Hallo Leute, ich habe derzeit Problem mit meiner selbstgebauten CNC-Fräse. Wenn ich z.B Holz fräse (3500mm/min) mit 1mm Zustellung funktioniert alles einwandfrei. Aber bei bereits 2mm Zustellung habe ich bei einem Kreis Probleme mit Schrittverlusten. An einer Stelle beim Kreis ist der Fräser auf ein Astloch getroffen und genau an der Stelle habe ich in X-Richtung Schrittverluste bekommen (1cm in etwa). Fräser war ein 4 Schneider. Umdrehungen 12k/min Nun habe ich mir überlegt das evtl der Treiber (TB6600) für den Schrittmotor Schuld sein könnte. Da dieser recht günstig (~15€) auf ebay war. Evtl. könnte es ja sein das mir dieser garnicht die volle Stromstärke liefert, oder ? So etwas lässt sich ja nicht so einfach ausmessen oder ? Lösung 1: entweder eine besseren Treiber besorgen https://www.amazon.de/gp/product/B06Y5VPSFN/ref=ox_sc_saved_title_1?smid=ABVRCUH7Y5NVN&psc=1 Lösung 2: Ein Closed Loop System, wie dieses hier ? https://de.aliexpress.com/item/4000194506446.html?gps-id=pcDetail404&scm=1007.16891.96945.0&scm_id=1007.16891.96945.0&scm-url=1007.16891.96945.0&pvid=192c7a0c-cf92-46bc-8719-781ed276a0ac&_t=gps-id:pcDetail404,scm-url:1007.16891.96945.0,pvid:192c7a0c-cf92-46bc-8719-781ed276a0ac,tpp_buckets:668%230%23131923%2316_668%23808%234094%23131_668%23888%233325%2314_668%232846%238112%23560_668%232717%237562%23408 Nun die Frage an die Experten hier. Was wäre die Bessere Lösung und ist das verlinkte Closed Loop system überhaupt das was ich brauch, sprich eins das automatisch nachregelt, wenn Schrittverluste auftreten. Ich habe nämlich gelesen das es Closed-Loop Systeme gibt die zwar einen Schrittverlust erkennen, diesen aber irgendwie nicht ausgleich, sondern nur einen Fehler melden. Wenn ich das richtig verstanden habe. Hardware: Arduino Uno Treiber : TB6600 bis 5A (ist auf 4,2A eingestellt) https://www.ebay.de/itm/0-2-5-A-Micro-Step-CNC-TB6600-Single-For-Axis-Stepper-Motor-Driver-Controller-DE/352783744263?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2057872.m2749.l2649 Schrittmotoren: Nema 23 3Nm 4.2A Netzteil: 36V 360W Spindelmotor und Fu : Chinaspindel 1,5kW zusätzlich habe ich einen hochwertigem Netzfilter dafür verbaut. spindel-,Motor- und USB-Kabel sind geschirmt und einseitig geerdet. Riemenantrieb Software: Estlcam Vielen Dank schon einmal.
Gast
#6258385
Hallo Benni, hast Du noch mehr details zum genauen Aufbau? 1.) welche Untersetzung hat Dein Antrieb? 2.) welche Mikroschritteinstellung hast Du vorgenommen? Die 3nm 4,2a nema23 können deutlich mehr! gruß Dominik
Hallo Dominik, X-Achse: Microsteps: 16 Weg je Umdrehung: 80mm Trägheit: 95% Y-Achse: Microsteps: 16 Weg je Umdrehung: 40mm Trägheit: 95% Beschleunigungsweg: 2mm (war zum testen auch schon höher eingestellt) Dominik schrieb: > Die 3nm 4,2a nema23 können deutlich mehr! Das dachte ich mir eigentlich auch das die mehr können sollten als wie 1mm Zustellung bei Holz.
