Hallo zusammen, entgegen der üblichen Darstellung, ein H-Bot wäre nicht belastbar... Wrecking und Co... hier mal der Gegenbeweis: https://www.youtube.com/watch?v=xS_Ivsvw1kU Gruß Dominik
sorry.. laaaangweilig! ja klar kann man mit winzigem span holz fräsen selbst auf nem reprap darwin notfalls (der ja schon optisch der urvater des h-bot sein könnte ;)) man ich wette ich finde ein zerspanungsvideo auf youtube mit CD-Schlitten als Antrieb. Holzascher.. nene, das ist leider langweilig. versteh mich nicht falsch, ich find den H-Bot gut; aber zerspanen ist wirklich nicht seine Kernkompetenz.. Laser dufte (nicht sinnvoll wenn son rebounce dir die Retina grillt, aber schön zu sehen) und 3d druck ist bestimmt besser als mit meinem ollen Darwin :D Oh nebenbemerkung: ich hab den Ton lieber ausgemacht als der Musik zuhören zu müssen... und die mirrorreflection Textdinger nerven wie hulle der Kontrast des textes ist schon mies genug und verdeckt zuviel Video (nicht dass da grad was interessantes passiert wäre aber "prinzipiell" halt) dann noch das unlesbare kroppzeug .. macht null sinn IMHO. Schnall mal n Druckkopf drauf und stell davon was online ;) 'sid
Das ihr immer rum nörgeln müsst... ist ja nicht auszuhalten. @ Dominik: Nette Fräsarbeit. Schön das es funktioniert!
Angehängte Dateien:

Hi, Kritik ist sicher berechtigt und grundsätzlich stimme ich den Vorbehalten ja zu. Hatte die vorm Bau ja auch. Dass das Video besser sein könnte ist unstrittig, habe die Software gestern zum ersten Mal benutzt. Aber zurück zum Thema: Überraschender Weise Klappt das Fräsen außerordentlich gut, Holz und Alu sind kein Problem. (Alu siehe Anhang) Beim Hartholz sagt der Fräsmotor wo schluss ist, nicht die Kinematik. Schrittverluste muss man schon mutwillig erzeugen, ist mir erst dann gelungen als ich mit nem schlechten 12,7er fräser in voller zustellung versucht habe ne nut in hartholz mit 4m/min zu fräsen. Aber das finden auch die Lager der Spindel nicht besonders gut. Auch ist die Auflösung der x/y achsen recht „dünn“, die liegt bei nem guten 1/100 mm. Für genaue Sachen habe ich ja noch die stabile Fraese mit Kugelumlaufspindeln, allerdings hat die nur 400 in x und 500 in y. Auch begrenzt hier die Aufspannplatte dauerhaft die Z-Höhe. Beim H-Bot ist der Bauraum nach unten offen, da kann man auch mal nen ganzen Schaltschrank reinstellen und mit fast 500 in x und 1400 in y ist der Arbeitsbereich für vieles mehr als ausreichend. Klar geht dieser Aufbau mehr in Richtung Kaesefraese... Proof of concept halt. Jedoch ist das einzige echte Verschleißteil der Riemen und der ist schnell getauscht. Somit lässt sich auch prima oszillierend fräsen, etwas was ich z.B. den kugelumlaufspindeln weniger gerne antue. VLOP (Very Large Object Printer) Erweiterung ist geplant, allerdings scheitert das derzeit noch an den Ausgaben für die plangefräste Aluplatte (Druckbett). Und selbst wenn die Maschine das Bett selber plant ist eine 10er Aluplatte in der Größe nicht so günstig. Und da ich noch zwei andere 3D Drucker habe kommt das etwas Später, vorher kommen sicher noch Nibbler und MAG drauf. Gruß Dominik
Zahnriemen ist HTD-5M Neopren mit Glasfaser, Breite ~10mm (9er). Alternativ habe ich als Ersatz noch PU mit Stahleinlage da, scheine ich vorerst aber nicht zu brauchen. gruß Dominik
>... Glasfaser, Breite ~10mm (9er) > PU mit Stahleinlage scheine ich vorerst aber nicht zu brauchen. erstaunlich, hätte gedacht, dass bei der Riemenlänge das ganze viel zu elastisch ist. Danke.
