Antrieb auf exakt 0 Umdrehungen je Sekunde regeln kann? Ruhe ist nur Spezialfall der Bewegung :)
Ben B. schrieb: > Schnelle Bewegungen sind mit der Hauptspindel aufgrund der > hohen Massen sowieso eher schwierig. Das hat mit der Masse nichts zu tun, sondern mit der Übersetzung und Antriebsart. Moderne Drehbänke klingen wie ein Düsentriebwerk. ...Nur fast ;)
Egon D. schrieb: > Wie ein Magnetlager funktioniert, das weisst Du doch, > oder? Also mein Problem besteht darin, dass der Kurzschlusskäfigläufer eines Asynchronmotors nach meinem Kenntnisstand nur dann ein Magnetfeld aufbaut, wenn am umgebenden Stator ein Drehfeld angelegt wird. Ohne dieses Drehfeld wird im Rotor keine Spannung induziert, es fließt kein Strom, es gibt kein Magnetfeld und folglich auch keine Lorentzkraft, die den Rotor in Bewegung versetzt. Und bis hierher konnte ich auch schon einigen Quellen entnehmen, dass der Drehstrom Asynchronmotor in seiner ursprünglichen Form, ohne Betrieb durch einen FU, keine Drehzahlen nahe null und auch kein Haltemoment erzeugen kann. Bei einem Synchronmotor mit Permanentmagneten kann ich mir das alles problemlos vorstellen. Nur die Sache mit dem Kurzschlussläufer macht mich fertig :D
Alexander N. schrieb: > Egon D. schrieb: >> Wie ein Magnetlager funktioniert, das weisst Du doch, >> oder? > > Also mein Problem besteht darin, dass der > Kurzschlusskäfigläufer eines Asynchronmotors nach > meinem Kenntnisstand nur dann ein Magnetfeld aufbaut, > wenn am umgebenden Stator ein Drehfeld angelegt wird. > Ohne dieses Drehfeld wird im Rotor keine Spannung > induziert, es fließt kein Strom, es gibt kein Magnetfeld > und folglich auch keine Lorentzkraft, die den Rotor > in Bewegung versetzt. Das stimmt ja auch alles. > Und bis hierher konnte ich auch schon einigen Quellen > entnehmen, dass der Drehstrom Asynchronmotor in seiner > ursprünglichen Form, ohne Betrieb durch einen FU, keine > Drehzahlen nahe null und auch kein Haltemoment erzeugen > kann. Es wird Dich schockieren -- aber auch DAS stimmt alles. Der DrehstromMOTOR hat im strengen Sinne KEIN Haltemoment, auch nicht am Umrichter. Wenn Du meinen länglichen Text oben aufmerksam liest, wirst Du feststellen, dass ich den Begriff "Haltemoment" sorgfältig vermieden habe... > Bei einem Synchronmotor mit Permanentmagneten kann ich > mir das alles problemlos vorstellen. Nur die Sache mit > dem Kurzschlussläufer macht mich fertig :D Ja... das verstehe ich eben nicht; ich sehe den Punkt nicht, der die Ladehemmung bei Dir verursacht. Rein logisch ist es doch so: ENTWEDER die Ist-Position stimmt (im Rahmen der Systemgenauigkeit) mit der Sollposition überein, ODER die Ist-Position stimmt nicht mit der Sollposition überein. Wenn Ist und Soll übereinstimmen, ist keine Aktion notwendig. Wenn sie NICHT übereinstimmen, liegt eine Regelabweichung in Form einer Positionsabweichung vor. Um diese Positions- abweichung wieder auszugleichen, ist aber eine BEWEGUNG (!!!) notwendig. Diese Bewegung kann beim DSAM aber nur durch ein DREHFELD hervorgerufen werden, und diese Drehfeld hat dann logischerweise auch einen LÄUFERSTROM zur Folge. Muss ja auch, geht ja nicht anders. Der Läuferstrom ist also nur DANN vorhanden, wenn es wirklich etwas zu tun gibt -- aber das genügt ja auch: Wenn keine Regelabweichung vorliegt, ist ja gerade NICHTS zu tun, und es ist egal, dass dann auch kein Läuferstrom fließt. Niemand hat je behauptet, der DSAM am Umrichter habe ein Haltemoment. Das hat er nach meinem Verständnis nicht. Wie dann auch. Die Aussage ist nur, dass eine -- noch in der zulässigen Toleranz liegende, aber bereits messbare -- Positions- abweichung sofort zu einer aktiven Korrekturreaktion von Umrichter und Motor führt. Der Motor allein hat KEIN Haltemoment -- aber das hindert den gesamten Regelkreis keineswegs daran, AKTIV auf eine Positionsabweichung von Null hinzuregeln. Das ist doch letztlich mit der Anhängerkupplung an Deinem mittleren Kampfpanzer auch nicht anders: Wenn der Anhänger zufällig genau den richtigen Abstand und die richtige Geschwindigkeit relativ zum Zugfahrzeug hat, dann ist die Anhängerkupplung kraftfrei und könnte für diesen kurzen Moment im Gedankenexperiment auch weggelassen werden. Kraft muss auf den Anhänger nur ausgeübt werden, wenn die Position relativ zur Zugmaschine NICHT stimmt, wenn also eine Abweichung vorliegt. Auch die "starre" Anhängerkupplung reduziert die Positionsabweichung i.d.R. nicht vollständig, sondern nur unter einen tolerablen Grenzwert, denn selbst eine Deichsel aus Stahl wird durch die angreifenden Kräfte deformiert.