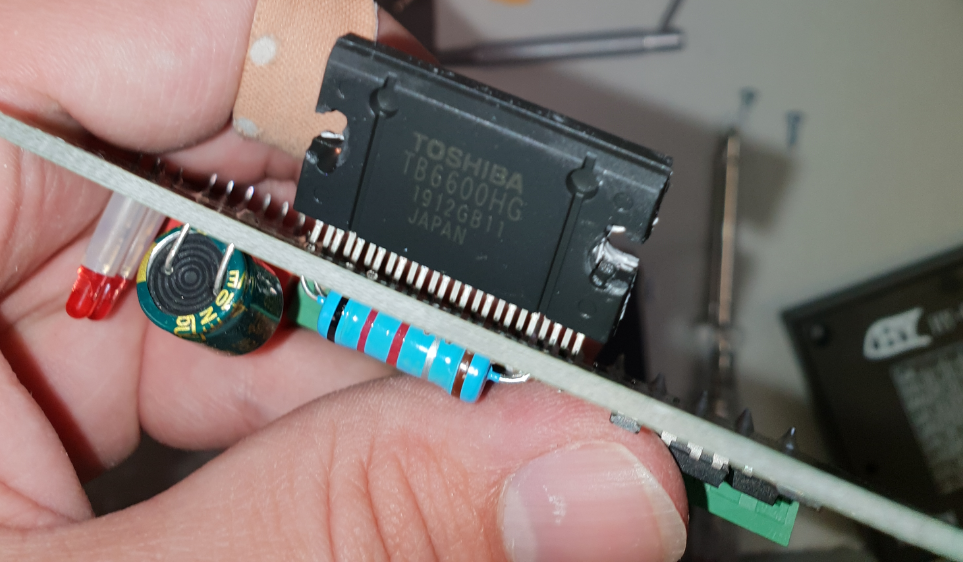
Benni B. schrieb: > Treiber : TB6600 bis 5A (ist auf 4,2A eingestellt) > Ebay-Artikel Nr. 352783744263 > Schrittmotoren: Nema 23 3Nm 4.2A Schraub mal den Treiber auf (geht einfach), Lupf die Platine vom Kühlkörper. Wisch die Wärmeleitpaste weg und berichte uns was auf dem Treiber-IC steht (Foto wäre besser) ;) https://www.youtube.com/watch?v=HeVc6en-ZWA
Gast
#6258393
hallo Benni, sehe du nimmst estlcam auch als steuerung. kein problem, hast du da auch 5m riemen drauf? die untersetzung (x) kommt mir nämlich sehr bekannt vor, fahre ich mit 32 msteps. Fräserdurchmesser und holzart wären noch gut? gruß Dominik
Dominik schrieb: > hallo Benni, > sehe du nimmst estlcam auch als steuerung. kein problem, hast du da auch > 5m riemen drauf? die untersetzung (x) kommt mir nämlich sehr bekannt > vor, fahre ich mit 32 msteps. > Fräserdurchmesser und holzart wären noch gut? > > gruß Dominik Ganz genau mit mit Estlcam steuere ich das ganze. Riemen sind GT2 metallverstärkt. Auf der X-Achse ungefähr 1m und Y-Achse ungefähr 4m. Der Treiber gibt leider nicht mehr als 16 Microsteps her. Fräserdurchmesser war 6mm und das Holz war eher ein recht weiches Holz also auf keinen fall Hartholz. Timo N. schrieb: > Schraub mal den Treiber auf (geht einfach), Lupf die Platine vom > Kühlkörper. Wisch die Wärmeleitpaste weg und berichte uns was auf dem > Treiber-IC steht (Foto wäre besser) ;) Werde ich bei Gelegenheit mal machen. Ich habe im Internet auch schon gelesen das es wohl viele TB6600 fakes gibt. Daher auch die Vermutung das evtl. der Treiber Schuld sein könnte.
Gast
#6258402
Für GT2 sind die riemen schon recht lang, aber mit 6mm fräser sollte das eigentlich noch gehen, hier fräse ich buche, geschruppt wird mit 3mm zustellung und 1500 mm/min (weil einschneider): https://youtu.be/xS_Ivsvw1kU das holz ist schon recht hart und der fräser stumpf ? das quält die spindel ganz schön. Motoren sind nema23 4,2a, also baugleich. Schrittverluste habe ich aber keine. Kann heute mal deine schnittdaten testen, experimentiere gerade eh noch mit der maschine. denke aber auch deine treiber sind schuld. gruß Dominik
Gast
#6258423
Dominik schrieb: > geschruppt wird mit 3mm zustellung und 1500 mm/min (weil einschneider) 1500 mm/min hört sich deutlich anders an, als Benni B. schrieb: > Holz fräse (3500mm/min) @Benni Wie sieht bei 36V die Drehmomentkurve des Motors in Abhängigkeit von der Geschwindigkeit aus? Welcher Phasenstrom fließt noch bei 3500 mm/min?