Angehängte Dateien:
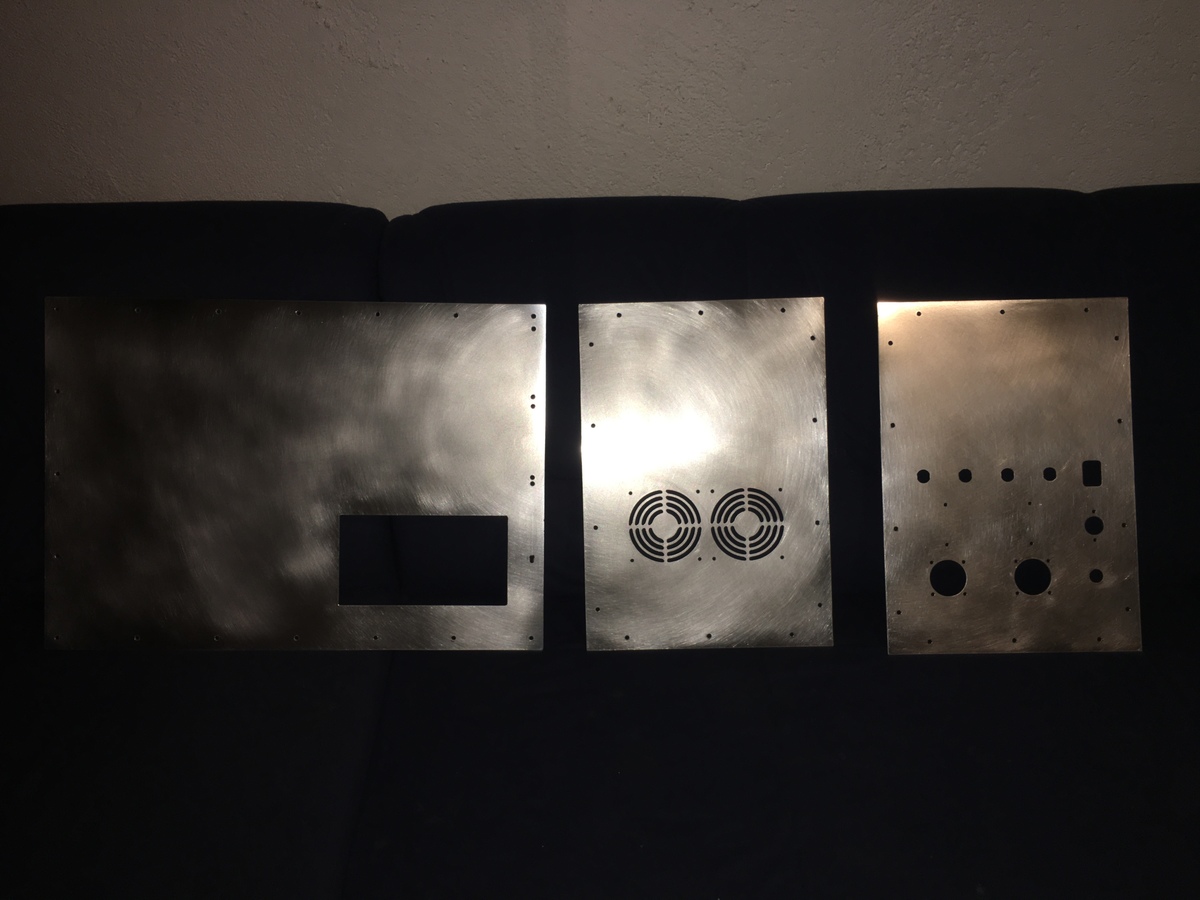
Hatte den Router ursprünglich auch nicht als Fräse für ne 43er Spindel geplant, sieht man hier noch an der improvisierten Spindelhalterung: https://youtu.be/GIcVTrUWdqQ Funktioniert aber so gut, dass ich jetzt meist die große Spindel drauf habe. An der anderen Fräse hätte ich die 600x450er Alubleche mehrfach umspannen müssen. Also hat die Fräse den Faradayschen Käfig für die Elektronik selber gefräst. Danach bin ich dann mutiger geworden... insbesondere wenn man bedenkt dass es sogar käufliche Router mit gt2 zahnriemen gibt, von deren Rollenführungen mal ganz abgesehen. Gruß Dominik
Ich finds klasse :-) Kannst du was zum letzten Video sagen? Fräser? Vorschub? Zustellung? Gibts von der Maschine näheres zum Aufbau? Lagerung? Motoren? Ja ich bin neugierig :-D
Angehängte Dateien:
-

image.jpg
240 KB

Fräser: 3er vhm Einzahn Vorschub: 1200mm/min Drehzahl: ~25500 upm (Schnittgeschwindigkeit ~240) Zustellung auf Grund des weichen Materials und des dünnen Bleches (3mm) nur 1mm, Material flattert sonst oder kaltverschweisst in Sekundenbruchteilen wenn der Spiritusfilm abreißt. Hab’s anfänglich in einer Zustellung gefräst, hatte dann aber die genannten Probleme. Zu der Maschine gib‘s demnächst mehr Infos und Bilder wenn sich der Zustand der Werkstatt wieder vorzeigen lässt ;-) Der Zahnriemen Läuft über 4 Riemenscheiben aus Stahl und 4 Aluminiumrollen, alles auf 10er Wellen kugelgelagert. Zwei Scheiben sind angetrieben mittels nema23(3nm). Die gegenüber liegenden Scheiben sind für Encoder vorbereitet um die Position der Motoren und einen gerissenen Riemen erfassen zu können. Die X-Achse hat eine 20x600er linearführung mit zwei Laufwagen und hängt an der y-Achse mit zwei linearführungen in 15x1500mm und 4 Wagen. Z-Achse sind 20er Wellen, Antrieb über 12x4er kugelumlaufspindel und einen kleineren nema23. Die Endstufen für den bot sind etwas bessere digitale mit sehr geringer Vorlaufzeit fürs richtungssignal, das bedingt durch die Kinematik sehr häufig wechselt. Damit sind im Eilgang derzeit 25m/min drin. Mehr geht im Moment mit dem 8bit uC zur Signalumrechung nicht. Neugier ist der Motor der Wissenschaft;-) Gruß Dominik
Danke für die Infos :-) und noch ne Frage: Mit was hast du den Aschenbecher gezeichnet und mit was den G-Code erzeugt? Harry (jetzt angemeldet)