Alexander N. schrieb: > Bei einem Synchronmotor mit Permanentmagneten kann ich > mir das alles problemlos vorstellen. Nur die Sache mit > dem Kurzschlussläufer macht mich fertig :D Naja, beantworte mir mal folgende Frage: Wozu braucht der Motor ein Läuferfeld, wenn er gerade KEINE Bewegung (d.h. kein Drehmoment) erzeugen soll?
Alexander N. schrieb: > Matthias S. schrieb: >> Ich kann das bestätigen, wir halten mit Drehstromasynchronmotoren + FUs >> bis zu 350kg (laut Lasttafel) in der Luft - über Personen. > > Und wenn der Strom ausfällt? Dann rumpelt die Last runter und alle Personen die drunter stehen sind Matsch,.. du glaubst nicht, was das immer für eine Sauerei ist. Und der Papierkram erst! Quatsch, natürlich fällt dann die Doppelbremse zu. Die macht das auch immer, wenn der Antrieb nicht das macht, was er machen sollte (SIL3). Wir halten die Antriebe ja auch nicht 24/7 mit den FUs. Darfst dir wohl ähnlich wie bei einem Kran vorstellen: sobald der Kranführer seinen Totmann betätigt geht der FU in den Haltemoment un die Haltebremsen öffnen. Die ganze Antriebssteuerung wartet dann auf den Fahrbefehl des Kranführers. (Ehrlich gesagt, weiß ich gar nicht, ob ein Kran das wirklich so macht, aber ich denke als bildliche Erklärung taugts...)
> Wozu braucht der Motor ein Läuferfeld, Um durch ein magnetisches Wechselfeld den (stehenden) Rotor zu bestromen. > wenn er gerade KEINE Bewegung (d.h. kein Drehmoment) erzeugen soll? Keine Bewegung heißt nicht kein Drehmoment. Wenn Du den Motor mechanisch blockierst und dann drehen lassen willst, hast Du auch keine Bewegung, aber sehr wohl ein Drehmoment.
Ok, danke für die Ausführung. Nachdem ich jetzt noch auf den Begriff Vektorregelung gestoßen bin, kann ich's jetzt tatsächlich glauben. Ein Drehstrom Asynchron-Servo steuert also tatsächlich dauerhaft aktiv nach, um sich wieder zurück in die Sollposition zu bringen. Trotzdem kann ich mir noch nicht so richtig vorstellen, dass sich das so gut als Spindelantrieb für eine CNC Drehmaschine eignet. Zumindest nicht dann, wenn an die C-Achse hohe Präzisionsanforderungen gestellt sind.
Alexander N. schrieb: > Trotzdem kann ich mir noch nicht so richtig vorstellen, dass sich das so > gut als Spindelantrieb für eine CNC Drehmaschine eignet. Zumindest nicht > dann, wenn an die C-Achse hohe Präzisionsanforderungen gestellt sind. Dazu baut eine ASM auch deutlich größer bei mehr Verlusten. Die größere Robustheit und kurzfristige Überlastfähigkeit dürfte bei präzisen Servoantrieben nicht soooo relevant sein. Bürstenlos und damit wartungsarm bis -frei sind die Motoren ja sowieso. Ich kenne auch keine Werkzeugmaschine, die mit solchen Antrieben arbeiten würde - aber vielleicht gibt es die ja :-)
Chris D. schrieb: > Dazu baut eine ASM auch deutlich größer bei mehr Verlusten. Die größere > Robustheit und kurzfristige Überlastfähigkeit dürfte bei präzisen > Servoantrieben nicht soooo relevant sein. Bürstenlos und damit > wartungsarm bis -frei sind die Motoren ja sowieso. > > Ich kenne auch keine Werkzeugmaschine, die mit solchen Antrieben > arbeiten würde - aber vielleicht gibt es die ja :-) Also denkst du auch eher an einen AC Synchron-Servomotor als Antrieb zum positionieren? Mich interessiert halt, ob das heute wirklich alle Maschinenhersteller so machen, oder ob es immer noch die Variante mit 2 getrennten Antrieben gibt, aus gründen höherer Präzision oder ähnlichen...
Alexander N. schrieb: > Also denkst du auch eher an einen AC Synchron-Servomotor als Antrieb zum > positionieren? Ja, denke ich :-) Aber ich bin auch kein "Motorenmensch" und stecke daher nicht wirklich in der Materie. Ich habe gerade mal bei Siemens geschaut. Deren kleinere Servomotoren sind offenbar ausschließlich Permanentmagnet-Synchronmotoren (SIMOTICS S-1FK7 und S-1FT7). Allerdings haben sie im mittleren Bereich (SIMOTICS M) sowohl Synchron- als auch Asynchronmaschinen. Aus https://new.siemens.com/global/en/products/drives/electric-motors/motion-control-motors.html: "An asynchronous induction motor designed for use on a converter is significantly more compact and sturdy with a higher standard of concentricity than a conventional three-phase induction motor. It has incremental encoders for speed-controlled operation and is available with absolute value transmitters for positioning applications. 1PH8 motors have been especially designed for use as main drives in production machines and machine tools" Man kann sie also wohl für Positionierungsaufgaben einsetzen, aber es liest sich für mich so, dass die Dinger tatsächlich hauptsächlich dort eingesetzt werden, wo es um ordentliche Leistungen an einem Umrichter geht, also als "Main drives", sprich Spindelantriebe. > Mich interessiert halt, ob das heute wirklich alle > Maschinenhersteller so machen, oder ob es immer noch die Variante mit 2 > getrennten Antrieben gibt, aus gründen höherer Präzision oder > ähnlichen... Das würde mich auch interessieren. Gab es eigentlich nie die Variante mit nur einem Motor und zwischengeschaltetem Getriebe? Immerhin spart das einen Motor :-) Und Drehmoment gibt's gratis dazu - leider auch Spiel bzw. erhöhten Aufwand für Spielfreiheit.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.