Gast
#6258597
Benni B. schrieb: > Nun habe ich mir überlegt das evtl der Treiber (TB6600) für den > Schrittmotor Schuld sein könnte. Deine Befürchtung könnte stimmen. Viele dieser TB6600 Angebote aus China sind fakes und benutzen in Wirklichkeit den viel schwächeren TB67S109 der eher nur für 1.5A reicht. Das ist an der Mikroschrittanzahl erkennbar. Suche TB6600 hier im Forum. Aber auch der echte TB6600 reicht nur für 4.5A Spitzenstrom also für 3.1Arms Motorstrom. > Da dieser recht günstig (~15€) auf ebay > war. Was eher teuer ist, sogar für echte TB6600 SainSmart.
Gast
#6258744
80 und 40mm Spindelsteigung? Ist das üblich bei Holzfräsen?
Gast
#6258784
Designer schrieb: > 80 und 40mm Spindelsteigung? Kugelumlaufspindeln vielleicht.
Gast
#6258797
Wolfgang schrieb: > Dominik schrieb: >> geschruppt wird mit 3mm zustellung und 1500 mm/min (weil einschneider) > 1500 mm/min > > hört sich deutlich anders an, als > Benni B. schrieb: >> Holz fräse (3500mm/min) Ja, deswegen würde ich das auch gerne erst mal testen. Wobei die reinen Schnittdaten doch recht ähnlich sind wenn man von den üblichen Zweischneidern Holz ausgeht. Daher auch die Frage nach der Holzart. Die 3mm Zustellung sind auch eher zur Schonung der Spindel , mit scharfem Fräser gehen auch 6 oder mehr. (Auch bei Buche) Designer schrieb: > 80 und 40mm Spindelsteigung? > > Ist das üblich bei Holzfräsen? Wahrscheinlich nicht ;-) Liegt hier auch eher an den Riemenscheiben... Gruß Dominik
Gast
#6258826
Um mal die Frage mit dem Closed-Loop System zu beantworten: Die haben einen Encoder auf der Motorachse, erkennen die Schrittverluste und steuern dann nach. In der Regel sind Closed Loop Systeme auch etwas leiser und schonen die Mechanik, da sie nicht die ganze Zeit mit Volldampf fahren müssen.
Gast
#6258837
Nils schrieb: > Um mal die Frage mit dem Closed-Loop System zu beantworten: Die > haben einen Encoder auf der Motorachse, erkennen die Schrittverluste und > steuern dann nach. > > In der Regel sind Closed Loop Systeme auch etwas leiser und schonen die > Mechanik, da sie nicht die ganze Zeit mit Volldampf fahren müssen. Closed Loop macht bei Servomotoren (z.B. Asynchfon oder BLDC) Sinn, ist aber bei Schrittmotoren in CNC vollkommen unsinnig. Wenn ein Motor dort einen Schritt verliert, hat das Werkstück schon eine Macke. Und man kann nicht einfach einen Extra-Schritt nachschieben, da zumindest seriöse Systeme so schnell laufen, dass zur Beschleunigung (und Abbremsen) Rampen gefahren werden müssen. Sonst folgen (wie es üblich ist) auf einen Schrittverlust gleich noch 10 weitere. Die einzig sinnvolle Auslegung bei schrittmotorgesteuerten Maschinen ist also die für jeden Anwendungsfall ausreichende Dimensionierung der Motoren. Eine Reduktion des Spulenstroms kann nicht nach dem Prinzip 'bis er Schritte verliert, dann wieder etwas mehr' sondern nur nach kalkulierten Kraftbedarf (z.B. im Stillstand weniger, oder ohne Fräsereingriff weniger) erfolgen.