Crazy H. schrieb: > Danke für die Infos :-) und noch ne Frage: Mit was hast du den > Aschenbecher gezeichnet und mit was den G-Code erzeugt? > > Harry (jetzt angemeldet) Gezeichnet kann man das kaum nennen? Konstruiert wurde der mit OpenScad und als STL rausgegeben, das Rendern dauerte länger als das konstruieren. Die STL Datei wurde in diesem Fall dann mit Estlcam automatisch in G-Code übersetzt. Allerdings sind die Einstelloptionen dort sehr eingeschränkt, daher wurden die Dateien dann noch von Hand aufbereitet. Für einfache Arbeiten ist Estelcam aber durchaus sehr empfehlenswert, auch Gewindefraesen usw. funktioniert tadellos. Ursprünglich war der Wunsch des Kollegen einer aus Alu, war mir aber im Moment zu viel Arbeit. Der wird dann aber auch nicht gefräst sondern urgeformt, die gleiche STL wird nochmal gedruckt und dann im Lost-PLA Verfahren abgeformt, schon den (Fraeser-)Geldbeutel und die Nerven? Gruß Dominik
> https://www.youtube.com/watch?v=xS_Ivsvw1kU > > Gruß Dominik Am Englisch legst aber noch zu, gell Dominik? "grinded" gibt es nicht, es heisst "ground" (vergangenheitsform von to grind) "built" ist vergangenheitsform, Zukünftige Vorhaben erfordern "build"
MaWin schrieb: > Dominik schrieb: >> hier mal der Gegenbeweis: > > Käse kann er auch fräsen. Denke schon. Blauschimmel schrieb: > Butterkäse oder Parmesan? Die Frage bleibt leider offen... Nur so viel kann ich verraten: https://youtu.be/ZFXSDvGk5LQ ungoogly translator schrieb: > Am Englisch legst aber noch zu, gell Dominik? Unbedingt, das Video war sehr quick and sehr sehr dörty was mein denglisch betrifft, und das waren auch noch nicht alle Fehler ;-) Ich bin auch um keine Ausrede verlegen: ein paar Fehler habe ich nach dem Exportieren schon gefunden, aber nochmal ne Stunde rendern hatte ich keine Lust drauf. Der Titelgenerator brauchte für jeden Tastenanschlag auch ne halbe Ewigkeit, da habe ich es teilweise einfach stehen lassen, ist halt authentisch dilettantisch. ungoogly translator schrieb: > "grinded" gibt es nicht, es heisst "ground" (vergangenheitsform von to > grind) Für das Bild gebe ich Dir recht, aber grinded kam im Video auch vor, nur das ist später im Staubsauger gelandet. Gruß Dominik
Tolle "Schleif"maschine. Irgendwas ernsthaftes maßhaltig fräsen kannst Du damit nicht. Und das liegt nicht am H-Bot sondern daran, dass die Gurte viel zu wabbelig sind um irgendeine nennenswerte Gegenkraft auszuhalten. Den Schnulli den Du hier zeigst, kannst Du mit jeder China-Käsefräse fräsen. Schönes vielseitiges Projekt, aber wieso muss es wieder als was verkauft werden, was es schlicht nicht ist?