Gast
#6258854
Designer schrieb: > 80 und 40mm Spindelsteigung? > > Ist das üblich bei Holzfräsen? STK500-Besitzer schrieb: > Kugelumlaufspindeln vielleicht. Ich lese da Riementrieb raus oben.. Schön schnell.. aber eben zu Lasten des Stellmoments geh ich von meinen Schrittmitoren aus, reden wir von 8mm Achsen; Und bei einem Haltemoment von 3Nm von in etwa einem Stellmoment von 2.4Nm. je grösser das direktgetriebene Riemenrad, desto kleiner die Stellkraft am Riemen. bei 40mm pro Umdrehung und nem GT2 reden wir von 20 Zähnen und bei 80mm dann von 40. Schon GT2 Riemen sind mMn nicht wirklich geeignet.. ich mein 6mm Riemenbreite; das taugt für Drucker und Laser gantries.. Aber sonst wird schon knapp. Egal, die 3Nm Haltemoment und 2.4Nm Stellmoment sind mit ungefähr 13 Zähnen zu erwarten. mit 40 Zähnen reden wir von einem Faktor von 0.325 und mit 80 von 0.1625 Macht also 0.78 bzw 0.39Nm effektiv am Spindelschlitten bei 3500mm/min verlierst Du schon alleine durch die Trägheit des Spindelmotors bei Leerfahrten Schritte wenn Du keine Beschleunigungskompensation programmierst und zwar tüchtig. Tut mir leid wenn ich das jetzt so sage; aber das ist mechanisch schon ein total absurder Aufbau zum Fräsen Ja man kann viele Fehler elektronisch kompensieren; es bleibt aber bei suboptimaler Mechanik. Nimm Dir mal ne Kofferwaage und häng sie an den Fräskopf. miss mal die Kraft bis zum Schrittverlust wenn Du da die Motoren anwirfst.. lächerlich wenig, richtig? Sorry, aber Du hast grade einen 50Kubik Kettensägenmotor (0.39Nm) in einen LKW gebaut und fragst Dich warum der mit 7 Tonnen nicht den Berg hochkommt (Astloch) und fragst nun nach elektronischen Serpentinen um das doch zu bewerkstelligen. Du brauchst bessere Mechanik, Riemenantrieb taugt nicht wirklich, jaja Streichkäse und aerogel geht. Trapezspindeln sind kostengünstig und machen deutlich mehr Sinn. Willst Du keine Antriebsspindeln aus welchem Grund auch immer, benutz deutlich breitere Riemen (HTD 8M oder so und je breiter desto besser) Und denk ggf über eine vorab Untersetzung der Spindelmotoren nach um ein wenig an Drehmoment herauszuholen Ja das heisst mehr backlash, aber eben auch deutlich verbessertes Stellmoment. ich würd so 10:1 versuchen denke ich (oder direkt n Schneckentrieb mit ~25:1) dann biste zwar langsamer aber eben mechanisch einigermassen auf der sichereren Seite. nur um son paar Pfennige auf den Tresen zu legen 'sid
Gast
#6258865
Hallo Benni, kurz getestet: Hatte leider keinen 6er Zweischneider Holz da, hab daher nen 12er genommen ;-) Hab mit 2mm Zustellung angefangen, dann 5, am Ende 8. S10000 upm und F3500mm/m. Geht ohne Probleme, aber würde ich der Spindel nicht jedes Mal antun wollen. https://youtu.be/EuA3AMR7qIE Ob das mit gt2 geht wage ich aber zu bezweifeln, insbesondere bei 4m Länge. Kenne deinen genauen Aufbau aber auch nicht. Fakt ist aber die Schrittmotoren zeigen sich unbeeindruckt, darum ging es ja. habe als Treiber für den bot dm556y drin (wegen der kurzen signalvorlaufzeit beim Richtungswechsel), laufen bei knapp 44V und wie Butter. Die ersten Tests hatte ich mit analogen gemacht, ging auch ohne Probleme ist aber ein ganz schönes Geratter. Die dm556y! kann ich vorbehaltlos empfehlen. MaWin schrieb: > Wenn ein Motor dort einen Schritt verliert, hat das Werkstück schon eine > Macke. Und man kann nicht einfach einen Extra-Schritt nachschieben, da > zumindest seriöse Systeme so schnell laufen, dass zur Beschleunigung > (und Abbremsen) Rampen gefahren werden müssen. Sonst folgen (wie es > üblich ist) auf einen Schrittverlust gleich noch 10 weitere. Vollkommen richtig, wobei es halt auch immer drauf ankommt was man machen will, wenn Weichholz ne 1/100 Macke bekommt ist das sicher zu verschmerzen. Blöd ist nur wenn sich die Schrittverluste aufsummieren, dann Geht irgendwann die Fräserposition so weit daneben, dass das Werkstück ganz unbrauchbar wird. Ansonsten stimme ich Dir natürlich zu, gleich richtig dimensioniert ist weniger Ärger. (Ich fasse nicht, dass ich das hier so schreibe) Gruß Dominik
Gast
#6258892
Dominik schrieb: > Wobei die reinen Schnittdaten doch recht ähnlich sind ... Aber die Schrittfrequenz des Motors ist bei gleicher Spindelsteigung um einen Faktor 2.3 höher, d.h. der Strom und damit das Drehmoment des Motors wird geringer sein. Darum die Frage nach der Drehmomentkurve.
Gast
#6258945
Wolfgang schrieb: > Aber die Schrittfrequenz des Motors ist bei gleicher Spindelsteigung um > einen Faktor 2.3 höher, d.h. der Strom und damit das Drehmoment des > Motors wird geringer sein. Darum die Frage nach der Drehmomentkurve. Das stimmt, aus dem Grunde und weil alle anderen Parameter (Material etc.) auch abweichend waren habe ich´s auch erst testen wollen. Aber rein vom Gefühl her war mir schon klar, dass bei den Nema23 Motoren (so ziemlich das größte Modell) deutlich mehr zu erwarten ist, habe von denen 6 Stück auf meinen Maschinen verbaut. Alles mit mehr Kraft ist bei mir schon Nema34. Und das Ergebnis im Video zeigt es ja jetzt auch sehr deutlich, trotz doppeltem Fräserdurchmesser und 8 facher Zustellung ist der Kreis rund ;-) Die relativ große Untersetzung halte ich daher auch nicht für ganz unvorteilhaft, eben weil die Drehmomentkurven der Stepper doch recht schnell abfallen, insbesondere wenn man "nur" 36V draufgibt. Damit bleiben die Motoren im "kleinen" Drehzahlbereich wo deutlich mehr Drehmoment vorhanden ist. Setzt man vereinfacht einen gleichbleibenden Wirkungsgrad des Antriebs und Vollschritte voraus, bleibt das Drehmoment dieser Motoren bis etwa 60upm bei 3NM stabil (36V), danach fällt es schneller ab. Bei dem gewählten Vorschub von 3500mm/min und einer Untersetzung von 1/80 sind das 43.75 upm, also hat dieser Stepper fast noch das volle Drehmoment. (Selbstredend wäre eine kleinere Untersetzung grundsätzlich erstmal natürlich vorteilhafter für das Drehmoment, ohne Frage) Gruß Dominik
Wolfgang schrieb: > Welcher Phasenstrom fließt noch bei 3500 mm/min? Ist es den Möglich einfach ein Multimeter zwischen Motor und Treiber zu hängen um den Strom zu messen ? Habe mal gelesen das wäre nicht so einfach und man könnte evtl. irgendetwas beim Messen kaputt machen ? sid schrieb: > mit 40 Zähnen reden wir von einem Faktor von 0.325 und mit 80 von 0.1625 > Macht also 0.78 bzw 0.39Nm effektiv am Spindelschlitten > bei 3500mm/min verlierst Du schon alleine durch die Trägheit des > Spindelmotors bei Leerfahrten Schritte wenn Du keine > Beschleunigungskompensation programmierst und zwar tüchtig. Vielen Dank das du dir die Mühe gemacht hast mein System so genau zu Analysieren. Mir Fehlen für die Kraftberechnung einfach die Kentnisse dafür. Mir war zwar bewusst das ein Riemenantrieb nicht so viel Kraft aufbringt als ein Spindel, aber nicht das es so ein großes Ausmaß hat. Kugelumlaufspindel hatte ich mir Anfangs überlegt aber die waren mir einfach viel zu teuer und bei einer Trapezgewindespindel hatte ich Angst das sich die Achsen Verklemmen könnten, da ich zum testen eine Kleine Trapgewindespindel bestellt hatte und diese sehr geeiert hatt. Evtl. versuche ich es mit einem Breiteren Riehem und einem Kleineren Ritzel. Wobei 5 Meter HTD 8M garnicht so günstig sind (~70€) Dominik schrieb: > Geht ohne Probleme, aber würde ich der Spindel nicht jedes Mal antun > wollen. Danke für das Ausprobieren, zumindest weis ich jetzt das meine Einstellungen stimmen :) Hast du die dm556y eigenlich auf den PEAK oder RMS Wert eingestellt ? Bin gerade am Überlegen mir die dm556y direkt von Steperonline zu bestellen, damit ich auf jedenfall richtige bekomme. Oder gleich das hier?: https://www.omc-stepperonline.com/de/closed-loop-schrittmotor-kit/ye-serie-1-achs-stepping-kit-mit-geschlossenem-regelkreis-4-0-nm-566-56oz-in-nema-24-motor-and-treiber.html Dominik schrieb: > Bei dem gewählten Vorschub von 3500mm/min und einer Untersetzung von > 1/80 sind das 43.75 upm, also hat dieser Stepper fast noch das volle > Drehmoment. Also müssten die Schrittmotoren bei meinem aktuellen Aufbau eigentlich reichlich Kraft aufbringen oder ?