Hallo, ja ich weiß, Trolle soll man nicht füttern, aber wenn es der Sache dienlich ist, so what… Achso schrieb: > Tolle "Schleif"maschine. Sicher eine Option, bedarf aber einer geeigneten Abfuhr für den Schleifstaub, den vertragen die Linearführungen sonst eher weniger, auch sind Schleifteile eher auf 1/100 oder 1/1000 Maß ausgelegt, dafür ist die Maschine aber nicht wirklich ausgelegt. Achso schrieb: > Irgendwas ernsthaftes maßhaltig fräsen kannst > Du damit nicht. Was verstehst Du unter ernsthaft und maßhaltig? Die Limitierungen der Maschine wurden oben genannt, eine h7 Passung wird damit nicht funktionieren, eine Frontplatte, die mit Bohrungen in 1/10 Übermaß gefertigt wurde passt spielend und das auch wenn Sie 600 mm breit oder lang ist. Achso schrieb: > Und das liegt nicht am H-Bot sondern daran, dass die > Gurte viel zu wabbelig sind um irgendeine nennenswerte Gegenkraft > auszuhalten. Von Zerspanung hast Du auch echt NULL Ahnung oder? Wenn dem so wäre hätte es den Fräser im VA schon nach ein paar Zehnteln zerrissen. Achso schrieb: > Den Schnulli den Du hier zeigst, kannst Du mit jeder > China-Käsefräse fräsen. Den Beweis wirst Du sicher auf Deinen Namen rückverfolgbar erbringen, statt irgendein Video zu verlinken wo sich jemand ernsthaft mit der Materie beschäftigt und eine vorzeigbare Leistung erbracht hat;-) Achso schrieb: > Schönes vielseitiges Projekt, aber wieso muss es > wieder als was verkauft werden, was es schlicht nicht ist? Was ist es denn? Ein Router der mehr leistet als konstruktiv geplant war? Ich kann das Problem gerade nicht erkennen ;-) Sorry, aber ich habe eine Fräse gebaut, die 5/1000 hält, dies war ein zusätzliches Fun-Projekt, das deutlich mehr leistet als erwartet, das zu teilen sollte echt kein Stein des Anstoßes sein. Nichts für ungut, Gruß Dominik
Hallo, Da der Fräser nach dem Fun-Fräsen durch das Edelstahlblech für die weiteren Alubearbeitungen eh aus dem Rennen war habe ich mal aus Spaß noch Baustahl damit gefräst. Trotz der, mehr als gewagten Aufspannung, hat auch das Prima hingehauen (was mich ehrlich selber gewundert hat, da bis auf gelegentlich ein paar Spritzer Öl auch noch so gut wie trocken gefräst wurde). Der Fräser ist ein 3mm (1/8“) carbide aus indischer Produktion, käuflich für ein paar wenige Euro zu haben. Die Aktion ist auch mehr als Test gedacht gewesen, solche Teile kann man in Minuten auf der konventionellen Fräse herstellen und braucht damit keine Kress Spindel quälen, für Stahl ist die eh nicht konzipiert. Schnittgeschwindigkeit, wie zuvor beim Edelstahl, wieder ca. 100m/min, Vorschub 400mm/min, 1/8“ Fräser. Die Wirbelzustellung habe ich aber auf 8% erhöht (Ist ja kein Edelstahl ;-)). Die Späne sind gut geformt, sieht man im 2/3tel des Videos. Gefräst wurde in zwei Durchgängen, der Erste bewusst etwas tiefer als Fräserdurchmesser. Da es sich um eine Machbarkeitsstudie handelt wurde über die walzharte Oberfläche eingetaucht statt seitlich anzufahren, wenn schon Unsinn, dann auch richtig. Ja, die Musik habe ich auch weggelassen ;-) Hier noch der kurze Videobeweis, dass es machbar ist: https://youtu.be/HVQXakWijFA Gruß Dominik
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.