Gast
#6259276
Benni B. schrieb: > Ist es den Möglich einfach ein Multimeter zwischen Motor und Treiber zu > hängen um den Strom zu messen ? Habe mal gelesen das wäre nicht so > einfach und man könnte evtl. irgendetwas beim Messen kaputt machen ? Wie genau die Messung mit Multimeter wird sei mal dahingestellt. Viele billige Multimeter sind was AC-Messungen betrifft auf 50hz eingeschossen und zeigen dann schonmal recht wilde Werte bei anderen Frequenzen. Benni B. schrieb: > Danke für das Ausprobieren, zumindest weis ich jetzt das meine > Einstellungen stimmen :) > Hast du die dm556y eigenlich auf den PEAK oder RMS Wert eingestellt ? Peak 4,3 Benni B. schrieb: > Also müssten die Schrittmotoren bei meinem aktuellen Aufbau eigentlich > reichlich Kraft aufbringen oder ? Ja, an den Motoren liegt es nicht. Kauf die o.g. Treiber und Du wirst es nicht bereuen. Allerdings kann es sein, dass Du, wie öfter angeführt, mit den GT2 Riemen keine Freude haben wirst, ich habe 5M drin. Vielleicht lässt Dein Aufbau ja auch mehrere Gt2 parallel zu(falls es günstig bleiben soll)? Der verlinkte cloosed loop hat einen Encoder mit 1000 ppr, im Moment nutzt Du 3200 Steps. Ob Dir das ausreicht weiß ich nicht. Ich halte closed loop für den vorliegenden Anwendungsfall aber für nicht unbedingt nötig. Da deine Schrittverluste mitten im Lauf aufgetreten sind liegt es wahrscheinlich nicht an Deinen Beschleunigungswerten, aber die könntest Du natürlich vorher noch deutlich reduzieren um auf Nummer sicher zu gehen. Gruß Dominik
Dominik schrieb: > Kauf die o.g. Treiber und Du wirst es > nicht bereuen. Danke du hast mir sehr weitergeholfen, dann werde ich es wohl zuerst einmal mit den dm556y probieren. Ja die GT2 scheinen wohl der Flaschenhals bei dem Aufbau zu sein. Welche Breite sollte ich den am besten für die 5M Riemen wählen ? Dominik schrieb: > Der verlinkte cloosed loop hat einen Encoder mit 1000 ppr, im Moment > nutzt Du 3200 Steps. Noch kurz fürs Verständnis. Beim Treiber des verlinkten Closed-Loop Systems kann ich doch bis zu 51200 Steps einstellen oder nicht ? Wie kommst du denn da auf die 1000 Steps, bzw woran erkenne ich das ?
Gast
#6259323
Benni B. schrieb: > Wie kommst du denn da auf die 1000 Steps, bzw woran erkenne ich das ? Hab nur kurz die Beschreibung überflogen, da stand 1000ppr für den Encoder, ohne im Detail nachzusehen, aber wenn Du 3600 oder 6400 mikroschritte einstellst, würde ich sagen erkennt der nur jeden 4. oder 7. fehlenden Schritt. Wie gesagt, nur kurz überflogen, müsstest du im Detail prüfen. Ich hab 5m Glasfaser drauf in 9mm. Die Maschine war aber ursprünglich nicht für ne 1000w Spindel sondern für Laser und Plasma gedacht, das es trotzdem klappt freut mich natürlich. Wenn es ne reine fräse werden soll würde ich die Riemen schon deutlich breiter wählen. Aber was mit den schmalen geht kannst du in meinem YouTube Channel sehen. Stahl und sogar VA, richtige Vorgehensweise vorausgesetzt, sind möglich aber fernab von sinnvoll. Gruß Dominik
Gast
#6259330
Dominik schrieb: > Wie genau die Messung mit Multimeter wird sei mal dahingestellt. Viele > billige Multimeter sind was AC-Messungen betrifft auf 50hz eingeschossen > und zeigen dann schonmal recht wilde Werte bei anderen Frequenzen. Da nimmt man besser einen Shunt und betrachtet mit dem Oszi den Spannungsabfall. Benni B. schrieb: > Ist es den Möglich einfach ein Multimeter zwischen Motor und Treiber zu > hängen um den Strom zu messen ? Habe mal gelesen das wäre nicht so > einfach und man könnte evtl. irgendetwas beim Messen kaputt machen ? Man darf nichts an- oder abklemmen bzw. dran rum schalten während Strom drauf ist. Aber der Einwand von Dominik ist richtig - kann dein Multimeter das?
kleines Update: Also die neuen Treiber sind heute gekommen und ich habe sie auch gleich eingebaut. Ich habe zwar noch kein Fräsprogramm gestartet, aber der Unterschied ist jetzt schon wie Tag und Nacht. Die Motoren fahren viel viel ruhiger, bei langsamen Geschwindigkeiten sind sie sogar überhaupt nicht zu hören. Alleine das von Hand hin und her fahren, ist als hätte ich eine komplett neue Maschine. Dagegen hörten sie die alten Treiber einfach völlig Falsch an. Das leichte fiepen wenn die Motoren im Stillstand waren ist auch komplett weg. Was ich jetzt schon festgestellt habe ist, das der Haltedrehmoment (wenn die Motoren Spannung haben aber nicht in Bewegung sind) schon wesentlich höher ist als mit den TB6600. Ich werde demnächst ausprobieren ob der Fehler nun behoben ist. Es hört sich aber schon sehr vielversprechend an. Vielen Dank an Dominik für den Tipp Timo N. schrieb: > Schraub mal den Treiber auf (geht einfach), Lupf die Platine vom > Kühlkörper. Wisch die Wärmeleitpaste weg und berichte uns was auf dem > Treiber-IC steht (Foto wäre besser) ;) Allem Anschein nach ist wohl Tatsächlich ein TB6600 verbaut gewesen. Man kann allerdings klar an den Beinchen des TB6600 erkennen das dieser von Hand eingelötet wurde und die restlichen Bauteile auf der Platine nicht. Aber vielleicht ist das ja normal. Sind die TB6600 wirklich so schlecht? Alleine von der Lautstärke her, jetzt da ich einen vergleich mit den dm556y habe :)
Angehängte Dateien:
-
 Treiber.PNG
(640 KB)
Treiber.PNG
(640 KB)
Gast
#6266455
Benni B. schrieb: > Sind die TB6600 wirklich so schlecht? Echte sind gut, besser als TB6560, aber es werden aus China viele fake-Platinen verkauft.
Hallo Dominik, Dominik schrieb: > Benni B. schrieb: >> Wie kommst du denn da auf die 1000 Steps, bzw woran erkenne ich das ? > > Hab nur kurz die Beschreibung überflogen, da stand 1000ppr für den > Encoder, ohne im Detail nachzusehen, aber wenn Du 3600 oder 6400 > mikroschritte einstellst, würde ich sagen erkennt der nur jeden 4. oder > 7. fehlenden Schritt. Wie gesagt, nur kurz überflogen, müsstest du im > Detail prüfen. Das ist völlig ausreichend. Unter Last stellt sich bei einem ungeregelten Schrittmotor ein lastabhängiger Winkelfehler ein ("Lastwinkel"). Das kann man sich vorstellen wie eine Drehfeder. Es ist daher ein weit verbreiteter Irrtum, dass Mikroschritt zu einer höheren Positioniergenauigkeit führen würde. Lediglich die Auflösung wird erhöht [1, 2]. Im geregelten Betrieb ("Closed-loop") gibt es auch keine "fehlenden" Schritte. Genau wie bei anderen Servoantrieben hat man dann einen Schleppfehler, dessen Größe von der Last und den Reglereinstellungen abhängt. Mit freundlichen Grüßen Thorsten Ostermann [1] http://www.schrittmotor-blog.de/die-bedeutung-des-lastwinkels-bei-schrittmotoren/ [2] http://www.schrittmotor-blog.de/positioniergenauigkeit-von-schrittmotoren/
Thorsten O. schrieb: > Das ist völlig ausreichend. Unter Last stellt sich bei einem > ungeregelten Schrittmotor ein lastabhängiger Winkelfehler ein > ("Lastwinkel"). Das kann man sich vorstellen wie eine Drehfeder. Es ist > daher ein weit verbreiteter Irrtum, dass Mikroschritt zu einer höheren > Positioniergenauigkeit führen würde. Lediglich die Auflösung wird erhöht > [1, 2]. Hallo Thorsten, das ist natürlich richtig, und im vorliegenden Fall wahrscheinlich sogar recht relevant, da die Untersetzung ja ziemlich grob ist. Im Vollschritt beträgt die Auflösung ja "nur" 0,4 mm. Das ergibt, in Kombination mit dem Riemenantrieb, natürlich kein Genauigkeitswunder. Aber wenn man entsprechend langsam (mit wenig Last) schlichtet, kann man im Mikroschrittbetrieb schon deutlich mehr als die 0.4 mm Genauigkeit rausholen. Wobei Genauigkeit auch immer so ein Thema ist, absolut oder wiederholgenau... Denn da wird es ja auch schon spannend. Jeder Schrittmotor ist ja per se schon mit einer Winkelabweichung gesegnet. Thorsten O. schrieb: > Im geregelten Betrieb ("Closed-loop") gibt es auch keine "fehlenden" > Schritte. Genau wie bei anderen Servoantrieben hat man dann einen > Schleppfehler, dessen Größe von der Last und den Reglereinstellungen > abhängt. Stimmt, da habe ich mich schlecht ausgedrückt. Schleppfehler ist der richtigere Begriff. Gruß Dominik
Gast
#6325610
Wollte mal nachhören ob die neuen Treiber das Problem gelöst haben? Gruß Dominik
Hallo Dominik, ich muss mich für die späte Antwort entschuldigen, ich war leider im Prüfungsstress. Also die Treiber waren tatsächlich Schuld, mit den dm556y werden auch die Schrittmotoren nach einiger Zeit warm bzw. heiß. Was mich am Anfang etwas erschrocken hat, aber nach ein paar recherchen bin ich darauf gekommen das das so sein muss. Und falls die Motoren nicht warm werden, etwas nicht stimmt. Mit den TB6600 waren die Motoren eigentlich immer auf Zimmer Temperatur ^^. Um noch etwas mehr Kraft raus zu holen ohne die CNC groß umbauen zu müssen habe ich mir überlegt auf die Schrittmotoren der X- und Y-Achse ein Planetengetriebe auf zu setzten, evtl aus dem 3D-Drucker. Aber das ein anderes Kapitel. Vielen Dank für den Tipp mit den Treibern, jetzt läuft es endlich :)
Gast
#6354108
Benni B. schrieb: > Mit den TB6600 Mit den angeblichen TB6600....
MaWin schrieb: > Mit den angeblichen TB6600.... Ja gut, die Chips waren zwar als TB6600 gelabelt aber ich bezweifle sehr stark das es sich hierbei um ein Original handelt. Ich könnte mir sehr gut vorstellen das die Chips umgelabelt worden sind. Ich habe leider keinen Vergleich und kann somit keine genaue Aussage treffen, aber meine TB6600 haben auf jedenfall nicht das gemacht was sie machen sollten.
Gast
#6354160
Benni B. schrieb: > Um noch etwas mehr Kraft raus zu holen ohne die CNC groß umbauen zu > müssen habe ich mir überlegt auf die Schrittmotoren der X- und Y-Achse > ein Planetengetriebe auf zu setzten, evtl aus dem 3D-Drucker. Aber das > ein anderes Kapitel. Schwierig das „Spielfrei“ hinzubekommen, gute planetengetriebe sind daher nicht billig. Am einfachsten wären wahrscheinlich kleinere Riemenscheiben. (steht oben glaube auch schon irgendwo). Freut mich das das Problem aber erstmal gelöst ist. Gruß Dominik
Antwort schreiben
Bitte melde dich an, um einen Beitrag zu schreiben.